条形码印制过程中应注意的问题
条形码知识介绍
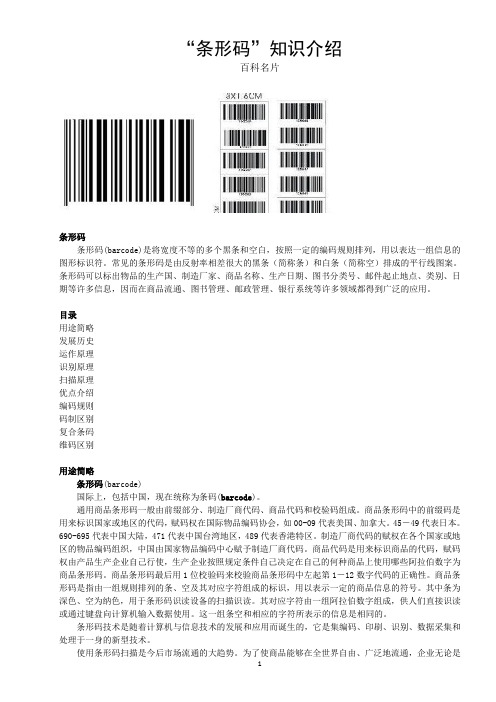
“条形码”知识介绍百科名片条形码条形码(barcode)是将宽度不等的多个黑条和空白,按照一定的编码规则排列,用以表达一组信息的图形标识符。
常见的条形码是由反射率相差很大的黑条(简称条)和白条(简称空)排成的平行线图案。
条形码可以标出物品的生产国、制造厂家、商品名称、生产日期、图书分类号、邮件起止地点、类别、日期等许多信息,因而在商品流通、图书管理、邮政管理、银行系统等许多领域都得到广泛的应用。
目录用途简略发展历史运作原理识别原理扫描原理优点介绍编码规则码制区别复合条码维码区别用途简略条形码(barcode)国际上,包括中国,现在统称为条码(barcode)。
通用商品条形码一般由前缀部分、制造厂商代码、商品代码和校验码组成。
商品条形码中的前缀码是用来标识国家或地区的代码,赋码权在国际物品编码协会,如00-09代表美国、加拿大。
45-49代表日本。
690-695代表中国大陆,471代表中国台湾地区,489代表香港特区。
制造厂商代码的赋权在各个国家或地区的物品编码组织,中国由国家物品编码中心赋予制造厂商代码。
商品代码是用来标识商品的代码,赋码权由产品生产企业自己行使,生产企业按照规定条件自己决定在自己的何种商品上使用哪些阿拉伯数字为商品条形码。
商品条形码最后用1位校验码来校验商品条形码中左起第1-12数字代码的正确性。
商品条形码是指由一组规则排列的条、空及其对应字符组成的标识,用以表示一定的商品信息的符号。
其中条为深色、空为纳色,用于条形码识读设备的扫描识读。
其对应字符由一组阿拉伯数字组成,供人们直接识读或通过键盘向计算机输入数据使用。
这一组条空和相应的字符所表示的信息是相同的。
条形码技术是随着计算机与信息技术的发展和应用而诞生的,它是集编码、印刷、识别、数据采集和处理于一身的新型技术。
使用条形码扫描是今后市场流通的大趋势。
为了使商品能够在全世界自由、广泛地流通,企业无论是设计制作,申请注册还是使用商品条形码,都必须遵循商品条形码管理的有关规定。
条形码知识大全
商品条形码知识大全商品条形码知识是每个负责商场管理的店长都必须知道和了解的知识,下面分别从条码的形式,条码技术和优点,条形的中的一维码和二维码的概念和区别,条形码的应用领域,条形码的适用范围等等分别作介绍。
同时还重点讲述条形码扫描器方面的知识,以及条码在物流配送方面的运用。
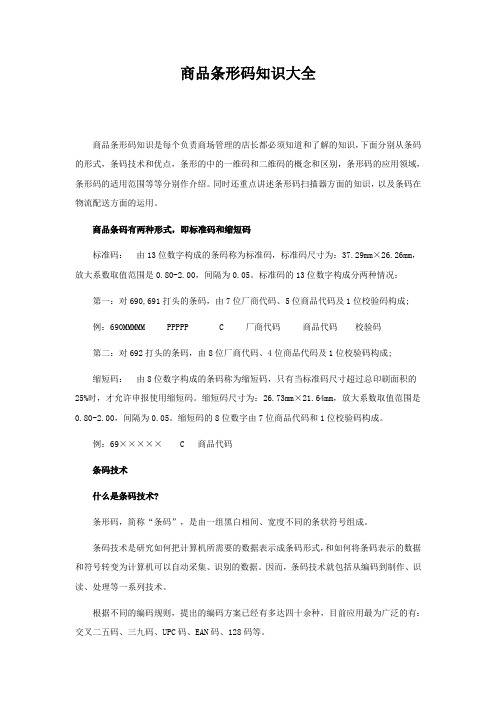
商品条码有两种形式,即标准码和缩短码标准码:由13位数字构成的条码称为标准码,标准码尺寸为:37.29mm×26.26mm,放大系数取值范围是0.80-2.00,间隔为0.05。
标准码的13位数字构成分两种情况:第一:对690,691打头的条码,由7位厂商代码、5位商品代码及1位校验码构成;例:690MMMMM PPPPP C 厂商代码商品代码校验码第二:对692打头的条码,由8位厂商代码、4位商品代码及1位校验码构成;缩短码:由8位数字构成的条码称为缩短码,只有当标准码尺寸超过总印刷面积的25%时,才允许申报使用缩短码。
缩短码尺寸为:26.73mm×21.64mm,放大系数取值范围是0.80-2.00,间隔为0.05。
缩短码的8位数字由7位商品代码和1位校验码构成。
例:69××××× C 商品代码条码技术什么是条码技术?条形码,简称“条码”,是由一组黑白相间、宽度不同的条状符号组成。
条码技术是研究如何把计算机所需要的数据表示成条码形式,和如何将条码表示的数据和符号转变为计算机可以自动采集、识别的数据。
因而,条码技术就包括从编码到制作、识读、处理等一系列技术。
根据不同的编码规则,提出的编码方案已经有多达四十余种,目前应用最为广泛的有:交叉二五码、三九码、UPC码、EAN码、128码等。
从印制条形码的材料、颜色分类,可分黑白条形码、彩色条形码、发光条形码(荧光条形码、磷光条形码)和磁性条形码等。
