大包下渣检测应用
钢包下渣优化的研究进展及应用
钢包下渣优化的研究进展及应用摘要:避免钢包下渣是连铸生产中重要的一环,其直接影响产品的质量和缺陷形成。
当下流行的三种钢包下渣检测方法被简述,分别是电磁感应、称重法、红外感应法。
通过论述各种方法的优缺点和优化途径,为钢包下渣检测过程提供指导,使其在连铸产品质量控制方面发挥更大的作用。
关键词:钢渣;优化;检测Research progress and application of slagging process optimizationof ladleYang Guiyu Li Wei Xu Xuzhong(Hanbao Steelmaking Plant, Handan, Hebei)Abstract: Avoiding ladle slagging is an important part of continuous casting production, which directly affects the quality of the product and defect formation. Three popular detection methods for ladle slagging are briefly described, which are electromagnetic induction, weighing method and infrared induction method. By discussing the advantages, disadvantages and optimization of each method, we provide guidance for the ladle slagging detection process, so that it can play a greater role in the control of continuouscasting product quality.Keywords: steel slag; optimization; testing1.引言在炼钢生产中,连铸是重中之重。
下渣检测技术在连铸钢包生产中的应用

的指标时, 系统 就 会 发 出报 警 信号 , 从 而 提 示 钢 包操 作 工关 闭 滑 动 如 : 用 手 紧握 住 操作 杆 、 卸配重、 扔 中包 保护 渣 、 推长 水E l 、 长 水1 3 :
面下 降, 如 果 报 警灯 中 白色 、 黄色灯没亮, 可 点动 开 大 水 口开度 , 使 液面 有略为上涨 趋势即可。 不 要 在 白色 、 黄 色 灯 亮 起 即 将 下 渣 时 再开 关 水 口, 否 则 系统 将 不 报警 。 ( 5 ) 传 感 器及其 线 缆 保 护 在 钢 水 浇 铸 过 程 中要 避 免钢 水直 接 流 到 传 感 器及其 线缆 上 ;
文章 编号 : 1 6 7 4 — 0 9 8 X( 2 o 1 3 ) 0 3 ( b ) 一 0 0 8 6 — 0 1
等 干扰结 束l 0 s 后 再 重 新 打 开检 测 。当 随 着 市场 竞 争 的 加 剧 , 各 大 钢 铁 公司 已经 把 目光 集 中在 高 端 以在 干 扰 期 间 关掉 检 测 , 红灯 亮 , 其余等 都灭, 下 渣 报 警 喇 叭 报警 , 提 产 品 的研 发 上 , 对 于 优 质 品种 钢 的 生 产 , 钢 包 下 渣检 测 是 一 个 非 常 系统 检 测 到 下 渣 时 ,
可 以 关 闭水 E l。 系统 报 警 状 关键的环节。 国内 外许 多 公司 为解 决 钢 包 下渣 预 报 问题 , 先 后 开发 示 现 场 操 作人 员这 一包 钢 水 浇 注 结 束 ,
了超 声 波 检测 法 、 红外检测方法、 电磁 检 测 法 、 振 动 特 征 检 测 法 等 态四 秒 后 自动 解 除 。
布有 破碎 的时候。 操 作 人 员在 转 动 操 作 杆 时 , 严 禁 缠 绕 传 感 器 线
钢包下渣检测系统在马钢特钢公司的应用
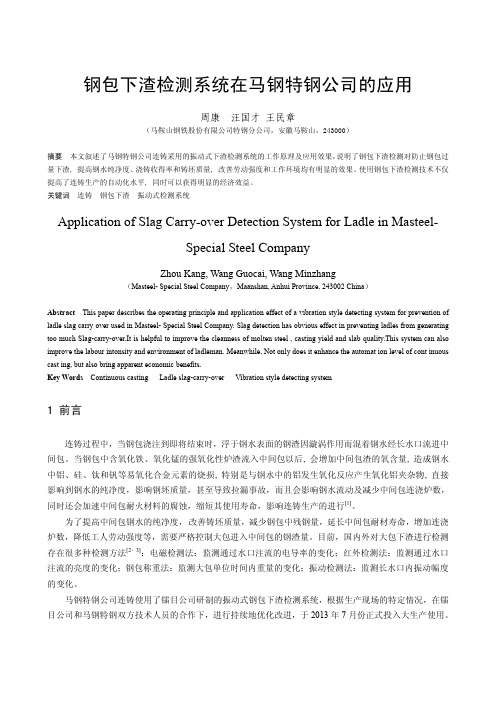
数据采集
否
\
——…n#*
信号预处理
小波包 变换计算
识别数据库 下渣判断
