JWF1209型梳棉机生产粘胶18.2 Tex纱实践
清梳联工序的任务及工艺流程
清梳联工序的任务及工艺流程一、清梳联工序的任务:为了运输方便,从轧花厂或化纤厂出来的原棉或化学纤维都是压紧成包进入纺纱厂的,原棉或化学纤维因为长时间的压紧结成坚实的硬块。
要纺制出优良的纱线,满足后道工序的需要,清梳联作为第一道工序,要完成开松、混合、除杂、梳理和成条等任务。
1.开松,将棉包中压紧的大棉块或化学纤维块,松解成较小的纤维束,以利于原料的充分混合与除杂;2.混合,按配棉成分,把几种不同产地、不同性能的原棉或化学纤维混合均匀;3.除杂,通过机械和气流作用,清除棉或化学纤维中的大部分杂质、尘屑、籽壳和疵点;4.成条,制成符合一定规格、达到质量要求的生条,有规律的圈放在棉条筒中。
二、清梳联工艺流程,由于纺纱品种多种多样,所用原料各不相同,再加上新型纺纱技术不断涌现,这就要求清梳联工艺流程配置也要多种多样,能满足各种不同的工艺要求,现就几种常用的比较典型的清梳联配置做简单分析,1.用细绒棉纺中特纱(31tex-22tex)和细特纱(11-21tex棉纱)时的典型工艺流程配置用细绒棉纺中特纱或细特纱时,所用配棉较好,含杂率较低,在选择设备时应注意在满足除杂要求和开松度的情况下,尽量减少对纤维的损伤,在流程中推荐用FA103A型双轴流开棉机和FA109A系列三辊筒清棉机配套使用,流程配置有以下两种1)一机一仓一线流程JWF1012(-230)(TF27+TF2412)→ AMP3000 →FA126 → FA113B+FA051A →→FA028C-120(160)[ZF9104-425(5.5)]→JWF1124-120(160)(TF34) →FA151→119A→TF2202→(JWF1204A+TF2513)×(6-14)注:梳棉机实际产量长期﹥400kg/h时,多仓及清棉机用幅宽160;当梳棉机配台数多于8台时,建议采用TF2202型配棉三通将梳棉机分成两路。
2)一机两仓两线FA051A JWF1012(230)(TF27+TF2406)→ AMP3000 →FA126→ FA113B →FA028C-120[ZF9104-425(5.5)]+JWF1124-120(TF34)→FA151→119A→(JWF1204A+TF2513)×(6-12)TF2212 →FA028C-120[ZF9104-425(5.5)]+JWF1124-120(TF34)→FA151→119A→(JWF1204A+TF2513)×(6-12)2.用低级细绒棉配回用棉、精梳落棉、清梳落棉等纺粗特纱(32tex及以上的棉纱)、中特纱时的典型流程配置用低级细绒棉配回用棉、精梳落棉、清梳落棉等纺粗特纱、中特纱时,除精梳落棉外,其它配棉中的杂质含量均较高。
前纺降低棉结的工艺措施
前纺降低棉结的工艺措施纱线棉结的数量直接影响纱线的外观质量、条干CV值以及布面风格,因此在纺纱生产过程中必须严格控制棉结的产生,控制棉结要从原棉采购做起,达到规定的指标要求方可入库。
由于纺纱工序多,各工序承担着不同的工作任务,清除棉结主要集中在前纺设备中完成,要保证前纺各工序设备的完好状态,合理设定各单机的工艺参数,如工艺速度、牵伸隔距等。
一、影响棉结的主要因素1.1 原棉采摘及加工对棉结的影响棉花一般有机器自动采摘和人工采摘两种采摘方式。
机器采摘的原棉含杂相对较高,也会增加一定数量的棉结,所以优质棉、长绒棉大多采用人工采摘,以降低原棉的含杂率,减轻轧棉设备的除杂压力,减少原棉棉结数量。
棉花在轧花过程中,有些棉籽被打碎变成杂质附入到原棉中。
棉花轧花加工的方法不同,产生的棉结也不同,在加工同一批号的棉花时,皮辊棉加工出来的原棉棉结一般在140粒/g左右,而锯齿棉加工的棉结一般在230粒/g左右,锯齿刀片在分解棉籽时,在对棉纤维进行搓擦剥离时易产生棉结,同时增加索丝和短绒,在纺纱设备加工时容易形成纱线棉结。
1.2 原棉成熟情况对棉结含量的影响(1)成熟度不良的原棉,纤维的弹力、强力都较差,在握持打击、梳理时容易折断而产生新棉结。
