汽车转向节位置度综合检具的设计方法
整体式汽车转向节夹具结构设计
S A N G Y a o . s h u o ・ ,WA N G S h a o . j i e , L I Q i — h a o
并修 改 同时对 具 可 以满 足 汽车 转 向 节大批 量 、 高 效、 高精度 的加 工要 求 , 提 高 了该转 向 节的 生产效 率和 加 工精度 。 关 键词 : 转向节; 翻 转式 ; 虚拟 装 配 ; 定位误 差 分析 中图分 类 号 : T H1 6 ; T G 6 5 文 献标识 码 : A
T e c h n o l o g y ,H e f e i 2 3 0 0 0 9 ,C h i n a )
Ab s t r a c t : Ba s e d on t he c a r ’ S s t e e r i ng kn u c k l e f e a t u r e s s u c h a s c o mp l i c a t e d s t r u c t u r e,h i g h r e q u i r e me n t s o f pr o c e s s i n g a c c u r a c y,d i f f i c ul t t o l o c a t e, l a r g e n u mb e r o f s t e e r i n g k n u c k l e n e e d t o p r o d u c t a n d S O o n, t h e a r t i c l e r e s e a r c h o n t h e p r o c e s s i n g c r a f t o f s t e e r i n g k nu c kl e. Ac c o r d i n g t o o n e o f t he pr o c e s s i n g s t e p t o d e s i g n a s e t o f ix f t u r e f o r mi l l i n g s u r f a c e a nd d r i l l i n g a nd us i ng t h r e e ・ d i me n s i o n a l g r a p h i c s s o tw a f r e P r o / E t o mo de l i n g a n d v i r t u a l a s s e mb l y. U s i n g Pr o /E t o mo d e l i ng a nd v i r t ua l a s s e mb l y c a n o b s e r v e s pa t i a l a r r a ng e me n t a n d e x a mi n e t h e p a r t s s i z e h a v e i n t e r f e r e n c e o r n o t . At t h e s a me t i me c a l c u l a t i n g t h e c l a m— pi ng f o r c e a n d a n a l yz e po s i t i o n e r r o r t o e n s u r e t h e ix f t u r e c a n me e t l a r g e n u mb e r ,h i g h e f f i c i e n c y,hi gh —
最新汽车转向机构设计(大学毕业设计)
