乙烯工程中TA2钛管的焊接
TA2钛合金焊接试验研究

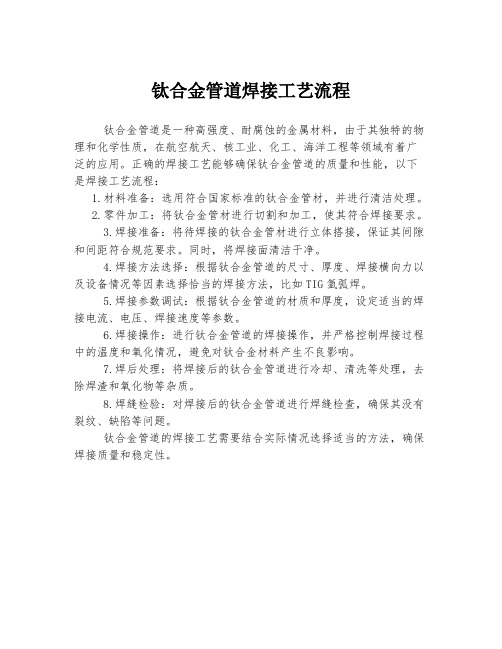
100——200——300——400——500——600——700——800——900(℃)
Ti
TiO~TiO1.9
TiO2(金红石型)
钛及其合金焊接时,必须使熔融金属及热影响区 受到良好的保护,温度控制在 300℃以下.对于钛及钛 合金焊件,喷嘴已不足以保护焊缝区高温金属,需要 附加拖罩.
拖罩附在焊炬的后面,以保护正在冷却的焊缝及 热影响区.拖罩具有独立的气源,并做成与焊缝相同的 曲率形状,其长度和宽度取决于焊件的散热程度和焊 接速度.拖罩的设计见图 1,它采用 1mm 紫铜板制成 长 105 mm×宽 45 mm×高 35 mm、R=45 mm 的近半
内部缺陷.按标准 JB4730-94 评为 1 级.
5.2 装配要求 1)装配时保证对接接头的错位不超过板厚的
10%[4].装配间隙 1 mm~2 mm. 2)用紫铜压板压紧试板,帮助散热,减少变形[6,7].
5.3 工艺要求 1)焊接采用直流正接电源. 2)为防止保护气体流失,导致焊接开始段保护效
保护气体通过放置在槽内中央的三根φ10×1 mm 不锈钢管中对称朝上的直径为φ1 mm,纵向间距 10
— 59 —
mm 的小孔,均匀分布到工件背面.
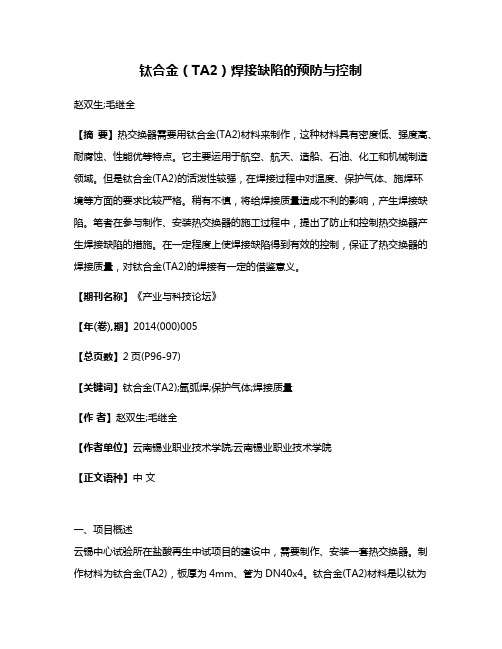
紫铜压板
不锈钢复合板 背面保护罩 (22×150×500)
不锈钢气体分配管(φ 10×1mm) 不锈钢槽底板(δ=3mm)
图 2 背面保护装置
4 焊机 采用芬兰生产的肯比氩弧焊机.
由于金属钛具有上述焊接特点,所以在焊接过程 中,必须采取有效的技术措施,制定合理的焊接工艺, 才能确保焊接质量.