近年来又出现了按矩阵方式或堆栈方式排列信息的二维条形码。
我国的适用标准:一维条码通用商品条码是与EAN码等效,二维条码是与PDF417兼容的码制。
条形码的制作及其在物流中的应用
模块七条形码的制作及其在物流中的应用一、实验目的1、了解一维条码的制作方法2、学会条码打印机的操作技术3、学习条形码技术在物流作业中的应用二、实验说明条码技术是在计算机的应用实践中产生和发展起来的一种自动识别技术。
它是为实现对信息的自动扫描而设计的,是实现快速、准确而可靠地采集数据的有效手段。
条码技术的应用解决了数据录入和数据采集的“瓶颈”问题,为物流管理提供了有力的技术支持。
条码技术为我们提供了一种对物流中的物品进行标识和描述的方法,借助自动识别技术、POS系统、EDI等现代技术手段,企业可以随时了解有关产品在供应链上的位置,并即时做出反应。
当今在欧美等发达国家兴起的ECR、QR、自动连续补货(ACEP)等电子商务、供应链管理的技术基础,是物流管理化、提高企业管理水平和竞争能力的重要技术手段。
条码技术是在计算机应用和实践中产生并发展起来的一种广泛应用于商业、邮政、图书管理、仓储、工业生产过程控制、交通等领域的自动识别技术,具有输入速度快、准确度高、成本低、可靠性强等优点,在当今的自动识别技术中占有重要的地位。
条码是由一组规则排列的条、空以及对应的字符组成的标记,“条”指对光线反射率较低的部分,“空”指对光线反射率的部分,这些条和空组成的数据表达一定的信息,并能够用特定的设备只读,转换成与计算机兼容的二进制和十进制信息。
通常对于每一种物品,它的编码是惟一的,对于普通的一维条码来说,还要通过数据库建立条码与商品信息的对应关系,当条码的数据传到计算机上时,由计算机上的应用程序对数据进行操作和处理。
因引,普通的一维条码在使用过程中仅作为识别信息,它的意义是通过在计算机系统的数据库中提取相应的信息而实现的。
条码的码制是指条码条和空的排列规则,常用的一维码的码制包括:EAN码、39码、交叉25码、128码、93码,及Codabar(库德巴码)等。
不同的码制有它们各自的应用领域:★EAN码:是国际通用的符号体系,是一种长度的固定、无含意的条码,所表达的信息全部为数字,主要应用于商品标识;★39码和128码:为目前国内企业内部的自定义码制,可以根据需要确定条码的长度和信息,它编码的信息可以是数字,也可以包含字母,主要应用于工业生产线领域、图书管理等,如表示产品序列号、图书编号等;★93码:是一种类似于39码的条码,它的密度较高,能够替代39码;★25码:主要应用于包装、运输以及国际航空系统的机票顺序编号等;★Codabar码:应用于血库、图书库、包裹等的跟踪管理。
零部件条形码ECV/VCVS规范

零部件条形码ECV/VCVS规范1994年6月GM 1737前言本规范的目的是为已经设计成机读条形码信息的零部件在制造和组装系统内提供统一的执行。
这些系统,通常表示ECV(发动机/变速箱部件验证)和VCVS(汽车部件验证系统),用于保证正确制造, 追溯零件,产品工艺其它应用。
条形码系统通常与其它厂内系统集成一体。
通用汽车公司(GM)的质量和可靠性人员负责ECV/VCVS零件条形码协调委员会内进行协调。
包含其它应用的条形码规范单独列出。
这些规范替代通用汽车公司以前的名为《条形码光学字符标识部件标签原则和推荐的作法》(1980年6月23日最后一版)和《零部件条形码规范》(1984年2月1日出版,1988年9月最后修订)这些规范可以与汽车工业工作组的《单件零件标识标准》(AIAGB-4、共同使用)。
北美机构(NAO)质量/可靠性可追溯性标识符要求,TIR15-300和通用汽车部件验证与可追溯性规程(GP-7),描述了这些规范的执行和应用。
