加工中心常用刀具
加工中心硬质合金刀具切削参数表经典
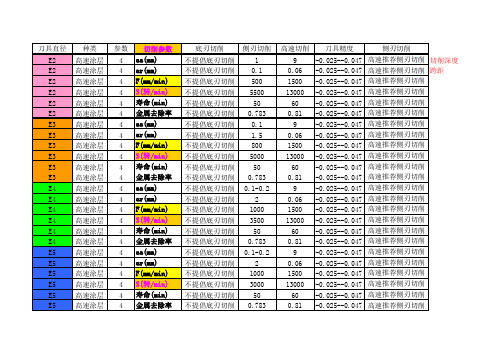
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
铝合金机械加工常用刀具性能及种类解析

铝合金机械加工常用刀具性能及种类解析摘要 :本文详细阐述了数控机床的相关刀具知识,并结合动车组铝合金车体的加工,详细介绍了车体加工中各种刀具选型、参数、装配及使用方法等详细信息。
.关键词 :数控机床;刀具;加工;车体引言为了提高铝合金车体的加工效率,及有效的控制加工成本,找到合理的经济平衡点。
本文以铝合金车体制造为依托,详细阐述了加工常用刀具的优缺点,以备加工中心在选用刀具时,找到最合理的刀具一、CNC刀柄系统加工中心的主轴锥孔主要分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
1 7:24锥度通用刀柄2、1:10的HSK真空刀柄HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、HSK-B、HSK-C、HSK-D、HSK-E、HSK-F,常用的有三种:HSK-A(带内冷自动换刀)、HSK-C(带内冷手动换刀)、HSK-E(带内冷自动换刀、高速型),其中常用于加工的中(自动换刀)上的有A型、E型和F型。
3、典型的刀柄结构及其特性一般切削最常用的是BT刀柄,而高速切削用得比较多的是HSK刀柄。
4、高速刀柄的平衡技术由于刀体里存在缺陷,或刀具设计不对称,或刀具进行过新的调节,都有可能引起刀具系统的不平衡。
5、高速中心机加设备刀柄系统高速中心的刀柄主要有HSK系列和BT系列,如图7,D代表刀柄直径,以“HSK100A”为例:HSK—刀柄的锥体类型为HSK类型,100—刀柄直径D=100mm,A—代表HSK刀柄六种类型中的A型刀柄。
二、铣刀的种类及选择铣刀的分类:1、按刀齿的方向:分为直齿铣刀和螺线齿铣刀。
2、按齿背形式:分为尖齿铣刀和铲齿铣刀。
3、按结构:分为整体式、焊接式、镶齿式、可转位式。
4、按用途:分为圆柱铣刀、面铣刀、盘铣刀、锯片铣刀、立铣刀、键槽铣刀、模具铣刀、角度铣刀、成形铣刀等。
结构分类:1、整体式、2、焊接式、3、镶齿式、4、可转位式。
用途分类:1.立铣刀立铣刀是数控铣削中最常用的一种铣刀,其结构,圆柱面上的切削刃是主切削刃,底面上分布着副切削刃,主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。
加工中心常用刀具参数
加工中心常用刀具参数加工中心是一种用来进行金属材料的数控加工的机床,常用刀具参数是决定加工质量和效率的重要因素之一、以下是一些常用的加工中心刀具参数。
1.刀柄类型:加工中心常用的刀柄类型有普通刀柄、卡盘刀柄和棒料刀柄。
普通刀柄适用于一般的加工需求,卡盘刀柄适用于需要多次换刀的加工,棒料刀柄适用于棒料材料的加工。
2. 刀具直径:刀具直径是指刀具刃部的直径,常用的刀具直径有2mm、4mm、6mm等。
刀具直径的选择要根据加工件的尺寸、加工深度和加工材料的硬度等因素确定。
3.切削长度:切削长度是指刀具的刃部可以进入工件的深度。
切削长度的选择主要根据加工件的尺寸和形状来确定。
4.刀具材料:常用的刀具材料有硬质合金、高速钢和陶瓷等。