钢流信号 特征计算
3 下渣检测系统的实际运行效果
在没有使用大包下渣检测系统以前,为了保证特种钢坯的质量,不得不采用留钢操作过早地关闭钢包, 这样一来就减少了一炉钢水的浇注量,降低了铸坯收得率。自 2013 年 7 月马钢特钢公司连铸钢包下渣检 测装置正常投入大生产应用后,带来的实际效果也很显著。
(1)下渣检测报警可以提醒操作工在适当的时候关闭滑动水口,带来的最明显的效果就是连铸收得 率的提高,如图 3 中所示,收得率平均比以前提高 0.96%。
over[J].Iron and Steelmaker,1900,66:59-64. [3] Downey M,Conter J,Gordon P,Ladle-tundish slag detection using vibration measurements[J].Steel Times,1992,9:416-420. [4] 唐安祥,申屠理锋等. 连铸钢包下渣检测与控制系统的研制与应用[C]第八届全国连铸学术会议论文集;2003 年.
Application of Slag Carry-over Detection System for Ladle in Masteel-
Special Steel Company
Zhou Kang, Wang Guocai, Wang Minzhang
(Masteel- Special Steel Company,Maanshan, Anhui Province, 243002 China)
7-7连铸钢包下渣检测与控制系统的研究与应用
连铸钢包下渣检测与控制系统的研制与应用唐安祥1,申屠理锋1,钟志敏2,顾文斌2(1.宝山钢铁股份有限公司研究院自动化所,上海201900;2.宝山钢铁股份有限公司炼钢厂,上海201900)摘要:本文介绍了我们自行开发研制的连铸钢包下渣检测与控制系统,叙述了整个系统的基本组成及下渣检测的原理,阐述了系统的关键技术和特点,同时介绍了系统的识别模型和软件系统,并对本系统在宝钢炼钢厂的使用效果作了论述。
关键词:连铸;下渣检测;钢包;控制系统中图分类号:TP273文献标识码:ADevelopment and Application of Ladle slag Detection & ControlSystem in Continuous CastingTang Anxiang1, Shen-tu Lifeng1, Zhong Zhiming2, Gu WenBin2(1.Automation Research Dept , Baosteel Co. Ltd. Research Institute, Shanghai, China, 201900;2.Steel Making Plant , Baosteel Co. Ltd, Shanghai, China, 201900)Abstract:This article introduces Ladle slag Detection & Control System in Continuous Casting, describes the components of the system and the principle of slag detection, elucidates the key technologies and characteristics of the system, presents the r ecognition model and the software system, and discusses the application of the system in EAF continuous casting of steelmaking plant of Baosteel.Key words:Continuous Casting, Slag detection, Ladle, Control system在连铸的生产过程中,当钢包浇注即将结束时,浮于钢水表面的钢渣因漩涡作用而混着钢水经长水口流进中间包。
板坯连铸大包下渣自动检测技术探索与实践
注 , 高 铸 坯 质 量 , 连 铸 机 大 包 浇 注 采 用 水 口把 持 器 手 提 该 动 操 作 摘 挂 作 业 。而 大 包 浇 注 末 期 下 渣 判 断 则 完 全 依 靠 大 包 操 作 人 员 的 工 作 经 验 及 观 察 ,可 靠 性 不 高 。同 时 由 于