目录中文摘要、关键词 (1)英文摘要、关键词 (2)引言 (3)第1章轿车转向系统总述 (4)1.1轿车转向系统概述 (4)1.1.1转向系统的结构简介 (4)1.1.2轿车转向系统的发展概况 (4)1.2轿车转向系统的要求 (5)第2章转向系的主要性能参数 (7)2.1转向系的效率 (7)2.1.1转向器的正效率 (7)2.1.2转向器的逆效率 (8)2.2 传动比变化特性 (9)2.2.1 转向系传动比 (9)2.2.2 力传动比与转向系角传动比的关系 (9)2.2.3 转向器角传动比的选择 (10)2.3 转向器传动副的传动间隙 (10)2.4 转向盘的总转动圈数 (11)第3章轿车转向器设计 (12)3.1 转向器的方案分析 (12)3.1.1 机械转向器 (12)3.1.2 转向控制阀 (12)3.1.3 转向系压力流量类型选择 (13)3.1.4 液压泵的选择 (14)3.2 齿轮齿条式液压动力转向机构设计 (14)3.2.1 齿轮齿条式转向器结构分析 (14)3.2.3 参考数据的确定 (20)3.2.4 转向轮侧偏角计算 (21)3.2.5 转向器参数选取 (21)3.2.6 选择齿轮齿条材料 (22)3.2.7 强度校核 (22)3.2.8 齿轮齿条的基本参数如下表所示 (23)3.3 齿轮轴的结构设计 (23)3.4 轴承的选择 (23)3.5 转向器的润滑方式和密封类型的选择 (24)3.6 动力转向机构布置方案分析 (24)第4章转向传动机构设计 (26)4.1 转向传动机构原理 (26)4.2 转向传送机构的臂、杆与球销 (27)4.3 转向横拉杆及其端部 (28)第5章转向梯形机构优化 (30)5.1 转向梯形机构概述 (30)5.2整体式转向梯形结构方案分析 (30)5.3 整体式转向梯形机构优化分析 (31)5.4整体式转向梯形机构优化设计 (34)5.4.1 优化方法介绍 (34)5.4.2 优化设计计算 (35)结论 (37)致谢 (38)参考文献 (39)轿车转向机构设计摘要:本课题的题目是转向系的设计。
检具设计
车身小型冲压件检具设计的一般方法和步骤评论:0 条查看:1345 次mouldbbs发表于2008-05-26 19:58一、引言车身冲压件、分总成(由冲压件焊接而成)、车身骨架、各种内饰件等总称为车身覆盖件,覆盖件的制造质量对于整车质量,尤其是轿车和各类客车的焊装生产及整车外观造型影响很大,所以对其质量的检测成为汽车生产厂必不可少的工作。
国内对于重要的小型冲压件一般都采用专用的检测夹具(简称检具)作为主要的检测手段,以控制工序间的产品质量。
美国、德国、日本等汽车工业高度自动化的国家均已开始采用在线检测设备,高效快速地反应产品质量问题。
我国上海大众汽车制造有限公司于2001年引进了两套在线检测的设备,但由于技术和管理原因一直未能有效的使用,而且由于在线检测设备的成本和技术要求很高,在我国很难普遍地应用于小型车身冲压件的检测。
近年来随着轿车和客车工业的迅速发展,车身覆盖件检具在国内汽车行业的应用已相当广泛,国家经贸委已将检具的生产能力列在车辆企业生产条件考核程序中,因此设计和制造出操作方便、检测精度高的专用检具,成为许多汽车生产厂家急待解决的问题。
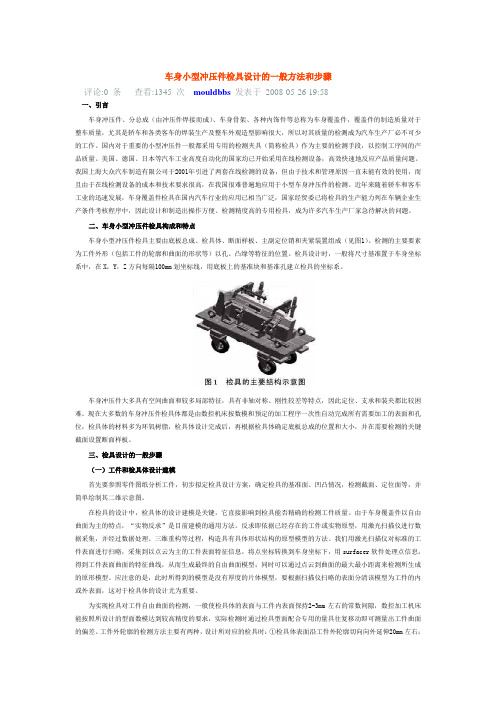
二、车身小型冲压件检具构成和特点车身小型冲压件检具主要由底板总成、检具体、断面样板、主副定位销和夹紧装置组成(见图1)。
检测的主要要素为工件外形(包括工件的轮廓和曲面的形状等)以孔、凸缘等特征的位置。
检具设计时,一般将尺寸基准置于车身坐标系中,在X,Y,Z方向每隔100mm划坐标线,用底板上的基准块和基准孔建立检具的坐标系。
车身冲压件大多具有空间曲面和较多局部特征,具有非轴对称、刚性较差等特点,因此定位、支承和装夹都比较困难。
现在大多数的车身冲压件检具体都是由数控机床按数模和预定的加工程序一次性自动完成所有需要加工的表面和孔位,检具体的材料多为环氧树脂,检具体设计完成后,再根据检具体确定底板总成的位置和大小,并在需要检测的关键截面设置断面样板。
