2011年4月停机时间统计表
设备综合效率OEE统计表
设备综合效率 OEE 统计表什么是 OEE?OEE(Overall Equipment Effectiveness)是设备综合效率的英文缩写,它是一种衡量设备综合性能的指标。
OEE 综合考虑了设备的可用时间、性能效率和质量率,可以用于评估设备在在稳定生产、高产能和良好质量方面的表现。
OEE 还可以帮助厂家识别和消除设备损失,提高生产效率。
OEE 通常用公式表示:OEE = 可用时间 / (计划生产时间 × 性能效率 × 质量率)•可用时间是指设备实际运行时间与停机时间的比例;•计划生产时间是指理论上设备应该运转的时间;•性能效率是指设备达到应有性能水平比例;•质量率是指生产出合格产品和应生产产品的比例。
设备综合效率 OEE 统计表是什么?设备综合效率 OEE 统计表是一种用于汇总和分析设备 OEE 数据的工具。
通过OEE 统计表可以记录生产线上每台设备的运行情况,从而帮助管理者识别生产过程中存在的问题。
例如,通过设备综合效率 OEE 统计表可以发现哪个设备出现了频繁的故障,哪个环节存在生产效率低下的问题等。
设备综合效率 OEE 统计表如何制作?制作设备综合效率 OEE 统计表需要搜集以下几个方面的数据:1.计划生产时间:这是设备预期运行时间,根据每条生产线的生产计划可得出。
2.实际生产时间:这是设备实际运行的时间,可以通过设备监控系统或人工记录得出。
3.计划维修时间:这是设备定期维护或修理时暂停运作的时间,根据设备维护计划预先得出。
4.实际维修时间:这是设备实际维修的时间,可以通过维修记录或设备监控系统得出。
5.可用时间:可用时间等于计划生产时间减去计划维修时间。
6.产品数量:包括生产的良品数量和次品数量。
7.良品数量:这是指通过生产线产生的合格产品数量。
8.次品数量:这是指不符合产品标准的产品数量。
9.损失时间:包括故障时间、换线时间、停机时间等。
在收集完以上数据后,可以按以下步骤制作设备综合效率 OEE 统计表:1.在电子表格软件(如 Excel)中新建一个表格,用于记录各设备的OEE 数据。
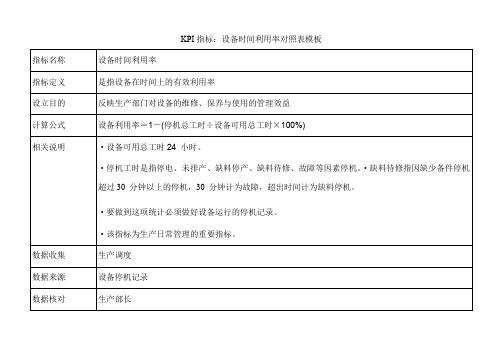
KPI指标:设备时间利用率对照表模板
指标名称
设备时间利用率
指标定义
是指设备在时间上的有效利用率
设立目的
反映生产部门对设备的维修、保养与使用的管理效益
计算公式
设备利用率=1-(停机总工时÷设备可用总工时×100%)
相关说明
·设备可用总工时24小时。
·停机工时是指停电、未排产、缺料停产、缺料待修、故障等因素停机。·缺料待修指因缺少备件停机超过30分钟以上的停机,30分钟计为故障,超出时该指标为生产日常管理的重要指标。
数据收集
生产调度
数据来源
设备停机记录
数据核对
生产部长
统计周期
每日、每月一次
统计方式
数据和趋势图
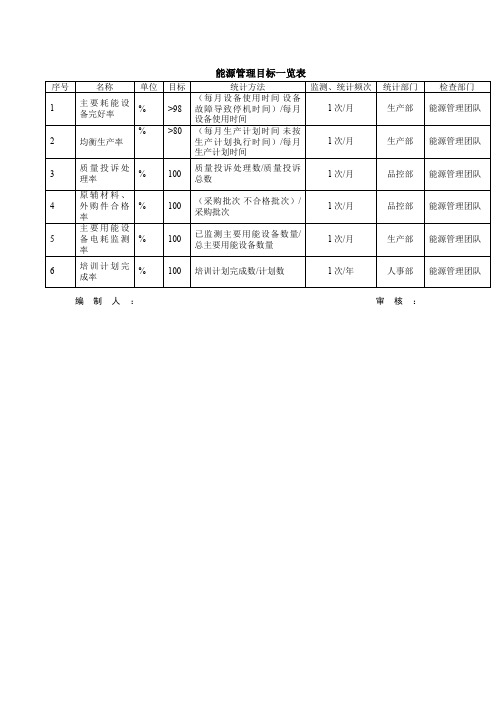
最新ISO50001:2018能源管理目标统计表
1次/月
品控部
能源管理团队
4
原辅材料、外购件合格率
%
100
(采购批次-不合格批次)/采购批次
1次/月
品控部
能源管理团队
5
主要用能设备电耗监测率
%
100
已监测主要用能设备数量/总主要用能设备数量
1次/月
生产部
能源管理团队
6
培训计划完成率
%
100
培训计划完成数/计划数
1次/年
%
100
人事部
100
100
100
100
100
100
100
100
100
100
100
100
%
编制人:柳伟审核:陈志勇2023.12.30
%
2
均衡生产率
(每月生产计划时间-未按生产计划执行时间)/每月生产计划时间
%
>80
生产部
100
100
90
85
90
90
100
90
100
100
100
100
%
3
质量投诉处理率
质量投诉处理数/质量投诉总数
%
100
品控部
100
100
100
100
100பைடு நூலகம்
100
100
100
100
100
100
100
%
4
物资设备采购合格率
(采购批次-不合格批次)/采购批次
%
100
品控部
100
100