原有 水 口把持 器设计缺 陷 , 大包 水 口安装顶 紧压 力不 足 ,
振 动来 完成 检测 。该 系统可 有效控 制杜 绝原 有人工 下 渣
检 测带 来的 种种 弊 端 。
三 、下渣 自动检测 系统工作原理
VS O O 铸 钢 包 下 渣 自动 监 测 系 统 通 过 感 受 机 械 D3 0 连 操 作 臂 的 振 动 来 检 测 连 铸 过 程 中的 下 渣 。在 钢 水 浇 注 过 程 中 , 水 流 经 长 水 口注 入 中 间 包 时 , 水 冲 击 长 水 口壁 钢 钢
在 生 产 过 程 中 曾 多次 出现 大 包 水 口上 部 翻 钢 等 问题 ,不 仅 对 生 产 组 织 影 响 较 大 ,同时 还 造 成 了 钢 水 的 二 次 氧 化 , 影
响 到 铸 坯 质 量 。为 此 , 厂 通 过 探 讨 摸 索 考 虑 将 原 有 水 口 该 把 持 器 升 级 为 液 压 水 口机 械 手 从 而 确 保 操 作 便 捷 、顶 紧 可 靠 ,同时 配 套 安 装 杭 州 谱 诚 VS 0 0 铸 钢 包 下 碴 自动 D3 0 连 检 测 系统 ,以实 现 大 包 恒 液 面 浇 注 及 下 渣 的 自动 检 测 。
比 重 相 差 较 大 , 动 粘 度 也 不 相 同 , 以 在 混 有 钢 渣 的 钢 流 所
流 穿过 长 水 口时 会 表 现 出 不 同 的振 动 特 性 系统 的 传 感 器
大包下渣检测应用

•4 应用效果分析
•4.1 报警率
• 大包下渣检测系统在湘钢五米板3号机与5号机都有应用,其中现 场配合使用了镭目的中包液位自动控制(替换VAI的中包液位控制),5 号机从去年10月份调试投入应用以来效果非常稳定,报警准确,报警率 高,5号机连续2次统计报警率如表1所示。
• 表1 报警率统计情况
统计
大包下渣检测应用
•振动式大包下渣自动检测系统 •在湘钢5米宽厚板的应用
•1 前言
• 钢包下渣检测已成为现代连铸生产和质量控制的重要技术之一,使 用此技术的主要优点有: •• 1)防止钢包过量下渣、提高钢水洁净度; • 2)提高连铸钢水浇铸收得率; • 3)改善大包操作工的劳动强度和工作环境。 • 目前国内外研制了多种下渣检测方法,如红外线技术检测、电磁感 应法检测、超声波检测等,但这些检测系统在安装、使用和维护过程中 的成本都较高。由于上述方法存在的不足以及投资及使用成本问题,我 们考虑了使用振动式下渣检测技术。
•2.1 成本问题
• 在没有使用镭目振动式大包下渣检测系统以前,一些对质量要求 特别高的钢种采用留钢操作来避免大包下渣,这样一来连铸的金属收得 率大大降低,同时由于称重的误差也不能完全避免下渣。 • 大包下渣检测系统可以根据不同钢种设计延迟关滑板操作。如果 以延迟3秒关闭计算,50分钟浇一炉钢,3000秒,一炉钢按130吨计算 ,每秒钟过钢量43公斤,每炉可多收得钢水130公斤,每天浇20炉钢, 一天即可多得钢水2.6吨,一年可多得钢水949吨;每吨钢水按成本 2000元计算,一套大包下渣检测系统一年可降耗节支:949吨×2000 元/吨=189.8万元。
BOF→LF→RH→CC,最后是BOF→LF→CC。
•2.1 质量问 题• 在没有下渣检测系统以前,湘钢采用肉眼看翻渣,看到长水口
浙江大学VSD2000下渣检测系统介绍

应用业绩(三):
27.2008年8月:天钢炼钢厂2#连铸机,120吨钢包,6流小方坯。(一台) 28.2008年8月:通钢炼钢厂1#、2#连铸机,90吨钢包,一流板坯。(两台) 29.2008年9月:武钢三炼钢3#连铸机,300吨钢包,2流板坯。(一台) 30.2008年9月:兴澄特钢滨江分厂二期工程中的3#连铸机,100吨钢包,3流大圆坯。
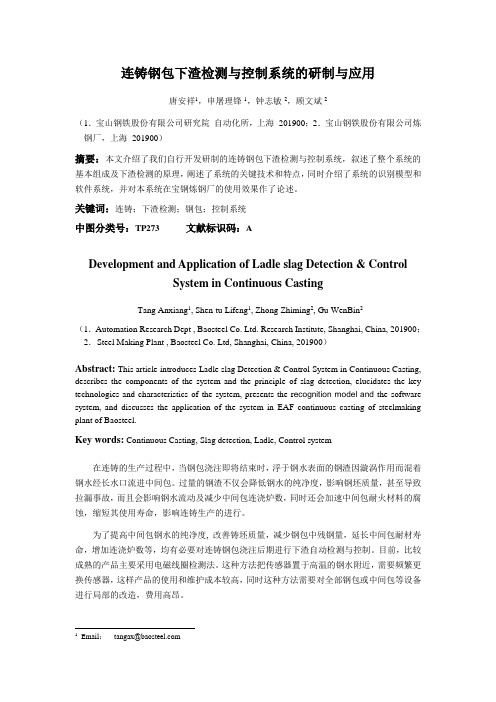
下渣监测技术(电磁线圈检测法)
大包 线圈位置
电磁线圈检测原理图
中间包 线圈位置安装示意图
线 圈 安 装 的位 置 温 度 过高 , 线圈容易损坏, 使用寿命300炉到800炉不等,需 要 相 对 频 繁 的 更 换!