三、检具设计的一般步骤(一)工件和检具体设计建模首先要参照零件图纸分析工件,初步拟定检具设计方案,确定检具的基准面、凹凸情况,检测截面、定位面等,并简单绘制其二维示意图。
转向节(工艺)毕业设计说明书

第1章零件分析1.1 转向节的功用转向节(俗称羊角)是汽车转向桥上的主要零件之一。
转向节与前梁组装后构成铰链装置,利用该铰链装置使车轮可以偏转一定角度,从而实现汽车的转向行驶。
转向节是车轮和方向盘之间的联系纽带,通过方向盘的旋转,带动连杆,即开始调整车轮的高度,而车轮通过两个轴承与转向节配合,使他们连接在一起。
转向节锥孔与转向节臂配合,并和转向横拉杆连接。
转向节法兰面通过四个螺钉和制动盘连接在一起。
转向节的功用是承受汽车前部载荷,支承并带动前轮转向。
在汽车的行驶状态下受到多变的冲击载荷。
转向节零件实体建模如图:1.2 转向节的结构特点与技术要求转向节(见下图)形式比较复杂,其结构兼具有轴类、盘类、叉架类等各种零件的特点。
根据其功用与结构特点,主要技术要求如下:1.轴颈部分转向节轴颈部分精度要求高的部位有:与轴承配合的两个支承轴颈,分别为Φ25和Φ40以及端面。
两支承轴颈对轴线的同轴度不大于Φ0.01mm,端面对轴线的垂直度不大于0.03mm。
圆角R5处是应力集中部位,Φ74轴颈端面易磨损,因此要求有高的强度和硬度。
在此区域采用高频淬火,淬火深度3-6mm,硬度为HRC53-58。
2.法兰面部分法兰面上有均匀分布的4-Φ12mm的孔,法兰面背面有因锻造拨模角为斜面,为使孔端面与法兰面很好贴合,每个孔均锪有Φ15mm的沉孔。
3.叉架部分转向节的上下耳和法兰面构成叉架体,精度要求高的部分有:注销孔为断续长孔,尺寸要求为Φ30mm,最大实体同轴度不大于Φ0.02mm,与轴线的位置度不大于Φ0.3mm。
锥孔大径为Φ28mm,锥度1:8。
第2章转向节的材料与毛坯制造2.1 转向节的材料与毛坯制造转向节的材料选取为40Cr,它是含碳量为0.37~0.45%的全多结构钢,并经调质淬火处理,以提高强度及抗冲击能力,使其具有较高的综合机械性能。
由于汽车在行驶过程中要经常转弯,故转向节在工作过程中要频繁的承受正反两个方向的冲击载荷,转向节毛坯一般采用锻造,锻造后的毛坯要求金属纤维的方向沿着轴颈轴线方向并与外形轮廓想适应,并且具有较高的抗拉、抗弯和抗扭的强度,以提高零件的强度。
汽车转向节钻孔夹具结构设计
Qiha01,WANG Shaojie2
Hefei Anhui 230009, China; Hefei Anhui 230009,
(1.Sch001
of Machinery and Automobile Engineering, 2.Automoble Technical Institute,
万方数据
团盈圈
垒塑!!坐£堕型!:曼
074
【3】王其东,杨孝剑,陈无畏,等.电动助力转向系统的建模及控制 [J].农业机械学报,2004,35(5):l一4. 【4】王正林,王胜开,陈国顺.MATLAB/simulink与控制系统仿真 [M].北京:电子工业出版社,2005:182—198. 【5】徐建平,何仁,苗立东,等.电动助力转向系统回正控制算法研
汽车转向节钻孔夹具结构设计
朱文峰1’2,李旗号1,汪韶杰2
(1.合肥工业大学机械与汽车工程学院,安徽合肥230009; 2.合肥工业大学汽车技术研究院,安徽合肥230009)
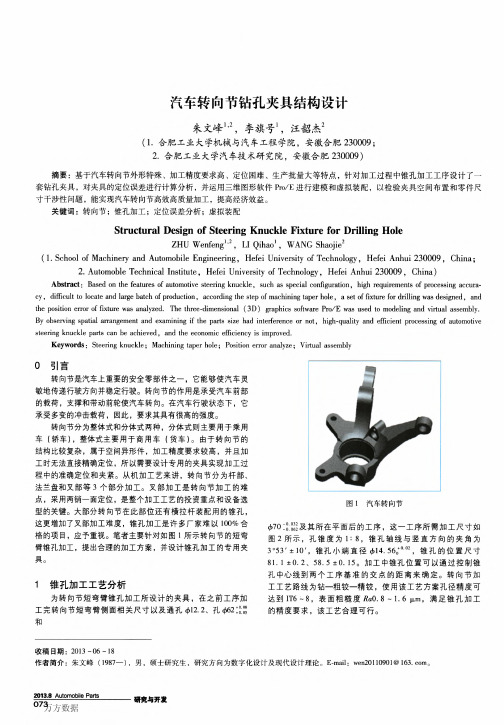
摘要:基于汽车转向节外形特殊、加工精度要求高、定位困难、生产批量大等特点,针对加工过程中锥孔加工工序设计了一 套钻孔夹具,对夹具的定位误差进行计算分析,并运用三维图形软件Pro/E进行建模和虚拟装配,以检验夹具空间布置和零件尺 寸干涉性问题,能实现汽车转向节高效高质量加工,提高经济效益。 关键词:转向节;锥孑L加工;定位误差分析;虚拟装配 Structural Design of Steering KnucⅪe Fixture for Drilling Hole
