全立发250T注塑机说明书
注塑机调机操作技术书
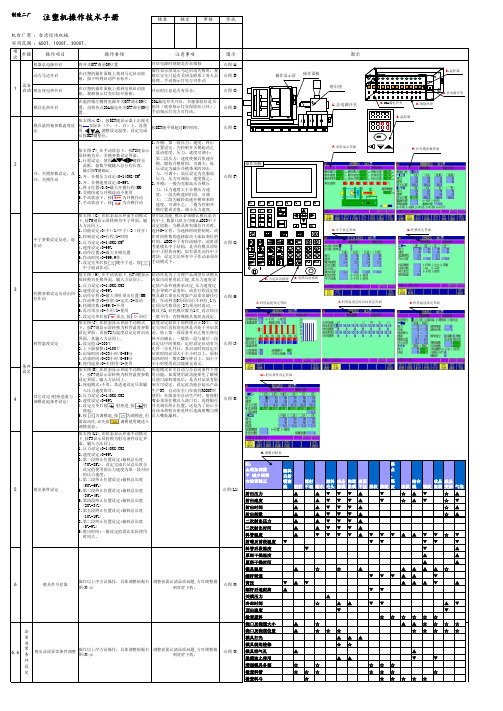
屏转换为开、关模参数设定界面。
1.行程设定:使用
键移至
此框,按数字键输入总行程长度,
最后按Y键确认。
2.开、合模压力设定:0-140KG/CM2
位置设定,为控制开关模起动之 震动程度,压力、速度可调小; 第二段压力、速度使模具快速合 模,缩短合模时间,可调大;低 压设定为减少合模带来的冲击 力,可调小;高压设定为克服高 压力,压力可调高,速度慢之。
礼拜一至礼拜日,其启动时间设定后
3.启始时间:0-23小时/0-59分
结束时间必须大于半小时以上,原料
4.结束时间:0-23小时/0-59分
加热时间一般在20分钟以上,如小于
条件 设定
5.使用选择:0-不使用/1-使用
半小时使用此功能就无意义。
依右图(K),在状态显示界面手动模式 座退模式在半自动与全自动条件下使
(70%-85%),设定完成后从总长度至 设定值使用的压力速度为第一段对应 的压力速度。 4.第二段终止位置设定:储料总长度 (50%-69%) 5.第三段终止位置设定:储料总长度 (35%-49%) 6.第四段终止位置设定:储料总长度 (20%-34%) 7.第五段终止位置设定:储料总长度 (10%-19%) 8.第二段终止位置设定:储料总长度 (5%-9%) 9.射出时间:一般设定值需比实际使用 时间大。
位作动
4.作动种类:0-停留/1-定次/2-震动 置;作动种类0为顶出后不回位,1为
右图(H)
5.托模次数:1-99/0-不用
定顶出次数顶出,2为顶出时震动,一
6.再次顶出:0-不用/1-使用
般设为1,而托模次数为1次,再次顶出
7.设定完毕后按 顶出,按 回位 一般不用;有特殊模具依状况设定。
注塑机机械手说明书

注塑机机械手说明书3、编程3 程序编辑3.1命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键3-1 File:CNC4-3C3、编程按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大3-2 File:CNC4-3C3、编程编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“MX”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
3-3 File:CNC4-3C3、编程2) 速度按键进入速度设定。
3) 计时按键进入延时功能设定。
3-4 File:CNC4-3C3、编程4)一般I/O按键进入侧姿回正等选择。
5) 成型I/O按键进入成型相关条件设定。
3-5 File:CNC4-3C3、编程6) 治具I/O按键进入治具相关功能设定。
7) 周边I/O按键进入周边相关功能设定。
3-6 File:CNC4-3C3、编程8) 回圈按键进入循环功能设定。
9) 跳跃按键进入跳转功能设定。
3-7 File:CNC4-3C3、编程10) 停止按键进入程序完成设定。
11) 宏按键进入调用已经编好的子程序。
编号为0~99共100个。
3-8 File:CNC4-3C3、编程12)堆叠按键进入装箱取物功能设定。
编号为0~3共4个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3-9 File:CNC4-3C3、编程3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面3-10 File:CNC4-3C3、编程点击档案按钮进入如下画面按钮,切换到如下画面在此页点击3-11 File:CNC4-3C3、编程点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
