数控中英文翻译
数控机床中英文翻译资料

中文1700字数字控制的历史在机床领域工作的任何人都不能忽视计算机对制造业的影响。
这些机床对工业的影响能力强迫公司经理和所有者更新他们的思想来保持竞争力。
这些机床的固有准确性和反复性已经帮助了质量过程工具例如统计过程控制在金工车间获得立足处。
NC/CNC机床的演变数字控制其实不是什么新东西。
早在1808年织机装入带孔的金属卡片控制所生产布料的样式。
机器的每根针由装入的卡上孔的有无来控制。
卡片成为机器的程序。
如果改变了卡片,样式也跟着改变。
自动钢琴也是数字控制的例子。
自动钢琴使用带孔的纸卷。
孔的有无决定音符是否被演奏。
空气被用于感应孔是否存在。
计算机的发明是数字控制的一个转折点。
1943年,称作ENIAC (电子数字积分器和计算机)的第一台计算机被制成。
ENIAC计算机非常大。
它占地超过1500平方英尺并使用大约18,000根真空管运算。
但真空管发热成为一个困扰的问题。
计算机仅能运行几分钟管子就失效。
另外,计算机重达数吨并非常难于编程。
ENIAC通过使用数以万计的开关来编程。
今天价值15美圆的计算器也远比这个早期的尝试更功能强大。
计算机技术领域真正的转折点是1948年晶体管的发明。
晶体管是真空管的替换品。
它体积小,便宜,可靠,耗能少,并且发热低。
真空管的完美取代品。
直到20世纪60年代晶体管才在工业中大量使用。
集成电路原件在1959年一种新技术涌现了:集成电路(ICs)。
集成电路实际是芯片上的控制电路。
当制造商发现了如何小型化电路,它比晶体管更有助于减小尺寸和改进电子控制的可靠性。
大规模集成电路大规模生产是在1965年。
在1974年发明了微处理器。
由此产生了微型计算机,使小规模运用成为可能。
计算机记忆卡制造的巨大进步使它计算机更加功能强大而容易支付。
作为政府生产高精度副翼的方法数控机床的原始构想源于20世纪50年代。
这些复杂的零件用传统方法制造并且通过和模板作比较来检验它们。
模板也必须用传统方法制造,是非常费时和不精确的。
数控技术 中英文翻译
NUMERICAL CONTROL数控技术NUMERICAL CONTROLNumerical control(N/C)is a form of programmable automation in which the processing equipment is controlled by means of numbers,letters,and other symbols.The numbers,letters,and symbols are coded in an appropriate format to define a program of instructions for a particular workpart or job.When the job changes,the program of instructions is changed.The capability to change the program is what makes N/C suitable for low-and medium-volume production.It is much easier to write programs than to make major alterations of the processing equipment.There are two basic types of numerically controlled machine tools:point—to—point and continuous—path(also called contouring).Point—to—point machines use unsynchronized motors,with the result that the position of the machining head Can be assured only upon completion of a movement,or while only one motor is running.Machines of this type are principally used for straight—line cuts or for drilling or boring.The N/C system consists of the following components:data input,the tape reader with the control unit,feedback devices,and the metal—cutting machine tool or other type of N/C equipment.Data input,also called“man—to—control link”,may be provided to the machine tool manually,or entirely by automatic means.Manual methods when used as the sole source of input data are restricted to a relatively small number of inputs.Examples of manually operated devices are keyboard dials,pushbuttons,switches,or thumbwheel selectors.These are located on a console near the machine.Dials ale analog devices usually connected to a syn-chro-type resolver or potentiometer.In most cases,pushbuttons,switches,and other similar types of selectors aye digital input devices.Manual input requires that the operator set the controls for each operation.It is a slow and tedious process and is seldom justified except in elementary machining applications or in special cases.In practically all cases,information is automatically supplied to the control unit and the machine tool by cards,punched tapes,or by magnetic tape.Eight—channel punched paper tape is the most commonly used form of data input for conventional N/C systems.The coded instructions on the tape consist of sections of punched holes called blocks.Each block represents a machine function,a machining operation,or a combination of the two.The entire N/C program on a tape is made up of an accumulation of these successive data blocks.Programs resulting in long tapes all woundon reels like motion-picture film.Programs on relatively short tapes may be continuously repeated by joining the two ends of the tape to form a loop.Once installed,the tape is used again and again without further handling.In this case,the operator simply loads and unloads the parts.Punched tapes ale prepared on type writers with special tape—punching attachments or in tape punching units connected directly to acomputer system.Tape production is rarely error-free.Errors may be initially caused by the part programmer,in card punching or compilation,or as a result of physical damage to the tape during handling,etc.Several trial runs are often necessary to remove all errors and produce an acceptable working tape.While the data on the tape is fed automatically,the actual programming steps ale done