项目六汽车车门总成及前翼子板的组装
9汽车总装工艺-07-总装工艺模块化装配
总装工艺模块化装配一、模块化概述所谓模块就是指通过将独立配件整合起来形成一个更大的 单位。
最近几年汽车制造业开始两种生产理念的“较量”:一种 是以日系企业为主的ECU(电子控制装置)集成和标准化,实 现一个涵盖范围更大的功能,ECU群的“标准件”使之成为各 车型通用的模块;另一种是德系企业为主的产品结构多项功能 与多种配件相互关联的复杂对应关系。
这两种理念形成了目前 在汽车模块化过程中的两种思路。
模块化装配是指将整车定义为由几个主要部件组成,首先 将这几个部件预先组装起来,成为几个模块,然后在线上将这 些模块装配到车身上。
采用“模块化”生产方式有利于提高汽车零部件的品种、质量和自动化水平,提高汽车的装配质量,缩短汽车的生产周 期,降低总装生产线的成本,这些都是汽车制造商梦寐以求的。
实现模块化生产后,零配件生产商将会承担以前由汽车制造商 承担的装配工作。
随着科技发展和人们个性化的要求,汽车越来越多样化,便出现了在同一个装配车间同时生产几种产品或同一平台的不 同车型。
这种个性化的要求和流水线作业方式之间的矛盾越来 越凸显出来。
怎么来解决这一对矛盾?人们首先想到的便是汽• 159•车总装,认为把不同车型(配置)的零部件放在一起,然后装 配在车身上就可以解决这一矛盾。
这种思路和做法可行,但会 造成很多问题,如零部件装配顺序、工时、装配工具、装配质 量等。
为解决以上矛盾,汽车生产企业不断创新,积极寻求最 佳的生产方式,模块化装配和柔性化生产技术就随之产生并被 广泛应用。
二、总装工艺模块化装配的内容总装车间的模块化装配工艺,主要包括仪表台模块、前端 模块、动力总成及前悬架模块、后桥总成及后悬架模块、车门 模块等几大模块。
在精简了总装车间作业内容的同时有效地提 高了生产效率。
图7-1所示为总装工艺模块化构成简图。
汽车总装工艺三、总装工艺模块化装配设计1.仪表台模块设计(1)仪表台模块主要组成部件其简图如图7-2所示。
汽车钣金维修第三版参考答案
《汽车钣金维修(第三版)习题册》参考答案项目一汽车车身钣金件认知与维修安全任务1 汽车车身钣金件的组成与维修类型一、填空题1.翼子板保险杠立柱门槛护板行李舱门2.刚度3.保险杠4.锁止机构铰链车型品牌标识5.整体式组合式二、选择题1 B 2.C 3.B 4.A 5.B 6.C三、判断题1.√2.×3.√4.√5.√6.√四、简答题1.车门一般分为旋转式车门、推拉式车门、折叠式车门和上掀式车门等。
车门及附件主要包括车门玻璃、车门内饰板、车门铰链等2.汽车车身钣金件的维修包括换件、调整、焊修、挖补等。
(1)换件。
汽车碰撞或局部严重损伤导致车身钣金件无法修复时,需换件并重新安装。
(2)调整。
车身钣金件更换或拆检后,若钣金件间的间隙或位置不当,需进行调整以达到原厂技术要求。
(3)焊修。
若车身钣金件锈蚀或脱离、钣金件间的连接脱离或强度不够均需要进行焊接修复,切割后修复时也需要焊接操作。
(4)挖补制作。
当翼眉等部位损坏需要焊补时,需先进行手工制作;当车身覆盖件表面锈蚀时,需对其进行挖补、焊接以恢复其表面形状、强度和尺寸。
3.翼子板是车身的主要覆盖件,其主要功用是遮挡车轮,使车身具备统一的造型,确保车身的造型线条完美、流畅;同时,前翼子板还能将行车时的气流向车身两侧分流,减少空气阻力。
4.门槛护板主要由内、外板件组成,对车身底板和车身侧面有加强作用,在车身侧面发生碰撞时能够对乘客进行保护。