硬质合金的刀具具有较高的硬度和耐磨性,适用于加工硬度较高的材料;高速钢的刀具耐热性较好,适用于高速加工;陶瓷刀具具有良好的耐磨性和耐高温性,适用于高精度加工。
5.刀具涂层:刀具涂层可以提高刀具的耐磨性和切削性能。
常用的刀具涂层有涂层碳化物、涂层氮化物和涂层氧化物等。
不同的刀具涂层适用于不同的加工材料和加工工艺。
6.切削速度:切削速度是指刀具在切削过程中切削的线速度。
切削速度的选择要根据加工材料的硬度、刀具的材料和刀具的刃数等因素确定。
7.进给速度:进给速度是指刀具在切削过程中每分钟进给的长度。
进给速度的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
8.加工参数:加工参数是指切削深度、切削宽度和进给量等加工过程中的参数。
加工参数的选择要根据加工材料的硬度、刀具的材料和加工质量要求等因素确定。
常用刀具参数的选择要根据具体的加工要求和材料特性等因素来确定,可以通过试刀和实验等方式来确定最佳的刀具参数。
刀具参数的正确选择可以提高加工效率和加工质量,减少加工成本和损耗。
加工中心内外倒角刀参数设定

加工中心内外倒角刀参数设定加工中心内外倒角刀是一种常用的切削工具,用于加工工件的倒角和边角修整。
它具有多个参数需要设定,以确保加工质量和效率。
需要确定刀具的材质。
常见的刀具材料有硬质合金、高速钢和陶瓷等。
不同材料具有不同的硬度和耐磨性能,需要根据加工材料的硬度和要求选择合适的刀具材料。
需要设置刀具的切削角度。
切削角度决定了刀具与工件接触的角度,直接影响到倒角的质量和效果。
通常,切削角度越大,倒角效果越好,但也会增加切削力和刀具磨损。
因此,需要根据具体情况选择合适的切削角度。
还需要设定刀具的切削速度和进给速度。
切削速度是指刀具在单位时间内切削的线速度,进给速度是指刀具在单位时间内切削的距离。
切削速度和进给速度的选择直接影响到加工效率和加工质量。
一般来说,对于硬材料,切削速度应较低,而进给速度应较高;对于软材料,切削速度应较高,而进给速度应较低。
还需要注意刀具的刀尖半径和刀具直径。
刀尖半径决定了倒角的曲率半径,刀具直径决定了倒角的尺寸。
根据加工要求和工件的尺寸,需要选择合适的刀尖半径和刀具直径,以达到理想的倒角效果。
还需要考虑切削液的选择和刀具的冷却方式。
切削液可以降低切削温度、减少切削力和刀具磨损,提高加工质量和刀具寿命。
刀具的冷却方式可以通过喷水或气体吹扫等方式来降低切削温度,保护刀具和工件。
加工中心内外倒角刀参数的设定十分重要,直接影响到加工质量和效率。
正确选择刀具材料、切削角度、切削速度和进给速度,合理设定刀尖半径和刀具直径,同时采用适当的切削液和冷却方式,可以提高加工质量,减少刀具磨损,提高生产效率。
在实际应用中,需要根据具体的加工要求和工件材料,进行合理的参数设定,以获得最佳的加工效果。
加工中心所用铣刀的种类
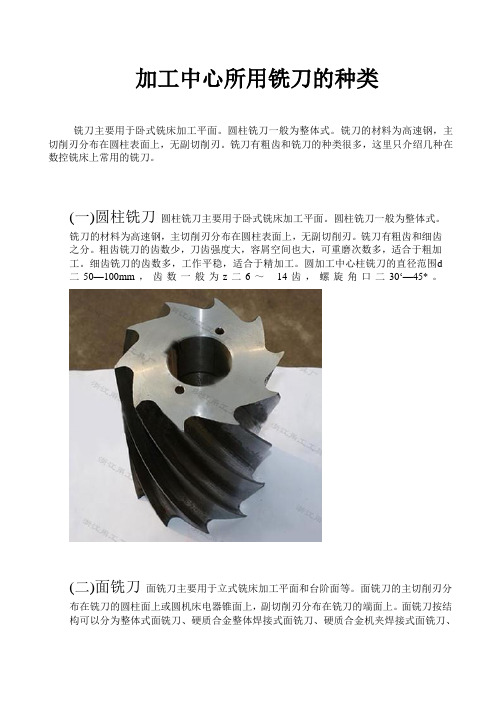
加工中心所用铣刀的种类铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和铣刀的种类很多,这里只介绍几种在数控铣床上常用的铣刀。
(一)圆柱铣刀圆柱铣刀主要用于卧式铣床加工平面。
圆柱铣刀一般为整体式。
铣刀的材料为高速钢,主切削刃分布在圆柱表面上,无副切削刃。