(2)原棉的成熟度和细度一般由马克隆值表示,原棉成熟度越好、马克隆值越高,在纺纱工艺中棉结产生越少,而成熟度低的纤维,刚性差、单根强力低,在打击力度相同的条件下,容易产生棉结和短纤维。
如在清花打手速度为820转/分时,由于马克隆值不同产生的棉结及短绒也不同,但降低打手速度情况会有改善。
(3)在选用原棉及优化清梳联工艺参数时,除了要考虑纤维的长度、细度、含杂、短绒等指标外,还要注意合理控制马克隆值和纤维成熟度,选用范围一般控制在3.8~4.2之间,以确保减少棉结,稳定成纱质量。
1.3 前纺各工序对棉结的影响清花是纺纱工艺流程中产生棉结较多的工序,清花工艺配置不合理(如打手速度设计不当),开松除杂效果不良,都会造成棉结增多,因此在设定清花工艺参数时,应重点考虑降低短绒率和棉结的相关措施。
JWF1206

方便 地增 减 固定盖 板 的根数 。铝 合金 通 风吸 口通 用罩 板可 以互换 , 以增 强纺 纱 的适应性 。 ( 4 ) 为 了生 产 出质量 好 的生条 , 锡 林 中心 高增 加 , 扩大 锡林 梳理 区 。同 时采用 刚性好 , 渐增 密 度 , 配 置 良好 的针 尖平 整 度 好 的用 特 殊 铝合 金 制 造 的 双联 固定 盖板 , 能 够保 证 纤 维更 充分 细致 的梳理 。特殊 设 计 的铝合 金 吸 V I , 能有 效地 去 除尘 杂 , 籽 等 杂质 。锡林 与 盖 板反 转 , 盖板 用 同步齿 形带 传动 , 便 利盖 板拆 卸; 锡 林 底 部设 吸 口, 有 利 于 去 除棉 结 、 短绒
集棉 器 , 有 利于 棉 网剥取 成条 。 ( 6 ) 该 机 还 采 用 铝 合 金 棉 网清 洁 器 及 同
使用 T F 2 5 6 1 型落棉收集 器对每 台梳棉 机进行单独抽吸 , 通过调整抽吸风机 电机 的 变频器工作频率 , 将吸落棉总管处 的相对压 力调整为 一 8 5 0 帕, 使其处于正常开车时在相
开 松过 的散 纤 维进 行 梳 理 、 除杂 、 混合 、 排 除
大部分棉结 、 杂质和短绒后集束成较均匀 的 棉条 , 有规律地圈放在棉条筒内, 供并条机使
用 。该 机 可用 于普 梳环 锭纺 、 精 梳环 锭 纺 , 也
辊 区可配单刺辊或三刺辊 , 单、 三刺辊模块化
设计 , 可依 据不 同纺纱 品种互 换 , 三刺 辊直 径 不同 , - N辊 根 据 针密 度 不 同 , 按 次 序排 列 。 刺辊 周 围配 有 除尘 刀 、 预 分梳 板 和 连续 吸 口, 能较 好 地 去除 尘杂 、 籽等 杂 质, 减轻 锡 林 区 的 梳理负 担 。预分梳板 骨架采用 铝合金结 构。 ( 3 ) 根 据纺纱 纤 维原 料 和品种 的不 同 , 可 选用 单 刺 辊 或 三刺 辊 , 锡林 区可 采 用 多组 双 联铝 合 金 固定 盖板 , 还 可 以根 据 所 纺 品种 很
涡流纺精梳纯棉11.7tex纱的生产实践

区、 双胶圈牵伸形式 , 利用了弹簧摇架实施加压 ,
并 配 有 数字 式 带 异 性纤 维 检 测 功 能 的 电子 清纱 器 以及 自动 接头 和 自动 落简 装置 、 视 化 中文智 可 能 主 控 电脑 系统 。另外 还 配 有 单 锭 变 频 驱 动控
向流的作用 , 在收束到螺旋状 的喷管 内的同时被
2 0 年5 份一 期 引进4 日本 村 田MV 8 1 07 月 台 s 6 涡流 纺 纱 机 , 充 分发 挥 先 进设 备 的优 良性 能 , 为 以新
的上游传送。当纤维束开始受旋转气流 的影响 时 , 开 了前 罗 拉 的钳 口点 的纤 维 , 始 反 转 。 离 开
这个 反 转 纤 维群 , 有孔 的 中空 锭子 接入 , 已 经 在 经 有 芯 的纤 维 的 四周 朝 一定 方 向 ( 转 气 流 方 旋 向) 缠绕 后 就 可形 成 涡 流纱 。 中有 孔 的 中空 锭 其 子决 定 了纱 支 的粗 细 。工 艺 流 程 见 图 1涡 流 纺 ,