五、实践与练习右前翼子板、右前车门、右后车门、右后翼子板、行李舱门、左后翼子板、左后车门、左前车门、左前翼子板任务2 汽车钣金维修安全与防护一、填空题1.安全完好良好有效到位2.打磨切割粉尘金属微粒3.防护手套撞击切割擦伤4.安全操作规程5.扭曲弯折打结二、选择题1.C2.A3.A4.C5.B三、判断题1.×2.√3.√4.×5.√四、简答题1. (1)提起灭火器(2)拔下保险销(3)用力压下手柄(4)对准火源根部扫射2. 防护面罩和眼镜、呼吸系统的防护用品、耳部防护用品和手部、脚部的防护用品。
汽车车身冲压件知识及图谱
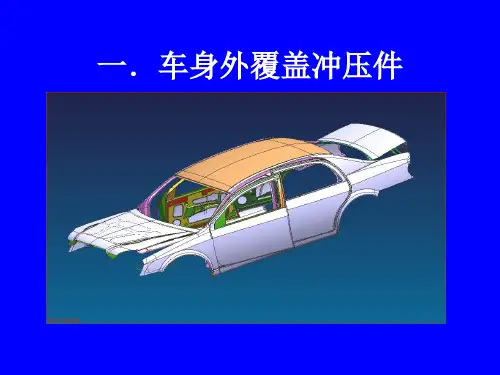
一.车身外覆盖冲压件
• 四门、两盖、翼子板左右、侧围左右、 顶盖
• (外板11个、内板6个件)对称件6个, 非对称5个。8个活装件,3个焊装件
• 油箱盖总成也是活装件,而且是具有A级 曲面的外板
整体侧围(左、右)
翼子板(左、右两件)
机盖外板
பைடு நூலகம்
机盖内板
行李箱外板
行李箱内板
加强梁
轮罩内外板
轮罩内外板
前围总成
前悬挂总成
前悬挂总成
油箱盖总成
四。覆盖件的分组——总成
白车身
发动机舱总成 发动机罩总成 侧围总成(2个) 车门总成(4个) 后围总成 后背门总成 地板总成 顶盖横梁总成
两厢车白车身焊接分级明细表
发动机舱总成
左后门总成
地板总成
左侧围总成
后背门焊接总成&发动机罩总成
七。制件的检测
• —精度检查基准书
奥迪特检测方法
制件的测量方法
• 检具的应用 • 三坐标测量 • 测量精度分析
八。覆盖件的图纸表示
• 效果图 • 车身线图 • 车身坐标系 • 总成图 • 产品图
五。制件曲面的形成
• 制件为什么千奇百怪
车身意匠面——A级曲面
• 特点——在人的感官下无缺陷 • 曲面要求——保凸性与光顺性
车身外观棱线
• 装饰性 • 特征线 • 强化制件表面
分块线与间隙
• 制件分界 • 功能性间隙——运动空间需要 • 工艺性间隙——制造工艺需要
翻边——
功能性曲面
外观性翻边 加强性翻边 操作工艺性翻边
• 搭接面 • 功能台 • 加强筋 • 过渡曲面
精度要求 高
汽车车身结构设计技术与方法
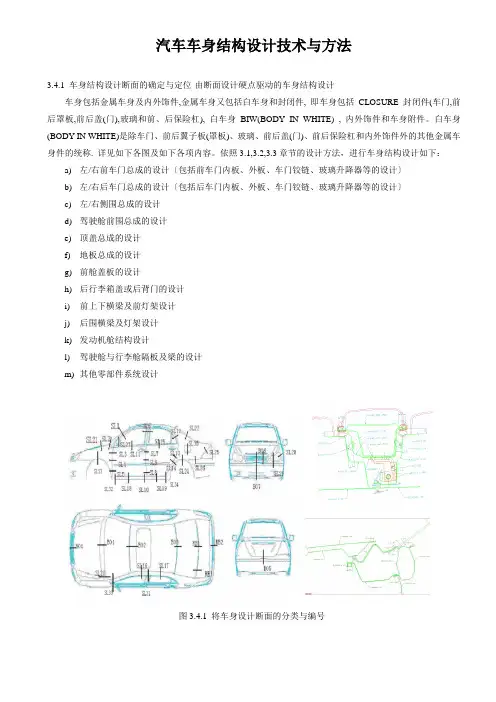
汽车车身结构设计技术与方法3.4.1 车身结构设计断面的确定与定位-由断面设计硬点驱动的车身结构设计车身包括金属车身及内外饰件,金属车身又包括白车身和封闭件, 即车身包括CLOSURE封闭件(车门,前后罩板,前后盖(门),玻璃和前、后保险杠), 白车身BIW(BODY IN WHITE) , 内外饰件和车身附件。
白车身(BODY IN WHITE)是除车门、前后翼子板(罩板)、玻璃、前后盖(门)、前后保险杠和内外饰件外的其他金属车身件的统称. 详见如下各图及如下各项内容。
依照3.1,3.2,3.3章节的设计方法,进行车身结构设计如下:a)左/右前车门总成的设计〔包括前车门内板、外板、车门铰链、玻璃升降器等的设计〕b)左/右后车门总成的设计〔包括后车门内板、外板、车门铰链、玻璃升降器等的设计〕c)左/右侧围总成的设计d)驾驶舱前围总成的设计e)顶盖总成的设计f)地板总成的设计g)前舱盖板的设计h)后行李箱盖或后背门的设计i)前上下横梁及前灯架设计j)后围横梁及灯架设计k)发动机舱结构设计l)驾驶舱与行李舱隔板及梁的设计m)其他零部件系统设计图3.4.1 将车身设计断面的分类与编号图3.4.2 基于参考车型的BENCHMARK断面的断面设计图3.4.3 选定车身密封断面的设计方案车身结构设计的步骤与过程如下所述:图3.4.5 建立benchmark车型白车身数字化原型车设计建模造型面硬点3.4.2 开闭件设计开闭件(CLOSURE)一样包括4门2盖或5门1盖(两厢有后尾门汽车)。
