插口组装线的产能分析和平衡改善
生产线平衡的改善-线的改善
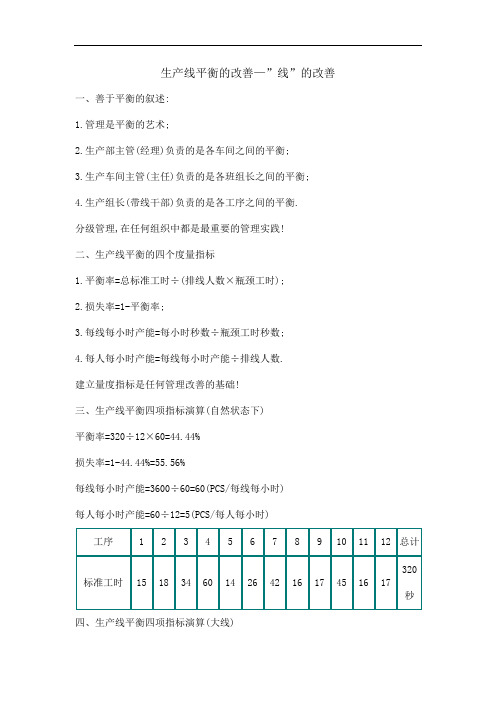
生产线平衡的改善—”线”的改善一、善于平衡的叙述:1.管理是平衡的艺术;2.生产部主管(经理)负责的是各车间之间的平衡;3.生产车间主管(主任)负责的是各班组长之间的平衡;4.生产组长(带线干部)负责的是各工序之间的平衡.分级管理,在任何组织中都是最重要的管理实践!二、生产线平衡的四个度量指标1.平衡率=总标准工时÷(排线人数×瓶颈工时);2.损失率=1-平衡率;3.每线每小时产能=每小时秒数÷瓶颈工时秒数;4.每人每小时产能=每线每小时产能÷排线人数.建立量度指标是任何管理改善的基础!三、生产线平衡四项指标演算(自然状态下)平衡率=320÷12×60=44.44%损失率=1-44.44%=55.56%每线每小时产能=3600÷60=60(PCS/每线每小时)每人每小时产能=60÷12=5(PCS/每人每小时)四、生产线平衡四项指标演算(大线)平衡率=320÷21×18=84.65%损失率=1-84.65%=15.35%每线每小时产能=3600÷18=200(PCS/每线每小时) 每人每小时产能=200÷21=9.5(PCS/每人每小时)五、生产线平衡四项指标演算(小线)平衡率=320÷5×74=86.48%损失率=1-86.48%=13.52%每线每小时产能=3600÷74=48.65(PCS/每线每小时) 每人每小时产能=48.65÷5=9.73(PCS/每人每小时)六、产品订单与产线契合程度论证分析(1)1.订单数量及瓶颈工时分布工时:订单数量级分析,找出最具有代表意义的瓶颈工时是多少?2.设定合理的假设条件做为计算基础:4H换线一次?还是8H换线一次?瓶颈工时以多少作为计算依据?3.模拟分析与计算长/中/短线的最适当订单量:长.中.短线的产能区间划分?4.根据订单分布情况,计算所需的三种生产线数量:长线多少条?中线多少条?短线多少条?5.选择代表款产品进行长/中/短线预排:只有经过实际预排才能论证长.中.短的可行性?6.论证假设条件与模拟分析的正确性:假设的论证条件与模拟分析的结果吻合吗?7.生产线状态与订单形态配备论证结论:方案可行性验状分析.。
装配车间生产线平衡毕业论文
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载装配车间生产线平衡毕业论文地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容摘要生产线平衡(Streamline Balancing)就是对生产线的全部工序进行平均化,调整作业负荷,以使作业时间尽可能相近的技术手段与方法,是生产流程设计及作业标准化中最重要的方法体系。
在大批量生产制造系统中,装配线平衡问题关系到整个生产制造系统的效率。
如何在现有条件下最大限度地提高生产效率,如何均衡各工作站的生产负荷直接影响到工作效率。
论文系统介绍了生产线平衡性对企业流水线的重要作用,以及提高流水线负荷率和效率这一生产线平衡的方法;通过收集大量的相关数据和文件资料,利用工作研究和平衡生产线的相关技术和方法,对DANZE装配线进行分析和改善,并根据生产节拍对该装配线进行生产线平衡设计。
主要解决工序流程不合理问题以及通过合理划分工作地来提高关键工序的生产能力,以达到消除工序不平衡,消除工时浪费,努力实现“一个流”生产,提高生产效率的目标,令企业在现有条件下使装配线平衡程度达到了最佳,为降低生产成本,提高生产效率奠定了基础。
关键词:生产线平衡,工作研究,生产线负荷率,节拍ABSTRACTThe balance of the production line is to make all work carry on equally. It is the technical means and method that make the time of each work possibly close by adjusting the work burden, and it is also the mostimportant method to standardize production process and work. In mass production