北美机构质量和可靠性人员通用汽车大楼6-159房间3044 West grand BlvdDetroit, MI 48202外线 (313)556-6163Centrex 8-346-6163出版人:全球采购可通过如下机构获得Boise Cascade Office Praducts1-800-421-76761984.2.11985.5.1 第2版修订1986.9.1修订1987.61988.91990.91992.71994.6零部件条形码ECV/VCVS规范目录表章节页号1. 总则 11.1范围 11.2通用汽车草案标准 12. 符号 12.1代码39 1 2.2代码密度和尺寸 22.2.1金属标签代码密度 22.2.2SIR传感器代码密度 22.3条形和空白宽度允许公差 22.4可读说明 32.5空白区 33. 印制和质量保证要求 33.1印制要求 33.2质量保证要求 33.2.1首件批准和工序能力要求 33.2.2数理统计过程控制 33.2.3过程内检验要求 34. 标签材料 4 4.1衬底 44.2墨水 45. 条形码信息格式 45.1ECV/NCVS只需验证的信息 45.2ECV/VCVS验证/可追溯性 45.3协调 56. 应用程序数据表格和绘图 66.1数据表格 66.2部件上位置 67. 修改 67.1对修改的要求 67.2标签位置修改要求表格 67.3GP-7标签要求修改请求表格 107.4部件和供应商代码分配请求表格 11例子图1. 验证和可追溯性条形码标签规范 7图2. 只需验证的条形码标签规范 8图3. 对基础34到基础10的转换和解码。
医药产品条形码管理规范

零售医药产品的代码涉及制造商、批发商、配送、零售商以及消费者等医药产品供需链各环节,是医药产品流通中最重要的也是最基本的编码体系。本章就零售医药产品的编码进行详细说明。
零售医药产品的代码结构
通常,零售的医药产品只需标识代码及相应的条码符号表示即可满足零售扫描结算的要求。当零售端有特殊要求时,也可编制附加属性代码。
医药产品代码与医药产品信息的关系见下图:
2.3
医药产品商品条码是医药产品流通过程统一的医药产品代码和条码符号表示的总称,具有以下特点
(1)科学性
医药产品标识代码长度固定,结构确切,分层管理,可操作性强,具有科学性。
(2)全球统一性
医药产品商品条码统一于国际通用的物品标识系统(即EAN•UCC系统),其管理纳入全球物品标识代码体系,具有全球统一性。
医药产品作为一种特殊的商品,早已被纳入EAN•UCC系统之内。2000年国际EAN组织对其成员国医疗产品编码状况的调查报告显示,在被调查的53个国家中,包括美国、日本和欧洲大部分国家在内的49个国家在医疗领域采用了EAN•UCC系统。只有采用统一的医药产品商品条码,才能实现医药产品的全球贸易流通,实现医药产品从制造商、批发商、配送、零售直至消费者的全供应链高效管理。
在载体上以GS1推荐的条码族为主体,比如EAN/UCC-128条码等。
医药产品物流编码数据应由基本数据结构或基本数据结构加上扩展数据结构(以下简称综合数据结构)两种方式表示。其中基本数据结构给出了唯一标识到医药产品的单品或批次的编码数据结构与标识方法,扩展数据结构给出了对医药产品进一步描述的资料性数据部分的数据结构与标识方法。
医药产品标识代码的选择
医药产品标识代码的选择通常应根据应用环境(零售或非零售)、医药产品包装类型等因素,确定选用三种结构之一,基本原则见下图。
条形码的检测

昆明理工大学《印刷品质量检测与控制》课程论文条形码的检测姓名:吴雷学号:201110304103学院:机电工程学院专业:包装工程年级:2011级指导教师:何自芬2014年6月5 日摘要迄今为止,99.5%的商品使用了条码,但条码印刷质量的合格率却只97%,这给条码扫描计算机管理带来很大影响。
本文主要介绍条形码的检测项目以及检测方法和仪器。
A bstractTo date, 99.5% of the commodity using bar codes, but the pass rate of only 97% by mass, which have a great impact to the barcode scanning computer management. This paper describes the project as well as barcode detection testing methods and instruments.关键词条形码、检测、控制引言条码是由深色条和浅色空组合起来的图形符号,条码的质量参数可以分为两类,一类是条码的尺寸参数,另一类则为条码符号的反射率参数。
