壳体零件造型及数控加工过程和程序设计
典型仪表壳体类零件的数控加工工艺研究

WA G Lj N ie i
( inU iesyo T c n l y X ’ 10 2 hn ) X ’ nvri f eh o g , i n7 0 8 ,C ia a t o a
Ab t a t sr c :T r u h su yn h c ii g p o e s o y ia x mp e o p b a k t t e d tr n t n r l n e e t g h o g t d i g t e NC ma h n n r c s f tp c le a l f t r c e , h ee mi ai u e a d s l ci o o n p i t o C ma hn n rc s i gr l ,t e me h d o c i i g p o e sd s n we e p o o e o n u n c i i gq ai n o ns fN c i i gp o e s u e h t o fNC ma h nn r c s e i r r p s d f re s r gma hn n u l y a d n g i t
面:
零件 图一分析 图样确定加工工艺过程一编写工艺 规程一确定 N C加工工序一 数值计算一 编写程序 单一 机械 c D 机械 c M一 程 序校验一制 备控制介 质一 A一 A 首件试切一调整程序及机床一成批加工一成 品。
2 1 工 艺路 线 的制定 .
划分工序与加工路线 的确定直接关系到数控机床
壳体类产品的数控加工设计

壳体类产品的数控加工设计作者:王祥军来源:《中国科技博览》2019年第08期[摘要]数控技术渗透到传统机械制造业里,便产生了机电一体化产品:数控机床。
它集机械制造、信息技术、微电子技术和自动化技术等为一体,随着科学技术的发展而不断的发展和创新。
发展到现在,数控机床已经是制造业实现自动化、柔性化、集成化的基础,它的水平和拥有量多少是衡量一个国家工业现代化的标志。
本文以设计壳体为线索介绍了数控机床中加工中心的使用方法和技巧。
加工中的毛坯材料、刀具材质、刀具参数、加工工艺、工件装夹方式、编程等完全按照实际加工时的情况考虑,而且文中借用了一些绘图软件,使文章更易理解。
按照国家技能鉴定标准,本文所涉及的数控技能是属于三级技能的标准。
[关键词]表面粗糙度;轮廓加工;自动编程与手工编程;防真软件中图分类号:R61 文献标识码:A 文章编号:1009-914X(2019)08-0194-01一、设计知识准备产品的制造过程首先从设计信息开始。
然后生产技术准备,包括生产计划、管理、制造工艺,同时进行工艺装备设计、制造或备置。
在原料和毛坯制造准备好后再进行机械加工。
设计信息不但包括产品的工艺特征、更包括零件加工条件和相关制造技术。
所以在使用数控机床对电子盒进行加工前有必要对一些相关知识进一步了解:机床选择:选择机床的直接根据是加工内容,即看机床是否保证加工要求、是否利于提高生产效率、是否可以降低成本。
借用现在工作的条件,我选择了一台比较熟悉的韩国大宇的卧式加工中心,型号为HM500、FANUC系统的机床,来为本设计的实体加工程序进行检测和验证。
刀具与毛坯选择:数控机床上使用刀具刚性要好。
不但因为是数控机床对零件加工一般都是大切削用量的需要,也是为了适应机床难以调整切削用量的特点;刀具的耐用度要好。
如果刀具耐用度底的话,就会影响工件表面与加工精度,而且回增加换刀引起的调刀与对刀次数;对于常用的轮廓加工时用的铣刀切削刃的几何角度参数的选择及排屑性能也非常重要,铁屑粘刀而形成的积屑瘤是十分忌讳的。
M012-壳体零件的数控加工编程及夹具设计设计说明书
毕业设计说明书专业:班级:姓名:学号:指导老师:陕西国防工业职业技术学院二O一一届毕业设计(论文)任务书专业:数控技术班级:数控姓名:学号:一、设计题目(附图):壳体零件机械加工工艺规程制订及第25 工序工艺装备设计。
二、设计条件:l、零件图;2、生产批量:中批量生产。
三、设计内容:1、零件图分析:l)、零件图工艺性分析(结构工艺性及技术条件分析);2)、绘制零件图;2、毛坯选择:1)、毛坯类型;2)、余量确定;3)、毛坯图。
3、机械加工工艺路线确定:1)、加工方案分析及确定;2)、基准的选择;3)、绘制加工工艺流程图(确定定位夹紧方案)。
4、工艺尺寸及其公差确定:1)、基准重合时(工序尺寸关系图绘制);2)、利用尺寸关系图计算工序尺寸;3)、基准不重合时(绘制尺寸链图)并计算工序尺寸。
5、设备及其工艺装备确定:6、切削用量及工时定额确定:确定每道工序切削用量及工时定额。
7、工艺文件制订:1)、编写工艺设计说明书;2)、填写工艺规程;(工艺过程卡片和工序卡片)8、指定工序机床夹具设计:1)、工序图分析;2)、定位方案确定;3)、定位误差计算;4)、夹具总装图绘制。
9、刀具、量具没计。