定, 该机 纺 常规 品种 1tx 82e纱 为 最佳 。但 4e ~1. x t 我们 为 了能充 分 发挥 涡 流纺 机械 的效 益 , 终还 最
绽 子
涡 流 纱
牵 引
是决定使 用涡流纺 的方式 生产精梳纯棉 1.e 1t 7x
纱 。为 此 , 艺安 排 如下 : 工
图 1涡流 纺纱 工艺 简 图 图2涡 流 纺纱 示意 图
【 中图分 类 号] 1474 TsO. 随着新 型 纺纱技 术 的不 断发 展 , 日本 村 田涡 流纺 纱机 日渐成 熟 , 欧美 及 日韩 市场 对 涡流 纺产 品逐 渐认 同 。我 公 司面对 目前严 峻 的市 场竞 争 ,
100%国产化全流程自动化纺纱车间构建与生产实践
Focus特别关注作者简介:卫 江,男,1963年生,高级工程师,主要从事纺织企业管理和纺织智能制造领域的研究工作。
作者单位:卫 江、田 青、付孝军,武汉裕大华纺织有限公司;夏治刚,武汉纺织大学。
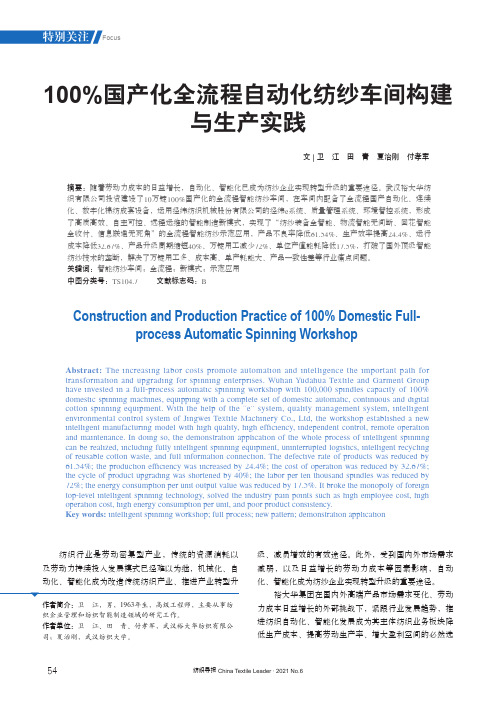
文 | 卫 江 田 青 夏治刚 付孝军Abstract: The increasing labor costs promote automation and intelligence the important path for transformation and upgrading for spinning enterprises. Wuhan Yudahua Textile and Garment Group have invested in a full-process automatic spinning workshop with 100,000 spindles capacity of 100% domestic spinning machines, equipping with a complete set of domestic automatic, continuous and digital cotton spinning equipment. With the help of the “e” system, quality management system, intelligent environmental control system of Jingwei Textile Machinery Co., Ltd, the workshop established a new intelligent manufacturing model with high quality, high efficiency, independent control, remote operation and maintenance. In doing so, the demonstration application of the whole process of intelligent spinning can be realized, including fully intelligent spinning equipment, uninterrupted logistics, intelligent recycling of reusable cotton waste, and full information connection. The defective rate of products was reduced by 61.54%; the production efficiency was increased by 24.4%; the cost of operation was reduced by 32.67%; the cycle of product upgrading was shortened by 40%; the labor per ten thousand spindles