下渣监测技术(电磁线圈检测法)
汇流漩涡导致误报 线圈损伤导致误报
钢渣贯穿漩涡而下 研究表明,出现汇流漩涡的钢水液
2005年1月:研制出第一代下渣自动检测系统。 2005年3月:申请国家发明专利,专利申请号:200510050311.X 2006年9月:研制成功具有时间对比及模块化的第二代下渣自动检
测系统。 2007年2月:获得国家发明专利,ZL200510050311.X,证书号:
309357。 2007年6月:研制成功具有大包水口自动控制功能的第三代的下渣
(一台) 24.2008年8月:与中冶赛迪签定合同,系统即将在中冶赛迪总包的重钢环保搬迁项目1
#板坯连铸机投入使用。目前该项目处于安装调试阶段。(一台) 25.2008年8月:兴澄特钢滨江分厂三期工程中的1#、2#连铸机,150吨钢包,分别为
5流方坯和3流大方坯。(两台) 26.2008年8月:与宝钢股份工程设备部签定合同,系统即将在宝通产品结构调整及配套
系 统 下 渣 监 测 控 制 软 件
电磁式大包下渣检测讲解

.ቤተ መጻሕፍቲ ባይዱn
验收报告
服务承诺
●一年全系统质量保证! ●质保期内如果出现技术问题或操作工不熟悉某项操作,可通过电话或传真与我们联 系。如果上述方法不能解决问题,我们24小时内派人去现场服务,解决问题。 ●超前服务:不论是否发生故障,我们均在半年内派人巡检一次,检查设备和备件的 完好情况,了解现场使用存在的问题,并在一个月内给予整改。 ● 24小时服务电话:(0086)734 8858810
传感器
性能:寿命1000炉 耐温800度
传感器连接器
性能:耐温400度
高温电缆
性能:耐温500度
二次仪表
尺寸:438X380X128
工控机
与其它同类产品相比的优势
●灵敏度比其它同类产品高30-40倍; ●稳定性好6-8倍; ●报警准确率大于95%,其它同类产品为76%; ●镭目传感器寿命大于1000炉。
使用效果
提高钢水的利用率
靠肉眼检测炉渣经常会过早地关闭钢包,使用大包下渣检测系统可以提醒操作工在适当的 时候手动关闭或自动关闭滑动水口,钢水收得率提高0.2%—0.6%。
LOGO
谢谢!