(绘制刀具量具工作图)10、某工序数控编程程序设计。
四、上交资料(除资料2使用标准A3手写外,其余电子文稿指导教师审核后,打印上交)1、零件机械加工工艺规程制订设计说明书一份;(按统一格式撰写)2、工艺文件一套(含工艺过程卡片、每一道工序的工序卡片,工序附图);3、机床夹具设计说明书一份;(按统一格式撰写)4、夹具总装图一张(打印图纸);零件图两张以上(A4图纸);5、刀量具设计说明书一份;(按统一格式撰写)6、刀具工作图一张(A4图纸);量具工作图一张(A4图纸)。
7、数控编程程序说明书五、起止日期:2010年月日一2010年月日(共8周)六、指导教师:七、审核批准:教研室主任:系主任:年月日八、设计评语:九、设计成绩:年月日壳体零件的数控加工编程及夹具设计摘要随着科学技术的发展,数控技术已经广泛运用于工业控制的各个领域,尤其在机械制造业中应用十分广泛。
数控加工工艺 第6章 壳体类零件的数控加工工艺

3. 最后一步加工结合零件表面精度要求,为了保证零件已加 工表面的粗糙度的,卡盘的卡爪必须选用软爪。
任务规划
选定刀具及功能
序 刀具 号号
1 T1
刀具 补偿
号
1
刀具规格名 称
φ80盘铣刀
数量 1
加工工步
铣削上表面铣削底面的毛坯 余量
备注
编写加工程序
结合实际加工情况设定安全平面,抬刀高度, 切削方式、转移方式等。
加工程序编制
1. 打开零件模型并绘制盘铣上表面刀路辅助线 2. 点击“开始”按钮,选择“加工”选项,进入加工环境界面。 3. 在工序导航器的空白处右击并选择“几何视图”。
1. MCS设置与实际机床加工时一致,把安全平面距离设置为ZM正 方向50mm。
2 T2
2 φ11.5麻花钻 1
预钻中间孔
3 T3 4 T4
3
φ20机架刀
1
粗铣40mm×40mm型腔 粗铣φ60mm圆形和正六边形
3刃
4 φ8HSS立铣刀 1
清角40mm×40mm型腔 铣削中心孔到φ11.7mm
2刃
5 T5
5
φ8定心钻
1
钻定心孔
6 T6 7 T7 8 T8 9 T9
6
φ6.5麻花钻 1
无其它表面处理等特殊要求。
毛坯选择
零件图纸显示最大尺寸为外接圆φ100mm的 正六边形,厚度为30mm,结合装夹尺寸和加 工预留量,可选择φ105mm的铝棒,下料厚
度为36.5mm。
任务规划
设计加工 工艺路线
1. 铣削工件上表面(成型到工件原点Z0 的坐标处)。
复杂壳体零件的加工工艺与数控编程
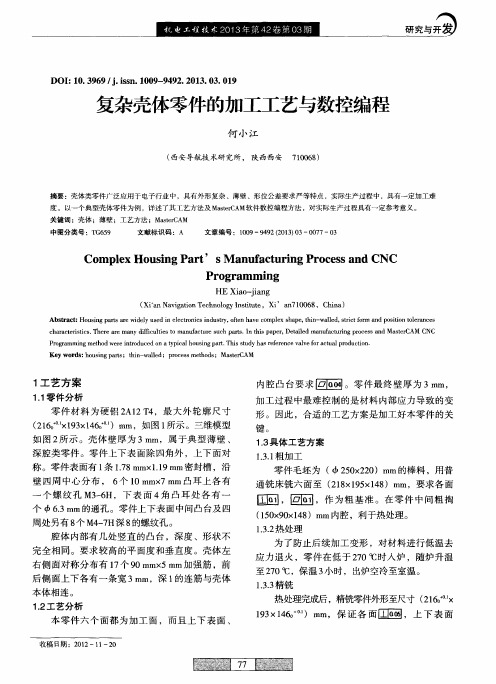
( X i a n N a v i g a t i o n T e c h n o l o g y I n s t i t u t e ,X i ’a n 7 1 0 0 6 8 ,C h i n a )
Ab s t r a c t : Ho u s i n g p a r t s a r e wi d e l y u s e d i n e l e c t r o n i c s i n d u s t r y ,o te f n h a v e c o mp l e x s h a pe , t h i n — wa l l e d, s t r i c t f o r m a n d p o s i t i o n t o l e r a n c e s
个螺 纹 孑 L M3 — 6 H,下 表 面 4角 凸 耳 处 各 有 一
个 咖6 . 3 m m的通 孔 。零 件上 下 表 面 中间 凸 台及 四
周 处另 有 8 个 M4 — 7 H深 8 的螺 纹孔 。
圆
, 团
, 作为粗基准。在零件中间粗掏
( 1 5 0 x 9 0  ̄ 1 4 8 )m m内腔 ,利于 热处理 。
应力退火 ,零件在低于 2 7 0 o C 时人炉 ,随炉 升温
至2 7 0 o C,保 温 3 小 时 ,出炉 空冷 至室温 。 1 . 3 .Байду номын сангаас3 精铣
后侧面上下各有一条宽 3 m i l l ,深 1 的连筋 与壳体
本 体相 连 。
1 . 2工艺分 析
1 . 3 . 2 热处 理
腔体 内部 有 几 处竖 直 的 凸 台 ,深 度 、形 状 不
上壳体零件数控加工工艺编制

摘要:本文介绍了箱体类零件上壳体工艺的基础上对其进行数控编程,箱体是机器中箱体部件装配时的基准零件,箱体类零件的工艺性及使用性能是至关重要的,其构造比较复杂,中空壁薄,加工面多为平面和孔,精度位置和表面粗糙度要求较高,也有许多紧固用的孔。
箱体类零件主要是将有关的轴、套、齿轮及其他零件组装在一起,使他们保持正确的位置,彼此按照一定的关系正常运行,可为国内相关厂家使用和高校教学,提供有价值的参考建议。
关键词:上壳体加工工艺加工中心程序编制1概述箱体类零件一般是指具有一个以上孔系,内部有型腔,在长、宽、高方向有一定比例的零件。
这类零件在机床、汽车、飞机制造等行业用的较多。
