第八章_NoRestriction
超级电容原理及应用
超级电容原理及应用摘要随着社会经济的发展,人们对于绿色能源和生态环境越来越关注,超级电容器作为一种新型的储能器件,因为其无可替代的优越性,越来越受到人们的重视。
在一些需要高功率、高效率解决方案的设计中,工程师已开始采用超级电容器来取代传统的电池。
电池技术的缺陷Li离子、NiMH等新型电池可以提供一个可靠的能量储存方案,并且已经在很多领域中广泛使用。
众所周知,化学电池是通过电化学反应,产生法拉第电荷转移来储存电荷的,使用寿命较短,并且受温度影响较大,这也同样是采用铅酸电池(蓄电池)的设计者所面临的困难。
同时,大电流会直接影响这些电池的寿命,因此,对于要求长寿命、高可靠性的某些应用,这些基于化学反应的电池就显出种种不足。
超级电容器的特点和优势超级电容器的原理并非新技术,常见的超级电容器大多是双电层结构,同电解电容器相比,这种超级电容器能量密度和功率密度都非常高。
同传统的电容器和二次电池相比,超级电容器储存电荷的能力比普通电容器高,并具有充放电速度快、效率高、对环境无污染、循环寿命长、使用温度范围宽、安全性高等特点。
除了可以快速充电和放电,超级电容器的另一个主要特点是低阻抗。
所以,当一个超级电容器被全部放电时,它将表现出小电阻特性,如果没有限制,它会拽取可能的源电流。
因此,必须采用恒流或恒压充电器。
10年前,超级电容器每年只能卖出去很少的数量,而且价格很贵,大约1~2美元/法拉,现在,超级电容器已经作为标准产品大批量供应市场,价格也大大降低,平均0.01~0.02美元/法拉。
在最近几年中,超级电容器已经开始进入很多应用领域,如消费电子、工业和交通运输业等领域。
关键词电子技术;超级电容器;综述;原理;应用AbstractAlong with society economy of development, people for green energy and ecosystem environment more and more concern, the super capacitor be 1 kind to newly keep ability spare part, because it have no can act for of the superiority be more and more valued by people.In some demand the Gao the design of the power, high-efficiency solution, engineer already beginning adoption super capacitor to replace tradition of battery.The blemish of battery techniqueThe new battery of the Li ion, NiMH etc. can provide the energy of a credibility storage project, and already extensive in a lot of realm usage.Know to all, the chemistry battery pass electricity chemical reaction, creation the farad electric charge transfer to storage electric charge of, the service life be shorter, and be subjected to temperature influence bigger, this also similarly adoption the lead sour battery(storage battery) of design face of difficulty.In the meantime, big electric current would direct influence the life span of thesebatteries, therefore, for request longevity life, Gao credibility of some application, these show according to the battery of chemical reaction various shortage.The characteristics and advantage of super capacitorThe principle not new technique of super capacitor, familiar super capacitor mostly is double electricity layer structure, compared with the electrolysis capacitor, this kind of super density and power density of the capacitor energy all very Gao.Together tradition of the capacitor and two battery compare, super capacitor storage electric charge of ability ratio common capacitor Gao, and have to refresh and discharge speed quick, efficiency Gao, free from pollution to environment, circulation life span long, usage temperature scope breadth, the safety Gao Deng3's characteristics.In addition to fast charge with turn on electricity, the another main characteristics of super capacitor be a low resistance.So, when a super capacitor drive all turn on electricity, it performance small electric resistance characteristic, if there is no restriction, it would the Ye take possibility of source electric current.Therefore, have to the adoption Heng flow or constant pressure charger.10 year ago, super capacitor every year can sell go to seldom of amount,and price cost a lot, about USD 1~2/method pull, now, super capacitor alreadyBe standard product large quantity quantity supply market, the price alsoconsumedly lower, average USD 0.01~0.02/method pull.In the last few years in,the super capacitor have already started get into a lot of application realm,such as consume realms such as electronics, industry and transportation industryetc..KEY WORD electron technology;supercapacitors;review;principles;applications目录第一章绪言 (1)第二章超级电容器的原理及结构 (1)第一节超级电容器结构 (1)第二节工作原理及超级电容器储能系统...... (3)第三节主要特点 (4)第三章超级电容器特性 (5)第一节额定容量 (5)第二节额定电压 (5)第三节额定电流 (6)第四节最大存储能量 (6)第五节能量密度 (6)第六节功率密度 (6)第七节等效串联电阻 (6)第八节阻抗频率特性 (7)第九节工作与存储温度 (7)第十节漏电流 (7)第十一节寿命 (7)第十二节循环寿命 (7)第十三节发热 (8)第四章等效电路模型 (8)第五章超级电容器使用实例 (11)第六章超级电容器使用注意事项...... (18)第七章如何选择超级电容器超级电容器的两个主要应用...... .. (18)第八章结论 (20)谢辞 (21)参考文献 (22)第一章绪言电能是当代社会不可或缺的重要资源,而储能设备的优劣直接影响着电力设备的充分应用。
6_降水成因诊断分析(水汽通量_水汽通量散度_可降水量)_NoRestriction
PW计算示意图 计算示意图
Байду номын сангаас
积分形式的计算公式 其积分形式的计算公式可按如下步骤导出: 其积分形式的计算公式可按如下步骤导出 如图 3 所示,从单位截面大气柱中截出厚度 从单位截面大气柱中截出厚度 为 dz 的一段气柱,其容积为 dz,其中水汽质量为: 其容积为 dmv=ρvdz (6.3.1)
考虑到比湿 q=ρv/(ρv+ρd),亦即ρv=q/(ρv+ρd), 亦即 式(6.3.1)则可以变形为 则可以变形为: dmv=(ρv+ρd)qdz (6.3.2) 考虑到ρ=(ρv+ρd)及 dp=-ρgdz 式(6.3.2)可 ρgdz, 改写为: dmv=ρqdz =-qdp/g (6.3.3) 将式(6.3.3)对单位截面气柱从底到顶积分 对单位截面气柱从底到顶积分,即 得:
其方向与与风向相同,大小可以从6.1图 其方向与与风向相同 中看出。
水平水汽通量(FH) 水平水汽通量
图6.1 水平水汽通量示意图
垂直水汽通量(FZ) 垂直水汽通量
§6.2 水汽通量散度
例如,当用符号▽p.(Vq/g)时,则有:
∂ ∂ ∇ p ⋅ (Vq / g ) = (uq / g ) + (vq / g ) ∂x ∂y (6.2.1)
为了强调水汽通量的上述性质,有的预报员称水 为了强调水汽通量的上述性质 汽通量为“过路水汽”。 。
中国降水与水汽通量散度关系实例
2010.07.11.08--12.08 降水实况
2010.07.11.20 500hPa 水汽通量散度
2010.07.11.20 700hPa 水汽通量散度
2010.07.11.20 850 hPa水汽通量散度
NOCOPY参数的使用
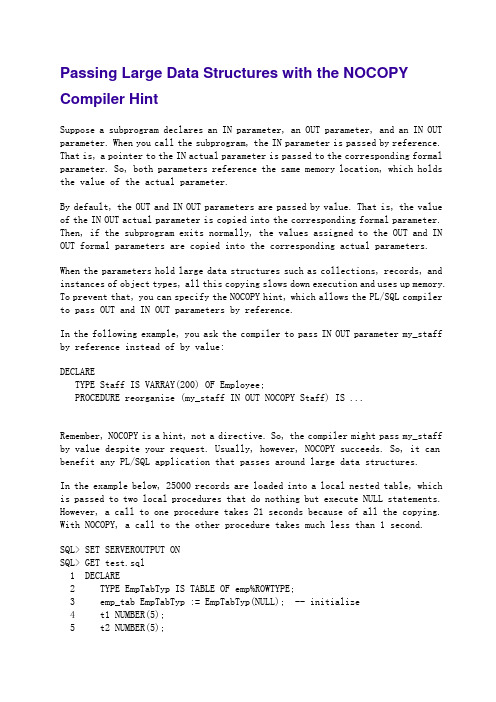
Passing Large Data Structures with the NOCOPY Compiler HintSuppose a subprogram declares an IN parameter, an OUT parameter, and an IN OUT parameter. When you call the subprogram, the IN parameter is passed by reference. That is, a pointer to the IN actual parameter is passed to the corresponding formal parameter. So, both parameters reference the same memory location, which holds the value of the actual parameter.By default, the OUT and IN OUT parameters are passed by value. That is, the value of the IN OUT actual parameter is copied into the corresponding formal parameter. Then, if the subprogram exits normally, the values assigned to the OUT and IN OUT formal parameters are copied into the corresponding actual parameters.When the parameters hold large data structures such as collections, records, and instances of object types, all this copying slows down execution and uses up memory. To prevent that, you can specify the NOCOPY hint, which allows the PL/SQL compiler to pass OUT and IN OUT parameters by reference.In the following example, you ask the compiler to pass IN OUT parameter my_staff by reference instead of by value:DECLARETYPE Staff IS VARRAY(200) OF Employee;PROCEDURE reorganize (my_staff IN OUT NOCOPY Staff) IS ...Remember, NOCOPY is a hint, not a directive. So, the compiler might pass my_staff by value despite your request. Usually, however, NOCOPY succeeds. So, it can benefit any PL/SQL application that passes around large data structures.In the example below, 25000 records are loaded into a local nested table, which is passed to two local procedures that do nothing but execute NULL statements. However, a call to one procedure takes 21 seconds because of all the copying. With NOCOPY, a call to the other procedure takes much less than 1 second.SQL> SET SERVEROUTPUT ONSQL> GET test.sql1 DECLARE2 TYPE EmpTabTyp IS TABLE OF emp%ROWTYPE;3 emp_tab EmpTabTyp := EmpTabTyp(NULL); -- initialize4 t1 NUMBER(5);5 t2 NUMBER(5);6 t3 NUMBER(5);7 PROCEDURE get_time (t OUT NUMBER) IS8 BEGIN SELECT TO_CHAR(SYSDATE,'SSSSS') INTO t FROM dual; END;9 PROCEDURE do_nothing1 (tab IN OUT EmpTabTyp) IS10 BEGIN NULL; END;11 PROCEDURE do_nothing2 (tab IN OUT NOCOPY EmpTabTyp) IS12 BEGIN NULL; END;13 BEGIN14 SELECT * INTO emp_tab(1) FROM emp WHERE empno = 7788;15 emp_tab.EXTEND(24999, 1); -- copy element 1 into 2..2500016 get_time(t1);17 do_nothing1(emp_tab); -- pass IN OUT parameter18 get_time(t2);19 do_nothing2(emp_tab); -- pass IN OUT NOCOPY parameter20 get_time(t3);21 dbms_output.put_line('Call Duration (secs)');22 dbms_output.put_line('--------------------');23 dbms_output.put_line('Just IN OUT: ' || TO_CHAR(t2 - t1));24 dbms_output.put_line('With NOCOPY: ' || TO_CHAR(t3 - t2));25* END;SQL> /Call Duration (secs)--------------------Just IN OUT: 21With NOCOPY: 0DECLARETYPE EmpTabTyp IS TABLE OF emp%ROWTYPE;emp_tab EmpTabTyp := EmpTabTyp(NULL); -- initializet1 NUMBER(5);t2 NUMBER(5);t3 NUMBER(5);PROCEDURE get_time (t OUT NUMBER) ISBEGIN SELECT TO_CHAR(SYSDATE,'SSSSS') INTO t FROM dual; END; PROCEDURE do_nothing1 (tab IN OUT EmpTabTyp) ISBEGIN NULL; END;PROCEDURE do_nothing2 (tab IN OUT NOCOPY EmpTabTyp) ISBEGIN NULL; END;BEGINSELECT * INTO emp_tab(1) FROM emp WHERE empno = 7788;emp_tab.EXTEND(249999, 1); -- copy element 1 into 2..250000get_time(t1);do_nothing1(emp_tab); -- pass IN OUT parameterget_time(t2);do_nothing2(emp_tab); -- pass IN OUT NOCOPY parameterget_time(t3);dbms_output.put_line('Call Duration (secs)');dbms_output.put_line('--------------------');dbms_output.put_line('Just IN OUT: ' || TO_CHAR(t2 - t1));dbms_output.put_line('With NOCOPY: ' || TO_CHAR(t3 - t2)); END;/Call Duration (secs) --250000条记录,即25万条记录--------------------Just IN OUT: 2With NOCOPY: 0PL/SQL 过程已成功完成。
NACE-NO.8
Item No. 21088 Joint Surface Preparation StandardNACE No. 8/SSPC-SP 14Industrial Blast CleaningThis NACE International (NACE)/The Society for Protective Coatings (SSPC) standard representsa consensus of those individual members who have reviewed this document, its scope, and provisions. It is intended to aid the manufacturer, the consumer, and the general public. Its acceptance does not in any respect preclude anyone, whether he or she has adopted the standard or not, from manufacturing, marketing, purchasing, or using products, processes, or procedures not addressed in this standard. Nothing contained in this NACE/SSPC standard is to be construed as granting any right, by implication or otherwise, to manufacture, sell, or use in connection with any method, apparatus, or product covered by Letters Patent, or as indemnifying or protecting anyone against liability for infringement of Letters Patent. This standard represents current technology and should in no way be interpreted as a restriction on the use of better procedures or materials. Neither is this standard intended to apply in all cases relating to the subject. Unpredictable circumstances may negate the usefulness of this standard in specific instances. NACE and SSPC assume no responsibility for the interpretation or use of this standard by other parties and accept responsibility for only those official interpretations issued by NACE or SSPC in accordance with their governing procedures and policies which preclude the issuance of interpretations by individual volunteers.Users of this NACE/SSPC standard are responsible for reviewing appropriate health, safety, environmental, and regulatory documents and for determining their applicability in relation to this standard prior to its use. This NACE/SSPC standard may not necessarily address all potential health and safety problems or environmental hazards associated with the use of materials, equipment, and/or operations detailed or referred to within this standard. Users of this NACE/SSPC standard are also responsible for establishing appropriate health, safety, and environmental protection practices, in consultation with appropriate regulatory authorities if necessary, to achieve compliance with any existing applicable regulatory requirements prior to the use of this standard.CAUTIONARY NOTICE: NACE/SSPC standards are subject to periodic review, and may be revised or withdrawn at any time in accordance with technical committee procedures. The user is cautioned to obtain the latest edition. NACE and SSPC require that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of initial publication.Reaffirmed 2006-09-13Approved 1998-10-26ISBN 1-57590-077-7©2006, SSPC: The Society for Protective Coatings and NACE InternationalNACE International1440 South Creek Dr. Houston, TX 77084-4906 (telephone +1 281/228-6200) SSPC: The Society for Protective Coatings40 24th Street, Sixth FloorPittsburgh, PA 15222(telephone +1 412/281-2331)NACE No. 8/SSPC-SP 14________________________________________________________________________ForewordThis joint standard covers the use of blast cleaning abrasives to achieve a defined degree ofcleaning of steel surfaces prior to the application of a protective coating or lining system. Thisstandard is intended for use by coating or lining specifiers, applicators, inspectors, or others whomay be responsible for defining a standard degree of surface cleanliness.The focus of this standard is industrial blast cleaning. White metal blast cleaning, near-white metalblast cleaning, commercial blast cleaning, and brush-off blast cleaning are addressed in separatestandards.Industrial blast cleaning provides a greater degree of cleaning than brush-off blast cleaning (NACENo. 