2 试验用材及性能 2.1 基材
TA 板材(8mm×100mm×300mm)(厚×宽×长)2 焊丝 φ2mm,GB/T3623-1998
钛管道焊接方案1

钛管道焊接方案1.编制依据1)《钛管道施工及验收规范》SHJ502-86、HGJ217-862)《工业金属管道工程施工及验收规范》GB50235-973)《现场设备、工业管道焊接工程施工及验收规范》GB50236-984)我公司所制定的相应的WPS和PQR2.工程概况该装置共有钛管道543.5米,规格分别为φ32×1.5~φ32×4mm,材质为TA2;工作介质分别为精制盐水,淡盐水和氯气,操作压力分别为0.1MPa和0.02MPa,操作温度分别为60℃、82℃和60℃。
钛材具有比重小,烙点高(1680℃),比强度大的特征,并具有很高的化学活性。
TA2以及焊丝的化学成份如下表所示。
的最大问题是要防止低温氧化和气孔,TiG焊主要特点对被焊管的保护要求非常严格,焊炬后面的拖罩内的保护尤为重要。
钛材的化学活性大,不仅在熔化状态,即在400℃以上的高温固态下,也极易被空气、水分、油脂氧化膜等污染,由表面吸收O2、N、H2、C等杂质,使焊接接头的塑性和韧性显著下降,并易形成气孔。
因此,焊接时对熔池、焊缝和超过400℃后部焊缝和热影响区都要严格予以保护。
由于钛材管熔点高、热熔时大、导热性差,因此,焊接接头易产生晶粒长大倾向,从而引起接接塑性降低,焊接时,要严格控制线能量,一般宜采用小电流快速焊。
在氢和残余应力作用下,可导致冷裂纹,所以要对焊接接头的含H2量严加控制,对复杂的焊接结构需要在焊后进行消除应力处理。
钛材的弹性模量约比钢小一半,因此,焊接变形大,一焊后校正变形为困难。
其实钛材管的焊接性能与焊工的素质密不可分,尽管钛管的焊接程序很复杂,难度较大,但对于我公司焊过钛管的优秀持证焊工来说,只要准备工作充分,只要略微做点练习,就能焊出完全合呼标准要求的优质焊缝来。
3.焊接一般要求1)TiG焊机应具有安全可靠、调节灵活、有高频引弧器和电流衰减装置,前提送气、袋后送气等功能,焊机上的电流压表应经计量部门监定合格。
钛管道的焊接

钛管道的焊接摘要:本文在充分分析钛金属焊接性能的基础上,根据钛金属的焊接特点,着重介绍了钛金属焊接过程中应该注意的事项,详细论述了钛金属焊接前、焊接过程中以及焊接完成以后采取的各类防护措施,为以后同类产品的成功焊接提供必要的参考和借鉴关键词:活动对口卡具、外保护气体托罩、内保护紫铜防护气罩、全管道保护紫铜皮气罩、气体置换、保护气体检测、铁污染检测等1 前言钛金属因其优异的力学性能和耐腐蚀性能,正日益被航天、造船和石化等行业广泛应用;但是,由于钛金属具有较强的的高温化学活性,也使其成为一种较难焊接的一种金属。
本文结合我国近年来石油化工装置建设中的钛管道实践,对施工现场的钛管道焊接进行了探讨。
2 钛金属的特性钛是一种银白色金属,具有密度小、熔点高、线膨胀系数小和导热性差等特点。
钛与氧的亲和力很强,在室温条件下就能在表面生成一层致密而稳定的氧化簿膜,由于氧化簿膜的保护作用,从而使钛具有了良好的耐酸、碱腐蚀性能。
钛通常有两种晶格结构,在882℃以下为密排六方晶格结构,称为α钛;在882℃以上为体心立方晶格结构,称为β钛。
常用钛金属的牌号、化学成分和力学性能见表1。
表1 常用钛金属的牌号、化学成分和力学性能钛金属在常温下的化学性能比较稳定,但随着环境温度的升高,其化学活性急剧增大,对空气中氧、氮、氢等杂质的吸收能力也随之急剧增强,在固态下就有很强的吸收各种气体的能力。
研究资料表明,钛从250℃开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮,且随着温度的提高,其吸收能力也随之增强。
当钛金属在吸收了一定数量的氧、氮、氢等气体杂质之后,其屈服极限和延伸率等性能将急剧下降。
3 钛金属的焊接性分析3.1 焊接脆化分析虽然钛金属在常温下化学性能比较稳定,但在焊接过程中,由于熔池金属、液态熔滴和熔合区及热影响区均处于高温状态,故其化学活性急剧增大,具有极强的吸收空气中氧、氢、氮等杂质的能力。