箱体类零件一般都需要进行多工位孔系及平面加工,公差要求较高,特别是形位公差要求较为严格,通常要经过铣、钻、扩、镗、铰、锪、攻丝等工序,需要刀具较多,在普通机床上加工难度大,工装套数多,费用高,加工周期长,需多次装夹、找正,手工测量次数多,加工时必须频繁地更换刀具,工艺难以制定,更重要的是精度难以保证,因此箱体类零件一般都在数控加工中心上进行,以提高产品的精确度。
加工箱体类零件的加工中心,当加工工位较多,需工作台多次旋转角度才能完成的零件,一般选卧式镗铣类加工中心。
当加工的工位较少,且跨距不大时,可选立式加工中心,从一端进行加工。
传统的箱体类工件设计是应用系统方法分析和研究产品生产的问题和需求。
现代箱体类的数控加工设计理论已经不需要这些理论知识,开始强调产品尺寸精度,工艺严格性,等价有利于增强数控编程及操作的创新精神和实践能力。
2上壳体零件加工工艺分析零件图有底面、顶面、侧面和两端面,特形表面有螺旋面,圆弧曲面。
使用到带公差的孔主要是为了确定零件的位置,小螺纹主要是为了固定两个零件,使之紧固,加工零件的过程,实质上是形成这些表面的过程,其典型的加工方法和加工工艺也不同,因此在加工过程,对各自的面都要保证其精度的准确度。
2.1分析零件图的尺寸标注方法零件图上尺寸标注方法应适应数控加工中心的加工特点,应以同一基准标注尺寸或直接给出坐标尺寸。
某控制器壳体零件数控加工工艺设计
摘要壳体类零件,大都是整个装配体的支撑基础,它们总是有复杂的内腔、外型,以及严格的形状位置公差和尺寸公差,不仅壁厚不均匀而且壁薄,非常容易发生变形。
本课题以控制器壳体的数控加工工艺设计为主要内容,同时兼顾了壳体类零件的数控仿真加工,专用夹具设计以及计算过程。
在Solidworks平台上进行了零件的三维模型建立,在UG上进行仿真加工,NC程序的编制,工艺装配设计,通过CATIA有限元分析软件,进行了工件的装夹变形分析,并与夹紧力的计算相结合,确定出工件最终装夹方案。
从整体上研究,控制本零件的设计,加工过程,以达到高效、精确、低消耗、大批量生产零件的要求。
关键字:工艺设计数控仿真夹具设计AbstractMost of the Shell parts are support frame of the whole assembly which have complex shape, cavity, strict dimensional tolerance and shape position tolerance whose wall are thin, uneven and easily deformed. The main subject is that controller shell processing are designed as the carrier, taking into account the shell parts of the NC machining simulation, special fixture design and finite element analysis. The three-dimensional modeling of the parts are proformed in Solidworks platform and the simulation process are proformed in the UG platform, NC program preparation and the assembly design process are carried out through finite element analysis software of CATIA ,then the deformation of the workpieces’ clamping programme are realied through computering clamping forces combined with determining the final workpiece clamping scheme. On the whole, the research of the parts’ design, manufacturing process are controled in order to achieve high precision, low consumption, and the requirement of mass production parts.Keywords:Process Design NC Simulation Fixture Design目录第一章绪论 (3)1.1控制器壳体零件数控加工工艺设计研究的目的及意义 (3)1.2数控机床加工技术的发展及国内外现状 (3)1.2.1国内外现状 (3)1.2.2数控机床的发展趋势 (4)1.3主要研究内容 (5)第二章加工工艺设计 (6)2.1零件分析 (6)2.1.1零件的作用 (6)2.1.2零件的工艺性分析 (6)2.2零件的工艺规程设计和分析 (6)2.2.1确定毛坯的制造形式 (6)2.2.2基面选取的原则 (7)2.2.3工艺路线的制定 (7)第三章夹具的设计与计算 (11)3.1夹具设计的概述 (11)3.2问题的提出 (11)3.3夹具设计过程 (11)3.3.1定位基准的选择 (11)3.3.2夹紧机构的选择 (12)3.3.3有关夹具操作的说明 (13)3.3.4夹紧力的确定 (14)第四章控制器壳体的加工仿真分析 (15)4.1概述 (14)4.2加工基础 (164)4.3编制加工程序 (15)4.3.1底面加工程序的编制 (15)4.3.2正面加工程序的编制 (18)第五章总结 (26)参考文献 (27)致谢............................................ 错误!未定义书签。
壳体零件造型及数控加工过程和程序设计

目录专业课程设计任务书--------------------------------2 一.壳体零件的基本尺寸--------------------------3 1.毛坯图形和尺寸----------------------------------3 2.壳体零件的模型----------------------------------3二.壳体零件造型-----------------------------------4三. 壳体零件的加工--------------------------------9 1.毛坯的创建----------------------------------------9 2.创建加工几何体----------------------------------10 3.创建刀具-------------------------------------------12 4.设定加工方法-------------------------------------14 5.粗加工----------------------------------------------165.1 粗加工创建操作-----------------------------165.2 粗加工轨迹-----------------------------------185.3 粗加工仿真-----------------------------------18 6.半精加工-------------------------------------------196.1 半精加工创建操作--------------------------196.2 半精加工轨迹--------------------------------216.3 半精加工仿真--------------------------------21 7.精加工----------------------------------------------227.1 精加工创建操作-----------------------------227.2 精加工轨迹-----------------------------------247.3 精加工仿真-----------------------------------25 四.后处理-------------------------------------------- 26 1.后处理操作----------------------------------------26 2.生成G代码----------------------------------------27 五.设计总结------------------------------------------29专业课程设计任务设计题目:壳体零件造型及数控加工过程和程序设计设计步骤:1、熟悉UG软件;2、理解图纸,进行零件实体造型;3、根据零件结构和加工特点,选择粗精加工方法、加工参数,生成合理的数控加工刀具轨迹;并进行加工轨迹仿真。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