manually.Before the coded tape may be prepared,the programmer,often working with a planner or a process engineer, must select the appropriate N/C machine tool,determine the kind of material to be machined,calculate the speeds and feeds,and decide upon the type of tooling needed. The dimensions on the part print are closely examined to determine a suitable zero reference point from which to start the program.A program manuscript is then written which gives coded numerical instructions describing the sequence of operations that the machine tool is required to follow to cut the part to the drawing specifications.The control unit receives and stores all coded data until a complete block of information has been accumulated.It then interprets the coded instruction and directs the machine tool through the required motions.The function of the control unit may be better understood by comparing it to the action of a dial telephone,where,as each digit is dialed,it is stored.When the entire number has been dialed,the equipment becomes activated and the call is completed.Silicon photo diodes,located in the tape reader head on the control unit,detect light as it passes through the holes in the moving tape.The light beams are converted to electrical energy,which is amplified to further strengthen the signal.The signals are then sent to registers in the control unit, where actuation signals are relayed to the machine tool drives.Some photoelectric devices are capable of reading at rates up to 1000 characters per second.High reading rates are necessary to maintain continuous machine—tool motion;otherwise dwell marks may be generated by the cutter on the part during contouring operations.The reading device must be capable of reading data blocks at a rate faster than the control system can process the data.A feedback device is a safeguard used on some N/C installations to constantly compensate for errors between the commanded position and the actual location of the moving slides of the machine tool.An N/C machine equipped with this kind of a direct feedback checking device has what is known as a closed-loop system.Positioning control is accomplished by a sensor which,during the actual operation,records the position of the slides and relays this information back to the control unit.Signals thus received ale compared to input signals on the tape,and any discrepancy between them is automatically rectified.In an alternative system,called an open—loop system,the machine is positioned solely by stepping motor drives in response to commands by a controllers.There are three basic types of NC motions, as follows:Point-to-point or Positional Control In point-to-point control the machine tool elements (tools, table, etc.) are moved to programmed locations and the machining operations performed after the motions are completed. The path or speed of movement between locations is unimportant; only the coordinates of the end points of the motions are accurately controlled. This type of control is suitable for drill presses and some boring machines, where drilling, tapping, or boring operations must be performed at various locations on the work piece. Straight-Line or Linear Control Straight-Line control systems are able to move the cutting tool parallel to one of the major axes of the machine tool at a controlled rate suitable for machining. It is normally only possible to move in one direction at a time, so angular cuts on the work piece are not possible, consequently, for milling machines, only rectangular configurations can be machined or for lathes only surfaces parallel or perpendicular to the spindle axis can be machined. This type of controlled motion is often referred to as linear control or a half-axis of control. Machines with this form of control are also capable of point-to-point control.Continuous Path or Contouring Control In continuous path control the motions of two or more of the machine axes are controlled simultaneously, so that the position and velocity of the can be tool are changed continuously. In this way curves and surfaces can be machined at a controlled feed rate. It is the function of the interpolator in the controller to determine