当钛金属在焊接过程中吸收了一定数量的氧、氢、氮等杂质后,其焊接接头性能将产生以下变化:(1)钛金属在高温焊接状态下吸收的氧,将熔入金属晶格间隙,形成间隙固溶体使金属晶格发生畸变,增大晶粒滑移阻力,产生固溶强化,从而导致焊缝金属变脆、韧性下降。
钛合金管道焊接工艺流程
钛合金管道焊接工艺流程
钛合金管道是一种高强度、耐腐蚀的金属材料,由于其独特的物理和化学性质,在航空航天、核工业、化工、海洋工程等领域有着广泛的应用。
正确的焊接工艺能够确保钛合金管道的质量和性能,以下是焊接工艺流程:
1.材料准备:选用符合国家标准的钛合金管材,并进行清洁处理。
2.零件加工:将钛合金管材进行切割和加工,使其符合焊接要求。
3.焊接准备:将待焊接的钛合金管材进行立体搭接,保证其间隙和间距符合规范要求。
同时,将焊接面清洁干净。
4.焊接方法选择:根据钛合金管道的尺寸、厚度、焊接横向力以及设备情况等因素选择恰当的焊接方法,比如TIG氩弧焊。
5.焊接参数调试:根据钛合金管道的材质和厚度,设定适当的焊接电流、电压、焊接速度等参数。
6.焊接操作:进行钛合金管道的焊接操作,并严格控制焊接过程中的温度和氧化情况,避免对钛合金材料产生不良影响。
7.焊后处理:将焊接后的钛合金管道进行冷却、清洗等处理,去除焊渣和氧化物等杂质。
8.焊缝检验:对焊接后的钛合金管道进行焊缝检查,确保其没有裂纹、缺陷等问题。
钛合金管道的焊接工艺需要结合实际情况选择适当的方法,确保焊接质量和稳定性。
钛合金(TA2)焊接缺陷的预防与控制
钛合金(TA2)焊接缺陷的预防与控制赵双生;毛继全【摘要】热交换器需要用钛合金(TA2)材料来制作,这种材料具有密度低、强度高、耐腐蚀、性能优等特点。
它主要运用于航空、航天、造船、石油、化工和机械制造领域。
但是钛合金(TA2)的活泼性较强,在焊接过程中对温度、保护气体、施焊环境等方面的要求比较严格。
稍有不慎,将给焊接质量造成不利的影响,产生焊接缺陷。
笔者在参与制作、安装热交换器的施工过程中,提出了防止和控制热交换器产生焊接缺陷的措施。
在一定程度上使焊接缺陷得到有效的控制,保证了热交换器的焊接质量,对钛合金(TA2)的焊接有一定的借鉴意义。
【期刊名称】《产业与科技论坛》【年(卷),期】2014(000)005【总页数】2页(P96-97)【关键词】钛合金(TA2);氩弧焊;保护气体;焊接质量【作者】赵双生;毛继全【作者单位】云南锡业职业技术学院;云南锡业职业技术学院【正文语种】中文一、项目概述云锡中心试验所在盐酸再生中试项目的建设中,需要制作、安装一套热交换器。
制作材料为钛合金(TA2),板厚为4mm、管为DN40x4。
钛合金(TA2)材料是以钛为基体加入其他合金元素组成的合金。
这种材料由于具有密度低(约4.5g/cm3,仅为钢的 60%),抗拉强度高(441 ~1,470MPa),耐高温(熔点为1,668°C),抗强酸,抗强碱,工艺性能好等优点,是较为理想的航空航天工程结构材料。
近年来,它逐步运用于航空、航天、造船、石油、化工和机械制造领域。
在之前,我们还没有焊接过钛合金(TA2)这种材料。
查阅有关钛合金(TA2)的焊接技术资料。
得知:它在高温下对氢、氧、氮等气体有极大的亲和力;吸收、溶解气体的能力较强。
在焊接过程中,如果这些气体被熔池吸收后,将会直接引起焊接接头脆化,使其冲击性能显著降低;严重时产生气孔、裂纹。
所以在施焊过程中,如何采取有效的预防和控制措施,保证热交换器的焊接质量,达到设计要求,是热交换器制作、安装的关键环节。
钛管道焊接工艺指导书
钛管道焊接工艺指导书目录1 编制说明2 焊接准备3 焊接工艺4 焊接检验一、编制说明1 扬农化工集团公司3万吨/年离子膜烧碱工程有部分钛(TA2)工艺管。
由于钛管道焊接的特殊性,作为离子膜烧碱装置工艺施工方案的补充,特编制本焊接工艺指导书。
2 本工艺指导书的编制依据为SHJ502-86、HGJ217-86《钛管道施工及验收规范》。
二、焊接准备1 管材和焊材的检验管材、管件和焊材均应有质量证明书,管材、管件的内外表面应光滑、清洁、无针孔、裂纹、折叠和腐蚀等缺陷;焊材表面应洁净,无氧化色,不应有裂纹、起皱、班疤和夹杂等缺陷。