4/SSPC-SP 71) but less than commercial blast cleaning (NACE No. 3/SSPC SP-62).Industrial blast cleaning is used when the objective is to remove most of the coating, mill scale, andrust, while the extra effort required to remove every trace of these is determined to be unwarranted.The difference between an industrial blast cleaning and a brush-off blast cleaning is that theobjective of a brush-off blast cleaning is to allow as much of an existing adherent coating to remainas possible, while the purpose of the industrial blast cleaning is to remove most of the existingcoating.A commercial blast cleaned surface is free of mill scale, rust, and coatings, and allows only randomstaining on less than 33 percent of each unit area of surface. The industrial blast cleaned surfaceallows defined mill scale, coating, and rust to remain on less than 10 percent of each unit area ofsurface and allows defined stains to remain on all surfaces.This joint standard was originally prepared in 1998 by the SSPC/NACE Task Group (TG) A onSurface Preparation by Abrasive Blast Cleaning. This joint TG includes members of both theSSPC Surface Preparation Committee and the NACE Unit Committee T-6G on SurfacePreparation. It was reaffirmed in 2006 by NACE Specific Technology Group (STG) 04, ProtectiveCoatings and Linings: Surface Preparation, and the SSPC Surface Preparation Committee.In NACE/SSPC standards, the terms shall, must, should, and may are used in accordance withParagraph 2.2.1.8 of the Agreement Between NACE International and SSPC: The Society forProtective Coatings. The terms shall and must are used to state mandatory requirements. The termshould is used to state something considered good and is recommended but is not mandatory. Theterm may is used to state something considered optional.________________________________________________________________________NACE No. 8/SSPC-SP 14________________________________________________________________________Joint Surface Preparation StandardNACE No. 8/SSPC-SP 14Industrial Blast CleaningContents1. General (1)2. Definitions (1)3. Associated Documents (1)4. Procedures Before Cleaning (1)5. Blast Cleaning Methods and Operation (2)6. Blast Cleaning Abrasives (2)7. Procedures Following Blast Cleaning and Immediately Prior to Coating (2)8. Inspection (3)9. Safety and Environmental Requirements (3)10. Comments (Nonmandatory) (3)References (4)Appendix A: Explanatory Notes (Nonmandatory) (4)________________________________________________________________________NACE No. 8/SSPC-SP 14 ________________________________________________________________________Section 1: General1.1 This joint standard covers the requirements for industrial blast cleaning of uncoated or coated steel surfaces by the use of abrasives. These requirements include the end condition of the surface and materials and procedures necessary to achieve and verify the end condition.1.2 The mandatory requirements are described in Sections 1 to 9. Section 10, “Comments,” and Appendix A,“Explanatory Notes,” are not mandatory requirements of this standard.1.3 Information about the function of industrial blast cleaning is in Paragraph A1 of Appendix A.1.4 Information about use of this standard in maintenance coating work is in Paragraph A2 of Appendix A.________________________________________________________________________Section 2: Definitions2.1 Industrial Blast Cleaned Surface: An industrial blast cleaned surface, when viewed without magnification, shall be free of all visible oil, grease, dust, and dirt. Traces of tightly adherent mill scale, rust, and coating residues are permitted to remain on 10 percent of each unit area of the surface (approximately 5,800 mm2[9.0 in.2]) (i.e., a square 76 mm x 76 mm [3.0 in. x 3.0 in.]) if they are evenly distributed. The traces of mill scale, rust, and coating are considered to be tightly adherent if they cannot be lifted with a dull putty knife. Shadows, streaks, and discolorations caused by stains of rust, stains of mill scale, and stains of previously applied coating may be present on the remainder of the surface.2.1.1 The shape, configuration, and design ofstructures can lead to areas of limited accessibility for blast cleaning. Examples include crevices around rivets or fasteners, and behind or between tightly configured back-to-back angles. Because of the limited accessibility, these areas are exempt from the 10 percent restrictions established in Paragraph 2.1.However, all surfaces in limited-access areas shall be subjected to the abrasive blast, and on completion, old coating, rust, and mill scale are permitted to remain provided they are well-adherent as determined using a dull putty knife.2.1.2 Acceptable variations in appearance that do not affect surface cleanliness as defined in Paragraph 2.1 include variations caused by type of steel, original surface condition, thickness of the steel, weld metal, mill or fabrication marks, heat treating, heat-affected zones, blasting abrasives, and differences because of blasting technique.2.1.3 SSPC-VIS13, ISO(1) 8501-14 (Condition B Sa 2), or other reference photographs or comparators may be used to supplement the written definition. Condition B Sa 2 of ISO 8501-1 does not depict the influence that previously applied coating may have on the appearance of the cleaned surface. It is based on cleaning of a previously uncoated steel surface covered with rust and flaking mill scale. Additional information on reference photographs and comparators is in Paragraph A3 of Appendix A.________________________________________________________________________Section 3: Associated Documents3.1 The latest issue, revision, or amendment of the documents listed in Paragraph 3.3 in effect on the date of invitation to bid shall govern unless otherwise specified.3.2 If there is a conflict between the requirements of any of the documents listed in Paragraph 3.3 and this standard, the requirements of this standard shall prevail. 3.3 Documents cited in the mandatory sections of thisstandard include:___________________________(1) International Organization for Standardization (ISO), 1 rue de Varembe, Case postale 56, CH-1211 Geneva 20, Switzerland.NACE No. 8/SSPC-SP 14Document TitleSSPC-AB 15Mineral and Slag AbrasivesSSPC-AB 26Cleanliness of Recycled Ferrous MetallicAbrasives SSPC-AB 37FerrousMetallic Abrasives SSPC-SP 18SolventCleaning SSPC-VIS 1 Guide and Reference Photographs forSteel Surfaces Prepared by Dry Abrasive Blast CleaningISO 8501-1 Preparation of steel substrates beforeapplication of paints and related products – Visual assessment of surface cleanliness________________________________________________________________________Section 4: Procedures Before Cleaning4.1 Before blast cleaning, visible deposits of oil, grease, or other contaminants shall be removed in accordance with SSPC-SP 1 or other agreed-upon methods.4.2 Before blast cleaning, surface imperfections such as sharp fins, sharp edges, weld spatter, or burning slag should be removed from the surface to the extent required by the procurement documents (project specification).Additional information on surface imperfections is inParagraph A4 of Appendix A.4.3 If reference photographs or comparators are specified to supplement the written standard, the condition of the steel prior to blast cleaning should be determined before the blasting commences. Additional information on reference photographs and comparators is in Paragraph A3 of Appendix A.________________________________________________________________________Section 5: Blast Cleaning Methods and Operation5.1 Clean, dry compressed air shall be used for nozzle blasting. Moisture separators, oil separators, traps, or other equipment may be necessary to achieve this requirement.5.2 Any of the following methods of surface preparation may be used to achieve an industrial blast cleaned surface:5.2.1 Dry abrasive blasting using compressed air, blast nozzles, and abrasive.5.2.2 Dry abrasive blasting using a closed-cycle, recirculating abrasive system with compressed air, blast nozzle, and abrasive, with or without vacuum for dust and abrasive recovery.5.2.3 Dry abrasive blasting using a closed-cycle, recirculating abrasive system with centrifugal wheels and abrasive.5.3 Other methods of surface preparation (such as wet abrasive blast cleaning) may be used to achieve an industrial blast cleaned surface by mutual agreement between those responsible for establishing the requirements and those responsible for performing the work. Information on the use of inhibitors to prevent the formation of rust immediately after wet abrasive blast cleaning is in Paragraph A5 of Appendix A.________________________________________________________________________Section 6: Blast Cleaning Abrasives6.1 The selection of abrasive size and type shall be based on the type, grade, and surface condition of the steel to be cleaned, the type of blast cleaning system used, the finished surface to be produced (cleanliness and surface profile [roughness]), and whether the abrasive will be recycled.6.2 The cleanliness and size of recycled abrasives shall be maintained to ensure compliance with this standard.6.3 The blast cleaning abrasive shall be dry and free of oil, grease, and other contaminants as determined by the test methods found in SSPC-AB 1, SSPC-AB 2, and SSPC-AB 3.6.4 Any limitations on the use of specific abrasives, the quantity of contaminants, or the degree of allowable embedment shall be included in the procurement documents (project specification) covering the work,NACE No. 8/SSPC-SP 14because abrasive embedment and abrasives containing contaminants may not be acceptable for some service requirements. Additional information on abrasive selection is in Paragraph A6 of Appendix A. 6.5 When a coating is specified, the cleaned surface shall be roughened to a degree suitable for the specified coating system. Additional information on surface profile and the film thickness of coating applied over the surface profile is in Paragraphs A7 and A8 of Appendix A.