100
100
等离子片清洗机设备维护与考核记录表
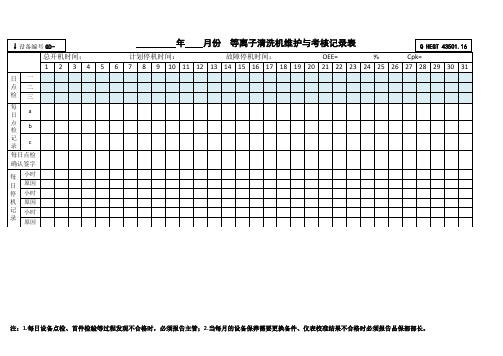
总开机时间:计划停机时间:故障停机时间:OEE=%Cpk=
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
日点检
一
二
三
每日
点
检
记
录ቤተ መጻሕፍቲ ባይዱ
a
b
c
每日点检
确认签字
每
日
停
机
记
录
小时
原因
小时
原因
小时
原因
设备每月维护记录
a)用湿毛巾擦去箱门上的灰尘;b)用湿毛巾擦拭箱内,清除里面的杂物;c)擦拭排风管上的灰尘;
生产准备&设备确认:班长或调机员每天对生产准备情况(如首件检验结果等)、设备点检和Cpk监测情况进行确认,然后签字或盖章,休息日空白。
设备月保养&仪表检查:设备维修员每月最后一个休息日对所有的设备进行维护并对设备仪表实施校准(判定),最后由品保部主管确认。
注:1.每日设备点检、首件检验等过程发现不合格时,必须报告主管;2.当每月的设备保养需要更换备件、仪表校准结果不合格时必须报告品保部部长。
CPK统计:由IPQC或操作者每天将首件外的第1次(检验数量为一wafer)检验发现不良现象的数量填写入列中,休息日空白(Cpk计算由品管部统计担当)。
停机记录:由操作者在下班前完成,设备应开机时间按员工工作时间计算,空机、空班或休息日空白,设备停机最小的时间单位是0.5小时(四舍五入)。
OEE统计方法

节、假日
实际放假时间:春节、周末、高温假……
携手共赢
合作发展
再创辉煌
3
咸阳精密机械分公司设备能源科
3
何为所有生产时间
正常出勤时间(所有生产时间) 可操作时间(计算理论班产时间) 维护、用餐等有 计划性的停机
“何为正常出勤时间” 正常出勤时间要分两部分理解:1)人的出勤时间;2)设备的出勤时间。例如:我厂员工 三班倒,员工每天正常出勤8小时,但对于设备出勤则是24小时(首先接受这样的概念)。 正常出勤时间由两部分组成:1)可操作时间(理论生产时间);2)计划性停机时间。 理论班产量核定:理论产量是指在各种条件最优化时,忽略各种操作误差、损耗所得出的 产量,注意实际班产量只能无限接近理论班产量,但绝不会高于班产量。注:有些不确定的损 耗时间(例如:工作期间喝水、如厕等)都要包含到理论班产总时间内。
咸阳精密机械分公司设备能源科
赵军强
(2014年度)
携手共赢
合作发展
再创辉煌
1
咸阳精密机械分公司设备能源科
1
OEE的时间分析
日历总时间
正常出勤时间(所有上班时间) 可操作时间(计算理论班产时间) 负荷时间 利用时间(运转时间) 净利用时间 价值时间 废品时间 速度损失 小停机、空转 停机时间 故障、调整 待料、待人 无动力 计划性维护、用餐 节、假日
4、速度损失、小停机 5、空转
6、质量缺陷损失
同样将其做成饼图,分析效率低下原因
努力提高设备性能率
携手共赢
合作发展
再创辉煌
17
咸阳精密机械分公司设备能源科
17ห้องสมุดไป่ตู้
合格品率 设备的六大损失
我们稍微梳理一下: 我们的单台设备和精益生产线OEE值已统计出来了,它 仅仅从整体上帮我们衡量指标,我们为了分析研究,提 高效率,这远远不够,仍然有必要将其三大绩效指标统 计出来(时间利用率*设备性能率*合格品率)
激光切割机稼动率

调试时间
开关机时间 10:30(开) 11:48(关) 13:02(开机) 15:30(停机) 15:44(开机) 18:20(关机) 上料时间 10:30-10:50 15:44-15:51(换极片) 调试时间记录 10:50-11:11(生产调试) 11:18-11:20(调纠偏) 11:20-11:22(调纠偏) 13:06-13:07 13:21-13:23(乱割调试) 13:30-13:31(乱割调试) 13:37-13:40 13:54-14:02(未切极耳) 14:53-15:05(未切激耳) 15:12-15:13(不良) 16:30-16:35 统计(分钟) 21 2 2 1 2 1 3 8 1215 1 5
检测时间