2 焊接方法和焊接材料1)焊接方法采用手工钨极氩弧焊。
焊机应有高频引弧装置和电流衰减装置。
2) 焊接材料采用与母材同材质和纯度更高一级。
3 3) 氩弧纯度不应低于99.99%,含水量不大于300mg/m4)氩弧输送管采用塑料软管,不得采用橡胶管或其它吸湿性材料。
3 管子切割和坡口加工1) 管子切割采用机械切割或采用机械切割时其表面不得有氧化层等离子弧割。
采用等离子弧切割时要用机械方法(砂轮)除去油污染层,管子加工应采用清洁的专用工具。
2) 坡口形式为?型。
3) 管子切口及坡口表面应平整,不得有裂纹、重皮,并清除毛刺、凸凹、缩口、熔渣及氧化物等。
切口平面最大倾斜度偏差不得超过2.5mm。
4 坡口及焊丝的清理1) 坡口及其两侧各25mm以内外表面清除油污后,用细锉或奥氏体不锈钢丝刷等方法清除其氧化膜、毛刺等缺陷。
清洁采用清洁的专用工具。
2) 经机械清理后的表面,焊前使用不含硫的丙酮或乙醇进行脱脂处理。
脱脂严禁使用氧化物容剂,并避免将棉质纤维附于坡口表面。
3) 焊丝的清理方法与母材焊口相同。
5 焊口组对1) 焊口组对间隙0~1mm。
2) 管子组对应做到内壁平齐,对口挡边量不得超过0.2mm。
3) 定位焊采用与正式焊接相同的焊接材料和焊接工艺,其焊缝长度一般为10mm左右,高度不超过1.3mm。
钛管焊接工艺
钛管焊接工艺1前言PTA装置是扬子乙烯二期工程的重点项目。
该装置生产能力为年产45万吨精对苯二甲酸,它是同期同西德吉玛公司引进的54万吨/年聚脂装置的配套装置,也是国内最大的聚脂原料生产装置。
由于生产条件苛刻,工艺复杂,整个装置设备、管道多(147593米,其中不锈钢管道占全部的1/4),使用材料特殊(如钛材)。
因此给施工带来较大难度,尤为突出的是钛管的焊接施工。
该装置的钛管管径φ21~508mm,壁厚l.5~l4mm,近900m,约500道焊缝,其中可通过预制完成的约400道,需现场焊接的约100道。
焊接质量要按鲁奇公司的标准检查、验收。
技术难度大,特别是钛管的全位置焊接,国内施工经验不多。
为确保焊接质量和施工工期,我公司进行了一系列的焊接工艺试验,制定了合理的施工方案,特别对钛管的全位置焊接进行了技术攻关,并获得成功。
2技术条件2.1钛管的设计技术条件与标准2.1.1设计技术条件2.1.1.1管材及配件材质:DIN178503.7025,3.7035,3.7055.其化学成分如下表:2.1.1.2管材规格:φ508×4.5,φ408×14,φ26.9×l.5,φ21.3×2.6。
2.1.1.3钛管工作条件;温度224℃,压力2.5MPa,介质醋酸,溴化物。
2.1.1.4管道质量要求:焊接接头系数1,焊缝射线检验100%,水压试验压力3.75MPa,气密性试验压力0.625MPa2.1.2技术标准2.1.2.1管道工程钛材焊接规范LON1015E2.1.2.2钛管施工技术条件伍德公司标准2.1.2.3钛管施工及验收规范SHJ502-862.2 焊接特点钛管焊接是利用惰性气体对焊接区进行有效保护的TiG焊接工艺。
由于钛材具有特殊的物理化学特性,因而其焊接工艺与其它金属存在较大差异。
焊接时必须保证:(1)焊接区金属在250℃以上不受活性气体N,0、H及有害杂质元素C,Fe,Mn等的污染。
最新ta2钛管钨极氩弧焊焊接工艺及可靠性的研究(可编辑
T A2钛管钨极氩弧焊焊接工艺及可靠性的研究(可编辑)TA2钛管钨极氩弧焊焊接工艺及可靠性的研究TA2钛管钨极氩弧焊焊接工艺及可靠性研究Study on TIG Welding Procedure andReliability of TA2 Commercial PureTitanium Pipe学科专业:材料加工工程研究生:郭靖指导教师:荆洪阳教授天津大学材料学院二零一二年十二月独创性声明本人声明所呈交的学位论文是本人在导师指导下进行的研究工作和取得的研究成果,除了文中特别加以标注和致谢之处外,论文中不包含其他人已经发表或撰写过的研究成果,也不包含为获得天津大学或其他教育机构的学位或证书而使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