专业课程综合设计说明书学院:科技学院学期:2012年秋季专业:机械设计制造及其自动化班级:20094055学号:2009405222姓名:安福松指导教师:杜义贤目录专业课程设计任务书--------------------------------2 一.壳体零件的基本尺寸--------------------------3 1.毛坯图形和尺寸----------------------------------3 2.壳体零件的模型----------------------------------3二.壳体零件造型-----------------------------------4三. 壳体零件的加工--------------------------------9 1.毛坯的创建----------------------------------------9 2.创建加工几何体----------------------------------10 3.创建刀具-------------------------------------------12 4.设定加工方法-------------------------------------14 5.粗加工----------------------------------------------165.1 粗加工创建操作-----------------------------165.2 粗加工轨迹-----------------------------------185.3 粗加工仿真-----------------------------------18 6.半精加工-------------------------------------------196.1 半精加工创建操作--------------------------196.2 半精加工轨迹--------------------------------216.3 半精加工仿真--------------------------------21 7.精加工----------------------------------------------227.1 精加工创建操作-----------------------------227.2 精加工轨迹-----------------------------------247.3 精加工仿真-----------------------------------25 四.后处理-------------------------------------------- 26 1.后处理操作----------------------------------------26 2.生成G代码----------------------------------------27 五.设计总结------------------------------------------29专业课程设计任务设计题目:壳体零件造型及数控加工过程和程序设计设计步骤:1、熟悉UG软件;2、理解图纸,进行零件实体造型;3、根据零件结构和加工特点,选择粗精加工方法、加工参数,生成合理的数控加工刀具轨迹;并进行加工轨迹仿真。
4、进行后置处理:针对FANUC机床,选择合理的参数,生成零件加工G代码。
设计要求:1、完成零件造型,保存为“零件名.prt”格式文件;2、完成零件加工方法选择,加工轨迹生成及仿真,并保存为“零件加工. prt”文件;3、针对FANUC机床,生成零件加工G代码,保存为“零件加工. prt”文件。
设计成果:1、设计说明书纸质文档一份;2、光盘一张,包括:“零件名. prt”、“零件加工. prt”、“零件加工. prt”和设计说明书电子文档。
一.壳体零件的基本尺寸1.毛坯图形和尺寸:120×100×40图1.壳体零件的基本尺寸2.壳体零件的模型图2.壳体零件的三维造型二.壳体零件的建模按零件的基本尺寸和三维模型进行建模,建模步骤如下:1. 新建部件文件打开UG NX6.0软件,点击【标准】工具栏上的“新建”按钮,选择“模型”选项卡中的“模型”模块,输入名称“keti”,单击【确定】按钮,新建keti部件文件。
如图3所示。
图3.新建部件文件2. 创建草图(1)单击【特征】工具栏上“草图”按钮,弹出创建草图对话框,选择xy平面作为草绘平面,草绘方位“水平”,点击“确定”进入草图绘制状态。
如图4,图5所示。
图4.创建草图对话框图5.选择xy平面进入草绘环境(2)单击绘制矩形按钮,选择“两顶点”方式,输入宽度86,高度100,单击,退出草图绘制状态。
如图6。
图6.绘制长方形截面草图3. 创建拉伸特称单击“拉伸”按钮,选择长方形,输入限制结束距离40,单击“确定”完成拉伸特征创建。
如图7。
图7.创建拉伸特征图4. 创建抽壳特称单击“抽壳”按钮,选择上表面作为冲裁面,输入厚度值5,单击“确定”完成抽壳特征创建。
如图8。
图8.创建抽壳特征图5. 创建两个凸台再次进入草绘环境,按零件的基本尺寸,创建直径分别为20,25的两个圆,退出草绘,选择“拉伸”按钮进行拉伸。
选择两截面圆作为拉伸截面,限制结束距离25,拔模角度5。
单击“确定”完成凸台的创建。
如图9所示。
图9.创建两个凸台6. 创建倒角单击“边倒角”按钮,选择外部四条边,输入倒角半径10,单击“应用”。
再选择内部四条边,输入倒角半径5,单击“确定”完成倒角的创建。
如图10所示。
图10.创建边倒角图保存壳体零件的建模,得到最终壳体造型,如图11所示。