使用效果
避免水口堵塞、延长中包寿命
钢渣进入中包也是水口堵塞的主要原因,大量炉渣进入中间包后,会对中间包耐 火材料有很大浸蚀作用,从而缩短了中间包耐材寿命。应用大包下渣检测系统可提 高耐材使用寿命。
提高钢水的洁净度
钢渣进入中包是影响成品钢洁净度的主要原因,应用大包下渣检测系统可使钢渣减少到极少 量,从而提高钢坯质量和减少漏钢事故。
减少钢水的二次氧化
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表1 报警率统计情况
统计
统计炉数
准报率
第一次
115
95.7%
第二次
100
96%
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
4 应用效果分析
4.2 探伤
在使用大包下渣检测系统之前,对质量要求高的钢种采用留钢操作,探伤 合格率在98~99.5%之间,但有很大波动,采用下渣检测后,采用大包检测报 警立即关滑板操作,探伤比较稳定,最近由于连铸抓金属收得率没有按照要求 来施行,探伤合格率有明显下降,见图8。
1)防止钢包过量下渣、提高钢水洁净度; 2)提高连铸钢水浇铸收得率; 3)改善大包操作工的劳动强度和工作环境。 目前国内外研制了多种下渣检测方法,如红外线技术检测、电磁感 应法检测、超声波检测等,但这些检测系统在安装、使用和维护过程中 的成本都较高。由于上述方法存在的不足以及投资及使用成本问题,我 们考虑了使用振动式下渣检测技术。
最后是BOF→LF→CC。
2.1 质量问题
在没有下渣检测系统以前,湘钢采用肉眼看翻渣,看到长水口 附近翻渣发亮进行判断是否下渣,这种方法判断不是很准确,容易 导致大包大量下渣,大包下渣后渣容易卷入结晶器,导致钢板性能 及探伤出现问题。
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
2.1 质量问题
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
3 大包下渣自动检测系统的应用
3.1 工作原理
在连铸过程中,钢包操作臂的振动与保护套内流动的钢液中含渣量密 切相关。在钢液从大包流入中间包的过程中,保护套管和与之相连的操 作臂会产生较强的振动,水口开度越大,钢液流量越大,振动就越剧烈。 而钢渣比重大约是钢液的三分之一,因此由钢渣流动与纯钢液流动引起 的振动必然有差异。所以理论上通过检测操作臂上的振动信号应该能间 接的监测保护套管内钢液流动状态的变化情况。由此产生了振动式大包 下渣自动检测系统来检测钢渣,见图4。
1)可以针对不同钢种控制大包下渣,一方面可以提高钢水的收得
率,节约能源,降低生产成本,另一方面可以提高钢水质量。
2)降低工人劳动强度,减少了人力资源。
3)投入成本低,一次性投入,维护量小,维护费用低。
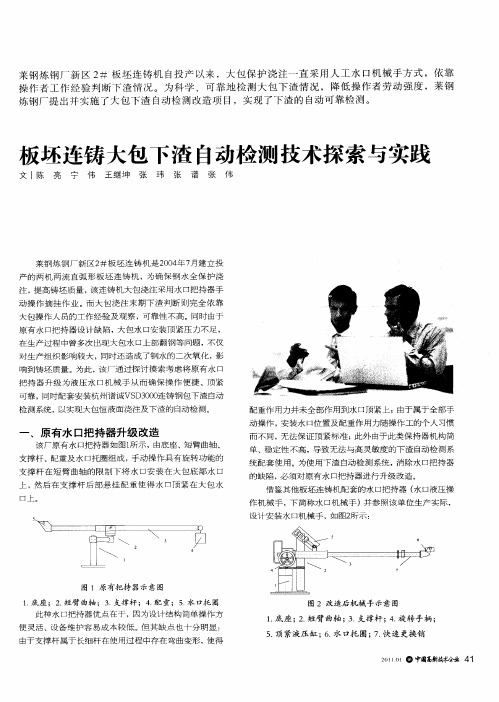
Al K 26.48 22.13
Si K 0.53 0.43
Ca K 27.67 15.57
Fe K 0.76 0.31
总量 100.0 0
图2是钢板探伤不合的电镜 分析,夹杂物的尺寸很大 在100um左右,成份主要是 钙铝酸盐,同时含有镁、 硅的复杂氧化物,与熔渣 成份很接近,因此可以认 为大包下渣引起。
图1是5米宽厚板2011年上半年非计划的分布情况,其中性能占 到33%,探伤为7.3%。
图1 湘钢5米宽厚板2011年上半年非计划分布图
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
2.1 质量问题
1)探伤问题
元素 重量 原子
百分 比
百分 比
O K 41.98 59.18
Mg K 2.58 2.39
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
4 应用效果分析
4.1 报警率
大包下渣检测系统在湘钢五米板3号机与5号机都有应用,其中现场 配合使用了镭目的中包液位自动控制(替换VAI的中包液位控制),5号 机从去年10月份调试投入应用以来效果非常稳定,报警准确,报警率高 ,5号机连续2次统计报警率如表1所示。
1)三维监控及视频信号处理 软硬件结合,从三维立体空间全方面监测振动信号,两者综合
更加准确更加明显的突出了下渣特征,准确的给出报警信息,见图 5。
图5 信号分析处理图
3.4 系统特振点 动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
2)屏蔽处理及警戒线动态更新 对滑板动作、外界坐包等强烈冲击振动做分析及屏蔽处理,警
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
