LED焊线机原理和操作wire_bond_Tech_base_training_manual
焊线及焊线工艺介绍
THERMAL BONING
Thermal Compressure
Ultrasonic Energy (Power)
Bond Head ASSY
• Low impact force •Real time Bonding Force monitoring • High resolution z-axis position with 2.5 micron per step resolution • Fast contact detection • Suppressed Force vibration • Fast Force response • Fast response voice coil wire clamp
(SPT, GAISER, PECO, TOTO…)
Capillary Data
( Tip , Hole , CD , FA&OR , IC )
CAPILLARY (II)
CAPILLARY (III)
TIP ..…… Pad Pitch Pad pitch x 1.3 ~ TIP Hole ..…. .Wire Diameter Wire diameter + 0.3~0.5 = H CD………Pad size/open/1st Ball CD + 0.4 ~ 0.6 = 1st Bond Ball size FA & OR….Pad pitch(um) FA >100 0,4 ~90/100 4,8,11 <90 11,15 IC type …… loop type
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
WB焊线工艺技术资料

● Wire Bond工程是Lead Frame上的Chip与Lead Frame之间用Gold Wire连接的工程. ◆Wire Bond的方式 ① TCB (Thermo Compression Bonding) 利用Temp、Force、Time三种参数进行的热压着方式. ② TSB (Thermo Sonic Bonding) →现阶段一般使用的Bonding方式.即除Temp、Force、Time三个要素以外, 追加超声波振动的方式.利用Ultrasonic Energy,实现高速度、高质量的
FEED
CLAMP OPEN: [
CLAMP CLOSE: [
**] g
4-1-4. Intermediate Load Time
按如下方式连接示波器: CH1: TP—⑥ (WC+) → HDV-550 GND: TP—
20
→ HDV-550 ⑵调整VR11 使②的值为”1.5ms±0.05ms”. CH1: 2V/div TIME: 500us
KEY
SUB
[
MAINTENNANCE
①] g [ 60] g
HEAD1
(OUT) → HDV-550 → HDV-550
W/C OPEN:
CLOSE: [
②] g [
80] g
Interval: [ 100] ms
4-1-5-1. Cut Clamp OPEN 调整
将①的值分别设定为”-20,-15,-10,-5,0,5,10,15,20”这九个数值来确认波形.从中选定波形振幅最小的所 对应的数值. 再将选定的数值±2g 重复进行波形确认,从而选定最适合的参数值.
超声波 发生器
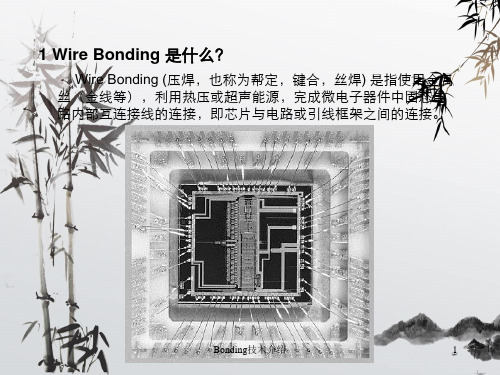
wirebond资料

wirebond资料摘要:一、wirebond 简介1.定义2.应用场景二、wirebond 的种类1.压焊wirebond2.热压wirebond3.超声波wirebond4.激光wirebond三、wirebond 的制造过程1.预处理2.焊接3.固化四、wirebond 的优缺点1.优点a.连接可靠性高b.操作简单c.成本低2.缺点a.适用于小间距连接b.热敏元件不适用五、wirebond 的发展趋势1.高密度封装2.微间距技术3.无铅化正文:wirebond,也称为绑定或焊接,是一种将电子元件之间的导线连接起来的技术。
这种技术广泛应用于电子封装、微电子制造等领域。
根据不同的应用场景和需求,wirebond 有多种种类。
压焊wirebond 是通过压力将导线焊接在元件上的,这种方法操作简单,适用于大规模生产。