SX-ZY-250型塑料注射成型机液压系统

目录摘要 (3)1 绪论 (5)2 SX-ZY-250型塑料注射成型机液压系统设计参数 (6)3 工况分析 (7)3.1 合摸油缸负载 (7)3.1.1 根据合模力确定合模油缸推力 (7)3.1.2 空行程时油缸推力 (8)3.1.3 启模时油缸推力 (8)3.2 注射座整体移动油缸负载 (8)3.3 注射油缸负载 (8)3.4 顶出油缸负载 (9)3.5 初算驱动油缸所需的功率 (9)4 油缸工作压力和流量的确定 (10)4.1 油缸工作压力的确定 (10)4.2 油缸几何尺寸的确定 (11)4.2.1 根据合模油缸最大推力确定合模油缸内径 (11)4.2.2 根据注射座注射座最大推力确定注射座移动油缸内径 (11)4.2.3 根据注射油缸最大推力确定注射油缸内径 (11)4.2.4 根据顶出油缸最大推力确定顶出油缸内径 (11)4.3 根据确定的油缸直径标准值,计算实际使用的油缸工作压力,绘制整个动作循环压力图 (12)4.4 油缸所需流量的确定 (13)4.5 油缸功率图的绘制 (15)5 液压系统方案和工作原理图的拟定 (17)6 液压元件的选择 (19)6.1 油泵的选择 (19)6.1.1 油泵工作压力的确定 (19)6.1.2 油泵流量的确定 (19)6.1.3 油泵电机功率的确定 (19)6.2 控制阀的选择 (22)6.3 油管内径的确定 (23)6.3.1 大泵吸油内径的计算 (23)6.3.2 小泵吸油管内径计算 (23)6.3.3 大泵压油管内径计算 (23)6.3.4 小泵压油管内径计算 (23)6.3.5 双泵并联,压力油汇合后油管内径的确定 (24)7 液压系统性能的验算 (25)7.1 系统的压力损失验算 (25)7.1.1 局部压力损失计算 (25)7.1.2 沿程损失计算 (25)7.2 液压系统发热量的计算和油冷却器传热面积的确定 (25)7.2.1 液压系统发热的计算 (25)7.2.2 油箱容量计算和油箱散热面积的确定 (28)7.2.3 油冷却器的计算 (28)参考文献 (31)致谢 (32)附录 (33)摘要注塑机是一种通用设备,通过它与不同专用注塑模具配套使用,能够生产出多种类型的注塑制品。
XS-ZY-250型塑料注射成型机

3. 半自动操作 指注射机的安全门关闭后,制品的各个生产动作由继电器和限位开关 控制,机器按照预先调整好的程序动作顺序进行,直到制品成型,打 开安全门,取出制品。 4. 全自动操作 指注射机的电气控制系统采用编程控制,按照一定的程序运作,机器 一旦进入生产状态,无须操作人员的参与,便完成塑料制品的注塑加 工全过程。
(a)合模、注射 (b)保压、降温定型 (c)制品脱模、预塑 图6.34 注塑成型工艺顺序示意图
1.3 主要组成结构
根据注射成型的工艺过程,一般将塑料注射成型机分三大部分: 注射装置、合模装置、液压和电气控制系统。
1. 注射装置 图6.35是XS-ZY-250型塑料注射成型机的注射装置结构简图。 注射装置主要由螺杆驱动装置、塑化部件(机筒、螺杆、喷嘴 等)、料斗、计量装置、注射油缸和注射座移动油缸等组成。其 作用是将塑料均匀地塑化,以足够的压力和速度将一定量的熔料 注射到模具的型腔中。
塑料的成型方法主要有:挤出成型、注塑成型、压延成型、压缩模塑成 型等。注塑成型也叫注射成型,是热塑性塑料的主要成型方法之一。