________________________________________________________________________ Section 7: Procedures Following Blast Cleaning and Immediately Prior to Coating7.1 Visible deposits of oil, grease, or other contaminants shall be removed according to SSPC-SP 1 or another method agreed upon by those parties responsible for establishing the requirements and those responsible for performing the work.7.2 Dust and loose residues shall be removed from prepared surfaces by brushing; blowing off with clean, dry air; vacuum cleaning; or other methods agreed upon by those responsible for establishing the requirements and those responsible for performing the work.7.2.1 The presence of toxic metals in theabrasives or coating being removed may place restrictions on the methods of cleaning permitted.The chosen method shall comply with all applicable regulations.7.2.2 Moisture separators, oil separators, traps, orother equipment may be necessary to achieve clean, dry air. 7.3 After blast cleaning, any remaining surface imperfections (e.g., sharp fins, sharp edges, weld spatter, burning slag, scabs, slivers) shall be removed to the extent required by the procurement documents (project specification). Any damage to the surface profile resulting from the removal of surface imperfections shall be corrected to meet the requirements of Paragraph 6.5. Additional information on surface imperfections is in Paragraph A4 of Appendix A.7.4 Immediately prior to coating application, the entire surface shall comply with the degree of cleaning specified in this standard. Any visible rust that forms on the surface of the steel after blast cleaning shall be removed by recleaning the rusted areas before coating. Information on chemical contamination, rust-back (rerusting), and the effect of dew point (surface condensation) is in Paragraphs A9, A10, and A11 of Appendix A.________________________________________________________________________Section 8: Inspection8.1 Work performed and materials supplied under this standard are subject to inspection by a representative of those responsible for establishing the requirements. Materials and work areas shall be accessible to the inspector. The procedures and times of inspection shall be as agreed upon by those responsible for establishing the requirements and those responsible for performing the work.8.2 Conditions not complying with this standard shall be corrected. In the case of a dispute, an arbitration or settlement procedure established in the procurement documents (project specification) shall be followed. If no arbitration or settlement procedure is established, a procedure mutually agreeable to purchaser and supplier shall be used.8.3 The procurement documents (project specification) should establish the responsibility for inspection and for any required affidavit certifying compliance with the specification.________________________________________________________________________Section 9: Safety and Environmental Requirements9.1 Because abrasive blast cleaning is a hazardous operation, all work shall be conducted in compliance with applicable occupational and environmental health and safety rules and regulations.________________________________________________________________________Section 10: Comments (Nonmandatory)10.1 A dditional information and data relative to this standard are in Appendix A. Detailed information and data are presented in a separate document, SSPC-SP COM.9 The recommendations in Appendix A and SSPC-SP COM are believed to represent good practice, but are not to beconsidered requirements of the standard. The sectionsNACE No. 8/SSPC-SP 14of SSPC-SP COM that discuss subjects related to industrialblast cleaning are listed below.Subject CommentarySectionAbrasive Selection 6Film Thickness 10Maintenance Repainting 4.2Reference Photographs 11Rust-Back (Rerusting) 8.3Surface Profile 6.2Weld Spatter 4.4.1Wet Abrasive Blast Cleaning 8.2________________________________________________________________________References1. NACE No. 4/SSPC-SP 7 (latest revision), “Brush-Off Blast Cleaning” (Houston, TX: NACE, and Pittsburgh, PA: SSPC).2. NACE No. 3/SSPC-SP 6 (latest revision), “Commercial Blast Cleaning” (Houston, TX: NACE, and Pittsburgh, PA: SSPC).3. SSPC-VIS 1 (latest revision), “Guide and Reference Photographs for Steel Surfaces Prepared by Dry Abrasive Blast Cleaning” (Pittsburgh, PA: SSPC).4. ISO 8501-1 (latest revision), “Preparation of steel substrates before application of paints and related products – Visual assessment of surface cleanliness – Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings” (Geneva, Switzerland: ISO)5. SSPC-AB 1 (latest revision), “Mineral and Slag Abrasives” (Pittsburgh, PA: SSPC).6. SSPC-AB 2 (latest revision), “Cleanliness of Recycled Ferrous Metallic Abrasives” (Pittsburgh, PA: SSPC).7. SSPC-AB 3 (latest revision), “Ferrous Metallic Abrasives” (Pittsburgh, PA: SSPC).8. SSPC-SP 1 (latest revision), “Solvent Cleaning” (Pittsburgh, PA: SSPC).9. SSPC-SP COM (latest revision), “Surface Preparation Commentary for Steel and Concrete Substrates” (Pittsburgh, PA: SSPC). 10. SSPC-PA Guide 4 (latest revision), “Guide to Maintenance Repainting with Oil Base or Alkyd Painting Systems” (Pittsburgh, PA: SSPC).11. NACE SP0178 (formerly RP0178-2003) (latest revision), “Design, Fabrication, and Surface Finish Practices for Tanks and Vessels to Be Lined for Immersion Service” (Houston, TX: NACE).12. NACE Standard RP0287 (latest revision), “Field Measurement of Surface Profile of Abrasive Blast-Cleaned Steel Surfaces Using a Replica Tape” (Houston, TX: NACE).13. ASTM(2) D 4417 (latest revision), “Standard Test Methods for Field Measurement of Surface Profile of Blast Cleaned Steel” (West Conshohocken, PA: ASTM).14. SSPC-PA 2 (latest revision), “Measurement of Dry Coating Thickness with Magnetic Gages” (Pittsburgh, PA: SSPC).15. NACE No. 5/SSPC-SP 12 (latest revision), “Surface Preparation and Cleaning of Metals by Waterjetting Prior to Recoating” (Houston, TX: NACE, and Pittsburgh, PA: SSPC).16. SSPC-Guide 15 (latest revision), “Field Methods for Retrieval and Analysis of Soluble Salts on Steel and Other Nonporous Substrates” (Pittsburgh, PA: SSPC).___________________________(2)ASTM International (ASTM), 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.NACE No. 8/SSPC-SP 14 Appendix A: Explanatory Notes (Nonmandatory)A1 FUNCTION: Industrial blast cleaning (NACE No.8/SSPC-SP 14) provides a greater degree of cleaning than brush-off blast cleaning (NACE No. 4/ SSPC-SP 7) but less than commercial blast cleaning (NACE No. 3/SSPC-SP 6). It should be specified only when a compatible coating will be applied. The primary functions of blast cleaning before coating are: (a) to remove material fromthe surface that can cause early failure of the coating and (b) to obtain a suitable surface profile (roughness) to enhance the adhesion of the new coating system. The hierarchy of blasting standards is as follows: white metal blast cleaning, near-white metal blast cleaning, commercial blast cleaning, industrial blast cleaning, and brush-off blast cleaning.A2 MAINTENANCE COATING WORK: When this standard is used in maintenance coating work, specific instructions should be provided on the extent of surface tobe blast cleaned or spot blast cleaned to this degree of cleanliness. In these cases, this degree of cleaning applies to the entire specified area. For example, if all weld seams are to be cleaned in a maintenance operation,this degree of cleaning applies to 100 percent of all weld seams. If the entire structure is to be cleaned, this degreeof cleaning applies to 100 percent of the entire structure. SSPC-PA Guide 410 provides a description of accepted practices for retaining old sound coating, removing unsound coating, feathering, and spot cleaning.A3 REFERENCE PHOTOGRAPHS AND COMPARATORS: SSPC-VIS 1 provides color photographs for the various grades of surface cleaning asa function of the initial condition of the steel. The photographs G1 SP 14, G2 SP 14, and G3 SP 14 depict previously coated surfaces cleaned to industrial blast grade. ISO 8501-1, Photograph B Sa 2, depicts the appearance of a surface that is consistent with the definition of an industrial blast cleaned surface. Other available reference photographs and comparators are described in Section 11 of SSPC-SP COM.A4SURFACE IMPERFECTIONS: Surface imperfections can cause premature coating failure whenthe service is severe. Coatings tend to pull away from sharp edges and projections, leaving little or no coating to protect the underlying steel. Other features that are difficult to cover and protect properly include crevices, weld porosities, laminations, etc. The high cost of the methods to remedy surface imperfections (such as edge rounding and weld spatter removal) should be weighed against the costs of a potential coating failure.Poorly adhering contaminants, such as weld slag residues, loose weld spatter, and some minor surface laminations, may be removed during the blast cleaning operation. Other surface defects (steel laminations, weld porosities,or deep corrosion pits) may not be evident until the surface cleaning has been completed. Repair of such surface defects should be planned properly because the timing of the repairs may occur before, during, or after the blast cleaning operation. Section 4 of SSPC-SP COM and NACE SP017811 contain additional information on surface imperfections.A5 WET ABRASIVE BLAST CLEANING: Steel that is wet abrasive blast cleaned may rust rapidly. Clean water should be used for rinsing. It may be necessary to add inhibitors to the water or apply them to the surface immediately after blast cleaning to temporarily prevent rust formation. The use of inhibitors or the application of coating over slight discoloration should be in accordance with the requirements of the coating manufacturer. CAUTION: Some inhibitive treatments may interfere with the performance of certain coating systems.A6 ABRASIVE SELECTION: Types of metallic and nonmetallic abrasives are discussed in SSPC-SP COM. Blasting abrasives may become embedded in, or leave residues on, the surface of the steel during cleaning. While such embedment or residues are normally not detrimental, care should be taken to ensure that the abrasive is free from detrimental amounts of water-soluble, solvent-soluble, acid-soluble, or other soluble contaminants (particularly if the cleaned steel is to be usedin an immersion environment). Criteria for selecting and evaluating abrasives are in SSPC-AB 1, SSPC-AB 2, and SSPC-AB 3.A7 SURFACE PROFILE: Surface profile is the roughness of the surface that results from abrasive blast cleaning. The profile height is dependent on the size, shape, type, and hardness of the abrasive, particle velocity and angle of impact, hardness of the surface, amount of abrasive recycling, and the proper maintenanceof working mixtures