铣刀有粗齿和细齿之分。
粗齿铣刀的齿数少,刀齿强度大,容屑空间也大,可重磨次数多,适合于粗加工。
细齿铣刀的齿数多,工作平稳,适合于精加工。
圆加工中心柱铣刀的直径范围d 二50—100mm,齿数一般为z二6~14齿,螺旋角口二30‘—45*。
(二)面铣刀面铣刀主要用于立式铣床加工平面和台阶面等。
面铣刀的主切削刃分布在铣刀的圆柱面上或圆机床电器锥面上,副切削刃分布在铣刀的端面上。
面铣刀按结构可以分为整体式面铣刀、硬质合金整体焊接式面铣刀、硬质合金机夹焊接式面铣刀、硬质合金可转位式面铣刀等形式。
(1)整体式面铣刀。
由于这种面铣刀的材料为高速钢,所以其切削速度和进给量都受定的限制,生产率较低,并且由于该铣刀的刀齿损坏后很难修复,所以整体加工中心式面铣刀的应用较少。
(2)硬质合金整体焊接式面铣刀。
这种面铣刀由硬质合金刀片与合金钢刀体焊接而成,结构紧凑,切削效率高。
由于它的刀齿损坏后很也难修复,所机床电器以这种铣刀的应用也不多。
(3)硬质合金可转位式面铣刀。
这种面铣刀是将硬质合金可转位刀片直接装夹在刀体槽中,切削刃磨钝后,只需将刀片转位或更换新的刀片即可继续使用。
硬质合金可转位式面铣刀具有加工质量稳定、切削效率高、刀具寿命长、刀片的调整和更换方便以及刀片重复定位精度高特点,所以该铣刀是生产上应用最广的刀具之一。
(三)立铣刀立铣刀是数控铣削加工中应用最广的一种铣加工中心刀。
它主要用于立式铣床上凹槽、台阶面和成型面等。
立铣刀的主切削刃分布在铣刀的圆柱表面上,切削刃分布在铣刀的端面上,并且端面中心有中心孔,因此铣削时一般不能沿铣刀轴向作进给运动,而只能沿铣刀径向作进给运动。
加工中心刀具切削用量表

线速度(米/分钟) 铝 高速钢铣刀 镀层硬质合金铣刀 硬质合金铣刀
加工中心刀具切削用量表
45# 60 100~300 100~300
淬硬钢 15~20
60
铸铁 15~20
30
15~20 60 30
S(转速)=线速度×1000/(直径×3.14) F(进给量)=刃数×每刃切削量×转速
每刃切削量 粗加 ~ 0.05
例:20MM硬质合金4刃铣刀精铣45#钢,线速度取60。每刃切0.05。则转速=60×1000/(20×3.14) =955,进给量=4×0.05×955=191。
以上是比较笼统的概括,适用于大多数铣刀、钻头、镗刀(不包括绞刀)加工工艺的计算。在实 际加工中还要针对不同实际情况做出调整。如:工件形状、余量大小、冷却条件、刀具磨损等。
每刃切削量参数的选择:如果太小小于0.02,那不是在切削,是在磨刀,如果太大大于0.2,那也 不是切削,是在撞击。所以并非转速越高,进给量越小越好切削,刀具必须处在一个合理的运动 状态下,才是均质、稳定的切削。
刀具加工中,对刀具寿命影响最大的是线速度,刀具商提供刀具的同时,应该会提供一份刀具针 对各种材料的线速度表,但刀具供应商的参数是在理想状态下得到的,在实际加工中,得打个 7~8折的。
加工中心及加工工艺教材
7.3.2 加工中心加工零件的工艺 分析
1.结构工艺性 (1)加工量要小,以便减少切削加工时间,降低成本。 (2)零件上孔和螺纹的尺寸规格尽可能少,减少钻头、 铰刀及丝锥等刀具的数量,防止刀库容量不足。 (3)零件尺寸尽量标准化,以便采用标准刀具。 (4)零件加工表面应具有加工的方便性和可能性。 (5)零件结构应具有足够的刚性,以减少夹紧变形和 切削变形。