统计(分钟) 3 3 1 1 1 1 1 9 3 4 1 1 1 2 3 11:26-11:28 11:36-11:39 11:40-11:41 13:13-13:14 13:32-13:33 13:51-13:52 14:28-14:29 14:35-14:46 15:12-15:15 15:55-15:57 16:14-16:15 16:39-16:40 16:46-16:47 17:03-17:05 17:45-17:48
统计(分钟) 品质检测时间
累积
382
27
39
275
35
上料时间 27
机器开动时间 382
工艺调试停机时间 39
产品异常停机时间Байду номын сангаас0
设备异常停机时间 0
产品转换停机时间 14
激光切割机日稼动率=(382-27-39-14-35-2)/382*100%=69.37%
激光切割机日运行情况统计表
2019年设备故障停机管理考核标准
设备故障停机管理考核标准1.目的与适用范围本标准的目的是为了贯彻“预防为主”的方针,加强设备管理,防止设备事故的发生,以追求实现设备故障为零、停机时间为零为目标。
本标准适用于本公司的A类、B类和C类设备故障管理。
2.术语设备故障:是指设备在长期运转中,由于自然磨损、松动、老化、疲劳、变形、锈蚀等原因使设备产生振动、过热、噪音、泄露、效率降低、精度不足、零部件损坏等问题,而导致设备不能正常运行。
3.职责3.1.设动部综合管理组3.1.1.设动部综合管理组是设备故障归档管理班组,负责制定设备故障停机考核指标,并检查、监控各班组指标落实完成情况。
3.1.2.负责公司设备故障停机时间统计汇总、分析、考核、上报工作,并作为下一阶段考核指标调整制定的参考依据。
3.2.设动部设备管理组3.2.1.各设备管理组负责车间设备故障的处理、统计分析工作,并对故障停机处理过程进行监控,组织调査重大设备故障。
对考核指标的合理性及时向综合管理组进行反馈,以便适时调整,使其更趋合理、准确。
3.2.2.负责制定本班组相应的管理标准,以保证指标的顺利达成。
4.统计管理流程4.1.设备分类根据企业的生产情况,结合设备的可靠性、维修性、设备停机对生产的影响程度、购置的原值大小等,将设备划分为:A类:重要设备是指在生产过程中起主体作用,承担产品生产过程,对产品质量、产量、工序直接影响的成套设备或机组。
该类设备发生事故、故障或损坏后,会直接导致产品生产过程中断、质量降低,并对人员、生产系统、机组或其他重要设备的安全构成严重威胁或直接导致环境受到严重污染,影响公司整个生产组织。
是重点管理和维修的对象,应严格执行预防性维护。
如:锅炉、配电室、洗、烘、灌(分)装线、冻干机、配液系统、充填机等设备。
B类:主要设备是指该设备损坏或在自身和备用设备均失去作用的情况下,会对整条产生线造成较大影响或导致主要生产设备或生产线停产的设备;会直接导致设备或机组的可用性、安全性、可靠性、经济性降低或导致环境污染的设备;本身价值昂贵且故障检修周期或备件采购(或制造)周期较长的设备。
设备综合效率OEE统计表
2020 年 月 日 制 作: 审 核: 代号 项目 A 日历总时间(分) B1 放假休息时间 B2 日常管理时间 B3 计划保养时间 B4 新模试作/工艺试验时间 B5 其他停止时间
计划停机时间(分) B B=B1+B2+B3+B4+B5
计划运转时间(分)
C C=A-B D 设备利用率 E1 设备故障时间(分) E2 转模/转色/换产时间(分) E3 开机/停机 E4 模具异常处理时间(分) E5 工艺参数处理时间(分) E6 停工待料/人时间(分) E7 调色异常时间(分) E8 其他异常损失时间(分)
P OEE=N/C Q OEE目标值 R TEEP=D*P
合计
ห้องสมุดไป่ตู้
非计划停机时间(分) E F+E1+E2+E3+E4+E5+E5+E7 F 运转时间(分)F=C-E G 时间稼动率G=F/C H 实际产量(包括良品和不良品) I 标准生产速度(PCS/分) J 挣得工时 K 性能利用率K=J/F L 不良品总数(PCS) M 合格品数量(PCS) N 最终有效工时 O 合格品率O=(H-L)/H
降低变频器故障停机次数(QC)