system, assembly line balance impact the efficiency of the whole manufacturing system. It directly impacts work efficiency that how to balance the work load of each station.This paper introduced the production line balance systematically to the important function of thebusiness enterprise flowing water line and theprinciple, and introduced an exaltation and efficiency this production line balance of method; By collecting a great deal of related data and document data, then used the technologies of work study and the balance of the production to improve the assembly line, according tothe produce rhythm of the flowing water line of the business enterprise carry on a design of the production line balance. Mainly resolve reasonless problems in the work process and pass the reasonable demarcation work ground to raise the production ability of the key workto attain cancellation work preface unbalance, remove man-hour waste, carry out "1 flow" production hard,raise production the target of efficiency, and make the line balance to the best level under the currentsituation of the enterprise, to reduce the production cost, raised the production efficiency to lay the foundation.Keywords: streamline balancing, work study, the burden rate of the flowing water line, balance efficiency目录TOC \o "1-3" \h \z \u HYPERLINK \l"_Toc233190327" 1绪论 PAGEREF _Toc233190327 \h 1 HYPERLINK \l "_Toc233190328" 1.1问题的提出PAGEREF _Toc233190328 \h 1HYPERLINK \l "_Toc233190329" 1.2国内外研究现状PAGEREF _Toc233190329 \h 3HYPERLINK \l "_Toc233190330" 1.3研究意义PAGEREF _Toc233190330 \h 5HYPERLINK \l "_Toc233190331" 1.4论文的主要思路和框架 PAGEREF _Toc233190331 \h 7HYPERLINK \l "_Toc233190332" 2基本理论PAGEREF _Toc233190332 \h 8HYPERLINK \l "_Toc233190333" 2.1工作研究的技术和方法 PAGEREF _Toc233190333 \h 8HYPERLINK \l "_Toc233190334" 2.2流水线生产理论概述 PAGEREF _Toc233190334 \h 11HYPERLINK \l "_Toc233190335" 