of grit and/or shot.The allowable minimum/maximum height of profile is usually dependent on the thickness of the coating to be applied. Large particle-sized abrasives (particularly metallic) can produce a surface profile that may be too high to be adequately covered by a single thin-film coat. Accordingly, the use of larger abrasives should be avoidedin these cases. However, larger abrasives may be needed for thick-film coatings or to facilitate removal of thick coatings, heavy mill scale, or rust. If control of surface profile (minimum/maximum) is deemed to be significant to coating performance, it should be addressed in the procurement documents (project specification). Typical surface profile heights achieved with commercial abrasive media are shown in Table 6 of SSPC-SP COM. Surface profile should be measured in accordance with NACE Standard RP028712 or ASTM D 4417.13NACE No. 8/SSPC-SP 14A8 FILM THICKNESS: It is essential that ample coating be applied after blast cleaning to adequately cover the peaks of the surface profile. The dry-film thickness of the coating above the peaks of the profile should equal the thickness known to be needed for the desired protection. If the dry-film thickness over the peaks is inadequate, premature rust-through or coating failure will occur. To ensure that coating thicknesses are properly measured, the procedures in SSPC-PA 214 should be used.A9 CHEMICAL CONTAMINATION: Steel contaminated with soluble salts (e.g., chlorides and sulfates) develops rust-back rapidly at intermediate and high levels of humidity. These soluble salts can be present on the steel surface prior to blast cleaning as a result of atmospheric contamination. In addition, contaminants can be deposited on the steel surface during blast cleaning if the abrasive is contaminated. Therefore, rust-back can be minimized by removing these salts from the steel surface and eliminating sources of recontamination during and after blast cleaning. Wet methods of removal are described in NACE No. 5/SSPC-SP 12.15 Identification of the contaminants along with their concentrations may be obtained from laboratory and field tests as described in SSPC-Guide 15.16A10 RUST-BACK: Rust-back (rerusting) occurs when freshly cleaned steel is exposed to moisture, contamination, or a corrosive atmosphere. The time interval between blast cleaning and rust-back varies greatly from one environment to another. Under mild ambient conditions, if chemical contamination (see Paragraph A9) is not present, it is best to blast clean and coat a surface on the same day. Severe conditions may require a more expeditious coating application to avoid contamination from fallout. Chemical contamination should be removed prior to coating.A11 DEW POINT: Moisture condenses on any surface that is colder than the dew point of the surrounding air. It is therefore recommended that the temperature of the steel surface be at least 3°C (5°F) above the dew point during dry blast cleaning operations. It is advisable to visually inspect for moisture and periodically check the surface temperature and dew point during blast cleaning operations and to avoid the application of coating over a damp surface.。
Micro-USB_1_01协会规范_NoRestriction
Universal Serial Bus Micro-USB Cables and ConnectorsSpecificationRevision 1.01April 4, 2007Revision HistoryDate Comment Revision Issue0.6 1/30/2006 Revisions to all sections0.7 3/24/2006 Added revised Micro-USB drawings to Rev.0.80.8 4/19/2006 Editorial changes and additions by Jan Fahllund (Nokia)Corrections to the 0.8 version (based by comments from contributors)0.8b 4/26/2006Corrections based on comments from the 0.8b version0.9 6/7/20061.0RC 8/2/2006 Added lubricant recommendation, LLRC delta change specified1.01RC 11/10/2006 Editorial changes and addition based on Oct-06 USB-IF CCWGmeeting.1.02RC 12/10/2006 Shell material thickness tolerances changed so that material can be0.25 mm or 0.3 mm; edited three pictures (Figure 4-10, 4-11 and 4-12).1.03RC 12/11/2006 Two pictures edited (Figure 4-8 and 4-9). In fig 4-8 max height to be2.8mm MAX. In fig 4-9 R0.25mm MAX to be R0.30mm MAX.1.0RC3 12/19/2006 For BoD approvalApproved1.0 1/12/20071.0 1/22/2007 Cosmetic edits for publication1.01 4/4/2007 Editorial corrections and additions to contributor list. Reinserted shelland plug material requirements as section 6.10. Clarified wording onPlating Recommendations.Copyright © 2007 USB Implementers Forum, Inc. (USB-IF).All rights reserved.A LICENSE IS HEREBY GRANTED TO REPRODUCE THIS SPECIFICATION FOR INTERNAL USEONLY. NO OTHER LICENSE, EXPRESS OR IMPLIED, BY ESTOPPEL OR OTHERWISE, ISGRANTED OR INTENDED HEREBY.USB-IF AND THE AUTHORS OF THIS SPECIFICATION EXPRESSLY DISCLAIM ALL LIABILITY FOR INFRINGEMENT OF INTELLECTUAL PROPERTY RIGHTS, RELATING TO IMPLEMENTATION OF INFORMATION IN THIS SPECIFICATION. USB-IF AND THE AUTHORS OF THISSPECIFICATION ALSO DO NOT WARRANT OR REPRESENT THATSUCH IMPLEMENTATION(S) WILL NOT INFRINGE THE INTELLECTUAL PROPERTY RIGHTS OF OTHERS.THIS SPECIFICATION IS PROVIDED "AS IS" AND WITH NO WARRANTIES, EXPRESS ORIMPLIED, STATUTORY OR OTHERWISE. ALL WARRANTIES ARE EXPRESSLY DISCLAIMED. NO WARRANTY OF MERCHANTABILITY, NO WARRANTY OF NON-INFRINGEMENT, NO WARRANTY OF FITNESS FOR ANY PARTICULAR PURPOSE, AND NOWARRANTY ARISING OUT OF ANY PROPOSAL, SPECIFICATION, OR SAMPLE.IN NO EVENT WILL USB-IF OR USB-IF MEMBERS BE LIABLE TO ANOTHER FOR THE COST OF PROCURING SUBSTITUTE GOODS OR SERVICES, LOST PROFITS, LOSS OF USE, LOSS OF DATA OR ANY INCIDENTAL, CONSEQUENTIAL, INDIRECT, ORSPECIAL DAMAGES, WHETHER UNDER CONTRACT, TORT, WARRANTY, OR OTHERWISE, ARISING IN ANY WAY OUT OF THE USE OF THIS SPECIFICATION, WHETHER OR NOT SUCHPARTY HAD ADVANCE NOTICE OF THE POSSIBILITY OF SUCH DAMAGES.All product names are trademarks, registered trademarks, or service marks of their respective owners.ContributorsMark Rodda, (editor) Motorola Kevin Fang, Longwell ElectronicsJan Fahllund, (editor) Nokia Morgan Jair, Main Super Co.Jim Koser, (CCWG Chairman), Foxconn Tom Kawaguchi, Matsushita Electric Works Glen Chandler, Advanced-Connectek (Acon) Ron Ward, Matsushita Electric Works Charles Wang, Advanced-Connectek (Acon) Satoshi Yamamoto, Matsushita Electric Works Toshinori Sasaki, Across Techno Yasuhiko Shinohara, MitsumiMinoru Ohara, Allion Atsushi Nishio, MitsumiBrad Brown, ATL Hitoshi Kawamura, MitsumiChristopher Mattson, ATL Scott Sommers, MolexMarcus Darrington, ATL Kevin Delaney, MolexJaremy Flake, ATL Technology Kieran Wright, MolexGeorge Olear, Contech Research Padraig McDaid, MolexRoy Ting, Elka Mikko Poikselka, MolexSophia Liu, ETC Sam Liu, Newnex Technology Corp.Bill Northey, FCI Richard Petrie, NokiaTsuneki Watanabe, Foxconn Kai Silvennoinen, NokiaJim Zhao, Foxconn Panu Ylihaavisto, NokiaDavid Ko, Foxconn Arthur Zarnowitz, PalmJong Tseng, Foxconn Douglas Riemer, SMKJack Lu, Foxlink Eric Yagi, SMKTim Chang, Foxlink Abid Hussain, Summit Microelectronics Sathid Inthon, Fujikura Kaz Osada, TycoToshi Mimura, Fujijura Masaru Ueno, TycoAlan Berkema, Hewlett-Packard Yoshikazu Hirata, TycoKarl Kwiat, Hirose Ed Beeman, USB Implementers Forum Shinya Tono, Hirose Mark Paxson, USB Implementers Forum Kazu Ichikawa, HiroseRyozo Koyama, HiroseYousuke Takeuchi, HiroseTsuyoshi Kitagawa, HosidenJim Eilers, HosidenKazuhiro Saito, JAERon Muir, JAEMark Saubert, JAEYasuhira Miya, JSTTakahiro Diguchi, JSTYoichi Nakazawa, JSTTable of Contents1Introduction (6)1.1General (6)1.2Objective of the Specification (6)1.3Intended Audience/Scope (6)1.4Related Documents (6)2Acronyms and Terms (7)3Significant Features (8)3.1USB 2.0 Specification Compliance (8)3.2On-The-Go Device (8)3.3Connectors (8)3.4Compliant Cable Assemblies (8)3.5Plug Overmolds (9)4Cables and Connectors (10)4.1Introduction (10)4.2Micro-Connector Mating (10)4.3Color Coding (11)4.4Device, Cable and Adapter Delays (11)4.5Compliant Usage of Connectors and Cables (12)4.5.1Cables (12)4.5.2Overmolds (12)4.5.3Mechanical Interfaces (12)4.5.4Surface mount standard version drawings (12)4.5.5DIP-type and Midmount-type receptacles (12)4.5.6Connector Keying (12)4.5.7Right Angle Plugs (12)4.5.8Adapters (13)4.6Drawings (13)5Electrical Compliance Requirements (33)5.1Data Rates Beyond USB 2.0 (480Mb/s -->) (33)5.2Low Level Contact Resistance (33)5.3Contact Current Rating (33)5.3.1Signal Contacts Only (2, 3, and 4) (33)5.3.2With Power Applied Contacts (1 and 5) (33)6Mechanical Compliance Requirements (34)6.1Operating Temperature Range (34)6.1.1Option I (34)6.1.2Option II (34)6.2Insertion Force (34)6.3Extraction Force (34)6.4Plating (34)6.4.1Option I (35)6.4.2Option II (35)6.5Solderability (35)6.6Peel Strength (Reference Only) (35)6.7Wrenching Strength (Reference Only) (35)6.8Lead Co-Planarity (35)6.9RoHS Compliance (36)6.10Shell & Latch Materials (36)FiguresFigure 4-1 Micro-A to Micro-B Cable (14)Figure 4-2 Standard-A to Micro-B Cable (15)Figure 4-3 Micro-A to Captive Cable (16)Figure 4-4 Micro-A Plug Overmold, Straight (17)Figure 4-5 Micro-B Plug Overmold, Straight (18)Figure 4-6 Micro-A Plug Interface (19)Figure 4-7 Micro-B Plug Interface (20)Figure 4-8 Micro-A/B Plug Interface (Cut-section) (21)Figure 4-9 Micro-AB receptacle interface (22)Figure 4-10 Micro-B receptacle interface (23)Figure 4-11 Micro-AB Receptacle Design (24)Figure4-12 Micro-B Receptacle Design (25)Figure 4-13 Micro-A Plug Blockage (26)Figure 4-14 Micro-B Plug Blockage (27)Figure 4-15 Micro-A Plug, Side Right Angle (28)Figure 4-16 Micro-A Plug, Down Right Angle (29)Figure 4-17 Micro-B Plug, Side Right Angle (30)Figure 4-18 Micro-B Plug, Down Right Angle (31)Figure 4-19 Adapter, Standard-A receptacle to Micro-A plug (32)TablesTable 4-1. Plugs Accepted By Receptacles (10)Table 4-2. Micro-A Plug Pin Assignments (10)Table 4-3. Color Coding for Plugs and Receptacles (11)Table 4-4. Maximum Delay for Micro-Connector and Cable (11)Table 4-5. Maximum Delay for Standard Connector Cable (11)1 Introduction1.1 GeneralUSB has become a popular interface for exchanging data between cell phone and portable devices. Many of these devices have become so small it is impossible to use standard USB components as defined in the USB 2.0 specification. In addition the durability requirements of the Cell Phone and Portable Devices market exceed the specifications of the current interconnects. Since Cell Phones and other small Portable Devices are the largest market potential for USB, this specification is addressing this very large market while meeting all the requirements for electrical performance within the USB 2.0 specification.1.2 Objective of the SpecificationThe purpose of this document is to define the requirements and features of a Micro-USB connector that will meet the current and future needs of the Cell Phone and Portable Devices markets, while conforming to the USB 2.0 specification for performance, physical size and shape of the Micro-USB interconnect.This is not a stand-alone document. Any aspects of USB that are not specifically changed by thisspecification are governed by the USB 2.0 Specification and USB On-The-Go