热压wirebond 是在高温下通过压力将导线焊接在元件上,这种方法可以获得更好的连接可靠性。
超声波wirebond 是利用超声波振动将导线焊接在元件上,这种方法适用于连接热敏元件。
激光wirebond 是利用激光束将导线焊接在元件上,这种方法可以实现高精度的微间距连接。
wirebond 的制造过程主要包括预处理、焊接和固化三个步骤。
预处理是为了清洁和活化焊接表面,以便于导线和元件之间的焊接。
焊接是将导线焊接在元件上的过程,这一步会根据具体的wirebond 种类选择合适的方法。
固化是为了使焊接点达到足够的强度和稳定性,通常是通过高温加热或紫外线固化等方式。
wirebond 技术有着高连接可靠性、操作简单和成本低等优点,但也存在一定的局限性,比如只适用于小间距连接,热敏元件不适用等。
Bonding技术介绍
Ball Bonding(球焊)和 Wedge Bonding (平焊/楔焊)
2.1 Ball Bonding ( 球焊) 金线通过空心夹具的毛细管穿出,然后经过电弧放电使伸出
部分熔化,并在表面张力作用下成球形,然后通过夹具将球压焊 到芯片的电极上,压下后作为第一个焊点,为球焊点,然后从第 一个焊点抽出弯曲的金线再压焊到相应的位置上,形成第二个焊 点,为平焊(楔形)焊点,然后又形成另一个新球用作于下一个 的第一个球焊点。
26
6 压焊工艺的评估:
通常,对压焊效果的评估有两种方法: 外观检查及机械测试 6.1 外观检查
外观检查主要通过光学显微镜,电子显微扫描(SEM),X 射线探测等 手段来实现。 SEM 探测图(良好的球焊效果及月牙形的尾部)
Bonding技术介绍
27
6.2 机械测试 最常用的机械测试方法有两种: 拉力测试和焊球剪切测试
照明
温湿度
4.3 焊接表面的清洁
金线的储存条件 氩等离子 紫外线
N2 微量的污染都会影响 可靠性和焊接性
溶剂清洁
4.4 压焊金属线的物理性质
金属线的硬度
金属线的拉伸强度
合金成B分onding技术介绍
24
Bonding技术介绍
25
只有充分考虑以上因素,才能有效控制压焊工序,才能获得高精度, 高可靠性,高强度,和有竞争力价格的压焊产品。
要表现在以下几个方面: 8.2.1 全自动设备已应用于压焊工序 8.2.2 压焊的各项参数都可以精确的进行监控 8.2.3 压焊的速度已达到 100—125ms/焊接 8.2.4 压焊的最小间距已达到 50微米 8.2.5 通过改良压焊头的结构及相应工序,大大提高了压焊的可靠性
wire_bonding__介绍

Ultra
Sonic
Vibration
pad
heat
lead
Formation of a first bond Base
PRESSURE
Ultra Sonic Vibration
pad
heat
lead
Capillary rises to loop height position
pad
WIRE BOND PROCESS INTRODUCTION
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC Wire Bond 原理 M/C Introduction Wire Bond Process Material SPEC Calculator DEFECT
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
TRAJECTORY
pad
lead
2nd Search Height
pad
Search Speed 2 Search Tol 2
leadpຫໍສະໝຸດ dleadCapillary rises to loop height position
pad
lead
Capillary rises to loop height position
pad
lead
Capillary rises to loop height position
pad
lead
焊线机操作指导书
放线 穿线按钮 线夹开关左键 鼠标中键 、键盘功能介绍功能菜单的树型子菜单左键滚轮右键键YX)、在移动table时,速度不要过快,防止table撞到极限位置,造成损坏。