was reduced by 72%; the energy consumption per unit output value was reduced by 17.5%. It broke the monopoly of foreign top-level intelligent spinning technology, solved the industry pain points such as high employee cost, high operation cost, high energy consumption per unit, and poor product consistency.Key words: intelligent spinning workshop; full process; new pattern; demonstration application100%国产化全流程自动化纺纱车间构建与生产实践纺织行业是劳动密集型产业,传统的资源消耗以及劳动力持续投入发展模式已经难以为继,机械化、自动化、智能化成为改造传统纺织产业、推进产业转型升Construction and Production Practice of 100% Domestic Full-process Automatic Spinning Workshop摘要:随着劳动力成本的日益增长,自动化、智能化已成为纺纱企业实现转型升级的重要途径。
青岛宏大JWF1213型梳棉机试车成功

青岛宏大JWF1213型梳棉机试车成功
武筱婷
【期刊名称】《纺织机械》
【年(卷),期】2015(0)8
【摘要】近日,青岛宏大研发的新型梳棉机——JWF1213单元组一次性试车成功,这标志着作为青岛宏大拳头产品的梳棉机机组又添新的成员,也昭示着青岛宏大梳棉技术研发再上新的台阶。
【总页数】1页(P16-16)
【关键词】试车成功;梳棉机;青岛;宏;梳棉技术;一次性;研发
【作者】武筱婷
【作者单位】
【正文语种】中文
【中图分类】TS112.22
【相关文献】
1.青岛宏大JWF1213型梳棉机单元组通过鉴定 [J], 刘霞
2.青岛宏大产品家族再添新成员新型梳棉机和络筒机竞相亮相 [J],
3.浅析情感化造型语言在JWF1213型梳棉机外观造型设计中的应用 [J], 彭霞霞;
马彧
4.JWF1213型梳棉机的技术特点及生产实践 [J], 任光业; 倪敬达; 李界宏; 徐丰军
5.青岛宏大两种新型梳棉机通过鉴定 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
清梳联纺纯棉纱的应用实践

清梳联纺纯棉纱的应用实践汤水利1,刘灵敏1,邹永泽1,宋荷琴2(1.经纬纺机清梳机械事业部郑州开发部;2.无锡经纬纺织科技试验有限公司)摘要介绍了郑州纺机清梳联在纺纯棉精梳纱时的最新流程配置、各单元机和清梳联系统的主要工艺优化配置、使用情况等,并提出了用好清梳联的建议。
关键词清梳联:联程配置:新技术;新工艺;性能特点;工艺优化清梳联工艺及设备以其合理性和先进性在国内外得到了长足的发展,已被大部分纺织厂家所接受。
郑州纺机作为清梳联成套设备制造商,从20世纪60年代开始进行清梳联技术的研究与实践,后又与德国特吕茨公司进行合作生产成套清梳联设备,在引进技术的基础上结合中国的具体情况,并融合了世界其它4厂家的先进技术,形成了具有中国特色的清梳联技术。
十几年来,郑州纺机生产的清梳联设备运转稳定可靠、故障率低、操作调整使用方便,受到用户的一致好评。
郑州清梳联适纺性强,可纺制多种品种的纱,如CJ/T60/40 13.Otex、CJ/T55/45 1 3.Otex、CJ/T50/50 13.0tex,CJ 18.2tex、CJ l 4.5tex等,生条及成纱的各项指标一直处于USTER200 1统计公报5%水平。
为使用户更好的使用郑州清梳联设备,下面以CJ 14.5tex纱为例分析清梳联工艺与生条质量的关系。