这两种参数在条码技术规范中都作了详细的规定,对条码符号的这两种参数采用通用的反射率测量仪器及测长显微镜进行测量,这可以说是条码检测技术发展的第一个阶段。
最初,这种检测方法中所有的测量都是非自动化的,由于条码的条空太多,测量和根据条空判定被测条码条空编码是否正确非常麻烦,另外,人为因素也严重影响了测量的精度和准确性。
从70年代中期以后,条码符号质量的评价都是用条码检测的专用仪器——条码检测仪来进行测试,这就是人们通常所说的传统检测方法。
条码检测仪的出现使得条码检测的效率大大提高,符号经过条码检测仪扫描后,马上就可以得到检验结果,性能全面的检测仪还能打印出列有详细质量参数值的质量检测结果,这就使得印刷企业能够根据检验结果调整印刷设备,充分发挥印刷设备的潜能,从而提高条码符号的印制质量。
条形码的使用流程讲解
条形码的使用流程讲解1. 什么是条形码条形码是一种用来表示数据的图形化表达方式。
它是由一系列黑白条纹组成的,每个条纹代表一个数字或字符,通过扫描读取这些条纹,可以获取相应的数据信息。
2. 条形码的应用领域条形码广泛应用于商品销售、物流管理、图书馆管理、票务系统等领域。
它可以提高工作效率,减少错误率,方便信息管理和查询。
3. 条形码的使用流程步骤一:选择合适的条形码类型根据不同的应用场景和需求,选择合适的条形码类型。
常见的条形码类型有CODE39、CODE128、EAN-13 等。
步骤二:生成条形码使用条形码生成软件或在线工具,输入相关信息(如商品编号、价格等),生成对应的条形码图像。
步骤三:打印条形码将生成的条形码图像输出,打印到合适的介质上,如商品包装、标签纸等。
步骤四:贴码将打印好的条形码贴在对应的物品上,确保条形码清晰可见,方便扫描读取。
步骤五:扫码读取使用条形码扫描仪或智能手机上的条形码扫描应用,对条形码进行扫描读取。
扫描仪会将条形码中的信息转化为数字或字符,显示在相应的设备上。
步骤六:信息处理读取到的条形码信息可以进行后续的信息处理,如将数据存储到数据库中、进行货物的入库操作等。
4. 条形码的注意事项•条形码贴码时,要确保贴在物品表面的平整、干净的位置,避免影响扫描读取。
•在打印条形码时,要选择高质量的打印机和耐用的打印介质,以保证条形码的清晰度和耐久度。
•使用条形码扫描仪时,要注意扫描枪的光线是否正常,避免扫描过程中出现误读或无法读取的情况。
•针对不同类型的条形码,要使用相应的扫描模式或设置,以获得最佳的扫描效果。
5. 条形码的优势和劣势优势•高效:条形码扫描可以实现快速自动化的数据读取,大大提高工作效率。
•精确:条形码的数字化特性能够减少人为输入引起的错误,提高数据准确性。
•易于使用:扫描条形码只需要一个简单的操作,不需要专业的培训和技能。
•应用广泛:条形码适用于各种大小、形状的物品,可以应用于各个行业和领域。
出版形式、印制质量常见问题分析与建议
232编辑出版2020年,国家新闻出版署印发的《报纸期刊质量管理规定》指出,报纸、期刊质量包括内容质量、编校质量、出版形式质量、印制质量四项,分为合格和不合格两个等级。
四项均合格的,其质量为合格;四项中有一项不合格的,其质量为不合格[1]。
随后,甘肃省新闻出版局对省内127种期刊的出版形式质量、印制质量进行检查,除了少数期刊合格,其他或多或少都存在一些问题,而这些问题经常被编辑忽视。
期刊编辑在日常工作中,更关注期刊的学术质量和编校质量,侧重于稿件审理和约稿工作,希望借此提升期刊质量。
但是对于纸质期刊来说,出版形式和印制质量决定了读者的第一观感,所以本文对情况通报中的几种常见问题进行分析,找出问题的解决方案,希望对未来的编辑工作有所帮助。