1、车门设计车门外板设计是依照光顺好的整体造型面和车门轮廓线的切割面片基础上加上周边翻边和门锁等特点后的车身零件. 分缝线通过两种方法获得(a)一样先将汽车内外外观面整体造型面光顺到A级曲面(CLASS A), 同时将造型边界线投影到XZ铅垂平面后光顺到A级曲线, 然后采纳该投影的边界线投影到光顺好的A级大造型面上与造型面相交获得的边界线,该交线理论上确信也是A级曲面。
学习任务五 车门的拆装与密封性调整
旋转式车门的调整
移动车门的调整锁座的方法与前述的调整铰链类似,如图2-5-6 所示。
2023/5/17
图2-5-6 调整锁座
安全与环保
安全与环保是维修企业最注重的重要环节之一.在实训室进行每一项实践操作 时,都 应严格遵守实训室规章制度,不得玩笑嬉闹。切实做好5S(整理、整顿、清洁、 清扫、素养)。
调整后的一般技术要求:车门表面与门框及周围板面平齐协调,与前后构件 的型线及边缘过渡对正规整;门柱上锁座与车门锁对齐,啮合良好;车门周边缝 隙均匀且在规定的范围 之内,一般车门与周围门框的间隙为3mm 左右,下部底缘的间隙约为5mm。 对车门不必用很大的力即可轻易地开关。
。
2023/5/17
旋转式车门的调整
2023/5/17
单元练习
2. 拆装工艺 (1)如图2-5-7所示,拆下车门内板与车门本体的连接螺栓,将这几个螺
栓取下后。可以将内板与车门体分离。在分离时还要注意内板与车门体有一条 电源线连接在一起的,这时需要另一名组员将电源线与车门内板分离。
2023/5/17
图2-5-7 拆下车门内板
单元练习
2023/5/17
旋转式车门的拆装
1、8、10、14、16-六角头螺栓;2-连接螺栓;3-冲力杆;4、11-垫圈;5卡子;6-车窗缝的密封条;7-车门附件支架;9-车门上铰链;12-波纹套; 13-连接螺栓;15-车门下铰链;17-车门外板;18-螺栓头盖
图2-5-2 拆解奥迪前车门外板及附件支架
2023/5/17
旋转式车门的拆装
②拆车门外板。断开连接线,拉出中央锁在车门锁上的连接管,并去掉卡子, 松开六角头螺栓10 和16 后,拆下车门外板。
汽车装配流程介绍
图1-17 车门分装线
(3)车轮总成分装线(如图1-18) 车轮总成分装线采用的主要设备是车轮装配机、充气机及车
轮动平衡机,各设备之间的连接一般采用机动辊道。在车轮总成 分装线上,首先将轮胎安装到轮辋上,充气到规定的压力;然后 进行动平衡检查和调整,最后送到总装配线上。
在各种分装线中,车轮总成分装线自动化程度最高,如某轿 车厂的无内胎车轮自动装配线具有自动装配、快速自动充气、车 轮动平衡、自动选择配重等自动功能。
(5)安装后门阻尼垫片、玻璃导槽、外挡水、后门窗框防 水胶条依次安装
(6)前门玻璃升降器模块安装紧固 ①防水胶塞安装注意无浮起、无起皱、无松脱 ②防撞胶粒安装注意无浮起、无松脱。 ③升降器模块安装。将模块加载至车门钣金后,用螺钉紧 固模块上的紧固点。注意:先紧固对角,再按逆时针紧固。
(7)前门外拉手、外拉手饰盖、锁芯、前喇叭安装 ①将锁芯卡入外拉手饰盖,注意卡入时不要刮伤饰盖外漆。 ②外拉手支架定位。从车门钣金孔内把外拉手支架拿出定好 位,再将左前门外拉手支架自带螺栓拧紧,注意紧固自带螺栓时 不能打偏,以免将车门钣金刮花,影响产品质量。 ③外拉手安装。先将前端卡入门板,再将后部插入门板内, 按住外拉手,将外拉手向推前。 ④紧固前门喇叭 (8)安装门玻璃升降器模块将门玻璃升降模块安装入位。 (9)安装后门外拉手、外拉手饰盖、锁芯、后喇叭。
(3)后门 c柱饰板和后门限位器安装 装配后门限位器前,取出后门限位器防水垫圈,将左后门限位 器防水垫圈人窗框内,再进行限位器的安装。C柱饰板的安装和 B 柱饰板安装注意要领一样。 (4)前门阻尼垫片、玻璃导槽、外挡水、前门窗框防水胶条的 安装 ①将阻尼挚片平铺在内钣金上,持工装将阻尼垫片刮平。注意 要点:使阻尼垫片紧贴在钣金上。 ②前门玻璃导槽的安装需要借助简易工装将胶条包入钣金。注 意要点:胶条不可卷边,包边速度适当。 ③外挡水的安装。注意确认外挡水有无压胶边。