Supplement.1.3 Intended Audience/ScopeCell phone and Portable Devices have become so thin that the current Mini-USB does not fit well within the constraints of future designs. Additional requirements for a more rugged connector that will have durability past 10,000 cycles and still meet the USB 2.0 specification for mechanical and electrical performance was also a consideration. The Mini-USB could not be modified and remain backward compatible to the existing connector as defined in the USB OTG specification.1.4 Related DocumentsUSB 2.0USB OTG Supplement2 Acronyms and TermsThis chapter lists and defines terms and abbreviations used throughout this specification.A-Device A device with a Type-A plug inserted into its receptacle. The A-devicesupplies power to V BUS and is host at the start of a session. If the A-device is On-The-Go, it may relinquish the role of host to an On-The-GoB-device under certain conditions,Application A generic term referring to any software that is running on a device thatcan control the behavior or actions of the USB port(s) on a device.B-Device A device with a Type-B plug inserted into its receptacle. The B-device isa peripheral at the start of a session. If the B-device is OTG, it may begranted the role of host from an OTG A-device.DIP-type A connector with contact and shield solder tails that are soldered throughthe printed circuit boardFS Full Speed (max 12Mb/s)Higher than HS (480Mb/s ---> 5 Gb/s)HS High Speed (max 480 Mb/s)Host A physical entity that is attached to a USB cable and is acting in the roleof the USB host as defined in the USB Specification, Revision 2.0. Thisentity initiates all data transactions and provides periodic Start of Frames.HNP Host Negotiation ProtocolID Identification. Denotes the pin on the Micro connectors that is used todifferentiate a Micro-A plug from a Micro-B plug.LS Low Speed (max 1,5 Mb/s)Midmount-type A connector that is mounted in a cut-out in the printed circuit boardbetween the top and bottom surfaces.OTG On-The-GoOTG device A device with the host and peripheral capabilitiesPeripheral A physical entity that is attached to a USB cable and is currentlyoperating as a “device” as defined in the USB Specification, Revision 2.0.The Peripheral responds to low level bus requests from the Host.PCB Printed circuit boardUSB Universal Serial BusUSB-IF USB Implementers Forum3 Significant FeaturesThis section identifies the significant features of the Micro-USB specification. The purpose of this section is not to present all the technical details associated with each major feature, but rather to highlight itsexistence. Where appropriate, this section references other parts of the document where further details can be found.3.1 USB 2.0 Specification ComplianceAny device with Micro-USB features is first and foremost a USB peripheral that is compliant with the USB2.0 specification.3.2 On-The-Go DeviceAny OTG Micro-USB device shall conform to the OTG requirements as set forth in the On-The-GoSupplement to the USB 2.0 Specification.3.3 ConnectorsThe USB 2.0 specification defines the following connectors:•Standard-A plug and receptacle,•Standard-B plug and receptacle, and•Mini-B plug and receptacle.The Micro-USB specification defines the following additional connectors:•Micro-B plug and receptacle• Micro-AB receptacle• Micro-A plug.The Micro-AB receptacle is only allowed on OTG products. All other uses of the Micro-AB receptacle are prohibited. The Micro-AB receptacle accepts either a Micro-A plug or a Micro-B plug.It is recommended that the Micro-AB continue to support HNP as requested and support full functionality asa peripheral when a Micro-B plug is inserted.3.4 Compliant Cable AssembliesThe USB 2.0 specification defines the following cables:•Standard-A plug to Standard–B plug,•Standard-A plug to Mini-B plug, and•Captive cable with Standard-A plug.The Micro-USB specification defines the following additional cables:•Micro-A plug to Micro-B plug,•Micro-A plug to Standard-A receptacle•Micro-B plug to Standard-A plug, and•Hardwired Captive cable with Micro-A plug. (Hardwired Captive cable is a cable, connected internally to a device, which is not designed to be removed by the end user of that device.) No other types of cables are allowed by either the USB specification, or by the OTG supplement. Cables are not allowed to have receptacles on either end unless they meet the mechanical and electricalrequirements of adapters defined in this document.3.5 Plug OvermoldsThe Micro-USB specification constrains the size and the shape of the overmolds for the Micro-A and Micro-B plugs.The Micro-A plug’s overmold has a rectangular shape, and the Micro-B plug’s overmold is rectangular with chamfers. This allows easy recognition and differentiation of the two plugs by the consumer See pictures Figure 4-4 and Figure 4-5.4 Cables and Connectors4.1 IntroductionThis chapter provides the mechanical and electrical specifications for the cables, connectors and cable assemblies used to interconnect devices as well as constraints on the design of the overmolds for the Micro-A and Micro-B plugs.4.2 Micro-Connector MatingThe following table summarizes the plugs accepted by each of the receptacles.Table 4-1. Plugs Accepted By ReceptaclesReceptacle PlugsAcceptedStandard-A Standard-AStandard-B Standard-BMini-B Mini-BMicro-B Micro-BMicro-AB Micro-A or Micro-BThe usage and wiring assignments of the five pins in the Micro-A plug are defined in the following table.Table 4-2. Micro-A Plug Pin AssignmentsContact Number Signal Name Typical WiringAssignment1 VBUS Red2 D- White3 D+ Green4 ID <Ra_PLUG_ID5 GND BlackShell Shield DrainWireThe ID pin on a Micro-A plug shall be connected to the GND pin. The ID pin on a Micro-B plug is not connected or is connected to ground by a resistance of greater than Rb_PLUG_ID (100kΩ MIN). An On-The-Go device is required to be able to detect whether a Micro-A or Micro-B plug is inserted by determining if the ID pin resistance to ground is less than Ra_PLUG_ID (10Ω MAX) or if the resistance to ground is greater than Rb_PLUG_ID . Any ID resistance less than Ra_PLUG_ID shall be treated as ID = FALSE and any resistance greater than Rb_PLUG_ID shall be treated as ID = TRUE.4.3 Color CodingThe following colors are mandated for the plastic inside the Micro-USB connectors defined in thisspecification.Table 4-3. Color Coding for Plugs and ReceptaclesConnector ColorMicro-A plug WhiteMicro-B receptacle BlackMicro-B plug BlackMicro-AB receptacle Gray4.4 Device, Cable and Adapter DelaysIn Figure 7-11 of the USB 2.0 specification, four test planes are defined along the transmission path fromthe host transceivers to the peripheral transceivers. These test planes (TP) are as follows:•TP1: pins of host transceiver chip•TP2: contact points of host Standard-A receptacle•TP3: contact points of peripheral Standard-B or Micro-B receptacle•TP4: pins of peripheral transceiver chipThe maximum total delays are as follows:•On-The-Go device - TP1 to TP2: 1 ns• Adapter: 1 ns•Any cable with a Micro-A or Micro-B plug: 10 nsThe maximum delays for the two worst cases of connection are shown in the following tables.Table 4-4. Maximum Delay for Micro-Connector and CableTimeLocation DelayUSB 2.0 Compliant Host – TP1 to TP2 3 nsStandard-A receptacle to Micro-A plug adapter 1 nsMicro-A plug to Micro-B plug cable 10 nsUSB 2.0 Compliant B-device – TP3-TP4 1 nsns Total 15Table 4-5. Maximum Delay for Standard Connector CableTimeLocation DelayOn-The-Go Compliant Device – TP1 to TP2 1 nsMicro-A plug to Standard-A receptacle adapter 1 nsStandard-A plug to Standard-B plug cable 26 nsUSB 2.0 Compliant B-device – TP3 to TP4 1 nsns Total 294.5 Compliant Usage of Connectors and CablesCable assemblies and connectors not described below or not allowed by other amendments to the USB specification are not compliant with the USB specification and may not be labeled as such.4.5.1 CablesThe cables allowed by the Micro-USB specification are shown in Figure 4-1, Figure 4-2, and Figure 4-3.Cables must have a propagation delay of 10 ns or less, have a physical length of no more than 2.0 meters, and meet all other requirements of a USB cable.4.5.2 OvermoldsThe size and shape of the Micro-A and Micro-B plug overmolds must conform to the constraints shown in Figure 4-4 and Figure 4-5 .Interfaces4.5.3 MechanicalThe mechanical interface dimensions for the Micro-A and Micro-B plugs are shown in Figure 4-6 and Figure 4-7. Mechanical interface dimensions for Micro-AB and Micro-B receptacles are shown in Figure 4-9 and Figure 4-10.4.5.4 Surface mount standard version drawingsBy following these instructions, receptacles from different manufacturers can be used interchangeably on the same printed circuit board (PCB). In the case of the “surface mount standard version”, the dimensions of the contact tail and shield tail must comply with figures 4-11 and 4-12.Note: PCB-layout drawings are included for reference only.Figure 4-11 and Figure4-12 shows designs for the Micro-AB and Micro-B receptacles respectively.4.5.5 DIP-type and Midmount-type receptaclesDIP-type (contact and shield tails soldered through PCB) and Midmount-type (connector that is mounted ina cut-out in the printed circuit board between the top and bottom surfaces.) receptacle connectors are notdefined in this standards document. These mounting styles are allowed under the standard as long as all intermating conditions are met. Mechanical dimensions and mechanical durability values may vary from the Surface mount standard connector but must comply with all minimum values.4.5.6 ConnectorKeyingThis Micro connector series has been designed so as to prevent the Micro-A and Micro-B plugs from being incorrectly inserted into a receptacle. The amount of metal blocking various possible incorrect insertions is shown in Figure 4-13 and Figure 4-14, and is always greater than 0.35 mm.4.5.7 Right Angle PlugsThe overmolds for right / down angle plugs are required to comply with the same shape constraints that apply to straight plugs. Reference drawings for right / down angle plugs are shown in Figure 4-15, Figure 4-16, Figure 4-17 and Figure 4-18 .4.5.8 AdaptersRequirements:•The propagation delay of the adapter shall be less than 1 ns.•The physical length shall not exceed 150 mm.