2.3生产线平衡理论及方法 PAGEREF _Toc233190335 \h 13HYPERLINK \l "_Toc233190336" 3 DANZE装配线的生产现状及工作研究 PAGEREF _Toc233190336 \h 20 HYPERLINK \l "_Toc233190337" 3.1青岛成霖及装配车间概况 PAGEREF _Toc233190337 \h 20HYPERLINK \l "_Toc233190338" 3.2装配作业内容及现状 PAGEREF _Toc233190338 \h 23HYPERLINK \l "_Toc233190339" 3.3装配作业的主要问题分析 PAGEREF _Toc233190339 \h 32HYPERLINK \l "_Toc233190340" 3.4 DANZE装配整体流程的改善与评价 PAGEREF _Toc233190340 \h 35 HYPERLINK \l "_Toc233190341" 4 DANZE生产线的平衡改善与设计 PAGEREF _Toc233190341 \h 41HYPERLINK \l "_Toc233190342" 4.1 DANZE装配线平衡的必要性和可行性 PAGEREF _Toc233190342 \h 41 HYPERLINK \l "_Toc233190343" 4.2流水线平衡改善的原则 PAGEREF _Toc233190343 \h 42HYPERLINK \l "_Toc233190344" 4.3生产线的平衡研究和设计过程 PAGEREF _Toc233190344 \h 43HYPERLINK \l "_Toc233190345" 4.4改善后的效果评价分析 PAGEREF _Toc233190345 \h 55HYPERLINK \l "_Toc233190346" 5结束语PAGEREF _Toc233190346 \h 59HYPERLINK \l "_Toc233190347" 参考文献PAGEREF _Toc233190347 \h 60HYPERLINK \l "_Toc233190348" 致谢 PAGEREF_Toc233190348 \h 611绪论1.1问题的提出台湾是世界三大阀门生产基地之一,当亚洲各国和地区正处于较为封闭的时期,台湾较早地参与了国际经济分工和国际市场竞争,抓住了世界经济发展、结构调整的历史机遇,成为世界重要的制造基地。
工业工程中的装配线平衡与生产效率
工业工程中的装配线平衡与生产效率引言工业工程是一门致力于提高效率、降低成本和改善质量的学科。
其中,装配线平衡被广泛应用于生产流程中,以提高生产效率和优化资源利用。
本文将讨论装配线平衡的概念、方法和应用,并探讨其对生产效率的影响。
一、装配线平衡的概念和原理装配线平衡是指在给定的时间内,合理安排任务和工作站,使得各个工位负荷相对均衡,从而提高生产效率。
其原理在于,通过任务分配和工作站布局的合理规划,减少生产线上的闲置时间和等待时间,达到减少生产周期并提高产能的目的。
二、装配线平衡的方法1. 工作要素分析工作要素分析是装配线平衡的基础。
通过对装配过程中的任务、工序和作业要素进行分析,理解每个工作站的工作内容和工作时间,为后续的任务分配和工作站布局提供依据。
2. 任务分配任务分配是指将任务合理地分配到各个工作站上,并使得每个工作站的负荷相对均衡。
任务分配需要考虑工作站的能力和资源,以及任务的难易程度和时间要求。
合理的任务分配可以降低工作站的负荷差异,提高整个装配线的生产效率。
3. 工作站布局工作站布局是指合理安排工作站的位置和顺序。
合理的工作站布局可以减少物料和零件的运输距离,缩短生产周期,提高流程效率。
通过将相关的工作站彼此靠近,降低工艺流程中的间隔时间和传递时间,实现装配线平衡和生产效率的提升。
4. 标准化操作标准化操作是实现装配线平衡的重要手段。
通过制定工作操作标准,明确工作站的工作要求和流程,减少操作变异,降低错误率,提高生产效率。
标准化操作还有助于人员培训和技能转移,提高工人的工作质量和生产经验。
三、装配线平衡的应用1. 汽车制造业汽车制造业是装配线平衡的典型应用场景之一。
在汽车装配生产线上,通过合理的任务分配和工作站布局,实现各个工作站的负荷平衡,避免生产线的拥堵和空闲,提高生产效率和产能。