汽车钣金维修技术第3章-车身结构及主要附件的拆装调整
形式特点
非承载式车身 车身与车架主要利用螺栓通过 弹簧、橡胶垫等减振材料挠 性连接 减振性能好,车架和车身之间 的减振材料能吸收大部分振 动和车架的扭转变形;安全 性好,在汽车碰撞时,坚固 的车架可确保车室内乘员的 安全;可以细化支柱,加大 风窗玻璃面积,改善视野; 工艺简单,车架与车身分开 制造,使整车装配有良好的 工艺性,易于改装和维修 整车质量增加,成本较高,油 耗增大;车身高度提高,使 上下车方便性受影响;生产 制造需要有大型压床和较高 的生产技术保证精度 高级轿车,货车、客车和越野 吉普车
• 通常有孔式结构、褶皱式结构、波纹管状 结构(也叫手风琴结构)等。
汽 车 上 的 吸 能 结 构
• 承载式车身按照发动机安装位置和驱动情况,可分 为:前置发动机前轮驱动(FF) 车身、前置发动机 后轮驱动(FR) 车身、中置发动机后轮驱动(MR)车 身、后置发动机后轮驱动(RR) 车身等几种。
承载式车身 各个结构件,如底板、骨架、内 外蒙皮、车顶等都是通过焊 接的方法连接起来,形成一 个整体刚性框架 利用高强度钢板,使整车质量轻, 制造成本低,油耗小;生产 工艺性好,适合现代化大生 产;结构紧凑,室内空间相 应增大;整车重心降低,在 平坦道路上行驶稳定性好; 安全性好,刚性车身结构和 吸能区的设计大提高了车室 内乘员的安全 振动与噪声容易直接传到乘客室; 车身维修时,不仅难度大, 而且须使用专门设备和特定 的检查与测量手段 中低档轿车和豪华客车
• 车门一般分为整体冲压型和焊接型两种。
没有焊点或焊 缝属于整体冲 压型车门
观察位置
车 门 类 型
有焊点或焊 缝属于焊接 型车门
• 轿车后车身即行李箱部分,车身纵梁由中间车身径 直向后延伸,到相当于后桥部位再形成拱形弯曲, 既保证了后车身的刚度,还能瞬时吸收部分冲击能 量,以其变形来实现对乘客室的有效保护。
车身焊装工艺全面介绍
电弧焊 电弧焊
追求不断创新
二、焊装车间工艺流程
侧围总成 地板总成
左右后侧面 车门总成
左右前侧面 车门总成
车身总拼
车身调整
品质检验
发动机 舱总成
顶盖
前围上部总成
后挡板门总成
发动机罩总成 及翼子板
涂装车间
追求不断创新
三、焊装车间的管理特征
面品控制
关
焊接强度
焊点直径和焊接强度都随焊接电流的增加而增大。但电流过大且压力较 小时,也会造成板间的飞溅;反之则可能将飞溅减至最小程度。 3)、通电时间
通电时间长,则热量生成多、焊点直径大、熔深也深。但通电时间过长 也未必有利,如果电流一定,则通电时间过于延长也不会使焊点增大,反 而还会出现电极压痕和热变形现象。
追求不断创新
三 焊装车间的管理特征
四 焊装车间质量特征 五 焊接工艺编制说明
追求不断创新
一、焊接基础知识
(一).焊接的定义
两种或两种以上同种或异种材料通过原子或分 子之间的结合和扩散连接成一体的工艺过程。 促使原子或分子之间产生结合和扩散的方法是加 热或加压,或同时加热又加压。
追求不断创新
一、焊接基础知识
(二).焊接的分类
控制指的是,在进行电阻点焊的过程中,应用相应的技术进行在线监 测,保证不合格焊点被及时发现。
检验指的是,对已经完成的焊点进行破坏性和非破坏性检查,达到 排除不合格焊点的目的。破坏性检查是对整个车身的焊点进行逐一检 查,比较全面,可以发现所有不合格的焊点。但是,检查后的车身只 能报废,且抽样频率较低,不利于问题的及时发现。非破坏性检查是 对车身焊点进行的日常检查,传统的方法是目视检查和凿检,一般选 取部分典型焊点,且有一定的局限性。