一、期刊条码调研2020年通报中的期刊发现,条码出现问题的期刊最多,其中条码年份未更新是大多数期刊存在的问题。
期刊出版形式差错数计算方法规定,没有刊登期刊条码的记1处差错,条码制作不符合要求的、不能通过设备识读的记1处差错,条码信息与期刊名称、期刊国内统一出版物号、国际标准连续出版物号、刊期、出版年、月份不符的记1处差错,所以编辑在注重审查稿件质量的同时,也要注重期刊封面的格式审查。
(一)期刊条码的组成第一,主代码。
根据GB 12904—2008[2]、GB/T 9999.1—2018和GB/T 9999.2—2018等标准[3-4]的规定,期刊条码由主代码和附加码组成,主代码是由13个数字组成的编码,其中第1~3位数字是国际物品编码协会(EAN)指定给国际标准连续出版物号ISSN 专用的,即前缀977;第4~10位数字为各期刊ISSN 号的前7位,省略了半字线;第11~12位数字是年份码,是公历年份的后两位数字;最后一位是校验码,可以按《零售商品编码与条码表示》附录B 中的计算公式进行计算,计算时,前缀码977,设第4~10位数依次为x 1~x 7以及第11~12位年份码为y 1y 2,校验码为J,具体计算公式为N=3×(7+x 1+x 3+x 5+x 7+ y 2)+(9+7+x 2+x 4+x 6+ y 1),J=10-N 的个位数(若N 的个位数为0,那么校验码J 为0)。
柔印中水性油墨的控制及应注意的问题
柔印中水性油墨的在柔性版印刷的过程中,对水性油墨进行控制是非常重要的一个环节。
若水性油墨控制得好,则印刷品颜色鲜艳、图案清晰;反之,则容易引起脏版、糊版等印刷问题,印刷图案模糊。
因此,水性油墨在实际应用中的控制显得尤为重要。
本文将着重介绍水性油墨的储存、在实际应用中黏度与PH值的控制以及在柔性版印刷中应如何合理利用水性油墨等。
一、水性油墨的储存1.储存条件和储存期限水性油墨一般存放在密闭的墨桶中,最好存放于室内,不可露天保存,严禁暴晒,储存的环境温度在5℃~30℃为宜。
水性油墨的保质期限一般为一年,超过保质期,只要不出现凝固现象,只是表面分层或沉淀,经充分均匀搅拌后,可继续使用,在印刷使用时还要经常对油墨槽中的油墨进行搅拌,防止由于油墨颜料的沉淀,而造成印刷品颜色和标准有一定的差异。
2.剩墨的回收利用及储存纸箱厂不可避免地面临着剩墨回收的问题,剩墨的回收利用对于纸箱厂的成本控制非常重要。
剩墨回收后应存放在墨桶中,并用桶盖及时盖紧,保持密闭状态,置于阴凉处保存。
由于水性油墨具有一定的触变性(油墨在外力作用下而引起流动性能变化的性质),因此,在印刷过程中,应尽量先使用回收的剩墨。
使用前,最好用100目以上的过滤网过滤一下,以去除剩墨中的杂质。
如果剩墨较长时间无法重新使用,可考虑将颜色较浅的剩墨调入颜色较深的墨中(如黑色墨),以充分利用。
二、水性油墨的黏度及PH值的控制在柔性版印刷过程中,水性油墨的控制是非常重要的一个方面。
印刷过程中,对于水性油文/刘红莉控制及应注意的问题墨的控制包括黏度、PH值、干燥速度、细度、色相、耐水性、抗磨性等几个方面,其中黏度和PH 值的控制尤为重要。
1.黏度的控制黏度是油墨内聚力大小的表现,是指油墨流体分子间相互吸引而产生阻碍分子运动的能力,是水性油墨应用中最主要的控制指标。
在印刷过程中,水性油墨具有一定的黏度,这是保证其正常传递、转移的必要条件:油墨的黏度过低,会造成颜色偏浅、网点扩大量增大、高光处网点变形、传墨不均等问题;油墨的黏度过高,会影响网纹辊的传墨性能,造成墨色不匀,同时容易造成脏版、糊版、起泡、干燥不良等问题。
印刷事项注意
印刷事项注意印刷是一项重要的工艺,它是将文字、图形和图像等信息刻印或印制到纸张、布料等材料上的过程。
无论是印制书籍、海报、名片还是包装盒,都需要注意一些印刷事项,以保证印刷品的质量和效果。
本文将就印刷事项进行详细的介绍和讨论。
一、选择合适的印刷材料选择合适的印刷材料是确保印刷品质量的重要环节。
不同的印刷材料具有不同的特性和适用范围,比如纸张的光泽度、厚度和纹理等,这些特性会直接影响印刷品的观感和耐用性。