学位论文作者签名: 签字日期: 年月日我是爱天大的! !学位论文版权使用授权书本学位论文作者完全了解天津大学有关保留、使用学位论文的规定。
特授权天津大学可以将学位论文的全部或部分内容编入有关数据库进行检索,并采用影印、缩印或扫描等复制手段保存、汇编以供查阅和借阅。
同意学校向国家有关部门或机构送交论文的复印件和磁盘。
(保密的学位论文在解密后适用本授权说明)学位论文作者签名: 导师签名:签字日期:年月日签字日期:年月日摘要钛及钛合金由于自身优异的综合力学性能、良好的耐腐蚀性而广泛地应用于航空航天、石油化工、船舶工业等领域。
由于钛及钛合金得到了越来越多的重视,工业界对于钛合金的焊接的研究也越来越多。
本研究以直径 50.8 mm、壁厚 4.0 mm的 TA2工业纯钛管为对象,分析了钛合金的焊接性及焊接中的常见问题,制定了合理的手工钨极氩弧焊焊接工艺参数。
第一层焊接参数:焊接电流 80-90 A,焊接电压 8.5-11 V;第二次焊接参数:80-90 A,焊接电压 8.9-11.6 V。
通过焊接工艺试验,明确了合适的坡口设计、焊前清理方法、焊接工艺参数。
TA2换热器管与管板自熔焊焊接工艺
用 T 2作换 热元 件具 有 以下优 点 : A 在许 多 介 质 中 , 具 有优 良的耐腐蚀 性 , 别是 耐 海 水腐 蚀 , 特 因而 管 壁 可 以 比较 薄 , 高 了传热 效果 ; 面光 洁 、 提 表 无垢 层 , 污垢 系 数 大 大降低 ; 度 小 、 度 高 , 备 体 积 小 , 量 轻 … 。 密 强 设 重 因此 各 种 类 型 的 T 2制 换 热 器 被 广 泛 应 用 于 海 上 平 A 台、 海水 淡化 、 滨海 电站 等 有 关海 水 腐 蚀场 所 。文 中针
焊 、 化极 氩弧 焊 、 离 子弧 焊 等 。文 中采用 的是 惰 性 熔 等 气体保 护下 的钨 极全 自动 氩弧 焊 。T 2的熔 点高 、 A 热导
率低 、 热容量大 、 电阻系 数大 , 因而 与钢 、 、 铜 铝等 的 焊接 相 比,A T 2的焊接熔池 积 累的热 量 多 、 寸大 、 温 停 留 尺 高
用插销 联合 保护 对 T 2的焊 接是适 宜 的 。 A
20 0 8年 第 6期 61
维普资讯
T 2焊接 一 般 采 用 惰 性 气 体 保 护 下 的 钨 极 氩 弧 A
A 含 量 ≥9 . 9 , 2含 量 ≤0 0 2 , 2含 量 ≤ r 9 9% O .0% N
凝液冷却器换热 管( 6ml . l ) 1 l 101 n 与管板均采用 q x T l T 2 技术参数见表 iT 2换热管和管板化学成分 见表 2 A, ,A 。
表 1 凝 液 冷 却 器 技术 参数
2 T 2的焊接 特点 A
氢 、0 4 0℃ 开 始 吸 收 氧 、 0 6 0℃开 始 吸 收氮 。在 焊 接 热 循环 作用 下焊 接接 头极 易 受 杂质 气 体 的影 响 而 使接 头变硬 变脆 , 因此 T 2焊 接 时 不但 焊 缝 、 4 0℃ 近缝 A > I 0 区域需 要惰 性气 体 ( r 严 格 的保 护 , 接接 头 的 背 面 A) 焊
小直径TA2钛管氩弧焊焊接
w o eddjit ob r et n e A gnS st ao inu otcn i i u drhg mprtr. h l w le n t epo c du dr ro ,Oa vi ta im cn t gwt ar n e iht ea e e o t e o d t ai h e u
C mb n d w t e dn p cf a in, ov d t e a o e p o l ms w l, c i v d g o f c n b i u l mp o e o ie i w ligs e ic t h i o i s le h b v r b e e la h e e o d ef ta d o v o sy i r v d t e w l i gq ai f mal imee tn u t b . e d n u l y o l d a t r i im u e t s ta Ke r s s l da trt a im u e Ar g sp o e t n; r tci n s il wed n u l y ywo d : mal imee tn u tb ; ; a r tc i p o e t h e d; l i g q ai i o o t