二、加工中心刀具的装夹
1.加工中心刀具定位长度的确定 确定刀具定位长度的原则是:在满足零件加 工要求的前提下,尽量减小刀具长度,以 提高刀具系统的刚性。
二、加工中心刀具的装夹
2.钻头的装夹 过渡套有莫氏1号、2号、3号、4号。
二、加工中心刀具的装夹
3.刀柄 加工中心刀柄是机床主轴与刀具之间的连接工具,是加工中 心必备的辅具。它除了能够准确地安装各种刀具外,还应 满足在机床上的自动松开和拉紧定位、刀库中的储存和识 别以及机械手的夹持和搬运等需要。
一、数控加工中心常用的刀具
2.扩孔刀具及使用特点
一、数控加工中心常用的刀具
3.镗孔刀具结构及特点 (1)单刃镗刀, (2)双刃镗刀, (3)微调镗刀
一、数控加工中心常用的刀具
4.铰孔刀具结构及特点 标准铰刀和浮动铰刀
一、数控加工中心常用的刀具
5.丝锥
一、数控加工中心常用的刀具
6.孔加工复合刀具
加工中心及加工工艺
7.1加工中心工艺特点及其加工对象
7.1.1 工艺特点 (1)加工精度和质量高。 (2)生产效率高。 (3)生产效益好。 (4)简化了生产调度和管理。
7.1.2 加工中心的主要加工对象
1.既有平面又有孔系的零件 (1)箱体类。(2)盘、套、板类零件。
7.1.2 加工中心的主要加工对象
(完整版)加工中心新刀具常用切削参数参照表1
常用圆鼻刀切削参数参照表
加工材料 ZG275-485H
35#/45#
刀具名称
φ16圆鼻刀 φ20圆鼻刀 φ25圆鼻刀 φ25圆鼻刀 φ40圆鼻刀 φ40圆鼻刀 φ63圆鼻刀 φ63圆鼻刀 φ25圆鼻刀 φ32圆鼻刀 φ40圆鼻刀
用途
精加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 精加工 粗加工 粗加工 粗加工
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
2刃 1100-1400 200-350
8
0.1 0.1 涂层合金
φ10涂层立铣
4刃 1300-1500 300-400
10
0.15
φ12涂层键槽
2刃 1300-1500 300-400
12
0.15
φ16涂层立铣
4刃 800-1000 300-400
16
0.15
φ20涂层立铣
4刃 800-1000 300-400
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
切削宽度 (mm)
刀具材料
高速钢 合金 高速钢 高速钢 高速钢 合金 焊刃
加工中心及加工工艺
7.3.3 加工中心的工艺设计
1.加工方法的选择 加工中心常见的加工表面有平面、平面轮廓、 曲面、孔和螺纹等。因此所选的加工方法要 与零件的表面特征、所要求达到的精度及表 面粗糙度相适应。
第二十七页,编辑于星期六:十七点 四十六分。
7.3.3 加工中心的工艺设计
加工中心及加工工艺
第一页,编辑于星期六:十七点 四十六分。
7.1加工中心工艺特点及其加工对象
7.1.1 工艺特点 (1)加工精度和质量高。 (2)生产效率高。 (3)生产效益好。 (4)简化了生产调度和管理。
第二页,编辑于星期六:十七点 四十六分。
7.1.2 加工中心的主要加工对象
1.既有平面又有孔系的零件 (1)箱体类。(2)盘、套、板类零件。
第十四页,编辑于星期六:十七点 四十六分。
二、加工中心刀具的装夹