降低变频器故障停机次数一、小组概况二、 选题理由动力车间制冷空调温湿度等工艺指标的保障供给率≥98%。
车间文件要求为保证制冷空调温湿度等工艺指标的达标供给, 制冷空调等设备每月故障停机≤10次,每次停机不能超过10分钟。
设备运行现状选 题降低变频器故障停机次数变频器驱动我车间制冷空调等设备的运行,2004年3月—5月变频器故障共89次,每次故障都造成设备不同程度的停机,打乱正常工序,影响制冷空调温湿度等工艺指标的保障供给。
三、现状调查小组成员将2004年3月----5月变频器故障情况进行了调查统计,共有89台次变频器故障停机记录。
1、2004年3----5月变频器故障情况调查:2、故障项目分类统计表:根据以上统计表作出排列图: 100% 累计20%40%60%80%过电压跳闸 过载故障 欠电压故障 温度过高 其它故障四、目标确定及可行性分析1、目标确定导致变频器故障高的主要问题是“过电压跳闸” ,平均故障22次/月,占变频器故障的74.2%。
小组将这一问题列为本次活动的主攻方向,决定通过本次活动,要将变频器“过电压跳闸”故障由平均22次/月,降为平均2次/月。
活动目标:变频器“过电压跳闸”故障≤2次/月 2、目标值确定依据⑴车间文件规定制冷空调等设备故障停机≤10次/月;⑵从排列图看出,变频器“过电压跳闸”故障是A 类问题,我们只要解决此类问题,就可以将变频器故障停机次数降为(10+9+2+2)/3=7.7次/月;⑶如果我们的活动目标能达到,则变频器故障次数将降为(7.7+2)=9.7次/月<10次/月。
3、目标可行性分析五、原因分析1、变频器控制系统介绍:下图是我厂变频器控制系统示意图,10KV 电压经过变压器变压为380V 电,380V 电供给变频器,变频器通过改变频率控制电动机运行。
变频器的运行受到各方面因素的影响:①雷电波及杂波干扰、②主电源波动干扰、③马达负载变化、④变频器力矩特性设置。
设备点检记录
设备点检记录设备点检记录设备名称:多工位冷镦机设备编号:使用车间:冷镦车间责任人:月份:保养方式:○月保□周保□日保□其他项目:1.润滑系统:润滑油检查及更换润滑管路维护润滑点注油孔清理润滑油滤网清理维护2.电气系统:继电器正常运行电源开关、电器按钮清理保养变压器等检查3.动力系统:主电机、压缩空气电动机、油泵电机检查及维护空气滤清器周维护气缸、电磁阀等周维护压力表检查,正常压力值为0.64.设备卫生:设备清洁卫生工具、模具卫生整洁设备上的产品材料清理异常情况记录:设备运行情况统计:正常开机时间停机时间开机率注:“△”表示日保,“□”表示XXX,“○”表示月保;“√”表示正常,“×”表示异常,异常要在“异常情况记录”栏内说明。
设备点检记录设备名称:普通冷镦机设备编号:使用车间:冷镦车间责任人:月份:保养方式:○月保□周保□日保□其他项目:1.润滑系统:润滑油检查及更换润滑管路维护润滑点注油孔清理润滑油滤网清理维护2.电气系统:继电器、接触器、变压器等检查及维护电源开关、电器按钮清理保养3.动力系统:主电机、油泵电机检查及维护冷却油泵、润滑油泵维护液压油阀、压力表的维护主油缸维护4.设备卫生:设备清洁卫生工具、模具卫生整洁设备上的产品材料清理异常情况记录:设备运行情况统计:正常开机时间停机时间开机率注:“△”表示日保,“□”表示XXX,“○”表示月保;“√”表示正常,“×”表示异常,异常要在“异常情况记录”栏内说明。
设备点检记录设备名称:滚丝机设备编号:使用车间:机加1车间责任人:月份:保养方式:○月保□周保□日保□其他项目:1.润滑系统:检查传动箱、挂轮油位每班开机前对机器进行润滑清理滤油网清理润滑系统、冷却油箱或油池2.电气系统:电器控制元件防潮防尘维护保养电动机防潮防尘维护电机轴承润滑电器线路整理维护3.动力系统:冷却油泵、润滑油泵维护液压油阀、压力表的维护主油缸维护液压油清理过滤4.设备卫生:设备清洁卫生工具、模具卫生整洁设备上的产品材料清理异常情况记录:设备运行情况统计:正常开机时间停机时间开机率注:“△”表示日保,“□”表示XXX,“○”表示月保;“√”表示正常,“×”表示异常,异常要在“异常情况记录”栏内说明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
