基于UG的软工装夹具设计
基于 UG平台的偏心轴的加工分析及车削工艺的夹具设计
目录摘要----------------------------------------------------------------------- 2 Abstract-------------------------------------------------------------------- 3 1绪论 ----------------------------------------------------------------------- 51.1偏心轴车削加工的简介----------------------------------------------- 51.2 UG简介 ------------------------------------------------------------------ 51.3论文的主要工作-------------------------------------------------------- 5 2偏心轴的机械加工工艺规程------------------------------------------ 62.1 零件工艺分析---------------------------------------------------------- 62.2毛坯设计----------------------------------------------------------------- 72.3定位基准的选择-------------------------------------------------------- 82.4加工方法的选择-------------------------------------------------------- 92.5加工顺序的安排-------------------------------------------------------- 92.6加工工艺过程的确定-------------------------------------------------- 92.7加工余量及工序尺寸的确定--------------------------------------- 10 3夹具设计----------------------------------------------------------------- 113.1 偏心轴装配------------------------------------------------------------113.2 基于 CAD的定位夹紧元件设计 ---------------------------------- 164 结语 -------------------------------------------------------------------- 18致谢---------------------------------------------------------------------- 19参考文献------------------------------------------------------------------- 20摘要机械传动中,由回转运动变为往复运动,往往是由偏心轴和曲轴来完成的。
基于UG的加工后盖零件三维夹具设计
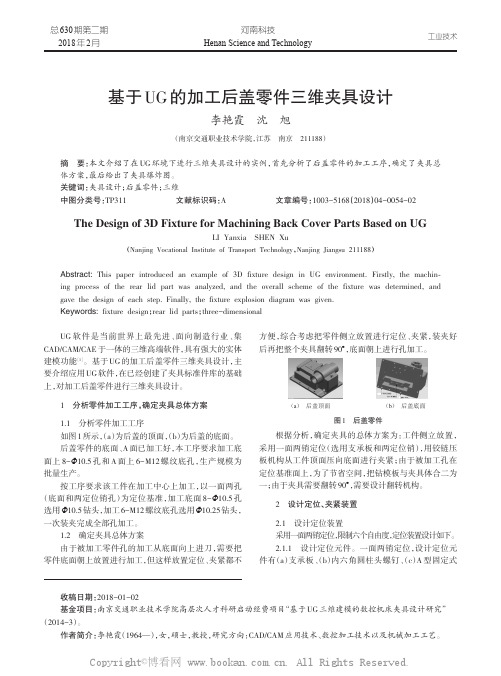
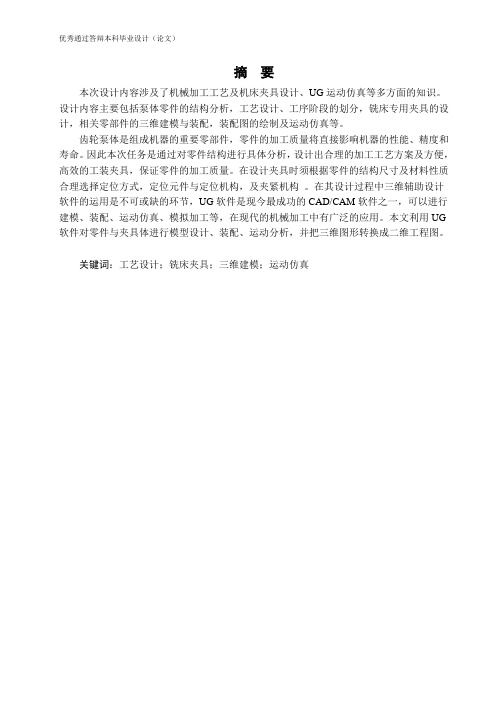
图 7 夹具体
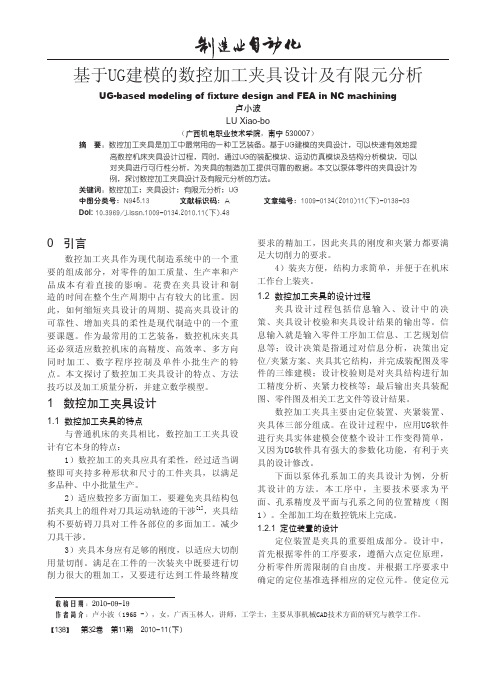
图 8 夹具体装配图
2.1.2 装配定位元件。①调入后盖零件:选择后盖
零件,绝对原点定位如图 3(a)所示;②装配支承板:选择
支承板零件,通过约束定位,面面接触对齐、按某一距离
对齐,如图 3(b)所示;③装配螺钉:选择螺钉,通过约束定
位,面面接触对齐、自动判断中心/轴接触对齐,如图 3(c)
所示;④装配定位销:方法与装配螺钉相似,如图 3(d)所
UG 软件是当前世界上最先进、面向制造行业、集 CAD/CAM/CAE 于一体的三维高端软件,具有强大的实体 建模功能[1]。基于 UG 的加工后盖零件三维夹具设计,主 要介绍应用 UG 软件,在已经创建了夹具标准件库的基础 上,对加工后盖零件进行三维夹具设计。
1 分析零件加工工序,确定夹具总体方案
3 设计钻模与夹具体
3.1 设计导向元件 钻底面 8-F10.5 孔选用可换钻套,导向元件有可换 钻套、A 型钻套用衬套、钻套螺钉,根据孔的大小先设计 钻套,然后再设计钻套用衬套和钻套螺钉;钻 A 面 6-M12 螺纹底孔选用固定钻套,导向元件有 B 型固定钻套。图 6 为导向元件装配图。
据安装在夹具体上的定位元件、夹紧元件、导向元件、辅 助支承元件的位置和大小,设计相应的孔、螺纹和凸台, 图 7 所示为夹具体。
总 630 期第二期 2018 年 2 月
河南科技 Henan Science and Technology
工业技术
基于 UG 的加工后盖零件三维夹具设计
基于UG的车床夹具虚拟设计及运动仿真
毕业设计论文任务书一、题目及专题:1、题目基于UG的车床夹具虚拟设计及运动仿真2、专题二、课题来源及选题依据课题来源于生产实际。
现代生产制造中,机床夹具是一种不可或缺的工艺设备,它直接影响着零件的加工精度、生产率和产品的制造成本等,所以机床夹具设计是一项重要的技术工作,在机械制造以及生产技术中占有极其重要的地位。
现代生产要求企业所制造的产品品种经常更新换代,以适应市场的需求与竞争,特别是近年来,数控机床、加工中心、成组技术、柔性制造系统(FMS)等新加工技术的应用,现代机床夹具的发展方向主要表现为标准化、精密化、高效化和柔性化等四个方面。
三、本设计(论文或其他)应达到的要求:①根据提供的毕业设计资料理解设计要求,查阅相关中外资料。
②确定车床组合夹具结构及定位、夹紧方案。
③对车床组合夹具进行三维建模,生成工程图,完成爆炸图及装夹工件的动作演示。
④完成车床组合夹具加工工序和工艺方案及绘制工序图。
⑤阅读和翻译英文文献。
⑥撰写毕业设计论文。
四、接受任务学生:五、开始及完成日期:自2012年11月12日至2013年5月25日六、设计(论文)指导(或顾问):指导教师签名签名签名教研室主任〕签名〔学科组组长研究所所长系主任签名2012年11月12日摘要根据任务书的要求,本次任务主要是针对十字头零件的加工设计两套专用的车床夹具,完成相应的加工要求。
主要内容包括:加工零件的分析、分析其结构、各部分相关尺寸、加工工艺过程及工序、零件图的绘制、加工各面、孔等内容。
具体任务是针对车Φ85外圆和挖Φ24槽设计两套专用车床夹具,确定其定位、夹紧方案和误差、切削力的计算。
在此之前,首先要拟定一套高效的加工方案,进行工序及工步的确定,进而根据所选定的方案完善相应的计算和加工工艺卡片,再由所需要求,设计出夹具的尺寸,根据查找的资料,实现理论的设计。
在得到理论设计的尺寸和方案之后,利用UG进行三维建模,并对所画的各部件做装配、爆炸及运动仿真等工作,最后,将所有零部件及装配图生产工程图。
UG编程在CNC加工中的自动化装夹与夹具设计

UG编程在CNC加工中的自动化装夹与夹具设计自动化装夹与夹具设计在CNC加工中起着至关重要的作用。
UG编程技术的应用使得加工过程更加精确、高效,并且简化了操作流程。
本文将介绍UG编程在CNC加工中自动化装夹与夹具设计的原理、应用以及优势。
一、自动化装夹的原理与应用1. 自动化装夹的原理自动化装夹是指在CNC加工过程中,通过UG编程技术实现对工件的自动夹持。
它主要通过夹具和传感器来实现。
夹具作为自动夹持的工具,能够有效地保持工件的稳定性,并确保其在加工过程中不会移动或变形。
而传感器则负责监测加工过程中的各种参数,如压力、力度、温度等,以便实时调整夹持力度和位置。
2. 自动化装夹的应用自动化装夹广泛应用于各类零件的加工中,特别是对于复杂形状、高精度的工件加工尤为重要。
例如,在航空航天、汽车制造、模具制造等行业中,工件的形状、尺寸和材质各异,因此需要设计出适应性强的自动化夹具来保证工件的加工质量和生产效率。
二、UG编程与自动化装夹的实践案例UG编程技术在自动化装夹中发挥着重要作用。
以下是一个实践案例,展示了UG编程在自动化装夹中的具体应用。
以某汽车零部件的加工为例,首先需要进行CAD建模,然后通过UG编程软件进行NC编程和模拟。
在编程过程中,需要考虑夹具的设计和摆放位置,以及夹具的夹持力度、角度和位置等参数。
通过UG编程,可以对夹具的运动轨迹进行精确控制,确保工件可以在加工过程中保持稳定,并准确地完成切削等操作。
同时,UG编程还可以实时监测加工过程中的各项参数,并根据需要进行调整。
三、UG编程在自动化装夹中的优势UG编程在自动化装夹中具有诸多优势,为CNC加工带来了许多便利与效益。
1. 精确控制UG编程可以对夹具的运动轨迹和夹持力度进行精确控制,从而保证工件在加工过程中的稳定性和精度。
它可以实现多轴协同运动,使加工过程更加精细。
2. 实时监测UG编程可以通过传感器对加工过程中的各项参数进行实时监测,如夹持力度、压力、温度等。
基于UG的工装夹具零件库的参数化建模及工程图的生成

基于UG的工装夹具零件库的参数化建模及工程图的生成
基于UG的工装夹具零件库的参数化建模及工程图的生成陈忠敏
【期刊名称】《中国新技术新产品》
【年(卷),期】2012(000)021
【摘要】本文深入研究并实现了使用UG的电子表格法进行工装夹具设计中常用的标准件及通用件进行参数化建模以及2D工程图生成的方法.该方法适用面广,无需编程,通过简单的编辑电子表格即可实现.
【总页数】1页(150)
【关键词】工装夹具;零件库;UG;参数化建模;工程图
【作者】陈忠敏
【作者单位】上海三菱电梯有限公司,上海200245
【正文语种】中文
【中图分类】TP39
【相关文献】
1.基于UG平台的某型号专用机床夹具CAD系统三维参数化零件建库技术研究与应用 [J], 王强
2.基于UG生成表驱动的零件三维参数化模型研究 [J], 廖美根
3.基于UG的参数化零件模型库的创建 [J], 张桂侠; 朱家诚
4.基于UG参数化技术完成实体零件库的建立 [J], 陈长生
5.基于UG/OPEN GRIP的系列化零件参数化建模及建库的研究 [J], 刘英; 田玉涛; 黄忠全; 张颖。
基于UG的阀体零件的机械加工工艺及夹具设计
摘要本篇设计是基于UG的阀体零件的机械加工工艺及夹具设计。
阀体零件的主要加工表面是内孔和各轮廊面等。
一般来说,保证平面的加工精度与保证孔系的加工精度相比,保证平面的加工精度比较容易。
孔径加工都是选用专用镗孔夹具,夹紧方式一般选用手动夹紧,夹紧可靠。
因此生产效率较高。
能够满足设计要求。
文章的重点在于对阀体的工艺性和力学性能分析,对加工工艺进行合理分析,选择确定合理的毛坯、加工方式、高效设计、省力的夹具,经过实践证明,最终加工出合格的阀体零件。
关键词:阀体类零件;工艺;夹具;AbstractThis design is based on UG body parts of the mechanical processing technology and fixture design. The main processing surface of body parts is the inner hole and the outline. Generally speaking, the machining accuracy of the plane is guaranteed to ensure the machining accuracy of the plane is relatively easy compared with the machining precision of the hole. Is the aperture processing of special boring fixture, the clamping way generally manual clamping, clamping reliable. Therefore, the production efficiency is high. Can meet the design requirements.The focus of the article is on the valve body, the processing and mechanical properties analysis on the process of rational analysis, to determine the reasonable blank, processing, efficient design, labor saving fixture. Through practice proved that ultimately produce a qualified body parts.Key words: valve parts; process; fixture;目录第一章绪论 (1)第二章零件的分析 (2)2.1 零件的作用 (22)2.2 零件的技术要求 (22)第三章确定毛坯、画毛坯—零件合图 (6)3.1 确定毛胚的制造形式及材料 (7)3.2 机械加工余量、工序尺寸及毛坯尺寸的确定 (8)3.3 选择加工设备及刀、夹、量具 (9)第四章工艺规程设计 (10)4.1 定位基准的选择 (12)4.2 定位元件 (13)4.3 切削力及夹紧力的计算 (14)4.4 加工工序设计 (22)第五章镗孔夹具的设计 (17)5.1 定位基准的选择 (18)5.2 切削力的计算与夹紧力分析 (19)5.3 夹紧元件及动力装置确定 (19)5.4 定位销及夹具体设计 (20)5.5 夹具精度分析 (21)第六章 UG软件在机械设计中的应用 (23)结论 (24)参考文献 (25)致谢 (26)第一章绪论本文首先对阀体的零件进行分析,通过对阀体进行的研究和分析,描述了它的毛坯制造形式、机械加工余量、基准选择、工序尺寸和毛坯尺寸的确定,以及切削用量和工时的计算等相关内容。
基于UG的铣床夹具的虚拟设计及运动仿真论文
摘要本次设计内容涉及了机械加工工艺及机床夹具设计、UG运动仿真等多方面的知识。
设计内容主要包括泵体零件的结构分析,工艺设计、工序阶段的划分,铣床专用夹具的设计,相关零部件的三维建模与装配,装配图的绘制及运动仿真等。
齿轮泵体是组成机器的重要零部件,零件的加工质量将直接影响机器的性能、精度和寿命。
因此本次任务是通过对零件结构进行具体分析,设计出合理的加工工艺方案及方便,高效的工装夹具,保证零件的加工质量。
在设计夹具时须根据零件的结构尺寸及材料性质合理选择定位方式,定位元件与定位机构,及夹紧机构。
在其设计过程中三维辅助设计软件的运用是不可或缺的环节,UG软件是现今最成功的CAD/CAM软件之一,可以进行建模、装配、运动仿真、模拟加工等,在现代的机械加工中有广泛的应用。
本文利用UG 软件对零件与夹具体进行模型设计、装配、运动分析,并把三维图形转换成二维工程图。
关键词:工艺设计;铣床夹具;三维建模;运动仿真AbstractThis design content involves the machine manufacture craft,the engine jig design,the metal-cutting machine tool, the common difference coordination ,the survey and so on.The design content mainly includes structure analysis of parts,process design,the division of process stages,the special fixture design of milling machine,3d modeling,installation of related spare parts,the drawing of assembly drawings ,the motion simulation and so on.The gear pump is one of the important parts of machine,parts processing quality will directly affect the performance, precision and the working hours of the machine.So this task is that we design a reasonable process scheme convenient and efficient jig by analyzing the specific parts structure to ensure the parts processing quality.We shall legitimately select positioning method ,positioning device and positioning mechanism according to the structure and the material properties when we design the fixture.In the process of design,the three-dimensional design software is an indispensable link,the UG system is one of the most successful CAD/CAM software,it can be used to build model ,fit parts,move simulation ,simulate processing.So it is widely used in modern machining.The text mainly makes some model design ,assembly,motion analysis and makes change 3D into 2D engineering drawings.Key words: process planning; milling jig; theree-dimensional modeling; motion simulation目录摘要 (III)ABSTRACT .................................................................................................................................. I V 目录. (V)1 绪论 (1)1.1 机床夹具的概述 (1)1.2 国内外发展及研究状况 (1)1.3 本课题的主要内容 (1)2 零件的工艺分析及规程设计 (2)2.1 零件的作用 (2)2.2 零件的工艺分析 (2)2.3 零件的生产类型 (3)2.4 毛坯的制造形式的确定 (3)2.5 零件加工余量、工序尺寸及毛坯尺寸的确定 (3)2.6 定位基准的选择 (4)2.6.1 精基准的选择 (4)2.6.2 粗基准的选择 (5)2.7 工艺路线的拟定 (5)2.8 切削用量及基本工时的确定 (6)3专用夹具设计 (16)3.1 设计机床夹具的目的 (16)3.2 机床夹具的设计要求 (17)3.3 铣前后端面的专用夹具设计 (17)3.3.1问题的提出 (17)3.3.2定位基准的选择 (17)3.3.3 切削力与夹紧力的计算 (17)3.3.4 定位误差分析与计算 (19)3.3.5 夹具设计及操作简要说明 (19)3.3.6 专用夹具相关零部件的设计分析与三维建模 (20)3.4 粗铣2×M16螺纹孔外侧端面专用夹具设计 (25)3.4.1 定位基准的选择 (25)3.4.2 定位基准的选择 (25)3.4.3 切削力及夹紧力的计算 (26)3.4.4 定位误差分析与计算 (27)3.4.5 夹具设计及操作简要说明 (27)4 运动仿真 (30)4.1 UG的概述 (30)4.2 运动仿真与分析 (30)4.2.1 专用铣床夹具1夹紧装置的运动仿真 (30)5 结论 (34)5.1 结论 (34)5.2 不足之处及展望 (34)致谢 (35)参考文献 (36)附录 (37)1 绪论1.1机床夹具的概述在机械制造的切削加工、检验、装配、焊接和热处理等工艺过程中,要使用大量的夹具来安装加工对象,使其占有正确的位置,以保证零件和产品的加工质量,并提高生产率,从而提高其经济性。
基于UG建模的数控加工夹具设计及有限元分析
【138】 第32卷 第11期2010-11(下)基于UG建模的数控加工夹具设计及有限元分析UG-based modeling of fi xture design and FEA in NC machining卢小波LU Xiao-bo(广西机电职业技术学院,南宁 530007)摘 要:数控加工夹具是加工中最常用的一种工艺装备。
基于UG建模的夹具设计,可以快速有效地提高数控机床夹具设计过程,同时,通过UG的装配模块、运动仿真模块及结构分析模块,可以对夹具进行可行性分析,为夹具的制造加工提供可靠的数据。
本文以泵体零件的夹具设计为例,探讨数控加工夹具设计及有限元分析的方法。
关键词:数控加工;夹具设计;有限元分析;UG中图分类号:N945.13 文献标识码:A 文章编号:1009-0134(2010)11(下)-0138-03Doi: 10.3969/j.issn.1009-0134.2010.11(下).480 引言数控加工夹具作为现代制造系统中的一个重要的组成部分,对零件的加工质量、生产率和产品成本有着直接的影响。
花费在夹具设计和制造的时间在整个生产周期中占有较大的比重。
因此,如何缩短夹具设计的周期、提高夹具设计的可靠性、增加夹具的柔性是现代制造中的一个重要课题。
作为最常用的工艺装备,数控机床夹具还必须适应数控机床的高精度、高效率、多方向同时加工、数字程序控制及单件小批生产的特点。
本文探讨了数控加工夹具设计的特点、方法技巧以及加工质量分析,并建立数学模型。
1 数控加工夹具设计1.1 数控加工夹具的特点与普通机床的夹具相比,数控加工工夹具设计有它本身的特点:1)数控加工的夹具应具有柔性,经过适当调整即可夹持多种形状和尺寸的工件夹具,以满足多品种、中小批量生产。
2)适应数控多方面加工,要避免夹具结构包括夹具上的组件对刀具运动轨迹的干涉[1],夹具结构不要妨碍刀具对工件各部位的多面加工。
减少刀具干涉。
3)夹具本身应有足够的刚度,以适应大切削用量切削。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于UG的软工装夹具设计作者:陈余进潘敏黄伟兴汪红来源:《时代汽车》2021年第10期摘要:在汽车的前期开发过程中,白车身焊接是样车开发的一个制造过程。
而白车身焊接过程所需的软工装定位夹具,是该过程中的一个必须环节。
本文主要介绍基于UG的软工装设计过程,以及对软工装定位夹具的结构组成、技术要求等进行论述。
关键词:软工装夹具设计白车身 UG1 引言在每款车型量产之前,样车白车身的焊接开发是必不可少的,白车身的整车合格率取决于各焊合部件总成的总拼焊接精度。
而白车身的合格率和焊点质量直接影响到后期的总装装配,试验认证过程和路试质量等。
因此,要提高白车身整车的焊接质量及合格率,必须设计结构合理、定位精准的软工装夹具,以便对车身部件焊接时进行精准的定位和加紧。
目前应用于机械设计行业的的三维软件主要有UG、Pro/E、CATIA等,本文就UG在软工装设计中的常用功能进行介绍、夹具的结构及技术要求进行概述。
2 软工装设计中使用的UG功能2.1 草绘设计功能,提供了多种线条绘制工具、曲线修改、曲线约束功能等,使用户可以根据二维图纸、转化为三维实体模型的设计过程。
另外如在实体中无法直接建立的模型,也可通过草图可以准确的绘制出图,同时需要注意草图约束与图层管理等。
2.2 建模功能:建模功能提供了常见基本体素的设计功能,如球体、长方体、圆柱体等、锥体等;以及多种扫描特征的运用,如拉伸、回转、扫掠等;2.3 实体特征功能:提供了孔特征、凸台、腔体特征、槽特征等命令的使用;满足多种复杂数模零件的结构设计过程;2.4 同步建模功能:同步建模技术是一个能够同时进行几何图形与规则同步建模的设计方法、能快速、快捷与方便的进行建模操作。
2.5 装配(约束功能):提供了自上而下和自下而上两种装配方法,模拟实际的机械装配过程,利用约束将各个零件图形装配成一个完整的机械结构。
3 软工装夹具结构组成软工装夹具通常由底板、定位单元装置、其他辅助标准件等几大部分组成。
其中不同的定位单元组成结构会有所不同,以下对通用的部分夹具主要零件做设计要求介绍:3.1 底板的结构底板根据使用需求,多数为柔性底板,可实现不同车型的切换,其结构通常由夹具安装面板(常用厚为≥25mm),中间结构为方钢纵横排列结构,下部支撑板焊接成整体框架,热处理后精加工钻孔而成(如图1所示)。
底板是焊接夹具的基础元件,它的精度直接影响定位机构的准确性,因此对工作平面的平面度和表面粗糙度均有严格的要求。
夹具自身测量装置的基准也是建立在夹具底板上,因此在设计夹具底板时,应留有足够的位置来设立测量装置的基准槽和基准孔,以满足实际测量的需要。
底板的安裝面板由每一组孔系组成,为螺纹孔和Ф12销孔间隔100矩阵均布在底板上,使用时可通过过渡板实现柔性切换。
底板的加工技术要求如下:1)单个拼台工作面平面度≤0.08mm/M,整个平面的平面度≤0.2mm,表面;粗糙度≤3.2。
2)底板的同孔组销孔中心距L±0.02mm;销孔与基准孔(槽)间距L±0.05mm。
3)地板设置基准孔至少3个以上,对于大底板每间隔1.2米设置一个,基准孔间的中心距±0.02 mm;孔径φ16H7,孔表面粗糙度1.6。
4)底板须设置基准线,一般情况下沿X/Y/Z方向设置,位置、数量应根据底板的大小具体情况确定。
5)底板常用材料为Q235A或A3钢。
3.2 定位单位结构定位单元中的组成零部件通常由过渡板、支基、定位支撑板、压板、定位块、限位块、调整垫片、定位销、调整垫片及其他辅助件等,以及根据焊件实际形状确定的定位机构(如下图所示)。
3.2.1 过渡板设计要求:过度板通常由Q235A或A3钢加工而成、其孔系组成根据定位要求与底板的孔系位置而定,因此没有固定的设计标准,不可柔性化。
3.2.2 支基的设计:软工装支基起到支撑连接作用,支基的高度可按照50mm的整数倍进行标准化柔性设计(如ZZJ200、ZZJ250),可满足零件到底板间不同高度时的使用,并且能多项目重复柔性使用。
支基的材料一般为HT200,可以按照使用原则设计标准分为L型支基、小型过渡支基、和方管型过渡支基三种。
支基选用规范L型支基分铸造型及焊接型,铸造型支基批量制作成本较低,尺寸稳定性好,应优先选用。
小型过渡支基分铸造型及焊接型,小型过渡支基一般与L型支基配合使用,当所需支撑总高度≥400mm时要考虑使用此小型过度支基。
小型过渡支基使用在承载要求较轻的场合,如侧围夹具、门盖夹具上的定位单元等。
方管型过渡支基,为焊接结构,特点是承载能力强,一般与L型支基配套使用,主要用于总拼及下车体夹具的底部定位。
3.2.3 支撑板的设计要求:一般情况下支撑板不直接与工件接触,不直接对工件定位(工件的是由安装在支撑板上的定位块负责),支撑板材料一般为Q235A。
支撑板应尽量避免焊接,无焊接支撑板加工工序较简单,参考工序如:下料、退火、粗精加工两平面至预留值、加工支撑板外形轮廓、磨两平面至设计值、精加工侧部轮廓各安装平面、孔系粗精加工、去毛刺。
3.2.4 与压板相关的要求压板与定位块直接与产品面接触,通常需要进行型面数控方式加工,轴面粗糙度取Ra1.6,通常材料为Q235A,对产品起定位与夹紧作用,软工装定位单元中压板采用现场配焊的方式安装。
焊接式压板的结构要求:原则上应尽量减少或避免出现焊接结构,压板采用焊接连接的必须进行去应力处理,且安装面及配合面须在焊接及应力处理完成后经精加工而成。
压板上无工件定位销或其它需精确定位的零部件;3.2.5 定位块的要求1.夹具公用主定位基准面、或与总成检具相同的基准面的定位块与支撑板做成一体式结构,不考虑可调,材料为45#钢,定位型面处局部淬火HRC38-42。
2.定位块型面硬度HRC38-42,优先采用表面淬火,淬硬层深度≥2mm,也可采用整体淬火+低温回火的方式;重要的安装面、定位面及销孔要求热处理后精加工,确保所规定的粗糙度(型面、安装面Ra3.2,销孔Ra1.6)。
安装面不得上色漆,要涂防锈油。
3.当接触面为非复合单角(就是平面曲率半径很大,可以近似认为是平面的曲面),且与安装面的夹角≤45度时,采用一向可调整的结构(≥45度的,安装面转90度)。
4.原则上定位块应独立调整,但当定位块定两个不同方向且距离太近的面或曲率半径较小的曲面时,采用两向可调整的结构。
3.2.6 限位块的使用要求限位块的材料为45钢,热处理HRC42-45,类型:A型、B型为单孔型,导向定位面较短。
A型配合精度较差,用于位置度要求相对不高的单点或多点夹紧;B型配合精度高,用于短小摆杆的工件定位销的导向定位;C型为B型的加长型,导向定位面较长,配合精度高,多用于带工件定位销的夹紧的导向及定位,及多级夹紧机构的除最后一级之外的摆动件的导向及定位,优先使用;D型为V形块导向定位型,特点是精度好,占用空间较小,但无导向定位行程,对上下件配合的紧密度要求较高,经过许可方可使用。
3.2.7 定位销相关的要求:零件定位销主要是保证平面内左右的位置精度,在选用时应尽量考虑在标准序列中选用,标准序列中没有的能满足使用要求的则按非标件的编号要求及规范设计。
定位销的定位面要有热处理硬度要求,具有一定的防锈性能,定位销热处理后要求具有良好的抗冲击性能(即韧性)。
安装时应该采用一定的孔位置精度较差,应适当放大间隙,推荐:螺孔定位销的定位直径=(被定位螺孔小径理论值-k)+h7;其中螺孔当为M6、M8、M10,取k=0.4;当螺孔≥M12时候,取k=0.5。
3.3 其他标准件、紧固件的结构及使用规范3.3.1 调整垫片采用的调整垫片规格通常有(1.5+1+0.5+0.25+0.1),调整垫片材料:不锈钢。
标准调整垫片优先选用,标准规格无法满足要求的,经许可方可采用非标结构,厚度均按以上3mm要求配置说明:此调整垫片为产品尺寸匹配所需,非消除夹具制造误差所用,夹具装配过程产生的累积误差≤±0.5mm的允许通过增减调整垫片进行调整,否则夹具零件尺寸必须返工到符合要求。
3.3.2 紧固件的使用夹具所用紧固件以8.8级内六角螺钉(GB/T70.1-2000)、内螺纹圆柱销(GB/T120-2000)为主。
非沉头安装的螺钉采用螺钉+弹簧垫圈+平垫圈的安装方式;需沉头安装的螺钉采用螺钉无垫圈的安装方式。
沉头孔安装螺钉不要使用弹簧垫圈当需要对螺母头镗孔时,请使用下面的标准以确定板料尺寸不要使用弹簧垫圈。
试验表明弹簧垫圈的使用降低了螺钉接头的扭矩扭紧能力。
螺钉、螺母上紧时必须达到所规定的扭力要求值,并在螺钉头、螺母用油漆做好标记连接销的选用以内螺纹圆柱销为主,常用的规格:10*30A(用于支基与底板、支基与支撑板等中小件的定位连接;其中B型用于盲孔);8*30A(用于定位块、销座、L形过渡连接块等小型零件的定位连接;其中B型用于盲孔);4 夹具的技术设计标准4.1 孔位公差设计要求1)同一组销孔孔距公差取±0.02mm;螺孔、过孔孔距公差取±0.2mm;2)不同组销孔之间孔距公差取±0.05mm;销孔至定位块安装面尺寸公差取±0.05mm;基准面至安装面、定位型面尺寸公差取±0.05mm;3)銷孔孔径公差取φDH7;定位销公称直径公差取φdh7;定位销导向部分与销座孔配合公差取H7/f7。
4)销孔取1.6,安装面取3.2,加工基准面取3.2,定位面取1.6,A 面定位面取3.2,压板定位面取3.2,定位销定位柱面取0.8,与销座配合部分取1.6。
4.2 表面处理要求材料及处理要求:①定位块、定位销、伸缩销、伸缩销座等调质处理HRC38-42,表面发黑处理;②A面(外形覆盖件外表面)定位块采用MC尼龙;③定位销座、L形连接板、过渡板表面发黑处理;④标准限位块(ZXW2516A\ZXW2516B)使用采购件,其余非标限位块采用45#,调质HRC38-42,表面发黑处理;⑤支撑板、压板、支基按要求刷油漆。
5 结论软工装夹具设计是样车试制不可缺少设计制造过程,本文对UG设计常用功能、定位夹具结构组成与技术要求等进行介绍,使在后续的软工装开发设计中能有较好的参考与借鉴,能更好的实现设计时间的缩短、制造成本的节约。
同时使夹具设计更加标准化、柔性化,更好服务到试制样车白车身的开发中。
参考文献:[1]汪红.柔性软工装在样车试制中的运用 [D].时代汽车 2018.[2]周晓明.论某车型软工装造车前期工作[D]. 企业科技与发展 2013.。