械,200l(6):31—33.
【6】黄堂芳.加工中定位误差的准确分析方法[J].机械,2008(12):
71—72.
转向节加工工艺及夹具设计汽车转向节加工工艺图
转向节加工工艺及夹具设计汽车转向节加工工艺图机电系汽车制造工艺学设计课题:姓名:学号:班级:指导老师:完成时间:课程设计说明书钻孔夹具刘柏怀MEE14049 14机电一班曾斌 xx.10目录一设计目的 . ...................................................... 错误!未定义书签。
二定位元件 . ...................................................... 错误!未定义书签。
2.1零件作用 . .............................................. 错误!未定义书签。
三工序基准 . ...................................................... 错误!未定义书签。
3.1确定毛坯的制造形式 . .......................... 错误!未定义书签。
3.2基面的选择 . .......................................... 错误!未定义书签。
3.2.1粗基准的选择 . ........................... 错误!未定义书签。
3.2.2精基准的选择 . ........................... 错误!未定义书签。
四夹紧机构 . ...................................................... .. (19)五定位误差计算 . ...................................................... (20)四 ........................................................ (19)四文献 . ...................................................... .. (19)镗大孔夹具设计本次设计的任务一为转向节大孔镗削加工夹具设计,由于任务要求大批量生产,所以采用专用夹具镗床夹具也称镗模。
孔位置度综合检具的设计与应用标准
孔位置度综合检具的设计与应用标准简介本文档旨在提供关于孔位置度综合检具设计与应用标准的指导。
孔位置度综合检具是一种用于检测工件上孔的位置偏差的工具,它在制造和装配领域中具有重要的应用价值。
设计要求在设计孔位置度综合检具时,需要考虑以下要求:1. 精度要求:根据具体需求确定孔位置度的精度要求,一般采用国家标准或行业标准作为参考。
2. 测量方法:确定合适的测量方法,可以使用测量仪器、光学设备或机械装置等,确保测量结果准确可靠。
3. 适用范围:明确孔位置度综合检具适用的工件类型、孔径范围及形状要求,确保检具的通用性和适用性。
4. 可靠性要求:确保孔位置度综合检具具有稳定、可靠的性能,能够长期使用而不影响测量结果的准确性。
5. 操作便捷性:设计检具时考虑操作的便捷性,包括易于安装、使用和维护,以提高工作效率。
应用标准在实际使用中,可以参考以下应用标准来设计和应用孔位置度综合检具:1. 国家标准:根据所在国家的相关标准来设计和应用孔位置度综合检具,确保符合国家质量要求和行业标准。
2. 行业标准:根据所在行业的相关标准来设计和应用孔位置度综合检具,确保符合行业质量要求和技术规范。
3. 制造商规范:根据具体制造商的规范和要求来设计和应用孔位置度综合检具,确保符合制造商的质量要求和产品规格。
需要注意的是,在设计和应用孔位置度综合检具时,应遵守相关的法律法规和知识产权保护措施,避免侵犯他人的权益。