• 加工中心上一般采用7:24圆锥刀柄,
第十五页,编辑于星期六:十七点 四十六分。
第十六页,编辑于星期六:十七点 四十六分。
二、加工中心刀具的装夹
4.工具系统 (1)整体式结构 (2)模块式结构
第十七页,编辑于星期六:十七点 四十六分。
(3)铣削轮廓及通槽时,铣刀应有一切出距离,可直 接快速移动到距工件表面一定切出距离的位置上,
第三十九页,编辑于星期六:十七点 四十六分。
7. 3.4 加工进给路线的确定
第四十页,编辑于星期六:十七点 四十六分。
7.4典型零件的加工中心加工工艺分析
盖板是机械加工中常见的零件,加工表面有 平面和孔,通常需经铣平面、钻孔、扩孔、 镗孔、铰孔及攻螺纹等工步才能完成。下面 以盖板为例介绍其加工中心加工工艺。
3.镗孔刀具结构及特点 (1)单刃镗刀, (2)双刃镗刀, (3)微调镗刀
加工中心新刀具常用切削参数参照表1
8 8
120-150 120-150
20-30 20-25
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
φ68-72/T型刀
8
120-150
20-25 粗铣T型槽
焊刃
铸铁/滑块 φ68-72/T型刀 φ68-72/T型刀
8 8
120-150 120-150
30-45 30-40
半精铣T型 粗精槽铣T型
槽
焊刃 焊刃
400-600 300-400
50-70 40-50
16 20
16 20
高速钢
φ25高速钢立铣 4刃
260-360
60-100
20
10
φ32高速钢立铣 4刃
200-260
60-100
20
10
φ36高速钢立铣 4刃
180-200
60-100
20
10
φ30立铣
4刃
320-420
60-100
20
φ32立铣
专门试验的
φ2钻头
s4600 琢钻每次钻深0.3mm F30 最深60mm 高速钢
常用铰刀切削参数参照表
加工材料 钢
铰刀直径d(mm)
<10 10-20
切削深度 进给量 a(mm) f(mm/r)
0.08-0.12 0.15-0.25 0.12-0.15 0.20-0.35
切削速度v(m/min) 6-12
800
60
800
20
700
50
400
60
400
80
120
40-50
120
40-50
用途
钻孔 扩孔 钻孔 钻孔 扩孔 精铰孔 精铰孔
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
武经理你好:
昨天与你说的有关立式加工中心的刀的事项,我问公司设备工程师说,你们公司的设备调试人员讲,需要配备刀与装夹头,才能调整机头,那么按照你说的,根据编程操作人员配置说的再配呢。
加工中心常用刀具介绍
刀具按工件加工表面的形式可分为五类:
■ 加工各种外表面的刀具,包括车刀、刨刀、铣刀、外表面拉刀和锉刀等;
■ 孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表面拉刀等;
■ 螺纹加工刀具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀等;
■ 齿轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;
■ 切断刀具,包括镶齿圆锯片、带锯、弓锯、切断车刀和TPSG 挤压丝锥TIN。