1清梳联流程配置郑州纺机主推的纺纯棉清梳短流程,根据工艺需要符合国际潮流,配置“一抓、一开、一混、一清、多梳”的清梳联短流程,如国内某棉纺厂的流程如下。
FA006C-230型往复抓棉机(附TF27型桥式吸铁)→AMP3000型金属、火星、重杂物三合一探除器→TF45型重物分离器→FA051A型凝棉器(附TF2407型凝棉器支架)+FAl 03A型双轴流开棉机→FA028B- 160型多仓混棉机(附TV425C型输棉风机)+FA 109A-160型三辊筒清棉机(附TF34A型吸铁装置) →JWF 1051A型异纤微尘分离机→(JWF1204型梳棉机+TF25 11型圈条器)×2+(FA177B型喂棉箱+FA221D型梳棉机+TF2511型圈条器)×6(JWF1204型梳棉机为试验机型,在此不做工艺分析)。
石墨烯纤维的纺纱工艺实践

26石墨烯纤维的纺纱工艺实践姜亚飞(江苏悦达纺织集团有限公司,江苏 盐城 224055)摘要:探讨石墨烯涤纶紧密赛络纺纱的纺纱工艺。
系统分析了石墨烯涤纶与粘胶纤维在纺纱过程中的一些主要工艺参数。
纺制石墨烯涤纶紧密赛络纺纱时,石墨烯涤纶在清花工序的生产工艺主要以“多松轻打,少落少损”为原则,并条工序以两种纤维顺利混合,大隔距,重加压、顺利牵伸为原则,细纱优选钢丝圈与钢领的配合来降低棉结和毛羽。
实践证明:所纺制的紧密赛络纺纱条干好、毛羽少、强力高。
关键词:石墨烯涤纶;粘胶纤维;紧密赛络纺纱;工艺参数中图分类号:TS104.5文献标识码:A doi:10.3969/j.issn.1673-0968.2020.08.007近年来,石墨烯在纺织领域的应用日益广泛,石墨烯制备高性能纺织纤维及进行纺织品功能整理也逐渐成为行业研究热点。
但由于石墨烯成本较高,目前炒作的概率较多,而产业化应用较少,制约了石墨烯在纺织领域的应用进程。
随着科学技术的进步,石墨烯成本大幅下降且在导电、防辐射、防紫外线、抗菌、特殊防护和智能应用方面的特点,石墨烯纤维将在面料、服装、家纺、针织等纺织品领域应用前景广阔。
1 原料选择石墨烯纤维作为一种新型纤维,具有抗菌、抗螨虫、抗热、抗切割、抗静电,抗紫外线、远红外发热和传导清凉等特殊功能,所生产的面料具有优异的抗菌抑菌、防螨、低温远红外、促进微循环、防紫外等功能,并且没有细胞毒性。
石墨烯纤维在纱线中的比例含量对发挥面料的功能特性至关重要,经过试验验证,只有当石墨烯纤维比例超过50%其面料功能才能得到有效发挥;但考虑成本因素,主要研究临界情况下石墨烯涤纶与粘胶纤维按50/50混比进行混纺,纺制成40S 的紧密赛络纺针织纱,使用的石墨烯纤维性能指标如表1所示。
表1 石墨烯纤维性能指标项目石墨烯涤纶纤维粘胶纤维线密度/dtex 1.16 1.28线密度偏差率(%)-3.3-0.9长度/mm37.2537.66长度偏差率(%)-2-1.4回潮率/% 0.4410.64干强断裂强力/CN 6.5 1.69干强断裂强度/CN.dtex-1 4.89 1.47干强断裂伸长率/%14.3610.252 纺纱工艺流程石墨烯涤纶纤维纺纱工艺流程:A002D型抓棉机→A035B型混开棉机→FA106型豪猪开棉机→FA046振动箱给棉机→FA141A型单打手成卷机→A186F梳棉机;粘胶纤维纺纱工艺流程:A002D型抓棉机→A035B型混开棉机→FA106型豪猪开棉机→FA046振动箱给棉机→FA141A型单打手成卷机→A186F梳棉机;石墨烯/粘胶纺纱工艺流程:JWF1310并条机(石墨烯生条+粘胶生条三道)→JWF1415粗纱机→DTM129细纱机→NO.21C自动络筒机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JWF1209型梳棉机生产粘胶18.2 Tex纱实践
李界宏;朱海东;李金花
【摘要】文章介绍了粘胶主要物理性质,探讨了JWF1209型梳棉机生产粘胶18.2 tex纱的工艺配置,并进行纺纱试验,对锡林与刺辊速度、生条定量与出条速度进行工艺优选.