总结孔位置度综合检具的设计与应用需要考虑精度要求、测量方法、适用范围、可靠性要求和操作便捷性等要素。
在实际应用中,可以参考国家标准、行业标准和制造商规范来设计和应用孔位置度综合检具。
同时,需要遵守相关法律法规和知识产权保护措施,确保合法合规。
汽车转向节工艺方案设计实验
汽车转向节工艺方案设计实验一、方案背景汽车转向节是汽车悬挂系统中的一个重要部件,主要起到转向作用。
为了保证汽车行驶的安全性和稳定性,转向节的质量和工艺必须得到严格控制。
设计一个合理的汽车转向节工艺方案至关重要。
二、方案目标本方案旨在通过设计合理的工艺流程和精细化的操作规范,提高汽车转向节的制造质量和生产效率。
三、方案内容1. 工艺流程设计(1)原材料准备:对于不同材质的转向节,需要选用不同种类和规格的材料。
在原材料准备环节中,需要对原材料进行检验,并进行分类、存储等操作。
(2)加工工序:加工工序是整个制造过程中最为关键的环节。
在这个环节中,需要根据设计图纸和加工要求进行加工操作。
具体包括铣削、钻孔、磨削等多种加工方式。
(3)热处理:对于某些特殊材质的转向节,在加工后需要进行热处理。
这个环节主要是通过高温处理来改变材料组织结构,从而提高材料的硬度和强度。
(4)表面处理:表面处理是为了提高转向节的耐腐蚀性和美观度。
具体包括喷涂、镀铬等多种表面处理方式。
(5)组装:在组装环节中,需要将加工好的转向节与其他零部件进行组装。
这个环节需要严格按照设计图纸和操作规范进行操作,以保证组装质量。
2. 操作规范制定为了保证汽车转向节的制造质量,必须制定精细化的操作规范。
具体包括以下内容:(1)原材料检验标准:对于不同种类的原材料,需要制定不同的检验标准,并进行严格把关。
(2)加工操作规范:针对不同种类和规格的转向节,需要制定相应的加工操作规范,并在实际生产中进行严格执行。
(3)热处理操作规范:热处理是一个关键环节,必须制定相应的操作规范,并在实际生产中进行严格执行。
(4)表面处理操作规范:表面处理也是一个关键环节,必须制定相应的操作规范,并在实际生产中进行严格执行。
(5)组装操作规范:组装环节需要制定相应的操作规范,并在实际生产中进行严格执行。
3. 质量检验方法为了保证汽车转向节的制造质量,必须建立完善的质量检验体系。
孔位置度检具的设计方法
孔位置度检具的设计方法一、引言孔位置度检具是用于检测工件孔的位置度误差的专用工具。
在工业生产中,孔位置度的精度要求越来越高,因此,设计有效的孔位置度检具非常重要。
本文将介绍几种常见的孔位置度检具的设计方法。
二、平面透视法平面透视法是一种常用的孔位置度检具设计方法。
它基于平行光束的光学原理,通过将光线投射到被检测孔的内部,观察光线在孔内的投影位置来判断孔的位置度误差。
设计时,可以使用透镜、反射镜等光学元件来控制光线的传输路径,以获得更精确的测量结果。
三、机械比较法机械比较法是另一种常见的孔位置度检具设计方法。
它基于机械接触的原理,通过将检具的探针与被检测孔的内壁接触,通过探针的运动轨迹来判断孔的位置度误差。
设计时,可以使用机械传动装置、测量仪表等设备来实现对探针运动轨迹的测量和记录。
四、电容传感法电容传感法是一种较新的孔位置度检具设计方法。
它基于电容传感器的原理,通过将电容传感器放置在被检测孔的内部,测量电容值的变化来判断孔的位置度误差。
设计时,可以使用微型电容传感器、信号调理电路等设备来实现对电容值的测量和记录。
五、激光干涉法激光干涉法是一种高精度的孔位置度检具设计方法。
它基于激光干涉的原理,通过将激光束通过被检测孔的内部,观察干涉图案的变化来判断孔的位置度误差。
设计时,可以使用激光发射器、干涉仪等设备来实现对干涉图案的观测和记录。
六、光纤传感法光纤传感法是一种灵活性较高的孔位置度检具设计方法。