Q ZTB 05 007-2011 汽车翼子板设计规范
Q/ZT 众泰控股集团有限公司企业标准Q/ZTB 05.007-2011汽车翼子板设计规范众泰控股集团有限公司发布前言本标准由众泰汽车工程研究院提出。
本标准由众泰汽车工程研究院标准法规科归口管理。
本标准由众泰汽车工程研究院车身部负责起草。
本标准主要起草人:綦法富。
汽车翼子板设计规范1 范围本标准规定了汽车翼子板的设计要点及其判定标准等。
本标准适用于各类汽车翼子板设计。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是不注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 7063-1994 汽车护轮板GB 11566-2009 乘用车外部凸出物74/483/EEC 机动车辆外部凸出物2003/102/EC 对行人及其他易受伤害的道路使用者的保护ECE R26 关于车辆就其外部凸出物认证的统一规定BQB 416-2009 烘烤硬化高强度冷连轧钢板及钢带Q/ZTB 05.003-2010 A-Class Surface 曲面模型质量设计规范3 术语和定义3.1 翼子板翼子板属车身外覆盖件,因旧式车身该部件形状及位置似鸟翼而得名。
主要起到满足整车造型、遮盖车轮,保护行人的功能,同时承载前保险杠装置、防溅垫、挡泥板、转向灯等的安装。
3.2 A-Class Surface造型外表面数字模型的一种,满足特定的技术质量要求,用于表示最终冻结的造型外表面。
3.3 主断面主断面是反映整车性能、结构、配合、法规等方面要求的截面。
主要规定了白车身主要部位的结构形式、搭接关系、间隙设定、主要控制尺寸及公差、装配、人机工程、法规等各方面信息,是车身设计工程可行性分析的重要手段和车身结构设计的重要依据。
3.4 NVHNVH是指车辆工作条件下乘客感受到的噪声(noise)、振动(vibration)以及声振粗糙度(harshness),是衡量车身质量的一个综合性指标。
项目八汽车车门附件的拆装PPT课件
一、车门内饰板的结构
二、车门内饰板与车门的连接方式
2019/12/14
4
一
、 1.前车门内饰板的结构 车
门 内 饰
前车门内饰板的结构 如图8-1所示。
板
的
结
构
2019/12/14
图8-1 前车门内饰板的结构
5
一
、 2.后车门内饰板的结构 车
门 内 饰
后车门内饰板的结构 如图8-2所示。
板
的
结
构
2019/12/14
理由是:___________________________________
2019/12/14
57
评价反馈
完成本任务的学习后,参阅有关资料回答下面的问题。 1、拆卸前车门内饰板应注意什么问题?
2、拆卸后车门内饰板应注意什么问题? 3、简述前车门内饰板的结构。
4、简述后车门内饰板的结构。
5、简述前车门内饰板的拆卸顺序。
6、简述前车门内饰板的拆卸顺序。
2019/12/14
58
学习资讯
要对汽车车门玻璃升降器进行拆装,首先要认识车门玻璃升降 器的结构。 前、后车门玻璃升降器的结构分别如图8 - 49、图8- 50所示。
11
一 、车门内饰板的拆除
1.前车门内饰板的拆卸 (3)用小型一字螺丝刀拆卸
前车门内拉手饰盖,如图8-6 所示。
注意:不要损坏前车门内饰 板。
2019/12/14
图8-6 拆卸前车门内拉手饰盖
12
一 、车门内饰板的拆除
1.前车门内饰板的拆卸 (4)用十字螺丝刀拆卸前车门 玻璃升降器螺钉,如图8-7所 示。
图8-20 拆卸后车门玻璃升降器面板