装配线平衡还可以减少生产线上的错误和变异,提升汽车的质量和可靠性。
2. 电子制造业电子制造业是另一个典型的装配线平衡应用领域。
生产线平衡问题的解决方法
生产线平衡问题的解决方法生产线平衡问题是指在生产过程中,各个工序之间存在不平衡的情况,导致生产效率降低和资源浪费。
如何解决这一问题成为企业管理者关注的焦点。
本文将从生产线设计、工人培训和生产计划三个方面探讨解决生产线平衡问题的方法。
一、生产线设计生产线设计是解决生产线平衡问题的重要环节。
首先,需要对生产线进行分析,了解每个工序的生产能力和生产时间。
根据需求和资源的情况,合理安排各个工序之间的先后关系,确保生产线的流畅。
其次,要考虑产品数量和种类的不同,选择合适的生产线布局。
对不同产品进行分类,确保每个工序的负荷均衡。
最后,在安排工序顺序时,可以采用时间测算的方法,通过优化工序次序,减少等待时间,提高生产效率。
二、工人培训工人培训是解决生产线平衡问题的关键。
工人是生产线上最重要的环节,他们的熟练程度和工作效率直接影响到整个生产线的平衡性。
因此,企业应该加强工人的培训和技能提升。
首先,要理解工人的实际操作情况,了解他们在生产线上的瓶颈和困难。
通过培训,帮助工人理解整个生产线的运行流程和关键环节,提升他们的工作能力。
其次,可以引入工艺创新和自动化设备,减少工人的重复劳动,提高生产线的灵活性。
最后,要加强工人之间的交流和沟通,建立良好的团队合作氛围,共同努力解决生产线的问题。
三、生产计划生产计划是解决生产线平衡问题的重要手段。
一个合理的生产计划可以帮助企业合理分配资源,平衡生产线,提高生产效率。
首先,企业可以采用即时生产计划的方式,根据订单的实际情况灵活调整生产线的产能,避免产能过剩或不足的问题。
其次,可以采用分批生产的方式,将大型订单分解成多个小批次,通过合理安排工序间的停机和开机时间,减少等待时间和浪费。
最后,可以引入和运用物联网技术和大数据分析技术,通过数据的收集和分析,提前预测生产线的需要和瓶颈,做出合理的调整和决策。
综上所述,生产线平衡问题的解决方法包括生产线设计、工人培训和生产计划三个方面。
生产线平衡分析改善案例

生产线平衡分析改善案例引言生产线平衡是指在生产过程中,通过合理分配各个工序的工作量,使得各个工序的产能能够实现平衡,从而提高生产效率、降低成本,并确保产品质量。
本文将以一个实际案例为例,介绍生产线平衡分析和改善的具体过程。
案例背景某电子产品制造公司拥有一条生产线,生产一种电子产品,该产品的组装工序分为A、B、C、D四个子工序。
在目前的生产线上,工序A的生产能力远超其他三个工序,导致A工序成为瓶颈工序,无法满足后续工序的需求,从而影响了整个生产线的效率和产量。
因此,公司决定进行生产线平衡分析,并制定改善方案,以提高生产线的平衡度。
生产线平衡分析1. 数据收集首先,需要收集工序A、B、C、D的工作时间数据,包括每个工序的加工时间、准备时间和等待时间。
这些数据将作为分析的基础。
2. 流程图绘制根据数据收集到的各个工序的时间,并结合实际生产情况,可以绘制出生产线的流程图。
流程图可以清晰地展示每个工序的工作时间和流程顺序,有助于进一步分析。
3. 生产线平衡计算根据流程图,可以计算出每个工序的工作时间总和。
然后,根据目标产量,计算出每个工序的标准工作时间,即每个工序应该占用的时间比例。
通过比较实际工作时间和标准工作时间,可以评估生产线的平衡度。
4. 分析结果根据生产线平衡计算的结果,可以看出工序A的工作时间远超其他工序,导致生产线的不平衡。
这也解释了为什么A工序成为瓶颈工序。
改善方案1. 调整工序A的产能由于工序A是瓶颈工序,可以考虑通过增加设备或优化工艺,提高工序A的产能,以满足后续工序的需求。
这可以通过增加工序A的设备数量、提高工段效率或优化工艺流程等手段实现。
2. 优化其他工序除了调整工序A的产能外,还可以进一步优化其他工序的流程,减少每个工序的工作时间。
例如,可以通过流程改进、工艺优化、培训员工等方式,提高其他工序的效率,从而平衡整个生产线。
3. 调整生产计划根据生产线平衡分析的结果,可以对生产计划进行合理调整。
产线流水线平衡改善范例以及报告

高
高 高
改善方案:
1、拆机壳工站拆分为2个,1个负责拆机壳、 透明片检查;另一个负责切隔板 2、装屏与装喇叭、咪头工站位置交叉互换 3、在装屏与装主板之间,增加一个工站,负责 安装按键、剪显示器支架 4、减去合盖工位插线部分,分割到装切换板工位