•The resistance of the adapter through V BUS and GND, including contacts, shall not exceed 70 mΩ.4.5.8.1 Standard-A receptacle to Micro-A plugThis adapter is used to connect a cable with a Standard-A plug to an On-The-Go device that has a Micro-AB receptacle. A reference drawing for this adapter is shown in Figure 4-19.4.6 DrawingsThis section contains the mechanical drawings that are referenced in the previous section.Figure 4-1 Micro-A to Micro-B CableFigure 4-2 Standard-A to Micro-B CableFigure 4-3 Micro-A to Captive CableFigure 4-4 Micro-A Plug Overmold, StraightFigure 4-5 Micro-B Plug Overmold, StraightFigure 4-6 Micro-A Plug InterfaceFigure 4-7 Micro-B Plug InterfaceFigure 4-8 Micro-A/B Plug Interface (Cut-section)Figure 4-9 Micro-AB receptacle interfaceFigure 4-10 Micro-B receptacle interfaceFigure 4-11 Micro-AB Receptacle DesignFigure4-12 Micro-B Receptacle DesignFigure 4-13 Micro-A Plug BlockageFigure 4-14 Micro-B Plug BlockageFigure 4-15 Micro-A Plug, Side Right AngleFigure 4-16 Micro-A Plug, Down Right AngleFigure 4-17 Micro-B Plug, Side Right AngleFigure 4-18 Micro-B Plug, Down Right AngleFigure 4-19 Adapter, Standard-A receptacle to Micro-A plugElectrical requirements are unchanged from the USB 2.0 specification (Chapter 6; Table 6-7) and the On-The-Go Supplement to the USB 2.0 Specification, unless otherwise specified here.5.1 Data Rates Beyond USB 2.0 (480Mb/s -->)This section will be amended as requirements for higher data rates (beyond the current USB 2.0specification) become available.5.2 Low Level Contact Resistance30mΩ(Max) initial when measured at 20mV (Max) open circuit at 100mA. Maximum change (delta) of +10 mΩafter 10,000 insertion/extraction cycles at a maximum rate of 500 cycles per hour.(When manually operated, mating speed should be below 200 cycles per hour.)5.3 Contact Current Rating5.3.1 Signal Contacts Only (2, 3, and 4)1A minimum when measured at an ambient temperature of 25 degrees Celsius. With power applied to the contacts, the delta temperature must not exceed +30degrees Celsius at any point in the USB connector under test.5.3.2 With Power Applied Contacts (1 and 5)1.8A for contacts 1 and 5 and at the same time 0.5A for contacts 2, 3 & 4, minimum when measured at anambient temperature of 25 degrees Celsius. With power applied to the contacts, the delta temperature must not exceed +30degrees Celsius at any point in the USB connector under test.The following requirements will take precedence over the requirements set forth in the USB 2.0specification (Chapter 6; Table 6-8) and the On-The-Go Supplement to the USB 2.0 Specification.6.1 Operating Temperature RangeI6.1.1 Option-30°C to +80°CII6.1.2 Option-30°C to +85°C (and above)6.2 Insertion ForceRecommendations:- It is recommend to use a non-silicon based lubricant on the latching mechanism toreduce wear. If used the lubricant may not affect any other characteristic of the system.- 35 Newton’s maximum at a maximum rate of 12.5 mm(0.492") per minute.6.3 Extraction Force- 8N (MIN) after 10000 insertion/extraction cycles (at a maximum rate of 12.5mm(0.492") per minute).- No burs or sharp edges are allowed on top of locking latches (hook surfaces which will rub against receptacle shield).- It is recommend to use a non-silicon based lubricant on the latching mechanism to reduce wear. If used the lubricant may not affect any other characteristic of the system.6.4 PlatingRecommendations:- Contact plating should be done after stamping and forming- Burrs should not be present on contact areas- Contact area as smooth as possible before plating- Use a sealing treatment to control plating porosity (contact area)I6.4.1 Option6.4.1.1 ReceptacleContact area: (Min) 0.05 µm Au + (Min) 0.75 µm Ni-Pd on top of (Min) 2.0 µm NiContact tail: (Min) 0.05 µm Au on top of (Min) 2.0 µm Ni6.4.1.2 PlugContact area: (Min) 0.05 µm Au + (Min) 0.75 µm Ni-Pd on top of (Min) 2.0 µm NiII6.4.2 Option6.4.2.1 ReceptacleContact area: (Min) 0.75 µm Au on top of (Min) 2.0 µm NiContact tail: (Min) 0.05 µm Au on top of (Min) 2.0 µm Ni6.4.2.2 PlugContact area: (Min) 0.75 µm Au on top of (Min) 2.0 µm Ni6.5 SolderabilitySolder shall cover a minimum of 95% of the surface being immersed, when soldered at temperature 255℃ +/-5℃ for immersion duration 5S (component is to be lead-free component) using Type R flux.6.6 Peel Strength (Reference Only)Minimum 150N when soldered connector is pulled up from PCB in the vertical direction.6.7 Wrenching Strength (Reference Only)Perpendicular Force Test : This test shall be performed using virgin parts. Perpendicular forces (Fp) are applied to a plug when inserted at a distance (L) of 15mm from the edge of the receptacle. Testingconditions & method should be agreed with all parties. These forces are to four direction (left, right, up, down). Compliant connectors will meet the following force thresholds with the following results :- No plug or receptacle damage: 0 - 25N- The plug can be damaged, but in such a way that the receptacle does not sustain damage: 25 - 50N 6.8 Lead Co-PlanarityCo-planarity of all SMT leads shall be within 0.08mm range.6.9 RoHS ComplianceComponent is to be RoHS compliant. Lead Free plug and receptacle materials must conform to Directive 2002/95/EC of January 27, 2003 on Restriction of Hazardous Substances (RoHS).6.10 Shell & Latch MaterialsShell and latch materials for both plug and receptacle shall be stainless steel or mechanically equivalent material.。
MATLAB求解编程
NIND=200;MAXGEN=2000;NV AR=55;max=5000000;P=0.3;M=3;N=5;L=7;A=[313000000 378000000 465000000] ;M=[20000 10000 30000 40000 40000] ;D=[165 150 200 100 150 300 200] ;f=[6000000;4000000;6000000;700000;5000000] ;V=[80;80;90;955;100] ;a=[15;20;24;20;15;20;20;15;20;24;20;15;24;20;15] ;C=[20;15;15;20;15;20;15;20;25;20;25;15;15;15;15;15;15;20;20;25;20;30;20;20;20;20;25;20;20;1 5;15;15;20;20;20;20] ;P=3;for i=l:NINDwhile 0<1for j=1:5chroml(i,j)=round(rand(i)) ;endif(sum(chroml(i,:),3)>=1)&(sum(chroml(i,:) ,3)<=P)breakendendendsumb=zeros(NIND,5) ;sumd=zeros(NIND,5);for i=l:NINDfor j=l:5if chrom1(i,j)=0chrom3(i,(2*(j-1)+1):(3*j))=0;chrom3(i, (7*(j-l)+1):(8*j))=0;elsewhile chroml(i,j)=l chrom3(i,(3*(j-1)+1):(3*j)=rand(i,3).* min(A[M(j)M(j)]);sumb(i,j)=sum(chrom3(i,(3*(j-l)+1):(3*j)),3);chrom3(j,(7*(j-1)+1):(7*j))=rand(1,7).*(rep([M(j)],[11]));sumd(i,j)=sum(chrom3(i,(7*(j-l)+1):(7*j)),3);chrom3(i,(7*(j-l)+1):(7*j))=(sumb(i,j)/sumd(i,j))*chrom3(i,(7*(j-l)+1):(7*j));if sumb(i,j)<=1.0*M(j)breakendendendendendchrom=[chroml chrorn2 chrom3];%产生初始种群[objvalue]=calobjvaluc(chrom,M,N,L,A,C, V,f);[fitvalue,restriction]=calfitvalue(objvalue,chrom,max,M,N,L,A,M,D,P); [bestindividual,bestfit,bestrestriction,nopos]=best(chrom,fitvalue,restriction);gem=0;while gen<MAXGEN,[objvalue]=calobjvalue(chrom,M,N,L,A,C,V,D);[fitvalue,restriction]=calfitvalue(objvalue,chrom,max,M,N,L,A,M,D,P); [bestindividuall,bestfitl,bestrestrictionl,noposl]=best(chrom,fitvalue,restriction);if bestrestriction>bestrestrictionlbestindividual=bestindividual l;besttit=-bestfitl;bestrestriction=bestrestriction l;endif bestrestriction =bestrcstrictionl)&(bestfit<bestfitl)bestindividual=beStindividual l;besttit=-bestfitl;bestrestriction=bestrestrictionl:endchrom(noposl,:)=bestindividual;[newchrom]=selection(chrom,fitvalue);[newchrom]=crossover(newchrom,M,N,1);[newchrom]=mutation(newchrom,P,M,N,1);[bestindividual2,bestfit2,bestrestrietion2,nopos2]=best(newchrom,fitvalue, restrietion); If bestrestriction>bestrestriction2bestindividual=bestindividual2;bestfit=bestfit2;bestrestriction=bestrestriction2;endif(bestrestriction=bestrestriction2)&(bestfit<bestfit2)bestindividual=bestindividual2;bestfit =-bestfit2;bestrestriction =bestrestriction2;endchrom=newchrom;gen=gen+1;endbestindividual,bestfit,bestrestriction%目标函数Function[objvalue]=ealobjvalue(chrom,M,N,L,A, V,f)Chrom1= chrom(:,1:N);Chrom2=chrom(:,(N+1):(N+M*N));chrom3= chrom (:,(N+M*N+1):(N+M*N+N*L));[NIND,NV AR]=size(chrom);for i=l:NINDfor j=l:Nu(i,j)=7300*sum(chrom2(i,(2*(j-l)+1):(2*j)),2);endendobjvalue=chrom2*a*7300+chrom3*c*3650+sqrt(u).* chroml*V+chroml*f; %适应度计算和约束判断Function[fitvalue restrection]=ealfitvalue(objvalue,chrom, max,M,N,l,A,M,D,P)Global gen;[NIND,NV AR]=size(chrom);Chroml=chrom (:,1:N);chrom2=Chrom(:,(N+1):(N+M*n));chrom3=Chrom(:,(N+M*N*N+1):(N+M*N+N*1));restriction=zeros(NIND,1);r=zeros(NIND,M);s=zeros(NIND,N);t=zeros(NIND,1);u=zeros(NIND,3);p=zeros(NIND,n);for i=l:NINDfor j=l:Mr(i,j)=A(j)-sum((chrom2(i,j:m:m*}n)),2);if r(i,j)<0restriction(i,1)=restriction(i,1)+1;endendfor j=l:lt(i,j)=sum((chrom3(i,j:l:n*1)),2)-D(j);if t(i,j)<0restriction(i,1)=-restriction(i,l)+1;endendfor j=l:ns(i,j)=chroml(i,j)*M(j)-sum(chrom2(i,(M*(j-1)+1):(M*j)),2);p(i,j)=abs(sum(chrom3(i,(1*(j-1)+1):(1*j)),2)-sum(chrom2(i,(M*(j-1)+1):(M*j)),2));if s(i,j)<0restrietion(i,1)=restriction(i,1)+l;endif p(i,j)>=l e-3restriction(i,1)=restriction(i,l)+l;endendu(i,1)=P-sum(chroml(i,:),2);if u(i,1)<0restriction(i,1)=restriction(i,l)+1;endu(i,2)=sum(chroml(i,:),2)-1;if u(i,2)<0restrigtion(i,1)=restriction(i,1)+l;endif(objvalue(i,1)<max)fitvaluc(i,1)=max-objvaluc(i,1);elsefitvalue(i,1)=0.0;endend%找出最优个体和最差个体function[bestindividual,bestfit,bestrestriction,nopos]=best(chrom,fitvalue,restriction); [NIND,NV AR]=size(chrom);pos=l;for i=l:NINDif restriction(pos,1)>restriction(i,1)pos=i;endif(restriction(pos,1)=restriction(i,1))&(fitvalue(pos,1)<fitvalue(i,1)) pos=i;endendbestindividual=chrom(pos,:);bestfit=fitvalue(pos);bestrestriction= restriction (pos,:);nopos=1;for i=l:NINDif restriction(nopos,1)<restriction(i,1)nopos=i;endif(restriction(nopos,1)=restriction(i,1))&(fitvalue(nopos,1)>fitvalue(i,1)) nopos=i;endend%选择Function[newchrom]=selection(chrom,fitvalue)totalfit=sum(fitvalue);fitvalue=:fitvalue/totalfit;fitvalue=cumsum(fitvalue);[NIND,NV AR]=size(chrom);ms=sort(rand(NIND,1));fitin=1;newin=1;while newin<=NINDif(ms(newin))<fitvalue(fitin)temp(newin,:)=chrom(fitin,:);newin=newin+1;elsefitin=fitin+1;endif fitin>=NINDfitin=NIND;endendnewchrom=temp;%交叉Function[newchrom]=crossover(chrom,M,N,1)global gen;[NIND,SVAR]=size(chrom);chrom1=chrom(:,l:n);chrom2=chrom(:, (N+1) : (N+M*N)) ;chrom3=chrom(:, (N+m*n+1) : (N+M*N+N*1)) ; newchrom=zeros(NIND,NV AR) ;P=0.75;for i=l:2:NIND-1if(rand<P)point=ceil(rand*(N-1));ifpoint<5newchrom(i,:)=[chroml(i,l:point)chromI(i+1,point+1:n) ... chrom2(i,l:M*point)chrom2(i+l,M*point+1:M*N) ... chrom3(i,1:l*point)chrom3(i+l,1*point+l:N*1)]; newchrom(i+l,:)=[chroml(i+l,1:point)chroml(i,point+l:n) ... chrom2(i+l,l:m*point)chrom2(i,M*point+l:M*N) ...chrom3(i+1,1:l*point)chrom3(i,1*point+l:N*1)];elsenewchrom(i,:)=chrom(i,:);newchrom(i+1,:)=chrom(i+l,:);endelsenewchrom(i,:)=chromo,:);newchrom(i+l,:)=chrom(i+l,:);endend%变异Function[newchrom]=mutation(chrom,P,M,N,L)global gen;FieldDR=[0 0 0 0 0 0 0 0 0 0 0 0 0 0 0;20000 20000 10000 10000 30000 30000 40000 40000 40000 40000];RANGE=[0 0 0 0 0 0 0;165 150 200 100 150 300 200];[NIND,NV AR]=size(chrom);chroml=chrom(:,l:N);chrom2=chrom(:, (N+1):(N+M*N));chrom3=chrom(:, (N+M*N+1):(N+M*n+ 1));newchrom=zeros(NIND,NV AR);newchroml=zeros(NIND,N);newchrom2=zeros(NIND,M*N);newchrom3=zeros(NIND,N*1);for i=1:NINDfor j=l:Nif chrom l(i,j)=0newchrom2(i,(M*(j-1)+1):(M*j))=0;newchrom3(i,1*(j-l)+1):(1*j)=0;elseif round(rand)=0newchrom2(i,(M*(j-1)+1):(M*j))=chrom2(i,(M*(j-1)+1):(M*j)+ ...(FieldDR(2,(M*(j-1)+1):(M*j))=chrom2(i,(M*(j-1)+1):(M*j)))*(1-rand^((1-gen/2000)^10));newchrom3(i,(1*(j-1)+1):(1*j)=chrom3(i,(1*(j-1)+1):(1*j) + ...([165 150 200 100 150 300 200]-chrom3(i,(1*(j-1)+1):(1*j)))*(1-rand^((1*gen/2000)^10));elseif round(rand)=lnewChrom2(i,(M*(j-1)+1):(M*j) ) = Chrom2 (i,(M*(j-1)+1):(M*j)) ...(chrom2(i,(M*(j-1)+1):(M*j))-[00])*(1-rand^((1-gen/2000)^10));newchrom3(i,(1*(j-1)+1):(1*j)):chrom3(i,(1*(j-1)+1):(1*j)) ...(chrom3(i,(1*(j-1)+1):(N))-[0 0 0 0 0 0 0 0])*(1-rand^((1*gen/2000)^10));endendendendnewchrom1=chrom1;newchrom=[newchrom1 newchrom2 newchrom3];endendnewchrom1=chrom1;newchrom=[newchrom1 newchrom2 newchrom3];bestindividualbestindividual=columms 1 through 171.0000 1.0000 0 0 1.000 80.3686 20.6636 0 0 23.7458 50.7648 63.57695 0 0 123.6753 39.7648 19.5769 0 0 289.6753 columms 18 through 3419.5849 50.7648 45.7985 64.2875 19.9768 53.6843 135.6752 32.6437 24.5342 27.9485 9.9873 24.7638 125.7958 27.8745 columms 35 through 510 0 0 0 0 0 00 0 0 0 0 0 0columms 52 through 5595.7482 35.9862 83.4768 28.4769 74.5867 113.4786 44.4873。