错 误 信 息 处 理1、真空错误:下图错误报警信息为真空错误,处理方法:a) :观察pcb 有无变形的现象,如有变形现象通知当班技术员处理;b) :观察pcb 背面及轨道上有没有杂物,导致pcb 板材与加热快贴合不紧;如有将其清除即可; c) :机器本身气压不足导致,通知当班技术员处理。
2、 PR 错误处理方法。
2.1、 晶片PR 错误(第一点)。
下图为:晶片悬空导致晶片PR 搜索失败处理方法:a 、参考制程不良允许范围,判定此产品是否合格;如判定为不良品按0键跳过;b 、如判定为良品,则根据屏幕提示依次对准晶片参考点即可作业。
:机器真空不足。
请检查气压。
:如图所示:晶片PR错误提示。
2.2、pcb PR错误(第二点)。
下图为:第二焊点PR搜索失败.处理方法:根据屏幕提示依次对准PCB的第一个点和第二个点即可。
注意:a)、参考点一定要根据屏幕右上角的屏幕提示对准,杜绝第二点焊偏的现象。
b)、先看清楚报警信息(是第一点PR错误还是第二点PR错误)再进行操作,避免导致漏焊。
PCB根据屏幕对准参考点第一个参考点对准后点击确第二个参考点根据屏幕提示对准参考对准后点击确认3、断线下图为:断线报警信息断线提示信息3.1、穿线步骤穿线方法:a)、准备镊子,戴好指母套;b)、将金线扯直(不能有损伤及弯曲)放在整线器口处,按下整线器真空开关将金线吸至整线器下端;将金线扯直放在整线器口处,按下整线器真空开关金线被吸至整线器下端。
按下线夹开关,将线穿过瓷嘴瓷嘴,再烧球。
将残、废金线放入金线回收盒内4、瓷嘴寿命报警当瓷嘴的使用次数达到设置寿命,此数值显示红色,需通知当班技术员更换瓷嘴。
a)、瓷嘴达到设定使用次数后Capiliay计数报警,字体显示红色;需技术员更换新的瓷嘴,并在瓷嘴使用记录表上登记使用的开始时间至更换时间;b)、瓷嘴达到寿命后不可继续作业,必须先知会技术员,只有当技术员确定ok才可以作业;c)、瓷嘴寿命计算公式:如寿命是500k线条数,那么机器Capiliay limit设定为1500k。
焊线及焊线工艺介绍
•No. of Bonding Wires up to 1000
•Program Storage 1000 programs on Hard Disk
•Multimode Transducer System
•
Programmable profile, control and vibration modes
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
•pad
焊线及焊线工艺介绍 •lead
•TRAJECTOR Y
焊线及焊线工艺介绍Βιβλιοθήκη Bond Head ASSY
• Low impact force •Real time Bonding Force monitoring • High resolution z-axis position with 2.5 micron per step resolution • Fast contact detection • Suppressed Force vibration • Fast Force response • Fast response voice coil wire clamp
•
Solder
Ball
A
•
• SURFA • PlaDceejmuneknt
CE
•
TRIM
• MOUNT
• PTHKRGOU •
GH
wire bonding 详细学习资料(苍松书苑)
深层分析
2
封裝簡介
晶片Die
金線 Gold Wire 導線架
Lead fram
深层分析
3
Wafer Grinding
封裝流程
Wafer Saw
Die Bonding
toaster
Wire Bonding
Die Surface Coating
Molding
Laser Mark
BGA
SURFACE MOUNTPKG THROUGH HOLE PKG
WIRE BOND PROCESS INTRODUCTION
深层分析
1
CONTENTS
ASSEMBLY FLOW OF PLASTIC IC
Wire Bond 原理
M/C Introduction
Wire Bond Process
Material
SPEC
Calculator
DEFECT
深层分析
9
W/H ASSY
• changeover
•·Fully programmable indexer & tracks