【期刊名称】《山东纺织科技》
【年(卷),期】2013(054)004
【总页数】3页(P30-32)
【关键词】梳棉机;粘胶;工艺;纺纱质量
【作者】李界宏;朱海东;李金花
【作者单位】青岛宏大纺织机械有限责任公司,山东青岛266101;青岛宏大纺织机械有限责任公司,山东青岛266101;青岛宏大纺织机械有限责任公司,山东青岛266101
【正文语种】中文
【中图分类】TS102.51+1.1
JWF1209型梳棉机是一款宽幅高产梳棉机,工作幅宽1500mm,锡林直径1288mm。
纺1吨C18tex纱时,与JWF1203型和JWF1207型梳棉机相比,可以节电约27%[1],在成本趋高时代,JWF1209型梳棉机是加工棉纤维和化学纤维的理想设备。
粘胶纱已被大量使用,市场需求量大。
用粘胶纱织造的织物具有光滑、柔软、透气、抗静电、不沾身、穿着舒适等优点。
苏州某纱业有限公司一直生产粘胶纱,经过多年摸索,积累了一套成熟的粘胶纱生产经验。
自使用JWF1209型梳棉机以来,通过试验进行工艺优化,目前产量与质量均达到较理想的水平。
1 原料性能
粘胶是高吸湿纤维,在温度20℃、相对湿度为65%时,其回潮率约为13%,相
对湿度为95%时回潮率约为30%;普通粘胶纤维的断裂强度在1.6~2.7cN/
dtex之间时,断裂强度低,断裂伸长16%~22%,湿强为干强的40%~50%,
模量比棉纤维低、弹性恢复性能差[2]。
粘胶纤维进入吸湿平衡时间在3~4h之间,进入放湿平衡时间在4~5h之间[3]。
2 原料选配
通过生产发现,粘胶纤维批与批之间的纺纱性能差异很大,为保证原料及纺纱质量的稳定,该厂选用多厂家、多唛头生产的粘胶。
选用原料见表1。
表1 选用粘胶纤维序号规格生产厂家1 1.67dtex×38mm 苏州翔盛2
1.50dtex×38mm 江阴化纤3 1.33dtex×38mm 博拉经纬4 1.33dtex×38mm 唐山三友5 1.33dtex×38mm 宜宾丝丽雅
3 纺纱工艺流程
JWF1009往复抓包机→JWF1029多仓混棉机→B0-U开包机→T0-T1开包机
→JWF1175喂棉箱→JWF1209梳棉机→JWF9503预牵伸圈条器→JWF1310并
条机→JWF1312并条机→JWF1425粗纱机→JWF1510细纱机→No.21C自动络
筒机。
4 JWF1209型梳棉机工艺配置
纤维性能与梳棉机工艺密切相关。
化纤基本不含杂质,仅含极少量粗硬丝和饼块,须采用不落棉的工艺,以达到节约原料的目的;粘胶纤维间抱合力差,弹性差,密
度较棉重,生条定量应适当偏大;高产必然要求高速,锡林刺辊速度适当提高,锡林与刺辊速比适当增大,活动盖板速度稍高;粘胶纤维长度长,断裂强度低,特别是湿强更低,为尽量避免纤维损伤,锡林与固定盖板、活动盖板间隔距应适当增大。
刺辊与锡林、锡林与道夫隔距适当减小,以利于纤维的转移。
JWF1209型梳棉机工艺配置见表2。
表2 JWF1209型梳棉机工艺配置273生条定量(ktex)5.2单台产量(kg/h)85刺辊转速(rpm)990锡林转速(rpm)480盖板速度(mm/min)185给
棉板握持距(mm)23给棉板与给棉罗拉隔距(mm)0.13给棉罗拉与刺辊隔距(mm)0.89刺辊与锡林隔距(mm)0.18锡林与后固定盖板隔距(mm)0.61 0.55 0.51 0.51 0.45锡林与活动盖板隔距(mm)0.30 0.28 0.28 0.28 0.28 0.30
锡林与前固定盖板隔距(mm)0.41 0.35 0.35 0.30锡林与道夫隔距(mm)0.13道夫与剥棉罗拉隔距(mm)0.18大压辊之间隔距(mm)设定项目设定参数出
条速度(m/min)0.20
5 JWF1209型梳棉机工艺优选
5.1 锡林与刺辊速度的优选