在选择印刷材料时,应考虑到印刷品的用途、图案的复杂程度以及预算等因素,以确保选用的材料与所需效果相匹配。
二、准备高质量的设计文件设计文件是印刷品的重要基础,其质量直接影响印刷品的成品效果。
在准备设计文件时,需要注意以下几点:1. 分辨率:为了保证印刷品的清晰度,设计文件中的图片和图形应具备足够高的分辨率。
一般来说,300dpi是印刷的标准分辨率。
2. 颜色模式:设计文件中的颜色模式应根据印刷的需要选择正确的模式,比如CMYK模式用于彩色印刷,而RGB模式适用于电子屏幕显示。
3. 剪裁与出血:设计文件中应包含准确的剪裁线和出血线,以便在印刷时进行准确的切割和处理。
4. 校对和审查:在提交设计文件之前,务必进行仔细的校对和审查,确保文件中没有错误、遗漏或拼写错误等问题。
三、选择合适的印刷方式根据印刷品的需求和预算,选择合适的印刷方式也是十分重要的。
常见的印刷方式包括胶印、凸印、丝网印刷和数字印刷等。
每种印刷方式都有其特点和适用范围,选择合适的印刷方式可以提高印刷品的质量并降低成本。
四、注意色彩管理色彩管理是印刷过程中的重要环节,它确保了设计文件中的颜色在印刷品上得到准确的还原。
在色彩管理中,需要注意以下几点:1. 校色:在印刷开始之前,进行准确的色彩校正和匹配,确保印刷出的颜色与设计文件中的颜色一致。
2. 色彩空间:不同的印刷方式和输出设备具有不同的色彩空间,需要根据实际情况选择合适的色彩空间进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
条形码印制过程中应注意的问题条形码技术发展至今已有50多年的历史了,它具有快速、准确、可靠性强、成本低廉等优点,目前已经成为现代社会重要的信息技术之一,并在商品流通领域中发挥着巨大的作用。
近年来,包装印刷企业所承揽的业务中绝大部分都要求印刷条形码,比如食品、饮料、烟、酒、日化洗涤用品、书刊、药品、纺织品等的包装。
条形码的印制涉及到多个环节,各环节都直接影响着对条形码的质量及识读性,因此必须要加以关注。
下面就商单介绍一下条形码印制过程中应当注意的一些问题。
一、条形码的识读原理条形码是由一组规则排列的条、空以及对应的字符组成的标记,“条”指对光线反射率较低的部分,“空”指对光线反射率较高的部分,这些条和空组成的数据表达一定的信息,而且还能够用特定的扫描设备进行识读并实现数据的输入。
条形码是通过光线照射在条和空上,并产生不同的反射率(也就是条写空的对比度)来进行识读的。
这里就需要对条形码的条空印刷对比度(PCS)进行一下简单的介绍。
首先,从概念上来讲,条空印刷对比度(Print Contrast Signal,即PCS)是指条形码的空和条的反射率之差与条的反射率的比率,它是衡量条形码符号的光学指标之一。
条形码PCS的计算公式如下:PCS=(RL-RD)/RL×100%其中,RL为空的反射率,RD为条的反射率。
条的反射率RL越低越好,空的反射率RD越高越好。
条形码的PCS值越大,则表明条形码的光学特性越好,识读率就比较高。
一般来说,当条形码的PCS值在67%~98%的范围之内时,就能够被条形码扫描设备正确识读。
二、条形码的基本质量要求首先,从外观上来看,要求条形码表面整洁干净,无明显污垢、皱褶、或残损;墨色均匀,无明显脱墨、污点、断线;条的边缘整齐,无明显弯曲变形;数字、字母、特殊符号印刷完整,清晰。
其次,对于条形码的PCS 值、符号缺陷、条码符号的尺寸误差、印刷公差、边缘粗糙度以及墨层厚度等各项质量指标在许多国家标准中都有具体规定,这里就不一一细述了。
三、条形码设计过程中应注意的问题1.条形码的颜色搭配根据条形码的识读原理可知,条形码的颜色选择是有一定的原则的。
在设计条形码时要考虑条、空的反射率,尽量提高条形码空和条的印刷对比度(PCS值),确保条形码的可识别性和可读性。
根据光学原理,不同的颜色对光线的反射率也有所不同,一般来说,浅颜色对光线的反射率比较高,而深颜色对光线的反射率却比较低(大部分都被吸收了),因此,可以考虑把白、黄、橙、红等浅色作为条形码的空色,把黑、蓝、棕、绿等深色作为条形码的条色。