•·Motorized window clamp with soft close feature
•·Output indexer with leadframe jam protection feature
pad
深层分析
21
lead
Free air ball is captured in the chamfer
SEARCH SPEED1
SEARCH TOL 1
pad
深层分析
22
lead
Formation of a first bond
第4章 LED封装的焊线环节
1. 金线的拆装
2. 金线的检验
金线进料检验主要是金线外观和拉力的检测,外观要求金 线干净无尘和整洁,拉力测试对进料卷数抽取30%做拉力 测试,取每卷的5~10cm做拉力测试,测试结果:1.0mil金 线拉力必须大于7g,小于或等于7g为不合格;1.2mil金线 拉力必须大于15g,小于或等于15g为不合格。
(4)特严重堵塞:可用钨丝直接将堵塞物顶出,然后重复第(1) 项。
4.1.3 超声波金丝球焊线机
超声波金丝球焊线机的基本原理是在超声能量、温度、压 力的共同作用下形成焊点,其工艺过程可简单表示为:烧 球——一焊——拉丝——二焊——断丝——烧球。
操作说明
(1)首次操作 设置好工作温度,视不同的支架和芯片设定适当的温度,待工作温度达 到设定值后方可工作。对于不同的产品,建议先做一次工作面高度的检 测,后进行其他参数的设定。设定好参数后,便可作试焊生产。 根据产品的特性和要求,操作者可对焊接进行跟踪调节(如焊接跨度、 高度、金球等参数调节)。首根支架试焊完成后,送检;经检测合格后, 即可进行实际生产。 (2)持续操作 在生产过程中,需中断工作时,可关闭电源或只关闭照明灯和停止夹具 加温即可。即使电源关闭,原有设定参数仍然保存在记忆体中,不被清 除(除非作数据清除操作)。终止操作时,应按“复位”键使整机恢复 至原始位置,保证瓷嘴不被意外碰损。继续操作时,先调整显微镜,让 工作面在视野中间,方可进行下一步的操作。
4.注意事项
作业前检查机台是否接地良好,作业人员要佩戴静电环, 并定时检查静电环功能是否正常。 所焊线支架必须是经过标准固化时间的材料。 焊线前必须检查所焊支架规格与随工单是否相符,须经 检验确认后方可作业。 支架焊好后作业人员需自主检查支架是否有弯曲,如有 发现就立即停止并请维修人员处理。
Bonding 技术介绍
5 丝线压焊生产工艺特点:
5.1 焊接工艺操作空间有限 5.2 在操作之前,必须确认球焊和平焊的使用 5.3 通常,压焊的第一个压焊点在芯片上,第二点在引线框架或基层上 5.4 平焊压焊工艺可以代替球焊压焊的场合 5.5 平焊允许的焊盘的间距为75μm 5.6 球焊允许的焊盘的间距大于125μm 5.7 全显微状态下工作 5.8 严格的 ESD 要求及环境,元器件的清洁净化要求 5.9 严格的物料存储如金线( 放在干燥的N2环境中,减小湿度的影响 ) 5.10 一般,球焊的第一个焊点要比第二个位置要高 27 5.11 压焊工艺返修简单,但受制于操作空间
4
Ball Bonding 图
5
2.2 Wedge Bonding (平焊/楔焊) 将两个楔形焊点压下形成连接,在这种工艺中没有球形成。
Wedge Bonding 图
6
7
2.3 球焊和平焊的主要区别: 2.3.1 两者的焊点结构 2.3.1.1 球焊的第一个焊点为球焊点,第二个为平焊点 2.3.1.2 平焊(楔焊)的两个焊点都为平焊点 Ball Bonding 焊点示意图
22
3.2.2 平焊使用楔形头 楔形头一般用陶瓷,钨碳合金或钛碳合金制成。
23
3.3 金属线 目前,最常用的是金线( Au ,Cu)和铝线( Al , 1%Si/Mg)。 最常用的金属线的直径为: 25 – 30 μm 3.3.1 金线压焊用于大批量生产的场合,这种工艺速度较快,但目 前金线压焊的间距极限为 75μm,金线压焊需要光滑、洁净的焊 接表面。表面的干净程度会影响焊接的可靠性。 金线主要用在球焊和平焊工艺中。 由于金线在热压下更容易变形,在电弧放电下更容易成球形, 故在球焊中广泛使用。 同时,由于完成压焊之后,金的特性较稳定,特别适合密封 包装中,故在微波器件中,金线的平焊用处最广。 3.3.2 铝线压焊则用于封装或PCB不能加热的场合。有更精细的间 距。采用细铝线压焊可以达到小于60μm(50 μm)的间距。 铝线主要用于平焊工艺。费用较低。