它基于光纤传感器的原理,通过将光纤传感器放置在被检测孔的内部,测量光纤的弯曲程度和光信号的损失来判断孔的位置度误差。
设计时,可以使用光纤传感器、光学仪器等设备来实现对光信号的测量和记录。
七、总结孔位置度检具的设计方法有很多种,每种方法都有其适用的场景和特点。
在实际应用中,设计人员应根据实际需求和条件选择合适的检具设计方法,并结合相关的仪器设备和测量技术,确保孔位置度的准确测量。
通过合理的孔位置度检具设计,可以提高生产效率,降低产品质量风险,为工业制造提供强有力的支持。
机动车检测汽车转向参数检测作业指导书
机动车检测汽车转向参数检测作业指导书机动车检测汽车转向参数检测作业指导书1、检测目的汽车转向参数变坏,不但损坏轮胎,对行车安全也是很大的威胁,因此汽车转向参数的检测是非常必要的。
2、检测标准GB18565-2001《营运车辆综合性能要求和检验方法》规定汽车转向盘的最大自由转动量和转向轻便性:(1)最大设计车速大于或等于100km/h的汽车:20o;①最大设计车速小于100km/h的汽车:30o。
②原地检测:汽车转向轮置于转角盘上,转动转向盘转向轮达到原厂最大转角,在全过程中用转向力测试仪测得的转动转向盘的操纵力不得大于120N。
”3、检测设备及主要技术指标⑴检测设备:汽车转向角检测仪ACZJ-10⑵主要技术参数:外型尺寸410×410×70mm转盘直径 320 mm最大允许承重 5000Kg测量范围-400~+400检测室无影响测量的振动检测仪器放置的水平面不大于3°4、操作步骤4.1 外观目测,手感检查应合技术要求及校验条件4.2 外观检查完成后,将QLY-B前轮转角仪放于水平的平面上,将读数刻度指针归零。
用镀铬万能角度尺(桂林量具刃具厂生产,量程为±320°,示值误差2,)读取一个10°、15°、30°、40°、的四个角度,分别依次将QLY-B前轮转角仪向左转动10°、15°、30°、40°的四个角度,读取QLY-B前轮转角仪的刻度指针读数?1、?2、?3、?4,其示值误差??1=?1-10°??2=?2-15°、??3=?3-30°??4=?4-40°;应符合其示值误差的要求(即??≤1°)4.3 再向右分分别转动10°、15°、30°、40°四个角度,依上述操作,计算出向右转动的示值误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
汽车转向节位置度综合检具的设计方法 薛博文;刘会莹;郭建东 【摘 要】为满足汽车转向节批量生产过程中对位置度的检测要求,提出了一种转向节位置度综合检具的设计方法,对检具基准的确定、坐标系的建立原则、检具图纸的标注方式以及检具精度的检测进行了详细介绍.经过与三坐标测量机测量结果对比,检具位置精度完全能够满足要求.%In order to meet the inspection requirement of the position in the batch production of the vehicle steering knuckle,a design method of the position comprehensive gauge is proposed,the determination of the benchmarking,the principle of the establishment of the coordinate system,the way of marking the drawings and inspection of gauge precision are described in detail.Compared with the results of coordinate measurements,the accuracy of the gauge is fully able to meet the requirements.