the increments of the individual controlled axes of the machines necessary to produce the desired motion. This type of control is referred to as continuous control or a full axis of control.Some terminology concerning controlled motions for NC machines has been introduced. For example, some machines are referred to as four-or five-or even six-axis machines. For a vertical milling machine three axes of control are fairly obvious, these being the usual X, Y, Z coordinatedirections. A fourth or fifth axis of control would imply some form of rotary table to index the work piece or possibly to provide angular motion of the work head. Thus, in NC terminology an axis of control is any controlled motion of the machine elements (spindles, tables, etc). A further complication is use of the term half-axis of control; for example, many milling machines are referred to as 2.5-axis machine. This means that continuous control is possible for two motions (axes) and only linear control is possible for the third axis. Applied to vertical milling machines, 2.5axis control means contouring in the X, Y plane and linear motion only in the Z direction. With these machines three-dimensional objects have to be machined with water lines around the surface at different heights. With an alternative terminology the same machine could be called a 2CL machine (C for continuous, L for linear control). Thus, a milling machine with continuous control in the X, Y, Z directions could be termed be a three-axis machine or a 3c machine, Similarly, lathes are usually two axis or 2C machines. The degree of work precision depends almost entirely upon the accuracy of the lead screw and the rigidity of the machine structure.With this system.there is no self-correcting action or feedback of information to the control unit.In the event of an unexpected malfunction,the control unit continues to put out pulses of electrical current.If,for example,the table on a N/C milling machine were suddenly to become overloaded,no response would be sent back to the controller.Because stepping motors are not sensitive to load variations,many N/C systems are designed to permit the motors to stall when the resisting torque exceeds the motor torque.Other systems are in use,however,which in spite of the possibility of damage to the machine structure or to the mechanical system,ale designed with special high—torque stepping motors.In this case,the motors have sufficient capacity to“overpower’’the system in the event of almost any contingency.The original N/C used the closed—loop system.Of the two systems,closed and open loop,closed loop is more accurate and,as a consequence,is generally more expensive.Initially,open—loop systems were used almost entirely for light-duty applications because of inherent power limitations previously associated with conventional electric stepping motors.Recent advances in the development of electro hydraulic stepping motors have led to increasingly heavier machine load applications.数控技术数控是可编程自动化技术的一种形式,通过数字、字母和其他符号来控制加工设备。
数控技术英文资料翻译
Numerical control is a specialized form of automation, specifically, automatic machine tools are programmed to perform an ordered sequence of events at a predetermined rate to produce a piece part with entirely predictable results and physical parameters数控是一种专业的自动化形式,具体的说,自动机床编程,按预定的速率进行一系列有序的事件,从而产生部分完全可预测的结果和物理参数.Control modes: point-to-point, straight line control,two-axis contouring control, three-axis contouring with continuous path control.控制方式:点对点,直线控制,两轴轮廓控制,三轴连续路径轮廓控制。
Piont to point: To reach a desired position all axes independently rapid-travers untill each axis has reached its programmed target value. Clearly no cutting occur during traverse and it commences only when the target position has been reached.点对点:为了达到一个理想的位置,所有的轴独立快速导线测量,除非每个轴已达到设定的目标值。
显然,在导线测量过程和开始之初没有切割发生,只有当目标位置已达到才有切割。
Three contouring with continuous path control三轴连续路径轮廓控制Continuous path control or contouring systems provide accurate spindle positioning at any point in space, all axes are precisely controlled at all times, both individually and in exact relation to each other.连续路径控制、轮廓控制系统提供准确的在任何空间中的点的主轴定位,所有轴在任何时候都精确控制的,无论是单独或相互之间精确关系。
数控系统常用英语.