因为黑色对各种波长的可见光均不反射,而白色却能将各种波长的光都反射回来,所以,黑条白空的条形码是最容易识读的。
但值得注意的一点是:由于条形码扫描设备绝大部分采用波长为630~700 um的红光光源,因此,在设计条形码时要尽量避免用红色作为条形码的条线。
下表列出了条形码条和空的颜色搭配及其可用性,在设计条形码时可以作为参考。
当条形码的颜色跟图案底色发生冲突时,可以先将底色挖空,然后再印刷条形码,否则条和空的颜色对比度太小,就会造成扫描器无法识读条形码。
举个例子来说,不能直接在深兰、深绿、深棕色的底色上印刷条形码,应当将条形码下面的底色挖空,专门辟出一块白底(或者先印刷白色)来印刷条形码,就可以保证条形码的识读性了。
此外,如果承印物材科采用的是镀铝纸、镀铝膜、金银卡纸或者透明的塑料薄膜,通常是在承印物材料表面上先用白墨打底,然后再印刷条形码(即反白印刷)。
2.条形码的尺寸条形码印刷尺寸视印刷标纸或包装上可容纳条形码的面积大小及具体印刷条件而定。
条形码具有惟一性,所以,在制作和印刷条形码的不能随意改变或者缩小条形码的比例,只要条件允许,应尽量选用条形码的标准尺寸(原大)。
如果要对条形码进行放大或者缩小,缩放比例一般控制在80%~200%之间,而且,在缩放条形码的同时还应该相应地对条形码的条宽进行适当的修正。
在实际生产过程中,可能会遇到一些小包装产品设计(比如烟标),如果没有足够的地方来放置条形码,可以适当截短条形码的高度,但要求剩余高度不低于原高度的2/3。
表1 条形码的颜色搭配序号空色条色是否可行1 白色黑色是2 白色蓝色是3 白色绿色是4 白色深棕色是5 橙色黑色是6 橙色蓝色是7 橙色绿色是8 橙色深棕色是9 红色黑色是10 红色蓝色是11 红色绿色是12 红色深棕色是13 黄色黑色是14 黄色蓝色是15 黄色绿色是16 黄色深棕色是17 白色黄色否18 白色橙色否19 白色金色否20 白色浅棕色否21 白色红色否22 亮绿红色否23 亮绿黑色否24 暗绿黑色否25 暗绿蓝色否26 蓝色红色否27 蓝色黑色否28 金色黑色否29 金色橙色否30 金色红色否31 深棕色黑色否32 深棕色红色否为了获得最佳的扫描识读效果,条形码左右两端还应该留有一定宽度的空白区域(称作静区),静区的宽度通常不应小于6mm(或最小条宽的10倍),而且静区内不能印刷文字、图形或深的颜色。
3.条形码的位置在设计产品包装或者标签时,一定要将条形码印在方便扫描器识读的位置上,一般放任包装侧面、背面或者标签的底部的平整处,但要避免放在边角、接缝、弯曲处或封口附近。
比如袋型包装上的条形码一般放在袋子背面的左下方或右下方;纸盒、纸箱的条形码一般放在侧面;烟标条形码一般放在烟盒的侧面,但由于侧面积较小,需要截去1/3的条形码;书刊的条形码一般情况下都放在书刊封底的左了角;瓶、罐等圆筒型容器上的条形码应当放在空器侧面的下部。
此外,还要考虑到包装或者标签后加工工序的影响,比如在设计三封袋、背封袋时,注意不能将条形码放在包装袋的热封部位和打孔部位;又比如包装盒或标签印刷后要进行模切压痕,就不能把条形码放在模切压痕线的附近,防止因加工不当而引起条形码残缺、曲折,无法识读。
4.条形码的方向条形码的放置方向要尽量与印刷方向保持一致,使条形码的变形发生在条形码的高度上,而不会影响条形码的宽度尺寸,以保证能够达到最佳的识读精度。
但如果产品包装(比如烟标)或者标签比较小的话,也可以将条形码的放置方向旋转90°,使条形码的方向与印刷方向垂直。
四、制版过程中应注意的一些问题首先,为了弥补印刷中条形码条宽的扩大,保证印刷后得到的正确的条形码尺寸,在制版时必须要对条形码的条宽进行适当修正,即缩小条形码的条宽,条宽的具体缩减量应针对不同的印刷工艺来确定,比如柔版印刷的变形比较大,则柔版印刷条形码的条宽缩减量要大一些。
其次,在胶印和柔印制版中,还要掌握好晒版软片的输出质量、印版的曝光时间、显影时间、定影时间以及显影液和定影药液的浓度和温度,保证条形码的尺寸精度和清晰度,防止条形码发虚或者变形。