(EU) No 835-2012-enREACH限制篇修订镉条款
II(Non-legislative acts)REGULATIONSCOMMISSION REGULATION (EU) No 835/2012of 18 September 2012amending Regulation (EC) No 1907/2006 of the European Parliament and of the Council on the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as regards Annex XVII (Cadmium)(Text with EEA relevance)THE EUROPEAN COMMISSION,Having regard to the Treaty on the Functioning of the European Union,Having regard to Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH), establishing a European Chemicals Agency, amending Directive 1999/45/EC and repealing Council Regulation (EEC) No 793/93 and Commission Regulation (EC) No 1488/94 as well as Council Directive 76/769/EEC and Commission Directives 91/155/EEC, 93/67/EEC, 93/105/EC and 2000/21/EC ( 1 ), and in particular Article 131 thereof,Whereas:(1) Commission Regulation (EU) No 494/2011 of 20 May 2011 amending Regulation (EC) No 1907/2006 of the European Parliament and of the Council on the Regis tration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as regards Annex XVII (Cadmium) ( 2 ) modified the scope of the restriction on cadmium and cadmium compounds, introducing provisions applicable to brazing sticks and jewellery in accordance with the risk evaluation and the risk reduction strategies for cadmium and cadmium oxide ( 3 ). (2) Regulation (EU) No 494/2011 furthermore extended the existing restriction on the use of cadmium and cadmium compounds in synthetic organic polymers (plastic material) to all plastic materials, while providing an exception for the use of recovered PVC containing cadmium in the manufacture of certain construction products. This derogation was granted taking into account the discussions in an ad hoc expert meeting on risk management activities under Regulation (EC) No 1907/2006 and the results of the study on Socio- Economic Impact of a Potential Update of the Restrictions on the Marketing and Use of Cadmium in jewelleries, brazing alloys and PVC, published in January 2010 ( 4 ). All elements of the restriction were also subject to consultation with the Member States’ competent auth orities responsible for the implementation of Regulation (EC) No 1907/2006 and with stakeholders. (3) Following the adoption of Regulation (EU) No 494/2011, the Commission was informed of uses of cadmium pigments in certain types of plastics materials, restricted for the first time by Regulation (EU) No 494/2011, where suitable alternatives to the use of cadmium compounds appear not to be available and for which, due to the exceptional circumstances of a limited consul tation, further assessment is now appropriate. (4) The Council Resolution of 25 January 1988 calls for an overall strategy to combat environmental pollution by cadmium, including specific measures to restrict the use of cadmium and stimulate the development of further alternatives to the use of cadmium in pigments, stabi lisers and plating, asking for limitation of the uses of cadmium to cases where suitable alternatives do not exist.(5) The Commission will ask the European ChemicalsAgency, in accordance with Article 69 of REACH, to prepare a dossier conforming to the requirements of Annex XV relating to the use of cadmium and cadmium compounds in those types of plastic material that were restricted for the first time by Regulation (EU) No 494/2011, taking full account of the CouncilResolution of 25 January 1988.Journal of the European Union L 252/1( 1 ) OJ L 396, 30.12.2006, p. 1. ( 2 ) OJ L 134, 21.5.2011, p. 2. ( 3 ) OJ C 149, 14.6.2008, p. 6. ( 4 ) http://ec.europa.eu/enterprise/sectors/chemicals/file s/markrestr/study- cadmium_en.pdf(6)Until the restriction procedure is finalised, the restrictionon the use of cadmium and its compounds should belimited to the types of plastic material listed in entry 23of Annex XVII before the adoption of Regulation (EU)No 494/2011.(7) For reasons of legal certainty, this Regulation shouldapply from 10 December 2011.(8) The measures provided for in this Regulation are inaccordance with the opinion of the Committee established under Article 133 of Regulation (EC) No1907/2006,HAS ADOPTED THIS REGULATION:Article 1Annex XVII to Regulation (EC) No 1907/2006 is amended in accordance with the Annex to this Regulation.Article 2This Regulation shall enter into force on the day of its publication in the Official Journal of the European Union.It shall apply from 10 December 2011.This Regulation shall be binding in its entirety and directly applicable in all Member States.Done at Brussels, 18 September 2012.For the CommissionThe PresidentJosé Manuel BARROSOL 252/2 Official Journal of the European Union 19.9.2012ANNEXIn Annex XVII to Regulation (EC) No 1907/2006, the table setting out the designation of the substances, groups of substances and mixtures and the conditions of restriction is amended as follows:(1) in the second column of entry 23, the first and second subparagraphs of paragraph 1 are replaced by the following:(2) in the second column of entry 23, in paragraph 1 the following subparagraph is added:Journal of the European Union L 252/3。
经济学专业英语第八章原文
Unit8 Macro-economic PolicyPart one: TextMacro-economic policy refers to activities of governments that are designed toachieve full employment with price stability and equilibrium in the balance ofpayments. Generally, it includes (1) momentary and fiscal policies, (2) exchange-rateadjustments, (3) tariff and non-tariff trade barriers, (4) foreign-exchange controls andinvestments controls, and (5) export-promotion measures.Since the 1930s, nations have actively pursued internal balance '(full employmentwithout inflation) as a primary economic objective. Nations also consider external balance (balance-of-payments equilibrium) as an economic objective.A nation realizes overall balance when it attains internal balance and external balance.A.Police InstrumentTo attain the objectives of external balance and internal balance, policy makersenact expenditure-changing policies, expenditure-switching policies, and direct controls.Expenditure-changing policies alter the level of aggregate demand for goods andservices, including-those produced domestically and those imported. They includefiscalpolicy, which refers to changes in government spending and taxes, and monetarypolicy, which refers to changes in the money supply by a nation's central bank (such asthe FederalReserve). Depending onthe direction of change, expenditure-changingpolicies are either expenditure increasing or expenditure reducing.Expenditure-switching, policies modify thedirection of demand, shifting it betweendomestic output and imports. Under a system of fixed exchange rates, a trade-deficitnation could devalue its currency to increase the international competitiveness of its industries, thus diverting spending from foreign goods to domestic goods. To increase its competitiveness under a managed floating exchange-rate system, the nation could purchase other currencies with its currency, hereby causing the change value of its currency to depreciate. The success of these policies in promoting trade balance largely depends on switching demand in the proper direction and amount, as well as on the capacity of the home economy to meet the additional demand by supplying more goods.Direct controls consist of government restrictions on the market economy, and mayalso be levied on capital flows so as to either restrain excessive capital outflows orstimulatecapital inflows.B.Monetary Policy and Fiscal PolicyLt is known to all of us, the exchange-rate polices primarily affect the economy ' external sector, while having secondary effects on its' internal sector. Let's now consider monetary police and fiscalpolice as stabilization tools. These tools are generally used to stabilize the economy’s internal sector. While having secondary effects on its external sector. How successful are monetary police and fiscal police in achieving fullemployment and price stability?Let us assume that the mobility of international capitalis high. This suggests that a small change in the relative interest rate across nations, induces a large international flow of capital (investment funds).This assumption is consistent with capital movementsamong many industrial nations, such as United States }and Germany, and the conclusions of many analysts that capital mobility is increasing as national financial markets have become internationalized.Two conclusion will emerge from our discussion: Under a fixed exchange- rate system, fiscal police is successful in promoting internal balance, whereas monetary policeisunsuccessful; (2) under a floating rate system, monetary police is successful in Promoting internal balance, whereas fiscal police is unsuccessful.C.Tariff and Non-tariff Trade BarriersA tariff is a duty or fee levied on: goods and service being, imported into the country. These tariffs can be of two types: protective and revenue. Protective tariffs (import taxes) are designed to raise the, retail price of imported products so that domestic goods will be more competitive and. foreign business. Will be discouraged from shipping certain goods into the country. . These tariffs are meant to save jobs for domestic workers and to keep industries (especially infant industries) from bankruptcy because of foreigncompetition. A revenue tariff is designed to raise money for the 'government.Today there is still considerable debate about the degree of protectionism agovernment should practice. Nevertheless, almost all countries practice a police ofprotective tariff and both import and export goods are subject to customs duties. Tariff (customs) duties are of three types: specific, ad valorem arid compound.Non-tariff barriers are less visible, but they are extremely effective restrictions ontrade. The principlecategories of NTBs are quota, license and new barriers.D.What and How Are the Major Objectives of Macro- economicPolicy?The four major objectives are (1) furl employment, (2) price stability, (3) a high, but sustainable, rate of economic growth, and (4) keeping the Balance of Payments inEquilibrium. We will look at the way in which these objectives are measured.The first one is full employment or low employment. Those courted must be out of work; physically able to work and 'looking for it, and actually claiming benefit.Secondly, inflation is usually defined as a sustained rise in the general level of prices. Technically, it is measured as the annual rate of change of the Retail Price Index CRP), often referred to as the headline rate of inflation. For prices to be stable therefore, the inflation rate should be zero. Generally governments are happy if they can keep the inflation rate down to a low percentage. This is the same as the RPI except housing costs are removed in the shape of mortgage interest payments. It makes sense for the government to use this measure because the weapon they use to control inflation, interest rates directly affects the RPI itself.Economic growth tends to be 'measured in terms of the rate of change of real GDP (Gross Domestic Product). When the word real accompanies any statistic, it means thatthe effects of inflation have been removed. More on this later! GDP is a measure of the annual output (or income, or expenditure) of an economy. Much more on this later! Sometimes GNP (Gross National Product) is used, which is very similar to GDP Growth figures are published quarterly, both in terms of-the change quarter on quarter and as annual percentage changes (See Figure 8-1).Last but not; the least, keeping the Balance of, Payments in equilibrium refers to all flows of money into; and out of a country. It is split into two: the Current Account and The Capital and Financial Accounts (former[y the capital account).Probably the most important is the Current Account, because this records how wellthe country is doing in terms of its exports of goods and services relativeto. Its imports. If the country is to “pay its way “in the world over the long term, then it needs to keep earning enoughforeigncurrency from its exports to pay for its imports. If this is not thecase, the account will be in deficit. Japan has the largest surplus in the world. Althougha surplus sounds better than a deficit, both can be bad. Japan's surplus forces othercountries in the worldto have deficits. In fact, while Japan's surplus is the biggest in theworld, the USA's deficit is the biggest in the world. This is not a coincidence!Notes1.infant industry幼稚产业It refers to the new industrieswhich consist of new companies in the early stages of growth.2.specific duties 从量税Specific duties are levied at the rate of so muchper unit, pound, kilo or gallon. For example, the specific duty of one product might-be US$ 10 per unit, while on another it might be US$ 0. 25 per pound.3.ad valorem duties 从价税Ad valorem duties are levied on the basis of the product's value. The value of import goods usually refers to their CIF( Cost, Insurance and Freight,包括成本、保险、运费在内的到岸价格)value, and that of export goods; their FOB ( Free on Board,船上交货) value with the export duties deducted. For example: an ad valorem duty of7%ona particular product valued at US$ 1OOwould result in a US$ 7tariff. If a firm shipped ten of these products,the tariff would be US$70.pound duties 复合税Compound duties are a combination of specific and ad valorem duties. For example, suits are taxed on both quantity and value, the duty on them has been, say US$0.37perpound and 21% ad valorem.5.quota 定额,配额A quota is a quantitative restriction, thatis expressedin terms of either physical quantity or value. A quota that states that no more than 500,000 Class A deluxe limousines (豪华轿车) can be imported from Europe each year is a restriction stated in terms of physical quantity.6.license 许可证制度License is an official permission of an importantthatis 'forbidden withouta license. In the important countries, quota usually require a licensingsystem and an agency to distribute thequota shares to domestic importers.7.new barriers 新壁垒There are ingenious newbarriers which 'are constantly being developed. Some arelegitimate regulatory functions, such as antipollution regulations thatrequire automobilestomeet certain exhaust emission standards.Othersmay ostensibly beintroduced forreasons ofhealth,safety, or national security but are actually intended to restrict trade.PartTwo:CasestudyTHE CROOKED PATH OF CAPITALISMCapitalism has been subject to booms and busts forat least the past 300 years notable early example of which, weretheDutch mania and the British South SeaBubbleof the early 18th century. Any market system including marketsocialism, if that had ever got off the ground--would probably have been, subject to similarfluctuations based as they are on human cycles of greed arid fear and alternationsbetween unfounded optimism and unreasoning pessimism. Attempts to establish; a cycleof regular duration and amplitude have failed. These fluctuations can, with a bit of luckand. good policy, be tamedbut not abolished.The decade and a half of steady low inflation growth enjoyed by the UK since leaving the European exchange rate mechanism in 1992 has been quite exceptional, as have even the four years of similar behavior enjoyed by the Group of Seven leading industrial nations as a whole. The confidence of mainstream forecasters in predicting yet another Goldilocks period for the world economy should have made one suspicious, not because ofthe faltering in the second quarter of this year, but because experts are never as likely to be wrong as when they speak with near unanimity.Some economists of Austrian origin have claimed that recessions have their value in liquidating unwise investments and that attempts to keep the economy going full blast all the time only store up greater trouble for the future. It was their misfortune that their theory was promulgated during the Great Depression of the 1930s, when there really was a deficiency of purchasing power, which made them seem irrelevant. The Anglo-Austrian, Friedrich Hayek, tried to make amends by accepting the need to counter a secondary depression resulting from the multiplier effects of reduced investment spending, but he did so much too late, in the 1960s and 1970s. By then, Austrian economics had become a minority movement among US economists, who were beset by heresy hunting.Today, the torch seems to have been taken up in Shanghai, where an economist, Andy Xie, has written that “it is time for central banks to stop bailing out markets”, blaming current troubles on central banks, which after the attacks of September 11 2001 provided the cheap credit for the leverage bubble (Financial Times, August 14). Some central bankers are stillsuffering from a guilt complex arising from the failure of the US Federal Reserve to counteract a multiple contraction at the onset of the Great Depression.When it comes to the present turbulence, a select band of analysts is entitled to say: “We told you so.” They include Paul De Grauwe, the Belgian economist; Lord Lamont, the former British chancellor; and some brave economists at the Basle-based Bank for International Settlements who have been beavering away at the need to monitor asset prices, and not just for their possible effects on consumer price inflation.The inflationary effects of easy credit have, until now, been offset by the threat of cheap imports from the developing world. But now that China and other developing countries are themselves experiencing high and rising inflation, loose money in the west, as Mr Xie points out, will feed straight into prices and the credibility of central banks could be fatally undermined.The direct responsibility of central banks for controlling inflation is comparatively recent. They were traditionally bankers to the banks, in which capacity they became lenders of last resort. The art is to be ready to intervene without creating a moral hazard that unwise lenders will be painlesslyrescued. The duty of such lenders was laid out in the mid-19th century by a famous early editor of The Economist, Walter Bagehot. This was not to bail out specific institutions, but to lend unlimited amounts to bona fide financial institutions at a penal rate. At first sight the European Central Bank, which has let it be known how many billions of euros it has made available, has been closely following Bagehot, but with one crucial difference. Instead of lending at a penalty rate, it has been chiefly concerned to keep the very short-term rate near the 4 per cent policy rate decided before the crisis broke.The Bank of England was in some ways the best prepared. Under reforms introduced a year ago, 57 banks can borrow limitless cash but at a price 100 basis points above the target bank rate. But even this system will come under strain in a full-blown financial gale. There is little doubt that there would be rescues for large institutions whose failure would pose a “systemic risk”, which the Barings crisis of 1890 apparently did but the one of 1995 did not. Life, as cynical Tories are fond of saying, is unfair.Fed interventions have been more discretionary and less rule-bound. But unwise US fund managers have been berating Ben Bernanke, the US Federal Reserve chairman, for not bailing outthe market. This is the voice of those who at the slightest sign of trouble call for cheap money and plenty of it. It is the mirror image of those lumpen Marxists who greet every financial shock by gloating that the long-predicted final crisis of capitalism has arrived. They deserve each other.。
第11课地震解释-区域地震相分析54_NoRestriction
京
地 )
球
科
学
学
院
王
英
民
斜交前积
④斜交型前积(平行斜交前积)
前积层
特征: 缺乏顶积层;前积层具有明显的顶超终止现象; 缺失底 积层;前积层以较高角度下超于底界;
沉积条件:盆地缓慢或者没有发生沉降,海平面静止不动。 相对高的沉积物供应速率。代表一种相对高能的环境。
中
国
石
油
大
学
北 (
京
地 )
球
科
学
学
院
中
国
石
油
大
学
北 (
京
地 )
球
科
学
学
院
王
英
民
②下超型前积
特征: 上段:水平或倾角很小,与地震相单元的上界面呈顶超-整 一关系。 中段:一般比较厚,倾角较陡。 缺失底积层;前积层以 较高角度下超于底界; 沉积条件:可容空间增长速率>沉积物供应速率,沉积物较粗
中
国
石
油
大
学
北 (
京
地 )
球
科
学
学
院
王
英
民
③顶超型前积(切线斜交前积) 前积层
中
国
石
油
大
学
北 (
京
地 )
球
科
学
学
院
王
英
民
2)前积构型的三个基本单元及其成因意义
前积层 顶积层
底积层
中 标准的前积构型具有顶积层、前积层和底积层。
国
石
油
大
学
北 (
京
地 )
simpleType简单类型
simpleType简单类型通过限制派生新类型就是对原有的数据类型添加一个或多个额外的约束。
这些约束都必须放在<restriction.../>元素下,使用<simpleType.../>元素定义新的简单类型,<restriction.../>元素是<simpleType.../>元素的子元素。
<restriction.../>元素的常用属性:id:指定该<restriction.../>元素的唯一标识。
base:表明该<restrivtion.../>元素以哪种已有的类型作为基类。
<simpleType.../>元素的常用属性id:name:为新的数据类型指定数据类型名。
int.xsd<?xml version="1.0" encoding="UTF-8"?><xs:schema xmlns:xs="/2001/XMLSchema"elementFormDefault="qualified" attributeFormDefault="unqualified"><!--新定义一种数据类型age_Type--><xs:simpleType name="age_Type"><!--以int类型为基础--><xs:restriction base="xs:int"><xs:maxInclusive value="100"/><xs:minInclusive value="0"/></xs:restriction></xs:simpleType><!--定义age元素其类型是age_Type--><xs:element name="age" type="age_Type"/></xs:schema>int.xml<?xml version="1.0" encoding="UTF-8"?><age xmlns:xsi="/2001/XMLSchema-instance"xsi:noNamespaceSchemaLocation="int.xsd">100</age>使用<restriction.../>元素时不指定base属性:sub.xsd<?xml version="1.0" encoding="UTF-8"?><xs:schema xmlns:xs="/2001/XMLSchema"elementFormDefault="qualified" attributeFormDefault="unqualified"><!--定义一种新的数据类型price_Type--><xs:simpleType name="priceType"><!--没有指定base属性,将以其simpleType子元素定义的类型作为及类型--><xs:restriction><xs:simpleType><!--以decimal为基类--><xs:restriction base="xs:decimal"><!--最多5位数,小数点后最多2位数--><xs:fractionDigits value="2"/><xs:totalDigits value="5"/></xs:restriction></xs:simpleType></xs:restriction></xs:simpleType></xs:schema>sub.xml<?xml version="1.0" encoding="UTF-8"?><price xmlns:xsi="/2001/XMLSchema-instance" xsi:noNamespaceSchemaLocation="sub.xsd">23.45</price>。