图11.最终壳体造型图三.壳体零件的加工根据壳体零件的整体形状,加工方法选择:粗加工+半精加工+精加工,具体步骤如下:1.毛坯的创建单击“草图”按钮,用矩形工具绘制出宽100,高120的矩形截面,退出草图。
单击“拉伸”按钮,设置终点距离40,得到长120,宽100,高40的长方体。
再单击“对象编辑显示”按钮,设置毛坯的颜色及其透明度,完成毛坯的创建。
如图12,图13,图14。
图12.绘制毛坯矩形截面图13.创建拉伸特征图14.设置毛坯的颜色和透明度2.创建加工几何体(1)设置加工环境单击【标准】工具栏的“开始”按钮,在下拉菜单选择“加工”命令,在“加工环境”对话框选择第二项“mill-contour”轮廓铣削配置,单击“确定”完成加工环境的设置。
如图15,图16。
图15.选择“加工”应用程序图16.设置加工环境对话框(2)设置加工坐标系及安全平面单击【操作导航器】工具栏上的“几何视图”,在“操作导航器”窗口中双击“MCS-MILL”图标,弹出“Mill Orient”对话框,设置加工坐标系默认为WCS坐标系,设置安全平面距离80。
如图17。
图17.设置加工坐标系和安全平面(3)创建几何体在“操作导航器”中双击“WORKPIECE”图标,在弹出的“铣削几何体”对话框中完成部件几何和毛坯几何的创建。
如图18,图19,图20所示。
图18.铣削几何体对话框图19.创建部件几何体图20.创建毛坯几何体3.创建刀具(1)单击【加工创建】工具栏上的“创建刀具”按钮,“类型”中选“mill-contour”,“刀具子类型”中选第一个刀具,输入名称“d8”,单击确定。
在弹出的“铣刀-5参数”对话框中输入直径8,单击确定,完成刀具的创建。
如图21,图22所示。
图21.创建刀具对话框图22.刀具参数设定(2)重复上述刀具创建过程,创建刀具d5r2.5的参数铣刀。
设定直径为5,底圆角半径为2.5。
再重复上述刀具创建过程,创建刀具d2r1的参数铣刀。
设定直径为2,底圆角半径为1。
如图23,图24,图25,图26所示。
图23.创建刀具对话框图24.刀具参数设定图25.创建刀具对话框图26.刀具参数设定4.设置加工方法(1)粗加工参数设定单击【操作导航器】工具栏上的“加工方法视图”,双击“操作导航器”中的“MILL-ROUGH”图标,在弹出的“铣削方法”对话框中输入部件余量0.2,内公差和外公差都输入0.1,单击确定,完成粗加工方法的设定。
如图27所示。
图27.粗加工方法参数设置(2)半精加工参数设定双击“操作导航器”中的“MILL-SEMI-FINISH”图标,在弹出的“铣削方法”对话框中输入部件余量0.08,内公差和外公差都输入0.03,单击确定,完成半精加工方法的设定。
如图28所示。
图28.半精加工方法参数设置(3)精加工参数设定双击“操作导航器”中的“MILL-FINISH”图标,在弹出的“铣削方法”对话框中输入部件余量0,内公差和外公差都输入0.003,单击确定,完成精加工方法的设定。
如图29所示。
图29.精加工方法参数设置5.粗加工(1)单击【加工创建】工具栏上的“创建操作”按钮,对弹出的“创建操作”对话框设置如图30所示。
分别对“型腔铣”,“切削参数”,“非切削移动”,“进给和速度”进行设置如图31,图32,图33,图34所示。
图30.创建操作对话框图31.型腔铣对话框图32.切削参数的设置图33.非切削参数的设置图34.进给速度参数的设置(2)单击“型腔铣”对话框中“操作”的“生成”按钮,即可生成粗加工刀具轨迹,如图35。
图35.粗加工轨迹图(3)单击“型腔铣”对话框中“操作”的“确定”按钮,选择“2D动态”,单击播放,即可进行粗加工仿真演示,如图36。
图36.粗加工仿真演示(进行中)6.半精加工(1)单击【加工创建】工具栏上的“创建操作”按钮,对弹出的“创建操作”对话框设置如图37所示。
分别对“型腔铣”,“切削参数”,“非切削移动”,“进给和速度”进行设置如图38,图39,图40,图41所示。
图37.创建操作对话框图38.型腔铣对话框图39.切削参数的设置图40.非切削参数的设置图41.进给速度参数的设置(2)单击“型腔铣”对话框中“操作”的“生成”按钮,即可生成半精加工刀具轨迹,如图42所示。
图42. 半精加工轨迹图(3)单击“型腔铣”对话框中“操作”的“确定”按钮,选择“2D动态”,单击播放,即可进行半精加工仿真演示,如图43。
图43.半精加工仿真演示(进行中)7.精加工(1)单击【加工创建】工具栏上的“创建操作”按钮,对弹出的“创建操作”对话框进行设置,在“子类型”选择第2行第1个图标,其余设置如图44所示。
在弹出的“固定轮廓铣”对话框选择“驱动方法”为“区域铣削”并设置设置如图45,图46。
单击“几何体”组框中“指定切削区域”进行切削区域选择,如图47所示。
分别对“切削参数”,“进给速度”进行设置图48,图49所示。