1.2 主要技术参数及工艺流程
1. 主要技术参数
最大注射量:250cm3。 螺杆直径:50mm。 注射压力:130MPa。 注射行程:160mm。 注射时间:2.0s。 螺杆转数:25、31、39、58、89(r/min)。 锁模力:1800 kN。 最大注射面积:500cm2。 模具高度(最大×最小):350mm×200mm。 拉杆间距:295mm×373mm。 模板行程:500mm。 注射方式:螺杆式。 合模方式:液压—曲肘式。 外形尺寸:4700mm×1000mm×1820mm。 机器重量:4500kg。
机器说明书(范文)

摘要:用途:(Ⅰ)Usage:本机是使用PE、PP、PC等原料用一步法即由原料直制得瓶子的高效设备。
能生产具有高瓶颈精度的高档容器。
广泛用于制造医药、食品、化妆品及化工等行业的包装用品瓶。
This machine is a kind of highly efficient equipment used for producing bottles directly with PE, PP, PC etc. Since it can produce top grade containers with high precision neck, the machine is widely used to produce bottles in medicine, food, cosmetic and chemical industry etc.特点:(Ⅱ) Characteristic瓶颈采用高压注射成型,制品除可获得高的瓶口、瓶颈和螺纹精度外,还具有规格均一,外表光洁等特点。
The bottle neck is made through high pressure injection molding. The product not only can be made with the precision of high bottle mouth, neck and screw thread, but also with such characters as even specification and smooth surface etc.目录catalogue概述Ⅰ. Summary技术特性参数Ⅱ. Parameter of Technical Characteristic机器构造Ⅲ. Machine Construction使用和维护Ⅳ. Operation and Maintenance机器的运输和安装Ⅴ.Transportation and Installation of the Machine附图Ⅵ. Accompanying Diagram一.概述Ⅰ. Summary用途:(Ⅰ)Usage:本机是使用PE、PP、PC等原料用一步法即由原料直制得瓶子的高效设备。
注塑机说明书

BT-250U热固性塑料注射成型机使用维护说明书柳州市华工百川橡塑科技有限公司Liuzhou SCUT Bestry R&P CO.,Ltd.前言承蒙购买我公司的热固性塑料注射成型机,万分感谢!首先请您在操作机器之前务必详细阅读本说明书和电脑操作手册,期望能对本机的操作、维护及安全注意事项有更进一步的了解。
热固性塑料注射成型机包括高压闭模、高速转动、高电压控制及高温度塑料输送等机构。
为了避免可能造成挤压、烫伤、电击等危险性的人体伤害,恳请参与本机之机器的管理人员及操作机械之作业人员,务必严格遵守本机安全作业标准及正确性的操作与维护,则必有助于本机性能充分发挥及减少无谓消费。
再者本书为机械性能及电脑操作之重要书籍,为应不时之需,非有关人员切勿借阅,并请妥为保存.柳州市华工百川橡塑科技有限公司谨上目录一、安全装置 (4)1-1对人体可能发生伤害的防止 (4)1-2烫伤的防止 (4)1-3 防止的电击 (4)1-4 作业环境发生危险的防止 (5)二、安全装置确认 (5)2-1 紧急停止开关的确认 (5)2-2 安全门、电气、液压、机械安全装置的确认 (5)三、用途与特点 (6)四、技术规范 (6)五、机器结构及动作 (7)5-1 注射部份 (7)5-2 锁模部份 (8)5-3 床身部份 (9)5-4 液压部份 (9)5-5 冷却部份 (10)5-6 电气部份 (11)六、开机运转注意事项 (12)七、运输与安装 (13)附图:外观图模板尺寸图锁模阀板位置图注射阀板位置图地基图动作顺序表液压原理图主电路图控制线路图电脑板连接图输入板端子接线图输出板端子接线图尺子板端子接线图流量、压力放大板连接图机架接线图1机架接线图2一、安全装臵本机为曲手式锁模全自动热固性塑料注射成型机,能适应各种塑料的注射成型,但请您在采用不同种类材料注射成型之前先注意其材料的腐蚀、含毒、磨耗等特性。
同时请在操作本机之前先参考并了解本机各主要机构及控制配件位臵(见附图).为了确保操作者安全,请注意本机的正确操作、维护及本机危险部位警告。
注塑机机械手说明书.docx
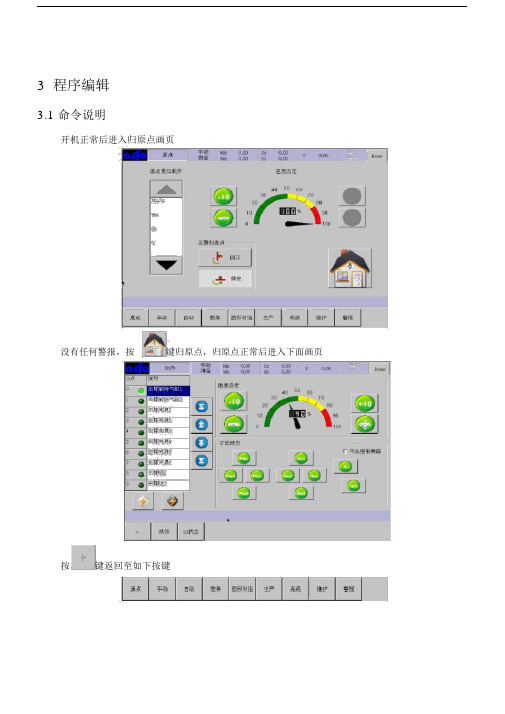
3程序编辑3.1 命令说明开机正常后进入归原点画页没有任何警报,按键归原点,归原点正常后进入下面画页按键返回至如下按键按“教导”键进入编辑画页。
3.1.1编辑器说明删除一行程序创建一个新程序剪下一行程序复制一行程序贴上复制一行程序或剪下一行程序。
光标移到下一行换到下一页换到最下一页换到最上一页光标移到上一行换到上一页把程序内容显示扩大编辑各功能键说明3.1.2教导指令1)直线(轴直线运动操作)按键进入各轴直线运动操作。
轴操作有两种方式,第一、直接通过数字键盘输入各轴位置;第二、通过右边各轴寸动键操作到所需位置,按左边“ MX ”等一个键把当前位置设到对画框内。
如果要全部设入,按键。
当通过数字键盘输入各轴位置时,一定要注意所设定值是否安全。
2)速度按键进入速度设定。
3)计时按键进入延时功能设定。
4)一般 I/O按键进入侧姿回正等选择。
5)成型 I/O按键进入成型相关条件设定。
6)治具 I/O按键进入治具相关功能设定。
7)周边 I/O按键进入周边相关功能设定。
8)回圈按键进入循环功能设定。
9)跳跃按键进入跳转功能设定。
10)停止按键进入程序完成设定。
11)宏按键进入调用已经编好的子程序。
编号为 0~99 共 100 个。
12)堆叠按键进入装箱取物功能设定。
编号为 0~3 共 4 个。
13)运算按键进入相关功能设定。
此功能在高阶编程内做详细说明。
为变数。
3.1.3编辑新程序1)程序保存归完原点后进入如下操作页面点击按钮,屏幕下方显示如下菜单单击,进入教导画面点击档案按钮进入如下画面在此页点击按钮,切换到如下画面点击模具编号空白框,弹出输入键盘如下输入模具编号,点击,再点击保存按钮。
在此画面中可以根据模具产品功能需要,编辑各式程序。
下面进入正式教导阶段:2)速度按键进入如下画面点击空白框,弹出输入键盘,输入速度值,点击,输入完毕,返回以上画面,点击,进入如下画面此速度为在下一速度设定前直线运动时各轴的运动速度,如果以下程序中没有再设定其它速度,整个程序中轴运动都以此速度运行。
注塑机操作指导书新

目录一、目的 (1)二、适用范围 (1)三、注塑机操作中存在安全隐患之处 (1)四、图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考) 1五、作业程序 (6)六、安全注意事项 (8)七、附录 (9)目的 为了规范开机作业程序,避免机器对人身体及模具安全造成的伤害,确保产品品质,交期和减少不 必要的经济损失,特做以下作业指导规定。
适用范围适用于所有注塑机操作员;注塑机操作者必须熟悉,了解机台操作面板上各个开关按钮的功能 作用,并严格按操作规程和注意事项进行操作。
注塑机操作中存在安全隐患之处3.1. 机械传动部位引起压伤。
32电路部位引起的击伤。
3.3. 熔胶炮筒部位引起的烫伤。
3.4. 上、下模时引起的碰/砸伤。
图例指导说明(卧式佳明注塑机,其它注塑机也可作为参考)图1 (控制面板)一项功能页斯嵯耳•.周&进-谄吒迴》折作躍四、 4.1、4.1.器画面,共 组主 2 乩第1组主页面共有10项功能页,4(手勒~半自初—电洱肓家十曰间曰®丄卑托誉 第2组主 e.12先沖近功能页)【词骨为主要参数 为监控及辅助功能页面。
4.2 (光标方向/输入/删除)..操作键;方向键是; K/ ■■R_' ■4 - 参数,删除键( ............. 标的位置,输入键型 Enter )可以储存设定的 /Can )可以将设定值消除为“ I/以便更改设定值4.3、 4.4数字键;有 .成,结合显示器画面设定注塑机生产制品工艺的参数。
(手动/ 半自动/电眼■■时间自动)赛作键~9和小数 4 •一__4.4.1.1.工作特点:手指按动某一按钮,其相应控制的某一零部件开始运动,直至完成动作停止,不再按动此按钮,也就不再有重复动作;4.4.1.2.应用原则:在模具装好后试生产时应用,检查模具装配质量及模具锁紧力的大小调试。
对某些制品生产时的特殊情况,也可用手动操作。
4.4.2. (半自动操作键)4.4.2.1.工作特点:关闭安全门后,注塑制品的各个生产动作时间继电器和限位开关连通控制,按事先调好的动作顺序进行至制品成型,打开安全门,取出制件为止;机器自动完成一个工作周期,但每一个生产周期完毕后操作者必须拉开安全门,取下工件,再关上安全门,机器方可以继续下一个周期的生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全立发250T注塑机说明书
一、机器简介
全立发250T注塑机外形尺寸700mm×550mm×2200mm,重量约
2200KG。
是一台用于塑料成型制品的机器设备,主要用于塑料材料的
拉伸、凹压、剪切等加工,由主机、操作台和控制系统组成,主要控
制部件由发那科公司提供,具有稳定、快捷、可靠等特点,可适用于
日常塑料制品加工,现在已被广泛应用于电子、家用电器等各种行业。
二、注塑机主要技术指标
1.最大合模力:250T
2.主机最大功率:45KW
3.注塑时间范围:0.05-2S
4.最大合模板面:680×630mm
5.压杆行程:410mm
6.产品尺寸:300×300×400mm
7.定模压力:20T
8. 可操作温度范围:320℃
9.加热系统:16-20KW/380V/50Hz
10.合模操作方式:电动半机械驱动
11.螺杆转速范围:0-220 rpm
12.加料量:25KG/H-35KG/H
13.机器重量:约2200KG
三、全立发250T注塑机主要特点
1、优势稳定:全立发250T注塑机采用发那科技术,可靠性高,中温及高温范围内工作稳定性良好。
2、简单操作:该机器机组称重方便,操作简单,是一台用于加工技术稳定、质量高的模型机器。
3、结构紧凑:机器结构紧凑,可方便的搬运,布置更加灵活,方便生产加工,可实现手动或者自动化生产。
4、性能可靠:整台机器结构精良,采用专业电器元器件,特定控制系统,性能稳定可靠;使用寿命长,维护方便简单。