数控系统常⽤英语.数控系统中常⽤的英语单词⽬前数控系统⼤多使⽤英语,为⽅便使⽤数控设备时查找,在下⾯列出了数控系统中⽐较常⽤的英⽂词汇。
其中的汉语解释只侧重于它们在数控系统中的含义,⽽对其它含义则予以忽略。
单词词义board n.板卡fine adj.精密的word n.字ABS(absolute adj.绝对的absolute adj.绝对的AC n.交流accelerate v.加速acceleration n.加速度active adj.有效的adapter n.适配器,插头address n.地址adjust v.调整adjustment n.调整advance v.前进advanced adj.⾼级的,增强的alarm n.报警ALM(alarm n.报警alter v.修改amplifier n.放⼤器angle n.⾓度APC n.绝对式脉冲编码器appendix n.附录,附属品arc n.圆弧argument n.字段,⾃变量arithmetic n.算术arrow n.箭头AUTO n.⾃动automatic adj.⾃动的automation n.⾃动auxiliary function 辅助功能bar n.栏,条battery n.电池baudrate n.波特率bearing n.轴承binary adj..⼆进制的bit n.位blank n.空格block n.撞块,程序段blown v.熔断bore v.镗boring n.镗box n.箱体,框bracket n.括号buffer n.v.缓冲bus n.总线button n.按钮cabient n.箱体calbe n.电缆calculate v.计算calculation n.计算call v.调⽤CAN(cancel v.清除cancel v.清除canned cycle 固定循环capacity n.容量card n.板卡carriage n.床鞍,⼯作台cassette n.磁带cell n.电池CH(chanel n.通道change v.变更,更换channel n.通道check v.检查chop v.錾削chopping n.錾削circle n.圆circuit n.电路,回路circular adj.圆弧的clamp v.夹紧clear v.清除clip v.剪切clip board n.剪贴板clock n.时钟clutch n.卡盘,离合器CMR n.命令增益CNC 计算机数字控制code n.代码coder n.编码器command n,v.命令communication n.通讯compensation n.补偿computer n.计算机condition n.条件configuration n.配置configure v.配置connector n.连接器console n.操作台constant n.常数,adj.恒定的contour n.轮廓control v.控制conversion n.转换cool v.冷却coolant n.冷却coordinate n.坐标copy v.拷贝corner n.转⾓correct v.改正,adj.正确的correction n.修改count v.计数counter n.计数器CPU n.中央处理单元CR n.回车cradle n.摇架create v.⽣成CRT n.真空射线管CSB n.中央服务板current n.电流,当前的,缺省的current loop n.电流环cursor n.光标custom n.⽤户cut v.切削cutter n.(元盘形⼑具cycle n.循环cylinder n.圆柱体cylindrical adj.圆柱的data n.数据(复数date n.⽇期datum n.数据(单数DC n.直流deceleration n.减速decimal point n.⼩数点decrease v.减少deep adj.深的define v.定义deg. n.度degree n.度DEL(delete v.删除delay v,n.延时delete v.删除deletion n.删除detection n.检查device n.装置DGN(diagnose v.诊断DI n.数字输⼊DIAG(diagnosis n.诊断diagnosis n.诊断diameter n.直径diamond n.⾦刚⽯digit n.数字dimension n.尺⼨,(坐标系的维DIR n.⽬录direction n.⽅向directory n.⽬录disconnect v.断开disconnection n.断开disk n.磁盘diskette n.磁盘display v,n.显⽰distance n.距离divide n,v除,v.划分DMR n.检测增益DNC 直接数据控制DO n.数字输出dog switch n.回参考点减速开关DOS n.磁盘操作系统DRAM n.动态随机存储器drawing n.画图dress v.修整dresser n.修整器drill v.钻孔drive v.驱动driver n.驱动器dry run 空运⾏duplicate v.复制duplication n.复制dwell n,v.延时edit v.编辑emergency n.紧急情况enable v.使能encoder n.编码器end v,n.结束enter n.回车,v.输⼊,进⼊entry n.输⼊equal v.等于equipment n.设备erase v.擦除error n.误差,错误,故障Esc=escape v.退出exact adj.精确的example n.例⼦exchange v.更换execute v.执⾏execution n.执⾏exit v.退出external adj.外部的failure n.故障FANUC n.(⽇本法那克fault n.故障feed v.进给feedback v.反馈feedrate n.进给率figure n.数字file n.⽂件filt(filtrate v.过滤filter n.过滤器Fin(finish n.完成(应答信号 fine adj.精密的fixture n.夹具FL (回参考点的低速flash memory n.闪存flexible adj.柔性的floppy adj.软的foreground n.前景,前台format n.格式,v.格式化function n.功能gain n.增益GE FANUC GE法那克gear n.齿轮general adj.总的,通⽤的generator n.发⽣器geometry n.⼏何gradient n.倾斜度,梯度graph n.图形graphic adj.图形的guidance n.指南,指导guide v.指导halt n,v.暂停,间断handle n.⼿动,⼿摇轮handy adj.便携的handy file 便携式编程器hardware n.硬件helical adj.螺旋上升的help n,v.帮助history n.历史HNDL(handle n.⼿摇,⼿动hold v.保持hole n.孔horizontal a.⽔平的host n.主机hour n.⼩时hydraulic adj.液压的I/O n.输⼊/输出illegal adj.⾮法的inactive adj.⽆效的inch n.英⼨increment n.增量incremental adj.增量的index 分度,索引initial adj.原始的initialization n.C523初始化initialize v.初始化input n.v.输⼊INS(insert v.插⼊insert v.插⼊instruction n.说明interface n.接⼝internal adj.内部的interpolate v.插补interpolation n.插补interrupt v.中断interruption n.中断intervent n.间隔,间歇involute n.渐开线ISO n.国际标准化组织jog n.点动jump v.跳转key n.键keyboard n.键盘label n.标记,标号ladder diagram 梯形图language n.语⾔lathe n.车床LCD n.液晶显⽰least adj.最⼩的length n.长度LIB(library n.库library n.库limit n.极限limit switch n.限位开关line n.直线linear adj.线性的linear scale n.直线式传感器link n,v.连接list n,v.列表load n.负荷,v.装载local adj.本地的locate v.定位,插销location n.定位,插销lock v.锁定logic n.逻辑look ahead v.预,超前loop n.回路,环路LS n.限位开关LSI n.⼤规模集成电路machine n.机床,v.加⼯macro n.宏macro program n.宏程序magazine n.⼑库magnet n.磁体,磁magnetic a.磁的main program n.主程序maintain v.维护maintenance n.维护MAN(manual n.⼿动management n.管理manual n.⼿动master adj.主要的max adj.最⼤的,n.最⼤值maximum adj.最⼤的,n.最⼤值MDI n.⼿动数据输⼊meaning n.意义measurement n.测量memory n.存储器menu n.菜单message n.信息meter n.⽶metric adj.⽶制的mill n.铣床,v.铣削min adj.最⼩的,n.最⼩值minimum adj.最⼩的,n.最⼩值minus v.减,adj.负的minute n.分钟MMC n.⼈机通讯单元modal adj.模态的modal G code n.模态G代码mode n.⽅式model n.型号modify v.修改module n.模块MON(monitor v.监控monitor v.监控month n.⽉份motion n.运动motor n.电机mouse n.⿏标MOV(移动v.移动move v.移动movement n.移动multiply v.乘N number n.程序段号N.M n.⽜顿.⽶name n.名字NC n.数字控制NCK n.数字控制核⼼negative adj.负的nest v,n.嵌⼊,嵌套nop n.空操作NULL n.空number n.号码numeric adj.数字的O number n.程序号octal adj.⼋进制的OEM n.原始设备制造商OFF adv.断offset n.补偿,偏移量ON adv.通one shot G code ⼀次性G代码open v.打开operate v.操作operation n.操作OPRT(operation n.操作origin n.起源,由来original adj.原始的output n,v.输出over travel 超程overheat n.过热overload n.过负荷override n.(速度等的倍率page n.页page down 下翻页page up 上翻页panel n.⾯板PARA(parameter n.参数parabola n.抛物线parallel adj.平⾏的,并⾏的,并联的parameter n.参数parity n.奇偶性part n.⼯件,部分password n.⼝令,密码paste v.粘贴path n.路径pattern n.句型,式样pause n.暂停PC n.个⼈电脑PCB n.印刷电路板per prep.每个percent n.百分数pitch n.节距,螺距plane n.平⾯PLC n.可编程序逻辑控制器plus n.增益,prep.加,adj.正的PMC n.可编程序逻辑控制器pneumatic adj.空⽓的polar adj.两极的,n.极线portable adj.便携的POS(position v,n.位置,定位position v,n.位置,定位position loop n.位置环positive adj.正的power n.电源,能量,功率power source n.电源preload v.预负荷preset v.予置pressure n. 压⼒preview v. 予览 PRGRM(program v. 编程, n. 程序prior adj. 优先的,基本的 procedure n. 步骤profile n. 轮廓,剖⾯program v. 编程, n. 程序 programmable adj. 可编程的 programmer n. 编程器protect v. 保护protocol n. 协议 PSW(password n. 密码,⼝令pulse n. 脉冲pump n. 泵punch v. 穿孔puncher n. 穿孔机push button n. 按钮PWM n. 脉宽调制query n. 问题,疑问quit v. 退出radius n. 半径RAM n. 随机存储器。
数控专业英语词汇-英汉

数控专业英语词汇-英汉数控加工英语词汇AA.C. voltage 交流电压Abrasive 研磨剂Abrasive wheel 磨轮Abrasive grain 磨粒Abrasive paper 砂磨纸AC circuit 交流电路Accelerator 加速器Actuating motor 伺服电机Adjusting nut 调校螺母;调校螺帽Adjusting screw 调校螺丝Adjustment 调校Aerodynamics 空气动力学Age hardening 时效硬化Air pressure pneumatic气压Air compression 空气压缩Allen key 内六角板手Allocation 定位Allowance 容差;宽裕度Alloying 炼制合金Alternating current (a.c.)交流电流Aluminum 铝Ammeter 安培计;电流表Ampere 安培Amplification factor 放大倍数Amplifier 放大器Analogue system 仿真系统Analogue-to-digital conversion 模数转换;仿真数字转换Analysis 分析Analyzer 分析器Angle of contact接触角Angle plate 角板;直角板Angle iron 角铁Angle of inclination;倾角Angle 角度Angular displacement 角位移Anode 阳极;正极Appendix 附录Armature 电枢;衔铁线圈Arrester brake 制动器Assembling 装配Assembly drawing 组合图;装配图Assembly language 汇编语言;汇编语言Asymmetry 不对称Asynchronous motor 异步电动机Attachment 附件Auxiliary projection 辅助投影Awl 锥子;尖钻Axes 轴线Axis of rotation转轴BBack 背Backing 垫料Balance; equilibrium 平衡Ball bearing 滚珠轴承Band-pass filter 带通滤波器Barrow 手推车Bastard cut 粗纹Battery 电池组Beam 横梁Bearing 轴承Bed 机架;床道Belt drive 带式传动Belt sander 带式砂磨机Bench hook 垫板;台垫Bench stop 台阻Bench holdfast 台夹;固定夹Bench hook 台垫;垫板Bench; working table工作台Benchmark 基准Bevel 斜角;斜面Bevel; sliding bevel斜角规Bias 偏压Bias; deviation 偏向Bimetallic 双金属的Binary 二进制Bipolar junction transistor双极面结型晶体管Bit 钻嘴;位Blade 刀片Blank 冲胚;毛坯Blanking 冲孔;切料Blind hole 不贯穿孔;闭孔;盲孔Blind hole 闭孔;盲孔;不贯穿孔Blind rivet; pop拉钉Block diagram 方块图Blocking hammer 双圆头锤Blunt 钝的Bolt 螺栓Bonding agent 结合剂Bore 钻削;镗削Boring 镗孔Boring machine 镗床Brake 制动器Brass 黄铜Brazing 铜焊Bronze 青铜Buffer 缓冲器Buffing machine 拋光机Bulb 灯泡Burr 毛口Buzzer 蜂鸣器CCAD/CAM system 计算机辅助设计与制造系统Calipers 卡尺;测径器Cam 凸轮Cam drive 凸轮传动Cantilever 悬臂梁Capacitance 电容量Capacitor 电容器Carbide 碳化合金Carbon steel 碳钢Carborundum stone磨石Cartridge paper 图画纸Cast iron 铸铁;生铁Cast steel 铸钢Casting 铸件;铸造Cathode 阴极;负极Cell 电池Central processing unit中央处理器Centre drill 中心钻Centre line 中心线Centre 中心、顶尖Centrifugal clutch 离心式离合器Ceramics 陶瓷Chain 链Chain drive 链传动Chain wheel 链轮Chain 链条Chamfer 倒角;去角Charge; electric charge电荷Chip 碎屑;切屑Chromium 铬Chuck key 夹头扳手Chuck 夹头、卡盘Circuit 电路Circular motion 圆弧运动Circular cam 圆形凸轮Clamp 夹;夹钳Clamping device; holding夹持工具Clearance angle 后角Closed circuit 闭合电路Clutch 离合器CNC 计算机数控;数控系统CNC lathe 计算机数控车床Coated metal sheet涂层金属片Cold machining 冷加工Collar 轴环;卡圈Collector current 集电极电流Collet 弹性夹头Combination pliers 组合钳Combination square 组合角尺Comparator 比较器Compasses 圆规Compiler 编译器;编译程序Component force 分力Component 零件;组件Component; module 组件Compound slide 复合刀架;复式滑座Compressor 压缩机;压气机Computer 计算器;计算机Computer numerical control(CNC)计算机数控Computer-aided control 计算器辅助控制Computer-aided manufacturing (CAM)计算器辅助制造Computer-aided engineering (CAE)计算机辅助工程Computer-aided control 计算机辅助控制Computer-aided design (CAD)计算机辅助设计Concave edge 内弯边Conduction 传导Conductivity of electricity;导电性Conductivity of heat传热性Conductivity 传导性Cone centre 锥形顶尖Conservation of energy能量守恒Conservation of energy节约能源Contents 目录Control system 控制系统Conventions 常规Copper washer 红铜垫圈Copper 铜;红铜Core pin 心销Corrosion 腐蚀Corrosive liquid 腐蚀液Cotter pin 开口销Counterbore 埋头直孔Countersink 埋头锥孔Countersink head screw埋头螺丝Countersink head bolt埋头螺栓Coupling 联轴器,联轴节,联接器,耦合;偶合(电工) ,联接;轴接Cover 封面Cramp 夹Cross hatching line断面线Cross slide 横向滑座;横刀架Crosshead 十字结联轴节Cross-pain 扁头Cross-section 横切面Cross-sectional area 横切面积Current amplifier 电流放大器Current 电流Cutter 刀具Cutting fluid 切削液Cutting plane line剖切面线Cutting gauge 割线规Cutting tool 切削工具Cutting depth 切削深度Cutting plane 剖切面Cutting blade; plane刨刀Cylinder 汽缸DD.C. motor 直流电动机;直流马达D.C. generator 直流发电机DC electrical source直流电源Decode 译码;译码Decomposition 分解Deformation 变形Deforming force 变形力Density 密度Depth of cut切削深度Design element 设计元素Design 设计Design project 设计作业;专题设计研习Design solution 设计解决方法Designer 设计师Details drawing 零件详图;详细图Development 展开图Deviation 偏差Die holder (stock)丝模扳手;板牙扳手Die 冲压模;螺丝模板牙Die; former 模Dimension 尺寸Dimension line 尺寸线Dimensioning 标示尺寸Diode 整流子;二极管Direct current (d.c.)直流电流Direction of main主运动方向Direction 方向Direction of feed进给方向Direction of resultant合成切削运动方向Disc brake 碟式制动器Distortion 变形;扭曲Distribution board 电力分线箱Divider 分规Dog clutch 爪扣;爪形离合器;犬齿式离合器Dot 点Double-pole-double-th switch 双刀双掷开关Dowelled joint 销钉接合;木钉榫Draft 草稿Drawing format 绘图格式Drawing technique 绘图技巧Drawing materials 绘图材料Drawing board 绘图板;画板Drawing frame 图框Drawing 制图;绘图Drift 偏离Drill chuck 钻头夹盘Drill machine 钻床Drill chuck key钻头扳手Drill 钻Drill; drilling 钻孔;钻削Drilling machine 钻床Drive screw 传动螺杆Drive system 传动系统Driving 驱动Driving force 驱动力Dynamic 动力学EEarthing 接地Eccentric cam 偏心凸轮Edge tool 锋利工具Effort 施力Ejector pin 顶脱销Elastic strain energy弹性应变能Elastic deformation 弹性形变Elastic limit 弹性极限Elastic constant 弹性常数Elasticity 弹性Electric drill 电钻Electric potential 电势;电位Electric wire 电线Electric soldering iron电烙铁Electric spark machining电火花加工Electrical discharge machining放电极加工;火花电蚀法Electrical discharge wire电火花线切割加工Electricity 电Electrode 电极Electromotor 电动机Electronic component 电子零件Elevation; front elevation正视图Emery cloth 砂布Encode 编码Encoder 编码器End elevation 侧视图;端视图End view 端视;侧视Engineer 工程技术人员Engineering drawing 工程绘图Engraver 雕刻机Engraving