停机时间分类主设备辅助设备总计维修时间待料时间1月1~4日3.833.831月5日~11日5.0012.670.501月12~18日36.001月19~25日3.0041.333.001月26~2月1日7.501月1~4日28.1028.1026.031月5日~11日14.3714.3711.151月12~18日44.2044.2037.781月19~25日13.2813.2811.651月26~2月1日9.059.058.331月1~4日3.505.008.508.331月5日~11日2.412.422.171月12~18日3.831.084.924.501月19~25日1月26~2月1日0.830.830.751月1~4日2.002.001.921月5日~11日1月12~18日5.675.675.501月19~25日2.172.252.171月26~2月1日1.831.831.501月1日到1月4日13.6813.6811.931月5日---11日27.4227.4223.001月12日到18日17.6817.6814.601月19日到25日11.0811.089.421月26~2月1日18.0018.0015.1712月27日到1月4日4.584.584.251月5日---11日7.427.426.081月12日到18日5.675.673.871月19日到25日6.156.155.481月26日到2月1日0.420.420.421月1日到1月4日1月5日---11日1.001.000.921月12日到18日2.171.834.003.501月19日到25日9.9210.589.921月26日到2月1日0.500.500.501月1日到1月4日1月5日---11日1月12日到18日1月19日到25日1月26日到2月1日1月1日到1月4日1月5日---11日0.670.670.58
2011年非计划停机时间汇总部门
熔铸 1月份
电缆管行车
本周机器无故障本周机器无故障
本周机器无故障本周机器无故障
铣轧拉精整直管盘拉退包内螺纹1月12日到18日2.332.332.331月19日到25日1月26日到2月1日266.9312.75369.93237.25
停机时间分类主设备辅助设备总计维修时间待料时间2月1日至9日15.172月10日至15日7.502月16日至22日11.332月23日至28日6.3312.676.332月1日至9日22.5022.5021.002月10日至15日7.587.586.922月16日至22日8.008.007.622月23日至28日14.6514.6513.572月1日至9日2月10日至15日0.832.583.412.162月16日至22日2.172.171.832月23日至28日2月1日至9日3.503.503.002月10日至15日2.582.582.502月16日至22日2月23日至28日2月1日至9日11.2311.237.932月10日至15日21.5021.5019.422月16日至22日7.087.085.082月23日至28日11.8311.839.67
2月1日至9日3.923.923.922月10日至15日2.172.172.172月16日至22日3.423.422.002月23日至28日2月1日至9日0.832.503.332.752月10日至15日3.000.503.503.002月16日至22日23.6723.6721.922月23日至28日3.331.504.834.502月1日至9日4.254.253.832月10日至15日3.503.503.502月16日至22日3.673.673.672月23日至28日3.333.333.33153.8028.17222.29161.610.00
03月
本周机器无故障
本周机器无故障本周机器无故障
所有设备停机时间 02月熔铸
本周机器无故障
2011年非计划停机时间汇总行车
退包所有设备停机时间
本周机器无故障本周机器无故障
2011年非计划停机时间汇总部门
铣轧拉精整直管盘拉
行车内螺纹