2 湘钢5米宽厚板浇注过程中存在的主要问题
湘钢五米宽厚板厂主要产品为宽厚板,目前炼钢主要设备为:120t 转炉2座、120t LF双工位钢包炉3座、120t VD双工位真空脱气装置一 套,120tRH双工位真空脱气装置一套,直结晶器连续弯曲连续矫直弧 形板坯连铸机两台,转炉出钢量为135~145t。生产中有三条工艺路线 即分三种,一是BOF→LF→VD→CC,其次是BOF→LF→RH→CC,
信号分析过程: 上位机先对信号进行预处理,从时域、频域以及时 频结合方面综合进行小波包分析以提取有效信号特征,根据信号特征进 行下渣分析,当满足下渣特征时给出下渣报警。同时,图像处理模块进 行图像分析,分析标定区域是否有翻渣特征,当满足特征时给出翻渣报 警。
3.4 系统特振点动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
图8 2011~2012年探伤情况
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用4 应用效果分析来自4.3 连铸金属收得率
5米宽厚板厂去年10月份5#铸机开始投入大包检测系统,去年在没有使用 大包下渣检测系统的1~10月份连铸平均金属收得率为97.36%,表2为使用大包 下渣检测系统后的数据,1~6月份平均收得率为97.46%,使用大包下渣检测系 统控制滑板的关闭,金属收得率约有提高。
月份
月平均值 %
1月 97.59
表2 2012年连铸金属收得率
2月
3月
4月
97.58
96.99
97.49
5月 97.67
平均 97.46
5 结论 振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
振动式大包下渣检测系统从去年10月份投入使用后,运行平稳, 准报率达94%~96%,从湘钢运用振动式大包下渣检测系统的经验 来看,振动式大包下渣检测系统有如下优点。
戒线动态更新处理,两者结合杜绝误报,达到准确报警,图6为多 次动滑板后的现场软件抓图(参见图7)。
图6 振动式下渣检测系统原理图
图7 大包工控制室界面
3).4中系包液统位特自振点动动控制式大包下渣自动检测系统 在湘钢5米宽厚板的应用
使用了中包液位控制实现了全程自动控制:控制精度高, 达到正负0.3T,后期无需手动提升中包液位,可以全自动的提 升中包液位,滑板动作平稳。
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
2012.06.28
湖南华菱湘潭钢铁有限公司
HUNAN VALIN XIANGTAN IRON&STEEL Co.Ltd
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
1 前言
钢包下渣检测已成为现代连铸生产和质量控制的重要技术之一,使 用此技术的主要优点有:
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
3 大包下渣自动检测系统的应用
3.1 工作原理
图4 振动式下渣检测系统原理图
3.23 硬 软件措振施动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
3 大包下渣自动检测系统的应用
使用新型驻波放大机构,不是直接的将检测部分安装在操作臂上,而 是通过另外的增敏机构将信号增强,放大现场操作臂传递过来的振动信 号。增加了灵敏度,更加有效的突出了下渣特征。
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
2.1 成本问题
在没有使用镭目振动式大包下渣检测系统以前,一些对质量要求 特别高的钢种采用留钢操作来避免大包下渣,这样一来连铸的金属收得 率大大降低,同时由于称重的误差也不能完全避免下渣。
大包下渣检测系统可以根据不同钢种设计延迟关滑板操作。如果 以延迟3秒关闭计算,50分钟浇一炉钢,3000秒,一炉钢按130吨计算, 每秒钟过钢量43公斤,每炉可多收得钢水130公斤,每天浇20炉钢,一 天即可多得钢水2.6吨,一年可多得钢水949吨;每吨钢水按成本2000 元计算,一套大包下渣检测系统一年可降耗节支:949吨×2000元/吨 =189.8万元。
图2 探伤不合夹杂物的电子图像及能谱
振动式大包下渣自动检测系统 在湘钢5米宽厚板的应用
2.1 质量问题
2)性能问题
图3 Z向浮云状断口
图3为Z向浮云状断口的电镜 照片。断口中的深灰色区域 夹杂物较多,主要为颗粒状 的Al2O3,其次为CaO,说 明此区域为夹杂物富集区。 这种夹杂物富集严重影响钢 板的性能。