改善前工位图:
改善后工位图:
80D21数据分析表:
80D21流水线效率提升报告
第三部分:再次改善
主因分析:
人 机
线速设定缺乏依据 新人操作不熟练
工作内容不固定
工艺分配不合理 来料不良比例高
现场物料没有及时处理
平 衡 率 、 产 量 低
料
法
环
具体分析:
工站 拆机壳 切隔板 装喇叭、咪头 装屏 装按键、切隔板 装主板 装切换、插线 合盖 新人,操作速度慢 主板来料不良 中 高 主因分析 影响程度
时间
45 40 35 30 25 20 15 10 5 0
柱状图:
拆 机 壳 切 隔 装 板 喇 叭 、 咪 头 装 装 按 屏 键 、 剪 支 架 装 装 主 切 板 换 板 、 插 线 合 盖
各工站工时图
工站
时间
结果分析:
单小时人均产能提升:48.39% 产线平衡率:81.27%
(√) (×)
预期效果:
红色装主板工位,为预测值
许长伟 2012.08.27
第四部分:持续改进方向
80D21流水线效率提升报告
第一部分:现状描述
问题描述
1、问题描述 工站间存在积压、等待现象
产线平衡率较低 小时产量、日产量较低
改善目标
产线平衡率至少85% 单小时人均产能至少提升50%
基于精益生产的装配线平衡分析与改善应用研究
基于精益生产的装配线平衡分析与改善应用研究【摘要】本文围绕基于精益生产的装配线平衡分析与改善应用展开研究,首先介绍了精益生产的原理和方法,然后详细分析了装配线平衡的重要性及分析方法。
接着探讨了常见的改善方法,并结合实际案例进行分析和评价。
研究结果表明,通过精益生产理念和装配线平衡分析,可以有效提高生产效率和质量。
仍需面对一些存在的问题,如人员培训和设备更新等。
未来的展望包括进一步优化改善方法,提高装配线的灵活性和适应性,以适应市场需求的变化。
通过本研究,可以为企业实现持续改进和发展提供重要的参考和指导。
【关键词】精益生产、装配线平衡、分析、改善、应用研究、原理、方法、案例分析、效果评价、研究成果、存在问题、未来展望1. 引言1.1 研究背景研究背景:随着市场竞争的加剧,企业为了提高生产效率和降低生产成本,越来越需要借助精益生产的理念和方法进行生产管理。
在装配线生产中,平衡生产线是提高生产效率的关键。
在实际生产中,由于各种因素的影响,装配线往往存在不平衡的情况,导致生产效率低下和资源浪费。
研究如何基于精益生产的理念进行装配线平衡分析与改善,对于企业提高生产效率和降低成本具有重要意义。
本研究旨在探讨如何运用精益生产原理和方法对装配线进行平衡分析,并提出相应的改善方法,通过案例分析和效果评价,总结出经验和教训,为企业生产管理提供借鉴。
1.2 研究目的本文旨在通过基于精益生产的装配线平衡分析与改善应用研究,探索如何有效提升装配线的生产效率和品质,降低生产成本,提高企业竞争力。
具体研究目的包括:1.深入探究精益生产的原理和方法,了解其在装配线生产中的应用及效果;2.通过对装配线的平衡分析,找出生产中存在的瓶颈和不平衡点,为改善提供依据;3.探讨针对装配线不平衡问题的改善方法,提出可行的解决方案;4.通过实际案例分析和效果评价,验证改善方法的实际有效性及可操作性,为企业实践提供参考和借鉴。
通过本研究,旨在为装配线生产的精益化管理提供理论和实践支持,促进企业生产效率的提升和质量的改善,实现可持续发展目标。
生产线均衡产能提高
生产线均衡产能提高
1. 两位工人在车间里忙碌地操作着各自的工作站,有序地组装着产品零件,这正是一条高效率的生产线在运转。
2. 在如今这个竞争激烈的市场环境下,企业想要生存和发展,就必须提高生产线的均衡产能。
3. 生产线的均衡产能提高,可以让企业实现更高的生产效率,降低生产成本,提高产品质量。
4. 首先,要实现生产线的均衡产能提高,需要对整个生产流程进行优化。
5. 通过合理的工序安排和设备配置,可以避免生产线出现瓶颈,从而确保生产能够顺利进行。
6. 其次,生产线的均衡产能提高还需要充分考虑员工的技能和培训。
7. 只有保证员工具备足够的技能和知识,才能够更好地适应生产线的变化和提高产能。
8. 同时,企业还需要注重团队合作和沟通,只有团结一致,才能够使生产线的各个环节协调运作,实现产能的提高。