【期刊名称】《制造技术与机床》 【年(卷),期】2018(000)004 【总页数】4页(P171-174) 【关键词】转向节;位置度;综合检具;精度检测 【作 者】薛博文;刘会莹;郭建东 【作者单位】中信戴卡股份有限公司,河北秦皇岛066004;中信戴卡股份有限公司,河北秦皇岛066004;中信戴卡股份有限公司,河北秦皇岛066004 【正文语种】中 文 【中图分类】TG839
汽车转向节是汽车悬架系统的重要构件,其主要作用是承受汽车前部载荷,支承并带动前轮转向;同时,又是连接转向拉杆、下摆臂、减震器以及轴承的安装载体。常见的汽车转向节如图1a所示。 由于转向节在汽车悬架系统中关键性的作用和功能,使得其结构非常复杂[1-4]。为了能够与众多连接件顺利安装,转向节上的各个孔都必须保证非常高的加工精度和位置度。目前,转向节各孔的位置度一般是通过三坐标测量机进行检测,虽然检测精度高,但是效率非常低,无法满足批量生产的检测要求。 因此,在批量生产过程中,急需一种位置度综合检具来提高检测效率。使用位置度综合检具是控制产品质量的一种快速有效的检测手段[5]。以图1b所示转向节为例,介绍一种位置度综合检具的设计思路,并给出具体的设计过程。
1 综合检具的设计 综合检具的设计流程:首先,确定检具的基准,并以此建立检具坐标系;其次,确定测量部分的型式,并对相关尺寸进行设计计算;最后,对检具图纸进行结构设计并标注。以下对设计流程中的关键步骤进行详细分析。 1.1 检具基准的确定 检具的基准要与工件GD&T图纸中的基准保持一致,这样才能满足其位置精度高的检测要求。因此,必须在检具上完全模拟出GD&T图纸中的所有基准。 图1b中被测要素的基准为A、B和C,且B和C两个中心要素基准都遵循独立原则,所以检具的基准如图2所示。 检具的A基准为定位块7的上端面,尺寸要大于工件的A基准尺寸。 检具的B基准采用钢球涨紧的型式。具体实现形式为:旋紧螺母1,在上压块3和下压块6的作用下,保持架4上圆周方向均布的若干钢球5会将工件B基准孔涨紧。
检具C基准用布置在底板8上的导向套10和削边锥销9共同作用实现。为消除B基准和C基准的中心距误差,将削边锥销9设计成削边的形状,且与导向套10配合后方向固定;同时将其与工件C基准孔实际配合的部分做成锥形,消除配合间隙。 1.2 检具坐标系的建立 检具坐标系的建立原则要与工件GD&T图纸中坐标系的建立原则保持一致,通过检具的A、B和C三个基准来建立其坐标系。 以A基准所在平面作为Z面,以B基准中心线作为检具坐标系的Z轴,其和Z面交点作为坐标系的原点。B和C两个基准轴线在Z面上的投影点的连线,旋转理论角度40.17°(tan-1(65/77))作为检具坐标系的X轴,再旋转理论角度90°作为检具坐标系的Y轴。图3是建立的检具坐标系示意图。
1.3 测量部分的设计 测量部分是指各孔的检测销,其结构主要包括检验部位和导向部位,设计依据为GB/T8069-1998《功能量规》。根据工件结构确定检具的型式为插入型功能量规,基准类型为一个平面要素和两个中心要素。 1.3.1 光孔位置度检测装置的设计 以φ51.18±0.05 mm孔为例,按照GB/T8069-1998中工作部位尺寸的计算公式,对此孔检测销的检验部位和导向部位的尺寸进行计算[6],数值如下: DMV=50.88 mm Tt=0.35 mm 由表1可得: T1=W1=0.008 mm; TG=WG=0.005 mm ; Smin=0.004 mm; t1=0.012 mm; t′G=0.004 mm 由表2可得:F1=0.045 mm 对于检验部位:
对于导向部位: 取dGB=DGB=54 mm
1.3.2 锥孔位置度检测装置的设计 对于锥孔位置度的测量,GB/T8069-1998《功能量规》中并没有相关尺寸的计算公式,所以无法直接对其进行检测。实际测量时,需要将被测要素进行转换,图4是锥孔位置度测量转换工装的结构示意图。