下 T 对 C有特 别 的亲和 力 ,生 成 TC,也会 促成 i i
接工艺是保证焊缝焊接质量 的关键 ,特别是在 小直
径钛管 的焊接 中显得尤为重要 。根据所 掌握的氩弧
焊钛工艺技术和实际经验 .制定 了一套特殊的工艺
接 头塑性 的下 降 。而引起 钛材 焊接 裂纹 的 因素相
关键 词 :小直径钛 管 ;A 气 ;气体保 护 ;保 护 罩 ;焊接质 量 r
中图分 类号 :T 447 G 4. 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2014年3月 安阳工学院学报
第l3卷第2期(总第68期) Journal ofAnyang Institute ofTechnology
Mar.2014
Vo1.13 No.2(Gen.No.68)
乙烯工程中TA2钛管的焊接
张起亮
(安阳技师学院,河南安阳455000)
摘要:研究目的:乙烯工程中实现TA2钛管的焊接;研究方法:对TA2钛管的性能、焊接性作了分析;技术手段:采用
拖罩保护与管内充氩保护相结合的保护方式对焊接区进行有效保护,采用TA1焊丝成功地对管材进行了TIG焊焊接加工;
结果:焊接效果良好。
关键词:TA2钛管;拖罩保护;TIG焊
中图分类号:TG444.74 文献标志码:A 文章编号:1673—2928(2014)02—0026—03
0前言
TA2钛管是乙烯工程中常用的一种材料,现有
一
规格尺寸为qb80mmX 10mm的直管与弯管,且弯
管无直线段,需进行全位置焊接。本文采用拖罩
保护与管内充氩保护相结合的保护方式对焊接区
进行有效保护,采用TA1焊丝成功地对管材进行
了焊接加工,效果良好。
1 TA2的化学成分及性能
1.1 TA2的化学成分
TA2的化学成分见表1所示。
1.2 TA2的主要物理性能
TA2的主要物理性能见表2所示。
1.3 1-A2的主要力学性能
TA2的主要力学性能见表3所示。
表1 TA2的化学成分(质量分数。%) ’
表2 TA2的主要物理性能(20℃)
表3 TA2的主要室温力学性能
1.4 TA2的焊接性能
1)焊接接头区脆化。TA2不仅在熔化状态,即
使在400℃以上的高温固态也极易被空气、水分、
油脂、氧化皮等污染,并吸收氧、氮、氢、碳等元素,
使焊接接头的塑性及冲击韧度下降,并易引起气
孔。因此,施焊时对焊接熔池、焊缝及温度超过
400℃的热影响区都要进行保护。
2)易形成冷裂纹。由于TA2中S、P、C等杂质
很少,所以很少会产生热裂纹。但是,焊接TA2时
极易受到O、H、N等杂质污染,当这些杂质含量较
高时,焊缝和热影响性能变脆,在焊接应力作用下
易产生冷裂纹。其中氢是产生冷裂纹的主要原
因。氢从高温熔池向较低温度的热影响区扩散,
当该区氢富集到一定程度将从固溶体中析出Til
使之脆化;随着TiH:析出将产生较大的体积变化
而引起较大的内应力。这些因素,促使冷裂纹的
生成,而且具有延迟性质。
3)焊接接头晶粒易粗化。TA2与其他金属比
较,具有熔点高、热容量较小、热导率小的特点。
因此焊接接头易产生过热组织,晶粒长得粗大。
所以在选择焊接参数时,既要保证不过热,又要防
止淬硬现象。
4)易产生气孑L。产生气孔的气体是氢。因为
氢在钛中的溶解度随着温度升高而下降,焊接时
沿熔合线附近加热温度高,会引起氢的析出,因此
气孔常在熔合线附近形成。
2焊接材料的选择
2.1氩气
采用纯度为99.99%(体积分数)的一级氩气,
露点在一40℃以下,杂质总含量<0.02%(体积分
收稿日期:2013—10—28
作者简介:张起亮(1973一),男,河南安阳人,安阳技师学院讲师,学士,研究方向:焊接、金属材料。
第二期 李保风,郭建林:一种基于c#的AutoCAD Z.次开发新方法研究与改进 39
二次开发的学习难度,对于提高效率具有重要