9. 另外,生产线的均衡产能提高还需要借助科技手段,引入先进的生产设备和自动化技术。
10. 通过智能化的生产管理系统和数据分析,可以实时监控生产线的运作情况,及时调整生产计划,提高生产效率。
11. 此外,企业还可以采用灵活的生产方式,例如多品种生产、定制化生产等,以适应市场需求的多样化。
12. 这样不仅可以提高生产线的灵活性和适应性,同时也可以提高产品的市场竞争力,实现产能的有效提高。
13. 总的来说,生产线的均衡产能提高是企业生产经营的关键之一,只有不断优化生产流程,提升员工技能,引入科技创新,才能够
实现生产效率的提高,降低生产成本,提高产品质量,从而在激烈的市场竞争中立于不败之地。
生产线平衡分析与改善PPT课件
某汽车企业在生产过程中面临工艺复杂、生产流程长等问题,通过改进生产工 艺和引入智能制造技术,实现了生产线平衡的持续改进,提高了生产效率和产 品质量。
06 结论与展望
生产线平衡对企业的影响
提高生产效率
生产线平衡能够优化资源配置,减少生 产过程中的空闲时间,提高设备利用率,
从而提高生产效率。
持续改进与优化
定期检查
定期对生产线进行检查,发现潜在问题并及时解 决。
员工培训
加强员工培训,提高操作技能和生产意识,促进 持续改进。
ABCD
数据跟踪
建立数据跟踪机制,对生产线相关数据进行实时 监测和分析,以便及时调整和优化。
创新与改进
鼓励员工提出创新和改进意见,激发团队活力和 创造力,实现持续改进与优化。
设备利用率是指生产线设备在一段时间内 的有效工作时间与总工作时间的比值,反 映了设备的利用情况。
生产效率
在制品库存
生产效率是指生产线在一定时间内完成的 产品数量与总工作时间的比值,反映了生 产线的生产能力。
在制品库存是指生产线在制品的数量和存 储时间,反映了生产线的库存状况。
生产线平衡的优化目标
01
随着工业4.0和智能制造的兴起,未来生产 线平衡将更加注重智能化技术的应用,如
物联网、大数据、人工智能等。
绿色生产线的推广
随着环保意识的提高,未来生产线平衡将 更加注重环保和可持续发展,推广绿色生
产技术和设备。
柔性生产线的构建
为了更好地适应市场需求的变化,未来生 产线平衡将更加注重生产线的柔性和可重 构性。
绘制工艺流程图,直观展示工艺流程, 便于发现瓶颈环节。
引入自动化和智能化设备,减少人工 干预,提高生产效率。
组装车间改善提案案例
组装车间改善提案案例一、背景介绍。
我们公司的组装车间是整个生产线中非常重要的一环,直接关系到产品的质量和生产效率。
然而,在实际操作中,我们发现了一些存在的问题,例如生产线停机时间过长、零部件配送效率低下、工人操作繁琐等,这些问题直接影响了整个车间的生产效率和产品质量。
二、问题分析。
1.生产线停机时间过长。
在实际生产过程中,我们发现生产线停机时间过长是一个普遍存在的问题。
这不仅会影响产品的生产进度,还会增加生产成本。
2.零部件配送效率低下。
零部件的配送效率低下也是一个需要解决的问题。
由于配送不及时,导致生产线上的工人等待零部件,从而影响了整个生产线的运转效率。
3.工人操作繁琐。
工人在操作过程中需要频繁的更换工具和零部件,这不仅增加了工人的劳动强度,还影响了整个生产线的效率。
三、改善提案。
1.引入自动化设备。
为了解决生产线停机时间过长的问题,我们可以引入一些自动化设备,例如自动上料机、自动拧紧机等,从而减少人工操作时间,提高生产效率。
2.优化零部件配送流程。
我们可以对零部件的配送流程进行优化,引入智能化的仓储管理系统和物流配送系统,从而提高零部件的配送效率,减少等待时间。
3.改善工作台设计。
对工作台进行重新设计,将常用的工具和零部件设置在工作台附近,减少工人的操作繁琐程度,提高工作效率。
四、实施计划。
1.引入自动化设备的实施计划。
首先,我们需要对生产线进行全面的调研分析,确定哪些环节适合引入自动化设备。
然后,选择合适的自动化设备供应商,进行设备的采购和安装。
最后,对工人进行培训,确保他们能够熟练操作新的设备。
2.优化零部件配送流程的实施计划。
我们需要与供应商合作,建立智能化的仓储管理系统和物流配送系统。
同时,对配送流程进行优化,确保零部件能够及时到达生产线上。
最后,对工人进行培训,确保他们能够顺利适应新的配送流程。
3.改善工作台设计的实施计划。
我们需要对工作台进行重新设计,确保工作台上的工具和零部件能够方便工人的操作。