刺辊低速可减少纤维的损伤与棉结的产生,而锡林高速可去除更多的棉结,同时锡林与刺辊间的速比影响到纤维由刺辊向锡林的转移。
本试验刺辊转速由665rpm
提高到990rpm,锡林转速由330rpm提高到480rpm,保持锡林与刺辊间速比
不变,进行纺纱试验。
试验数据见表3。
由表3可得:+50%粗节由35个/km变为23个/km,+200%棉结由62个
/km变为39个/km,其他指标数据相当。
当刺辊锡林速度提高,但锡刺比基本保持不变时,纺纱粗节与棉结均有一定程度的优化。
5.2 生条定量与出条速度的优选
梳棉机生条定量与出条速度对纺纱质量有较大的影响。
本试验于2012年7月15
日在相同产量的前提下将一线9台JWF1209梳棉机的出条速度由237m/min调整为273m/min,生条定量由6ktex调整为5.2ktex,其他工艺设置不变。
5.2.1 生条手捡棉结
2012年7月份9台JWF1209手检棉结平均数量变化见图1。
2012年7月15日前测得数据为调整前手检棉结数量。
表3 不同锡林与刺辊速度对纱线质量的影响锡林转速(rpm)刺辊转速(rpm)
单纱断裂强度(cN/tex)单纱强力CV值(%)条干CV(%)-50%细节(个
/km)+50%粗节(个/km)+200%棉结(个/km)330 665 14.8 11.1 12.2 1 35 62 480 990 14.3 10.7 12.4 1 23 39
图1 2012年7月份9台JWF1209手检棉结平均数量变化
由图1可明显地看到:以2012年7月15日为界,2012年7月15日调整前生
条手检棉结平均数量绝大多数大于2粒/g,2012年7月15日调整后生条手检
棉结平均数量绝大多数小于2粒/g,且保持稳定。
5.2.2 纺纱棉结
2012年7月份纺纱数据见图2。
由图2可明显地看到:2012年以7月15日为界,2012年7月15日调整前纺纱+200%棉结数在60~90个/km,且棉结数量波动较大;2012年7月15日调
整后纺纱+200%棉结数在30~60个/km,且保持稳定。
图2 2012年7月份使用JWF1209生条纺纱+200%棉结平均数量变化
6 结束语
结合生产实践,有以下几点应引起注意:
(1)粘胶纤维强度低、伸长大、回潮率大、不膨松,梳棉工序应以少排、多梳、快转移为原则,针对粘胶的特性确定相应的工艺参数,但也要适度。
(2)不同化纤厂或同一化纤厂生产的不同批次的粘胶纤维,性能差异可能会很大,
生产中最好采用多厂家、多唛头生产。
(3)合理使用回花和再用棉,控制原料短绒含量。
原料中的短绒控制是减少成纱细节的第一道关口。
作为一种化学纤维,粘胶纤维含杂情况与棉不同,一般只含极少量的粗硬丝、胶块及超长纤维,长度整齐度好,短绒含量极少,因此,选配时可不必考虑短绒含量的多少,只要做好可纺性能的选配即可。
但为了兼顾生产成本,不可避免要使用回花、再用棉,而回花、再用棉的质量情况各不相同,必须根据不同再用棉的情况,选用适当的比例。
一般来说,回用棉的短绒较少,可适当本支回用,而吸风棉、斩刀花等不但结杂多,而且含有大量短绒,必须经过处理方可少量回用,比例一般不能超过2%。
(4)严格控制原料回潮率在9%~12%,特别是在梅雨季节。
回潮率过高,纤维易结块生成棉结,粘缠罗拉和皮辊,生产困难。
回潮率过低,静电现象严重,制品松烂,条干差,成纱毛羽多,易产生纱疵。
【相关文献】
[1]赵云波,杨丽丽.配置宽幅梳棉机的清梳联节能效果分析[J].棉纺织技术,2012,40(7):39—41.
[2]姚穆,周锦芳,黄淑珍,等.纺织材料学(2版)[M].北京:中国纺织出版社,1990. [3]朱进忠,苏玉恒,毛慧贤,等.几种纤维素纤维吸湿性能的测试分析[J].天津工业大学学报,2010,29(4):29—32.。