如果是制作电雕凹版,除了提高版滚筒的机加工精度和电镀质量外,在电雕时还应当注意条形码的加网线数和角度,要求用较高线数和精细网角进面雕刻,保证条部的网穴能够达到一定的密度和着墨量。
如果采用柔性版方式印刷条形码,在印制高档产品时,当条形码、细小文字尽量不要跟大面积的实地制在同一块上,应该将它们分开制版,即条形码、细小文字放在一块版上,可以较高线数的网纹辊印刷,而把实地部分放在另外一块版上,用较低线数的网纹辊进行印刷,这样既能够保证条形码和细小文字清晰、光洁、不变形,又能够保证实地部分的墨色均匀厚实。
五、条形码印刷过程中应注意的一些问题印刷是一种比较复杂的过程,它受许多因素的影响,比如印刷设备、承印物材料的性质、油墨的性能以及环境温湿度等。
各因素要相互配合才能够印刷出高质量的产品,只要其中之一配合不好,就影响印刷质量,或者会在印刷过程中发生故障。
1.承印物材料当承印物为纸张、纸板时,要求其必须具有良好的白度、平滑度、光泽度、不透明度、平整度和尺寸稳定性,比如铜版纸、白卡纸。
如果材料表面的平整度比较差或者尺寸稳定性比较差,那么印刷出来的条形码就会发生较大的变形或者出现条残缺损现象。
如果承印物材料是塑料薄膜,则要求薄膜的厚度均匀一致,平整度好,两边松紧一致,无荷叶边现象,而且材料表面必须清洁干净、无灰尘、无油污,印刷出来的条形码才能达到较高的质量和精度。
如果采用PE、OPP塑料薄膜,由于它们是非极性材料,表面张力小,印刷适性差,印刷之前必须要先进行表面预处理(比如电晕处理),提高材料的四印适性。
2.油墨首先,必须要选用适当类型的油墨,这是一个大前提。
应当根据承印物材料的种类、印刷工艺(胶印、柔印、凹印等)、印刷方式(表印或里印)、印刷品的用途和要求,以及印后加工的特殊要求等来选定相应类型的油墨。
比如印纸张的油墨跟印塑料的油墨一般不能混用;凹印、柔印和胶印油墨也不能相互混用:表印和里印两种油墨不能混用。
以塑料薄膜印刷为例,如果采用凹印方式印刷,就应当选用塑料凹印油墨,而且,如果采用里印方式的话,就不能用普通的塑料凹印油墨,而应当选用塑料凹印复合油墨;如果是用来包装化妆品和油脂类产品的,还得要求油墨具有一定的耐油性和耐香精的溶解性,而如果用来包装酸性、碱性或其他具有反应性、刺激性的物质,则要求油墨必须具有一定的耐抗性,否则油墨就容易发生反应或者变质;对于蒸煮包装袋,应当选用耐热性能好的蒸煮袋专用油墨进行印刷。
其次,在印刷过程中还要严格控制好油墨的性能和状态,使印刷出来的条形码能够达到最佳质量效果。
虽然不同类型油墨的组成、性能和质量指标也有所不同,但是,在条形码印刷过程中,对于油墨性能的调节和控制都不外乎以下几个方面:(1)油墨的黏度。
黏度是油墨应用中最主要的控制指标,由于它直接影响着浓墨的转移性能和印刷品的质量,因此,在条形码印刷过程中对油墨黏度的控制是非常重要的。
油墨的黏度过低会造成条形码着墨不匀、条线容易变宽者弊病;反之,如果油墨的黏度过高,则油墨的转移性能比较差,印刷后条形码的条线就比较细甚至断线,而且容易出现糊版等弊病。
(2)油墨的干燥性。
选择油墨干燥速度的一般原则是:在印刷机现有的条件下,油墨在进行下一印刷色组之前及进行复卷或堆叠之前应该能够充为干燥,但是在印版上却不能干燥。
油墨的干燥速度太快,容易发生干版,影响油墨的转移,有可能会造成条形码有缺损或者墨色不匀。
但油墨的干燥速度也不能太慢,否则会发生印刷品背画粘脏现象。
(3)油墨的PH值。
PH值是水基油墨的一个重要的指标,它对水基油墨的黏度和干燥性能都有一定的影响,比如在柔性版水基油墨印刷过程中,随着油墨中水分和胺类物质的不断挥发,就会使油墨的PH值下降,黏度升高,使油墨的转移性变差,同时使油墨的干燥速度加快,容易发生堵版、糊版故障。
因此,在大批量印刷时,要定时向墨槽中添加适量的 PH值稳定剂,使水基油墨的PH值保持相对的稳定。
(4)油墨的色相和遮盖力要强,与承印物的粘接牢度要好,这样才能保证条形码的条色突出,条和空能够达到一定的印刷对比度。