意义。
除了圆之外,笔者还对直线、圆弧、椭圆、多段
线、文字、表格、标注等进行了封装,定义的操作有
绘制、旋转、缩放、镜像、移动等,在实际工作中取
得了很好的使用效果。
参考文献:
f1]1曾鸿飞,张帆,卢择临.AutoCAD VBA&VB.NET开发基 础与实例教程【M】.北京:中国电力出版社,2008:266—374. [2]2 Mickey Williams.Visual c#.NET技术内幕fM】.北京:清华 大学出版社,20o3:25—178. 【3】美国Autodesk公司.AutoCAD 2012标准培训教程[MI.北 京:电子工业出版社,2012:1—88. 【4】杨智皓.基于.NET平白的CAD图形裁剪程序没计[J].硅 谷,2011(12):71—72. 【5】赵春燕,施建昭,于海乾.基于ObjectARX的CAD二次开 发技术实现管线数据的入库和编辑【J].现代测绘,2010,33 (5):58—60. [6】袁允伟,王勤易.基于VS.NET的CATIA二次开发的自由 曲面设计[J].机电一体化,2011,17(3):87—91. [7】范晓斌,陈桦.基于特征的三维CAD/CAPP集成系统设计
技术研究[J].组合机床与自动化加工技术,2009(12):86—
89.
[8]张明勇,杨波.基于AutoCAD二次开发的齿轮工程图自
动生成技术研究[J].机床与液压,2011,39(4):20—22.
The Study and Improvement of an AutoCAD Second Development Method Based on C#
LI Bao—feng‘,GUO Jian—lin。
(Anyang Technology University,Anyang 45500,China)
Abstract:In the first.traditional second development of AutoCAD using C#i8 briefly introduced.and then its
deficits aye analyzed.after that a more convenient and more efficient method iS presented.By encapsulating the
AutoCAD database operations,the new method heiightens the code reuse,simplifies the development procedure,
raises the working efficiency,and makes the second development of AutoCAD easier.The result demonstrates
that the new method is very useful and valuable.
Key wordS:AutoCAD;.NET;second development;C#
(上接27页)
5焊缝质量检验
5.1焊缝外观检验
焊缝外形尺寸、咬边在标准允许范围内,且无裂
纹、夹渣、气孔等超标缺陷,焊缝表面呈现银白色。
5.2着色检验
对焊缝进行100%无损探伤着色检验,焊缝无
裂纹、气孔等缺陷,探伤合格。
6结论
1)采用TA1焊丝焊接TA2钛管可满足使用
要求。
2)采用拖罩保护与管内充氩保护相结合的保
护方式,焊缝表面呈现银白色,保护效果良好。
(责任编辑:郝安林)
参考文献:
[1】雷毅.简明金属焊接手册[M】.北京:中国石化出版社,
2012:142—148.
[2]胡皖华,齐兼治.焊接拖罩的制作与应用[J].安装,2007
(3):46.
【3】邢卓,崔晓东.氯气洗涤塔的制造【J】.化工设备与管道,
2004,41(5):54—56.
[4】陈襄颐,郑宝山.大型钛钢复合板压力容器的设计[J].化工
设备与管道,2010,47(4):卜3,12.
[5】凌垄.焊接热输入对钛材焊接接头性能的影DR[J].焊接技
术,2011。40(4):29—31.
(责任编辑:赵建周)