部门停机时间分类主设备辅助设备总计维修时间待料时间3月1日至8日20.333月9日至15日6.5013.336.503月16日至22日5.003月23日至29日10.17小计6.5048.836.503月1日至8日9.389.387.783月9日至15日8.408.407.283月16日至22日3.073.072.653月23日至29日5.425.424.253.30~315.185.184.72小计31.4531.4526.683月1日至8日1.672.834.504.253月9日至15日4.334.334.003月16日至22日3.001.174.173.673月23日至29日2.084.256.335.003.30~317.007.006.83小计18.088.2526.3323.753月1日至8日1.001.000.833月9日至15日3月16日至22日12.0812.0811.673月23日至29日0.830.830.753.30~312.172.171.92小计16.0816.0815.173月1日至8日2.752.751.673月9日至15日8.088.086.753月16日至22日38.1738.1730.503月23日至29日13.6713.6712.123.30~315.625.625.33小计68.2968.2856.373月1日至8日1.001.000.833月9日至15日3月16日至22日3月23日至29日3.173.172.33小计4.174.173.163月1日至8日3.253.253.083月9日至15日1.001.001.003月16日至22日2.002.001.503月23日至29日3.503.502.503.30~310.500.500.50小计10.2510.258.583月1日至8日4.504.504.333月9日至15日0.830.830.833月16日至22日6.006.006.003月23日至29日2.002.002.003.30~313.583.583.50小计16.9116.9216.67
精整直管
退包
铣轧拉熔铸部门本周机器无故障盘拉本周机器无故障
行车本周机器无故障
内螺纹154.8225.16222.32156.880.00停机时间分类主设备辅助设备总计维修时间待料时间4月1日至12日2.003.0815.423.754月12日至19日48.1757.8348.174月20日至26日1.508.501.504.27日至30日小计51.673.0881.7553.424月1日至5日1.331.331.254月6日至12日13.7813.7812.354月12日至19日26.0026.0025.724月20日至26日19.5219.5217.804.27日至30日小计60.630.0060.6357.124月1日至5日1.831.831.584月6日至12日5.085.084.754月12日至19日1.171.171.174月20日至26日0.420.420.334.27日至30日小计8.500.008.507.844月1日至5日4月6日至12日2.832.832.674月12日至19日2.502.672.504月20日至26日4.27日至30日小计5.330.005.505.174月1日至5日29.4229.4223.084月6日至12日9.759.758.334月12日至19日5.585.584.584月20日至26日19.4219.4215.084.27日至30日小计64.170.0064.1751.084月1日至5日1.501.501.424月6日至12日4月12日至19日3.5010.4213.9213.834月20日至26日3.583.583.504.27日至30日小计8.5810.4219.0018.754月1日至5日4月6日至12日4月12日至19日7.330.507.836.924月20日至26日4.331.005.333.674.27日至30日小计11.671.5013.1710.58
熔铸退包精整铣轧拉
直管
2011年非计划停机时间汇总部门 04月
本周机器无故障本周机器无故障本周机器无故障本周机器无故障
内螺纹本周机器无故障
总计所有设备停机时间盘拉