使用时,锥棒2与工件的锥孔紧密配合,螺纹柱3和螺母4使工装固定在工件被测锥孔中,通过此工装,将锥孔位置度的测量转换成了对测量柱5位置度的测量。设计时,先确定检测测量柱5位置度的检测套的尺寸和公差,例如取然后依据《功能量规》中的相应公式计算测量柱5的尺寸。 1.4 检具图纸的标注 检具图纸的标注方式要与工件GD&T图纸的设计原则保持一致,在所建立的检具坐标系下,对各个孔的导向套轴线的位置进行标注。 由于检具上各导向套轴线的理论位置与工件上各孔轴线的理论位置同轴,所以将工件各孔轴线的位置尺寸作为导向套轴线的理论尺寸,以此确定检具上各个导向套轴线的理论位置。以φ51.18±0.05mm孔为例,在检具坐标系下的标注方式如图5所示。
2 检具精度的检测方法 检具精度的检测是利用三坐标测量机,对检具测量部分的实际位置度进行检测。对于具体的检测方法,至今没有统一的标准。常规方法是对检测销的测量部位进行检测,由于检测销导向部位与导向套之间存在间隙,所以这种方式测得的位置度数值并不准确。 在此,提出一种简单合理的精度检测方法:在导向套上取两个节圆,首先判断导向套实际轴线的位置度是否合格;如果合格,再利用三坐标测量机继续将测得的实际轴线向被测工件孔的方向延伸,判断在工件被测孔轴线长度范围内,延伸后的轴线位置度是否合格,以此来判断检具测量要素的位置度是否合格。此方法完全消除了检测销导向部位与导向套之间的间隙对位置度测量产生的影响,能够将检测过程中的误差降到最小。 3 检具精度的实验验证 检具的使用方法:首先,将转向节工件安装到检具上,使A、B和C三个基准与检具上的基准相对应,并将其压紧;然后,将检具上的各个检测销(测量要素),依次插入转向节各个孔(被测要素)中,如果所有检测销能够全部插入,可判定工件合格,如果某一检测销无法通过,说明此孔的位置度不合格。图6是检具实物图,图7是检具实际检测时的示意图。 以φ51.18±0.05 mm孔为例,对此孔的检具位置精度进行实验验证,具体实验过程如下:先用三坐标测量机对此孔的位置度进行实际测量;然后选取位置度在φ0.25 mm之间的合格工件10件,选取位置度在φ0.25 mm至φ0.3 mm之间的不合格工件10件,分别进行标记;最后,由两名检测人员两次测量所有零件,表3是实际测量结果的统计表。 表3 检具实际测量结果统计表 零件号CMM测量结果检测人员A检测人员B12121GGGGG2GGGGG3NGNGNGNGNG4GGGGG5NGNGNGNGNG6NGNGNGNGNG7GGGGG8GGGGG9NGNGNGNGNG10NGNGNGNGNG11GGGGG12NGNGNGNGNG13GGGGG14NGNGNGNGNG15GGGGG16GGGGG17NGNGNGNGNG18NGNGNGNGNG19GGGGG20NGNGNGNGNG 注:G表示检测销通过检测孔;NG表示检测销不能通过检测孔。 从表3中可以看出,三坐标测量结果与综合检具测量结果完全一致,其余孔的位置度按照此方法测量所得结果也全部一致。按照MSA小样法的规定,如果所有的测量结果(每个零件四次)一致,则接受该检具,所以,此检具的位置精度完全能够满足检测要求。 4 结语 对前转向节综合检具的设计过程进行了分析,给出了位置度综合检具的设计方法,同时,提出了一种对于检具精度检测的新方法,该方法对于类似型式的检具位置精度检测具有借鉴意义。实验研究表明,采用此方法所设计的检具位置精度能够满足检测要求。 参考文献 [1]陈家瑞.汽车构造[M].3版.北京:机械工业出版社,1999:225-236. [2]王阳洋,盛楠.绿色设计理论在汽车转向节工装设计中的应用研究[J].合肥工业大学学报:自然科学版,2015,38(3):305. [3]牛晓燕,王忠海,王桂香.转向节在装配过程中的力学特性分析[J].河北大学学报: