基于神经网络的数控加工热误差补偿
神经网络补偿
传感器特别是硅压阻式传感器的温度误差在其总误差中占有很大的比重,温度补偿的好坏直接影响着传感器的总精度。
温度误差的补偿方法有很多种,其中软件补偿是一种较常见的方法。
由于传感器的温度误差是一种非线性误差,即各个温度点的补偿系数也应该呈非线性,这给补偿带来了一定的困难。
常常采用的方法是选取几个温度点,求得补偿系数,其它温度点的补偿系数通过线性插值得到,这种方法实质上是一种将补偿系数分段线性化来拟合补偿系数的非线性曲线的方法。
因此,要做到较高的补偿精度比较困难。
而BP神经网络具有很强的曲线拟合能力,可以利用BP网络对传感器输出值进行处理,得到去除了温度误差的理想输出值。
但是,单单从传感器的输出很难判断哪些是由输入压力所引起的输出,哪些是由于温度误差所带来的输出。
所以,向BP网络引入一个反映温度变化的参数至关重要。
而传感器桥路电压可以满足条件。
因此,利用传感器的桥路电压和未经温度补偿的传感器输出一起作为神经网络的输入。
试验证明,构建的BP神经网络能够使传感器的温度误差得到大大降低,使得传感器在-40~60℃温度范围内,非线性温度误差降低到0.2%。
1 BP神经网络硅压阻式传感器温度补偿1.1 硅压阻式传感器的温度误差硅压阻式传感器是用半导体材料制成的,而半导体材料对温度很敏感。
因此,硅压阻式传感器的温度误差较大,并且其温度误差具有以下特点:首先,在相同压力下硅压阻式传感器的温度误差比其他材料传感器的要大;其次,它的温度误差是非线性的;再次,在进行温度补偿的过程中,很难区分温度误差引起的输出量的变化和压力变化引起的输出量的变化;此外,硅压阻传感器的温度误差有很大的分散性,甚至由同一制造商提供的同一型号传感器的误差幅度彼此之间也会有轻微的差异。
这些特点给硅压阻式传感器的温度误差补偿带来了一定的困难。
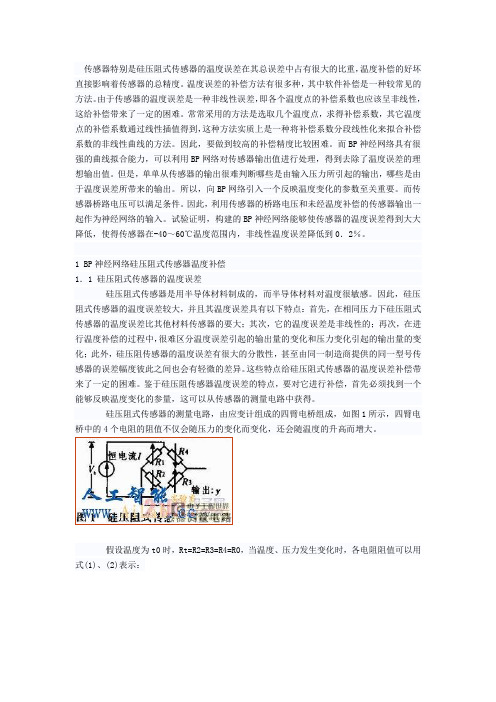
鉴于硅压阻传感器温度误差的特点,要对它进行补偿,首先必须找到一个能够反映温度变化的参量,这可以从传感器的测量电路中获得。
具有丝杠热误差补偿功能的在线检测软件的开发
0 1 0 ,C ia 2 S h o o c aia E gn ei , i j nvr t, i j 0 0 2 hn ) 6 0 1 hn ; . c ol f Meh ncl n ier g Ta i U i s y Ta i 3 0 7 ,C ia n nn ei nn
Absr c t a t:Th r al n uc d er ro heb l s rw rv ys e i i e d pe d n o i a o e sS em l id e ro ft al ce d ie s t m s atm ・ e n e tn nl y ne rpr c s ,O
误差 , 提高加工 中心在线检测精度 。
1 基 于 RB 网络 的 丝 杠 热 误 差 补偿 模 型 F
1 1 丝 杠 的 热 变 形 误 差 补 偿 .
丝 杠受 温 度 影 响 而 引起 热 变 形 , 即使 在 同 一 温 度下 , 也不是 一 个定 量 , 是 刀具 在 丝 杠 上位 置 的函 而 数 。同时 由于 随 着 加 工 时 间 的延 长 , 杠 温 度 在 丝 不 断上 升 , 偿 量是 一个 随加 工 时 间 变化 ( 补 在某 一 刻
0 引 言
随着 制造 业 的发 展 , 机床 主轴 转 速 、 服 进 给 速 伺 度 和加 工 精度 不断 提 高 , 变 形 问题 变 得 更 加 突 出 。 热 各 种 不 同 类 型 的 机 床 , 变 形 误 差 约 占 总 误 差 的 热 3% ~ 0 0 5 % 。在 机 床 系 统 中 , 珠 丝 杠 的热 变 形 滚 直接产 生 系统 的 位 置误 差 。 由 于 丝杠 高 速 旋 转 , 热
g o erce o s Fi al e m ti r r . n l y,s m e e pe i e t lrs ac s ae pu ow a d o K I o x m n a e e rhe tf r r n M A r r NO c ni g c n e . ma hi n e tr
fanuc热位移补偿参数
fanuc热位移补偿参数Fanuc热位移补偿参数是指Fanuc数控系统中用于补偿由于机床在加工过程中产生的热变形而引起的位置误差的参数。
在加工过程中,由于机床的热膨胀和热变形,会导致工件加工位置偏离预定位置,从而影响加工质量和精度。
为了解决这一问题,Fanuc数控系统引入了热位移补偿参数。
热位移补偿参数是通过测量和分析机床在不同温度下的变形情况得到的。
Fanuc数控系统能够根据机床的温度变化情况,自动计算出热位移补偿参数,并将其应用于加工程序中,从而实现对加工过程中的热变形进行实时补偿。
在Fanuc数控系统中,热位移补偿参数通常包括线性热位移补偿参数和非线性热位移补偿参数。
线性热位移补偿参数用于补偿由于机床的线性热膨胀引起的位置误差,而非线性热位移补偿参数用于补偿由于机床的非线性热变形引起的位置误差。
线性热位移补偿参数通常包括X、Y、Z三个方向的位移补偿参数,分别表示机床在X轴、Y轴、Z轴方向上的热位移补偿值。
这些参数是通过测量和分析机床在不同温度下的线性热膨胀情况得到的,可以用于补偿由于机床的线性热膨胀而引起的位置误差。
非线性热位移补偿参数通常包括X、Y、Z三个方向的非线性补偿参数,分别表示机床在X轴、Y轴、Z轴方向上的非线性热位移补偿值。
这些参数是通过测量和分析机床在不同温度下的非线性热变形情况得到的,可以用于补偿由于机床的非线性热变形而引起的位置误差。
热位移补偿参数的应用可以有效地提高机床的加工精度和稳定性。
通过对加工过程中的热变形进行实时补偿,可以使机床保持较高的加工精度,并且提高零件的尺寸稳定性。
同时,热位移补偿参数的应用还可以减少因机床热变形引起的零件废品率,提高生产效率和经济效益。
在使用Fanuc数控系统进行加工时,需要合理设置和调整热位移补偿参数,以适应不同的加工条件和要求。
一般来说,可以通过试切试验和实际加工验证来确定最佳的热位移补偿参数,并进行相应的调整和优化。
Fanuc热位移补偿参数是一种用于补偿机床在加工过程中由于热变形引起的位置误差的参数。
数控机床的误差分析及补偿方法
数控机床的误差分析及补偿方法数控机床的误差分析及补偿方法数控机床的精度是机床性能的一项重要指标,它是影响工件精度的重要因素。
那误差的差源有哪些呢?补偿的方法是什么?YJBYS店铺为你解答如下!数控机床的精度可分为静态精度和动态精度。
静态精度是在不切削的状态下进行检测,它包括机床的几何精度和定位精度两项内容,反映的是机床的原始精度。
而动态精度是指机床在实际切削加工条件下加工的工件所达到的精度。
机床精度的高低是以误差的大小来衡量的。
数控机床的生产者与使用者对数控机床精度要求的侧重点不同,机床生产者要保证工件的加工精度是很困难的,一般只能保证机床出厂时的原始制造精度。
而机床使用者只对数控机床的加工精度感兴趣,追求的是工件加工后的成形精度。
数控机床误差源分析根据对加工精度的影响情况,可将影响数控机床加工精度的误差源分为以下几类。
1)机床的原始制造精度产生的误差。
2)机床的控制系统性能产生的误差。
3)热变形带来的误差。
4)切削力产生的“让刀”误差。
5)机床的振动误差。
6)检测系统的测量误差。
7)外界干扰引起的随机误差。
8)其他误差。
误差补偿方法提高数控机床精度有两条途径:其一是误差预防;其二是误差补偿。
误差预防也称为精度设计,是试图通过设计和制造途径消除可能的误差源。
单纯采用误差预防的方法来提高机床的加工精度是十分困难的,而必须辅以误差补偿的策略。
误差补偿一般是采用“误差建模-检测-补偿”的方法来抵消既存的误差。
误差补偿的类型按其特征可分为实时与非实时误差补偿、硬件补偿与软件补偿和静态补偿与动态补偿。
1)实时与非实时误差补偿如数控机床的闭环位置反馈控制系统,就采用了实时误差补偿技术。
非实时误差补偿其误差的检测与补偿是分离的。
一般来说,非实时误差补偿只能补偿系统误差部分,实时误差补偿不仅补偿系统误差,而且还能补偿相当大的一部分随机误差。
静态误差都广泛采用非实时误差补偿技术,而热变形误差总是采用实时误差补偿。
基于GS-SVM的数控机床热误差预测研究

基于GS-SVM的数控机床热误差预测研究张腰; 杨庆东【期刊名称】《《机械工程师》》【年(卷),期】2019(000)011【总页数】4页(P36-38,41)【关键词】数控机床; 热误差建模; 网格搜索算法; 支持向量机【作者】张腰; 杨庆东【作者单位】北京信息科技大学机电工程学院北京100192【正文语种】中文【中图分类】TG659; TG502.150 引言制造业是国家的支柱产业,而数控机床是制造业的“母机”,是对国家制造业影响最大的装备行业。
据相关研究表明,在数控机床各类误差中,几何误差和热误差这两项误差占数控机床加工系统总误差的40%~70%[1-2],而主轴热误差是误差原因中的一部分,对工件加工的误差影响比较大,为了减少热变形对零件的加工精度的影响,提前对主轴的热变形进行测试分析预测补偿,从而减少热变形的影响。
随着《中国制造2025》提出制造产业智能升级和跨越式转型,对加工零件的精度要求变得更高。
因此,有效提升数控机床的精度,对提高数控机床精度保持性具有重要意义,对未来的中国制造起着决定性的作用。
国内研究人员对热误差相关理论有许多研究。
王舒阳等[3]利用BP 神经网络的非线性函数拟合建模,由不同样本数据建立多元线性回归模型,预处理后应用于数控机床误差模型预测,但是该算法较为复杂,收敛速度慢,易陷入局部极值点,通用性不好;李泳耀等[4]提出了基于最小二乘法支持向量机进行数控机床建模预测方法,虽然该模型能够准确对数控机床热误差预测,但是训练需要大量的样本,过程计算复杂,训练时间长;林伟青等[5]提出了基于RBF 神经网络算法热误差模型,和OLS回归模型相比,虽然模型的预测精度更好,但是RBF算法模型训练样本多,复杂程度大,运算量大,调整权值过程中出现病态;杜正春等[6]采用了模糊神经网络的预测方法,虽然Z方向的误差值能够准确对数控机床热误差预测,但是该算法模型训练时间长,且收敛速度较慢。
数控加工的误差补偿在生产中的运用分析
数控加工的误差补偿在生产中的运用分析摘要:随着经济的发展,各种精密、超精密产品已应用于各种现代工业与第三产业中。
数控机床具有加工误差补偿高,加工效率高,加工范围广等特点,其中加工误差补偿是保证效率的重要措施。
本文首先探讨了数控加工误差产生的原因与分类,然后分析了数控机床的误差补偿处理措施与效果,最后提出了相关辅助措施。
关键词:数控加工误差补偿在线检测1 数控加工误差产生的原因与分类1.1 误差产生的原因误差产生的原因有很多种,对于数控机床来说,误差产生的因素主要包括机床因素与测量因素。
(1)机床因素:机床本身的特性;各运动轴之间的旋转精度、定位精度、垂直度、传导精度;运动时的微细波动、热变形等。
(2)误差测量因素:误差测量仪的绝对精度、误差测量仪与产品的相对定位如坐标平移及倾斜引起的误差。
测量方法引起的误差,如测量大轴圆周长S来间接测量轴直径d时,因为公式d=SΠ中常数取近似值所造成的误差。
如图1所示为测量某工件时获得的一组数据,该数据序列中,点A和点B跃离光滑的连续曲线。
它们与正常点的坐标差大于误差限砰,可以判断这些数据点就是奇异项,必须予以剔除。
1.2 误差的分类1.2.1 几何误差包括机床、夹具、刀具的制造和磨损,尺寸链误差,机床传动链的静态和动态调整误差,产品、夹具、刀具的安装误差。
1.2.2 粗大误差粗大误差是指在一系列测量所得的数据中,经修正系统误差后如有个别数据与其他数据有明显差异,则这些数值很可能含有粗大误差。
粗大误差产生主要是由于在测量过程中系统受外界干扰不可避免会出现偶然性、突发性的测试不稳定状况。
1.2.3 系统误差系统误差是指在相同测量条件下重复测量某一被测量时,误差的大小和符号不变或按一定的规律变化,这样的测量误差称为系统误差。
系统误差对测量结果的影响较大。
因此,应认真分析,设法发现系统误差并予以消除或减小其对测量结果的影响。
对于数控机床在线检测系统来说,系统误差可以分为两类:一类是传感器系统误差,一类是机床系统误差。
机床热误差产生原因分析及常用补偿办法
机床热误差产生原因分析及常用补偿办法机床热误差是指机床在加工过程中由于温度变化引起的尺寸误差。
机床加工过程中会产生大量的热量,而这些热量会导致机床各个部件的温度发生变化,从而引起机床的尺寸变化。
机床热误差主要由以下几个方面的原因引起:1. 机床结构材料的热膨胀:机床主要由铸铁、钢材等金属材料构成,这些材料在加热后会发生热膨胀。
不同材料的热膨胀系数不同,会导致机床各个部件的尺寸发生变化。
2. 加工过程中的摩擦产热:机床在加工过程中,工件与刀具之间会产生摩擦。
摩擦会产生大量的热量,导致机床各个部件的温度升高。
3. 外界环境温度的变化:机床在使用过程中,周围环境的温度会发生变化。
由于机床与环境之间存在热传导,环境温度的变化会影响机床的温度,从而引起尺寸误差。
为了减小机床热误差对加工精度的影响,常用的补偿办法有以下几种:1. 温度补偿:通过测量机床各个部件的温度,对加工程序进行补偿。
可以根据机床的温度曲线,预测机床的热变形,并根据这些变形信息对加工程序进行修正,使加工结果能够达到设计要求。
2. 热稳定化技术:通过采用一定的散热装置,控制机床的温度升高速度,减小机床的热变形。
常用的方法有:增加散热面积、改善散热条件、利用冷却介质对机床进行冷却等。
3. 工艺调整:根据机床加工过程中的热变形规律,调整工艺参数,以减小热误差对加工精度的影响。
通过减小切削刀片与工件之间的摩擦力,降低机床温度升高速度。
4. 采用合适的材料:选择热稳定性好的材料,降低材料的热膨胀系数,减小机床热误差的产生。
机床热误差的产生原因主要是由材料的热膨胀、摩擦产热和外界环境温度的变化等因素引起的。
为了减小机床热误差对加工精度的影响,可以采取温度补偿、热稳定化技术、工艺调整和选择合适的材料等补偿办法。
这些措施可以有效减小机床热误差,提高加工精度。
加工中心热误差补偿研究
加工中心热误差补偿研究X张志飞 刘又午 张永丹 章 青(天津大学)摘要 文章基于多体系统理论,提出加工中心的热误差建模理论和方法;并以三轴MAKINO加工中心为例,建立热误差模型并进行参数辨识,最后以软件实时补偿方式进行实际铣削,实验证明补偿效果显著.关键词 加工中心 多体系统理论 热误差 参数辨识 软件补偿 热误差是机床最大的误差源之一.随着机械加工自动化和高精度化的发展,加工中心的热变形问题日益成为关注的焦点.目前,减小机床热误差的研究可分为三类:(1)改进结构设计和提高制造精度;(2)实现温度控制;(3)进行误差建模和软件补偿.其中误差补偿技术,与前二者相比,具有显著的有效性和经济性[1].尤其在我国,经济型数控机床众多,通过误差补偿提高其热态下的加工精度具有重要的工程应用前景.本研究基于多体理论提出了热误差建模的理论和方法,对M AKINO加工中心的热误差进行了分析和辨识,并以实时补偿方式进行了加工验证.1 三轴加工中心热误差建模 多体系统是对工程实际中复杂系统的高度概括.对于任何多体系统都可用低序体阵列对系统拓扑结构进行数字化描述[2].这种描述方法为分析复杂多体系统提供了便利,并有助于建模的计算机化.图1为三轴M AKINO加工中心的结构示意图.1.1 热误差的测定 M AKINO加工中心具有良好的刚度和热结构.各驱动电动机与床体分离,并具有高效的散热结构.在精加工条件下,主轴轴承摩擦是影响机床精度的主要热源,尤其高速旋转时,主轴热伸长和漂移表现得更为突出.本文采用5点法(如图2)测量主轴相对于工作台的热伸长、热倾斜和热漂移.测量仪器为电感测微仪,测量精度1L m.拾取机床温度装置为智能巡检仪,该仪器采用进口Pt-100热电阻元件,精确度达±0.15℃,并具有15个通道,可通过RS232标准通信于主轴系统刚度的提高和功耗的降低.本文仅对径向液体静压轴承进行优化设计,没有考虑推力液体静压轴承的综合的影响.值得一提的是,由于静压轴承的7个参数的绝对值相差甚大,如:供油压力P s=20×105Pa,轴承间隙h0=0.023×10-3m,无论采用哪种优化设计方法,其寻优搜索步长的确定较为麻烦.本优化设计方法对7个参数初值输入时采用相近数量级的处理法,在中间变量和目标函数的计算程序中进行还原,寻优搜索步长为一定,解决了计算机程序由于参数的绝对值相差大所导致的全域寻优困难.参考文献1 腔内孔式回油静压轴承.机床与液压,1977(6)2 高维亮,丁叙生,李尧忠.利用不等封油边提高液体静压轴承刚度的探讨.机床与液压,1981(2)3 丁叙生.不等封油边腔内孔式回油静压轴承.机床,1986(4)4 丁叙生.合理设计液体静压轴承的长径比的探讨.机床与液压, 1986(2)第一作者:丁叙生,南昌航空工业学院机械系,邮编:330034(编辑 吕伯诚) (收稿日期:2000-06-12) X国家:九五F攀登计划预选课题(PD9521910).接口由微机拾取温度信息.根据M AKINO 加工中心的结构特点,通过温升曲线分析和比较,去除相关性较大的温度测量点,并采用逐步回归分析法,最终确定了5个测量点的温度作为热误差参数辨识模型的输图2 五点测量法示意 入[6],这5个测量点分别位于主轴轴端、立柱前侧上方、立柱后侧、床身,另一个用来监测环境温度.1.2 热误差参数辨识刀具相对于工作台的位置误差参数(用下标p 表示)表现在E 6px ,E 6p y ,E 6p z ,D 6p x ,D 6p y ,D 6p z 六项热误差参数中,它们分别表示刀具(编号为6)相对于工作台在X 、Y 、Z 三个方向上的角位置误差和线位置误差参数.由于E 6p z 对加工无影响,在此取值为零.所以通过五点法完全可以确立其它五项参数,D 6p z =D z ,E 6p y =(D y 2-D y 1)/d ,E 6px =(D x 1-D x 2)/d ,D 6px =D x 2+300×E 6px ,D 6p y =D y 2-300×E 6py ;其中d 代表同一侧两触头间的距离,芯棒有效长度为300mm;D x 1、D x 2、D y 1、D y 2、D z 的含义见图2.实验中发现,由于加工中心结构对称、制造精度较高,主轴在X -Z 平面内的热漂移和热倾斜、Y -Z 平面内的热倾斜很小;在室温20℃、主轴转速800r/m in 、长达13h 的转动下,X -Z 平面内的热倾斜平衡在6.5×10-6rad (绝对值,不指示方向),热漂移平衡在2L m ,Y -Z 平面内的热倾斜平衡在6×10-6rad ,可见由主轴这几项热变形引起的误差量很小,对一般精度的数控机床而言,补偿意义不大,所以可令E 6px ,E 6p y ,D 6px 为零.运用多元线性回归方法对D 6p y ,D 6pz 与5点温升间的关系进行拟合,结果如下:D 6p z =0.3270-1.7336k [0]+12.5456k [1]-5.8040k [2]-6.7731k [3]-0.3548k [4](11)D 6p y =0.6444+0.5304k [0]+5.1889k [1]-4.0763k [2]-2.9656k [3]+0.0741k [4](12)其中k [0]、k [1]、k [2]、k [3]、k [4]分别表示5个测温点采来的温度值.2 热误差补偿实验验证2.1 样件设计及实验方案考虑到实时补偿和验证模型的方便,整个试件如图3所示,基准面为底面和两个相邻的侧面.一天加工一行凸台(共10个),两天的加工程序和环境温度情况尽可能一致;某一时刻只加工一个凸台的三个侧面,并在主轴以800r /min 的速度空运转一定时间后,再接着加工下一个凸台.凸台的尺寸为9mm ×28m m ×10m m ,在一个凸台上耗费的加工时间在2min 以内.补偿加工时,在加工每个凸台前,微机实时拾取温度数据,通过补偿程序计算出误差量并修正加工程序;继而把修正后的加工程序迅速传输给加工中心,整个过程可控制在8s 以内.因图3 实验样件示意 为机床的温升速度有限,所以可以认为这种补偿方法是实时的.补偿程序流程如图4所示. 图4 补偿程序流程图2.2 补偿结果试件经三坐标测量机测量后,将未经补偿的10个图5 凸台高度比较*:表示未经补偿加工的凸台 +:表示经补偿超精密机床磁致伸缩作动器隔振系统盖玉先 滕 燕 董 申(哈尔滨工业大学)摘要 针对超精密机床系统振动的非定值性,提出了磁致伸缩作动器隔振方案,并运用人工神经网络生成查询表,对隔振系统进行控制.仿真与实验研究结果证明了该方案的正确性.关键词 超精密机床 振动控制 磁致伸缩作动器 神经网络 超精密机床的床身由空气弹簧支承,主轴箱和溜板亦为空气静压支承,由于主轴箱和溜板均为可移动部件,所以对振源激励的响应具有非定值性.传统的控制方法需要准确的数学模型,这在机床系统中是做不到的.模糊神经网络控制为解决这一问题提供了良好的条件.为了满足超精密机床的微振动控制要求,提出了基于BP的带有模糊逻辑查询表的神经网络控制方法,并选用了性能优良的磁致伸缩作动器.1 机床振动系统的数学描述 HCM-I亚微米车床的结构模型如图1所示,床身质量m1由四个空气弹簧支承,主轴箱和溜板均为空气静压支承,故可简化为m2、c2和k2系统.因此可以建立以下的振动微分方程.Mxb+Cxa+K x=F(1)设作用于机床系统上的激励为简谐激励f=F0e j X t,则系统的稳态响应为y1=Y1e j X t,U= e j X t,W=7e j X t,y2= Y2e j X t,代入式(1)整理得系统稳态无量纲响应幅值为Y1/(F0/4k1)1l11/(F0/4k1)71h11/(F0/4k1)Y2/(F0/4k1)=a3b3-g3-w3b3p3-q3-r3-g3-q3s3t3-w3-r3t3v3T 1-D3/l11D x/h11 0(2)凸台与补偿加工后的10个凸台进行对比,结果显示补偿效果显著,精度提高平均在85%左右(见表和图5).未经补偿和经补偿加工后的凸台高度比较凸台理论值(mm)未经补偿(mm)经补偿(mm)精度提高(%)1 2 3 4 5 6 7 8 9 1079.266579.266579.266579.266579.266579.266579.266579.266579.266579.266579.260079.258079.256579.257579.255579.250579.249579.246579.247079.246079.263079.266579.268079.267079.264579.263579.264579.264079.264079.265546100859482818887.587953 结论 本文应用基于多体理论的误差分析理论和方法,建立了三轴加工中心的热误差模型,并结合MAKINO 加工中心进行了热误差参数辨识和实验验证,取得了满意的补偿效果.研究结果证明,对于数控机床,通过该建模理论和相关的辨识方法,能既经济又显著地提高机床的加工精度,具有一定的推广和应用价值.参考文献1 陈兆年,陈子辰.机床热态特性学基础.北京:机械工业出版社, 1989.2 休斯顿R.L.,刘又午.多体系统动力学(上、下册).天津:天津大学出版社,1987/1991.3 章青,赵宏林等.数控机床误差补偿技术及应用——热误差补偿技术.制造技术与机床,1999(3)4 章青.数控机床定位误差建模、参数辨识及补偿技术的研究.天津大学博士学位论文,1995.5 刘丽冰.数控机床在线检测及误差补偿关键技术研究.天津大学博士学位论文,1998.6 J un C M achine Accuracy Enhancement T hrough Real-Time Err or Compensation.J ournal of M an ufactur ing S cience and E ngi-neerin g,1997,119:717~724第一作者:张志飞,天津大学机械学院机电控制教研室,邮编:300072(编辑 赵宏林) (收稿日期:2000-07-03) 。
基于灰色系统理论的GM2000A数控机床热误差的智能补偿方式及应用
文章 编 号 :0 13 9 (0 2 0 — 15 0 10 — 9 7 2 1 )3 0 4 — 2
机 械 设 计 与 制 造
Ma hi e y De i n c n r sg & Ma fc u e nu a t r 15 4
基 于灰 色 系统理论 的 G O O M2 O A数控 机床 热 误 差 的智 能补偿 方 式及 应 用 术
( ih a nvr toS i c d n ier g uo t n n l t nc fr ai s tt,i n 3 0 , hn ) c u n i sy f ce e n gnei , tma o d e r ienom t n ntueZg g 4 0 0C ia S U e i n a E nA i a E co I oI i o 6
;
【 要】 摘 众所周知对于超精密 机床而言, 热误差是影响数控机床加工精度的重 要因素之一, 可达 j
}机床加工精度总误差的 7 %。 0 因此减少热误差对数控机床的影响至关重要。 要提高加工精度 , 减少热误 {
l差, 就必须对其进行有效的补偿。以G 2OA龙门加工中心为对象介绍了热误差的测量方法, M 0O 采用灰 2
( i u nC a gh n c ieT o G o p Zgn 4 0 0 C ia : c a h n ze gMahn ol ru ,i g6 3 0 , hn ) Sh o
矿 l t十 ^鼻 ^ ” 1. \ t 毒十 t 十^" ” 喜 十 " 粤 — — ^ 、 十、 1毫 ” 1 —1 卟毫 — ” s十 斗 " 喜一 " ^喜十 \ 喜 § 一 斗 . 、 斤, 、 . t
ma hn o s b s d o r y s s e t e r c ie t ol a e n g e y t m h o y
机床热误差产生原因分析及常用补偿办法
机床热误差产生原因分析及常用补偿办法一、引言随着科学技术的不断发展,机床在工业生产中发挥着越来越重要的作用。
由于各种因素的影响,机床在工作过程中会产生热误差,影响加工精度和稳定性。
研究机床热误差的产生原因,寻求有效的补偿办法,对提高机床加工精度具有重要的意义。
本文将对机床热误差产生原因进行分析,并介绍常用的补偿办法。
二、机床热误差产生原因分析1. 机床结构变形机床在工作过程中,由于受到切削力和惯性力的作用,会导致机床结构的变形。
特别是高速加工时,机床的结构变形更加显著。
这些结构变形会导致机床的位置精度和直线度产生偏差,从而影响加工精度。
2. 主轴热变形在机床工作过程中,主轴由于长时间高速运转,会产生较大的热量。
热量的积聚会引起主轴材料的热膨胀,导致主轴的几何形状发生变化,从而影响主轴的旋转精度。
3. 传动系统的热误差机床的传动系统是由各种机械零部件组成,这些零部件在工作过程中会受到热的影响而发生膨胀或收缩。
尤其是在高速、高精度加工时,由于传动系统的热膨胀影响,会引起工件的位置偏差和形状误差。
4. 环境温度变化周围环境的温度变化也会对机床的热误差产生影响。
特别是在季节转换的时候,温度的变化会导致机床零部件的温度梯度不均匀,进而产生热误差。
5. 冷却液系统的稳定性机床的冷却液系统在工作中起着降温和润滑的作用,稳定性对于机床的热误差具有很大的影响。
如果冷却液系统的供给不均匀或温度波动较大,就会导致机床温度分布不均匀,从而引起热误差。
三、机床热误差补偿办法1. 热补偿热补偿是指通过传感器实时监测机床各部位的温度变化,然后根据监测到的温度数据,通过数学模型计算出热误差的补偿值,再加以修正,以实现对机床热误差的补偿。
通过热补偿的方法可以实现对机床热误差的准确修正,提高了机床的加工精度。
2. 结构改进通过优化设计机床结构,采用高强度、高刚性的材料,改进大梁、床身等部位的结构形式,减少机床在工作过程中的结构变形,以减小热误差的产生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于神经网络的数控加工热误差补偿 吴光琳,林建平,李从心,阮雪榆(上海交通大学,200030)摘要:本文提出了一种基于神经网络的数控加工热误差补偿系统,该系统根据测出的数控加工机床的相关结构的温度值,进行实时地热误差补偿。介绍了该方法的原理,阐述了该系统的建立过程及有关技术的处理。关键词:神经网络;数控加工;热误差补偿1 概述数控技术自五十年代问世以来,已取得长足的进展,对制造业乃至整个国民经济的发展起着日益重要的作用。近年来,提高数控加工精度的研究得到了充分的重视。目前,提高数控加工的精度有两类基本的方法:误差防止法和误差补偿法。误差防止法属于事前预防,即试图通过设计和制造的途径来消除可能的误差源,该种方法目前由于受到技术上的限制还很难较为彻底地消除可能的误差源,因此也不可能从根本上消除误差;误差补偿法属于事后补偿,即先通过各种检测手段对数控加工时产生的误差进行测量,然后经过已建立的相应的误差补偿模型进行误差补偿计算,最后通过相应的补偿控制机构对误差进行补偿,从而达到降低误差提高精度的目的。通过合理的误差补偿,可使被加工零件的精度得到甚至超过数控加工机床本身的精度,因此,误差补偿技术是一项带根本性的技术。此项技术主要包括三项技术:误差的测量、误差信号的处理和建模及误差的补偿控制和执行。误差测量即是用何种手段、何种方式比较方便地、精确地、完整地测量数控加工中产生的误差,这是误差补偿的前提。误差信号的处理和建模即是建立各种原始误差与数控加工的误差的关系,这是误差补偿的基础和核心。误差的补偿控制和执行是采用何种机构和何种方式对计算出的误差进行补偿,这是误差补偿的最终实现。一般来说,数控加工误差产生的因素很多,但影响较大的因素有以下几类:(1)数控机床本身零部件和结构的几何误差;(2)数控机床由于热变形产生的误差;(3)数控机床的运动机构的运动误差;(4)数控加工时切削力变化引起的误差;(5)数控插补算法引起的误差。其中几何误差和热误差是数控加工时的主要误差源,占数控加工总误差的70%以上。相对而言,几何误差比较稳定也比较容易测量从而便于进行补偿,而热误差的补偿却不那么容易,因为热误差的产生是一动态过程,具有非线性、时滞的特点,用传统的方法很难较精确地对其进行补偿。随着专家系统、模糊控制、神经网络等人工智能技术的发展,弥补了传统误差补偿的不足,给误差补偿注入了新的活力。本文即是采用神经网络方法对数控加工中的热误差进行补偿。因为神经网络既具有专家系统的特点,又摒弃了传统方法的缺陷,它是一个非线性的动力系统,具有大规模并行处理能力,很强的自学习性、容错性和鲁棒性。因此本文基于神经网络的热误差补偿技术能快速适应变化的环境,具有其它补偿方法所不可比拟的柔性和应变性,而且易于实现智能决策。2 基于神经网络的数控加工热误差补偿(1)补偿的原理及结构本热误差补偿系统的原理是先用热传感器测出机床相应部位的温度值,然后将它们输入神经网络模型进行热误差补偿计算,再将算出的信息反馈给CNC控制器的输入信息,使CNC控制器作出相应的热补偿控制指令以补偿相应的热误差,如图1所示。
图1 基于神经网络的热误差补偿原理(2)神经网络的输入、输出数据的确定数控机床的热误差源随着机床结构的不同而不同。下面以立式镗铣床为例说明热误差源,该类机床的结构如图2所示,其热误差源主要有:主轴的热膨胀,主轴箱的热变形,丝杠的热膨胀及立柱的热变形。因此,该神经网络的输入数据为此四个结构测量点的温度,具体测量点的选择是非常重要又异常困难的,目前还没有完善的理论指导,一般通过经验而定。我们
图2 立式机床结构简图选择的依据是上面提到的四个结构中最容易受到温度影响的点作为测量点,也即温度变化时位移量最大的点。据此我们选择的结果如图2中小圆圈所示。输出数据为刀具在x、y、z三个方向的误差补偿量。(3)神经网络的结构神经网络的结构对整个神经网络系统的特性具有
·8·《机床与液压》2000.No.
高等学校博士学科点专项科研基金资助作者简介:吴光琳,男,1972.10,在读博士生。决定性的影响。本热误差补偿系统采用三层的BP神经网络结构。根据上面的分析,显然输入层有四个节点,输出层有三个节点。现在的问题就是确定中间隐层的节点数,中间隐层的节点数的选择对网络的学习和计算特性具有非常重要的影响,是该网络结构成败的关键,若中间隐层的节点过少,则网络难以处理复杂的问题,但若中间隐层的节点过多,则将使网络学习时间急剧增加,而且还可能导致网络学习过度,使网络抗干扰能力下降。目前,还没有完善的理论来指导中间隐层节点数的选择而只是结合实际情况进行试探性选择再逐步优化。考虑到本误差补偿系统的特性,我们认为热误差是温度的连续函数,根据Kolmogorov定理(连续函数表示定理),为了理论上能精确模拟该连续的函数,若三层神经网络的输入层为M个节点,图3 神经网络构图输出层为N个节点,则中间层应为2M+1个节点。为此我们选择中间的隐层的节点数应为2M+1=2×4+1=9个节点。因此,本系统的神经网络结构如图3所示。(4)离线学习神经网络的一个重要特性就是具有学习功能,即能够根据一定量样本的输入输出关系,自动调整连接各个节点的权值的大小以满足既定的目标。在学习过程中,样本数的选择是非常重要的,若样本太少,经过学习的网络的性能不好,若样本数增加,势必增加采集样本数据的工作量及网络的学习时间。同时,由于神经网络具有较好的内插性能而外插性能较差,故样本数据必须包括全部模式和考虑可能的随机噪声的影响。对于本神经网络热误差补偿系统,其具有四个输入节点,根据上面的分析,我们采取每个节点给定三个值,以它们不同的组合作为样本输入数据,这样可得81个样本。具体做法是将机床上每个测量点的温度在可能的变化范围内大体分成三等份,并用实验的方法测出在每种输入情况下的热误差值。在得到81个样本之后,为了增加该系统的实时性,我们采用离线进行学习,得出每个连接节点间的权值,以便在实时补偿中使用。(5)实时补偿在上面离线学习的基础上,我们得到了一个确定的神经网络模型。实时补偿时,根据图1的原理,我们首先用热传感器测量每个测量点的实际温度,然后将这些温度值作为神经网络系统的输入节点值,神经网络系统便能算出相应的热误差补偿值,最后,将此误差值反馈给CNC控制系统的输入信号,CNC控制系统便能采取相应的措施来补偿这些热误差,从而达到补偿误差、提高精度的目的。3 结论本文在概括了现有提高数控加工精度的措施的基础上,根据神经网络的有关理论提出了一种基于神经网络的热误差补偿方法。该方法利用神经网络的学习功能,根据给出的样本,建立了用于数控加工实时补偿的神经网络系统。它摒弃了传统方法中很难建立温度与热误差值的模型的缺点,能够适应数控加工时温度场的不确定性和动态性,实时地计算出热误差的补偿值,并采取相应的措施对热误差补偿值进行补偿,从而达到减小误差提高精度的目的。参考文献[1]倪 军·数控机床误差补偿研究的回顾与展望·中国机械工程,1997.1(8),p:29~33[2]傅建中·加工误差补偿与人工智能·组合机床与自动化加工技术,1996.12(274),p:12~15[3]焦李成·神经网络系统理论·西安电子科技大学出版社,1996[4]陈际先·神经网络及其在工程中的应用·机械工业出版社,1996收稿时间:1999-07-22
(上接第13页)通过对运行的历史信息的使用,提高了AMFC策略的跟踪精度;同时,通过对两种扰动量的仿真表明,ANELC的抗扰动能力与AMFC相当。对于复杂的非线性系统,进一步提高跟踪精度的方法,可能是采用更复杂的网络结构和高阶输入(如某些已知信息的积或乘方)。这也是作者下一步研究的内容之一。参考文献[1]S.Arimoto,S.Kawamura,F.Miyazaki.BetteringOperationofDynamicSystemsbyLeaning.ANewControlTheoryforServomechanismorMechatronicsSystemsProc.23rdIEEE.CDC,LasVegas,1984,1064~1069[2]HuntK.J..SbarbaroD.,ZbikowskiR.,GawthropP.J..NeuralNetworkforCcontrolSystems-ASurvey.Automatica,Vol.28,No.6,1083~1112,1992[3]EtxebarriaV..AdaptiveControlofDiscreteSystemsUsingNeuralNetworks.IEEProc.-D,Vol.5,No.4,209~215,1994[4]刘白雁,丁崇生.模型跟随自适应控制的新方法及其算法实现.控制理论与应用,1998,Vol.5,No.4,29~36[5]罗尔夫,伊泽曼(德)著,盛国华译.数字控制系统.化学工业出版社,25~34,1986[6]V.M.Popov.HyperstabilityofAutomaticControlSystem.Syringer,1973[7]I.D.Landau著,吴百凡译.自适应控制-模型参考方法.国防工业出版社,1985[8]须田信英著.自动控制中的矩阵理论.科学工业出版社,1979[9]I.D.Landau.SynthesisofDiscreteModelReferenceAdaptiveSystems.IEEETrans.onAutomaticControl,October,1971,P.587~588收稿时间:1999-07-16
·9·《机床与液压》2000.No.3MACHINETOOL&HYDRAULICSNo.3,2000(TotalIssueNo.165)AbstractsandKeywordsinEnglish
Ivestigationandimplementationofspeed-upandslow-downcontrolalgorithm
inNCservoLiXietal(3……………………………………………………)Abstract:Thispaperinvestigatesthespeed-upandslow-downcontrolalgorithminNCservo,putsforwardandcomparestwocontrolalgorithmswhichcanbeimplemented,andgivesouttheimplementingschemesinamicrocomputer(single-chipmicrocomputer).Thesealgorithmshaveverygoodresultsusedinactualsystems.Keywords:NCservo;Speed-upandslow-downcontrolalgorithm;Exponentialspeed-upandslow-downalgorithm;S-speed-upandslow-downalgorithmAssemblysequenceplanningofflexibleassemblysystembased-quality forkeypartsWangWeiminetal(5……………………………………………)