tool 雕刻工具Enlargement 放大;扩大Equilibrant 平衡力Error 误差Etching 蚀刻术Exploded drawing (view)零件分散图;爆炸图External grinding 外圆磨削External thread 外螺纹FFace shield 护面罩Farad 法拉〈电容量单位〉Fastener 系固件;扣件Feasibility 可行性Feed movement 进给运动Feed 进给Feed screw 进给螺杆Feed rate 进给速率Feedback 反馈;回输Fence 导板;靠板File 锉Final solution 最后方案Finish machining 精加工Fitting 配件Fixture; jig 夹具Flange 凸缘Flange coupling 凸缘联轴节Flat nose pliers平嘴钳Flat head screw扁头螺丝Flat rasp 平锉Flatter 平面锤Flexible rule; tape卷尺Flip-flop 触发器;复振器;正反器Flow chart 流程图Fluid drive mechanism液压传动机构Force 力Forged steel 锻钢Form 造形Forward bias 正向偏置Found 铸造Four-jaw independent chuck四爪夹头Fracture 断裂Fragile 易碎Frame 框架Framework 架构French curve 云尺;云板;曲线规Frequency 频率Frequency 电源频率mainsFriction 摩擦力Front projection 正面投影Fulcrum; pivot 支点Function 功能;用途Fuse 保险丝GGalvanized sheet 镀锌片Gas valve 气阀Gasket; washer 垫片;垫圈;介子Gauge 计;量规Gear 齿轮Gear rack 齿条Gear shaft 齿轮轴Gear drive 齿轮传动Gear train 齿轮组;齿轮系Gear ratio 齿轮比Gear box 齿轮箱Gearbox 变速箱Gearbox casing 变速箱体Generator 发电机Geometrical 几何形状Gloves 手套Governor 调速器Gradient 斜率Graphic presentation technique图形表达技巧Gravitational force 引力;重力Grease 润滑脂Grids 网格Grinding machine 磨床Grinding wheel 砂轮Grinding 磨削;研磨Grinding 研磨;磨削Groove 凹槽Guard; safety guard防护装置;保护罩;保护网Gudgeon pin 活塞销Guide pin 导销HHalf-round file 半圆锉Hand feed 手进给Hand grip 把手Handle 手柄Handwheel 手轮Hardening 硬化Hard metal硬质合金(通常指碳化钨) Hardness 硬度Hardware 硬件〈计算机〉Hatching line 剖线Headstock 主轴箱Heat treatment 热处理Heating tube 发热管Helix 螺旋Hexagonal head screw六角头螺丝Hidden line 隐线;虚线High carbon steel高碳钢High speed高速High speed steel高速钢High voltage 高电压Hinged support 铰接式支座Hollowing block 凹模Horizontal plane 水平投影面Hot working 热加工;Hotwork 热加工Hydraulic pump 液压泵Hydraulic pressure 液压II/O port 输入/输出口Idle stroke 空行程Imbalance 不平衡Impact strength 冲击强度Impact 冲击Impedance 电阻抗Inclined plane 倾斜面Indicator 指示器Inductor 电感器Input characteristics 输入特性Input 输入Input device 输入装置Inside calipers 内卡尺Insulation 绝缘Insulation board 绝缘板Insulator 绝缘体Integrated circuit (IC)集成电路Interface 界面;分界面;接口Interference fit 过盈配合Interlock circuit 联锁电路Internal grinding 内圆磨削Internal thread 内螺丝Interpolation 插补Iron 铁Iron plate 铁板Isolating switch 隔离开关Isometric circle 等角圆JJack plane 粗刨Jig and fixture夹具及固定装置Jig 机床夹具Jog 点动Joining tool 接合工具Joining 接合KKerosene 煤油Key 键Keyway 键槽Kinematic sketch 运动简图Knob 旋钮;球形把手Knock-down construction 装拆式结构Knurled shank 滚花身;压花身Knurling 滚纹;切辊纹LLaminated plastic sheet层叠塑料片;塑料层积片Laminating 层积;层叠Lapped seam; seam接缝Law of conservation能量守恒定律Layout paper 草图画纸Layout; marking out;划线Lead screw 导螺杆;导向螺丝Lead rail 导轨Lead 铅Light emitting diode发光二极管Lighting 照明Linear contraction 线性收缩Linear expansion 线性膨胀Linear equations 线性方程组Linear materials 线材Linear interpolation 直线切削Linear motion 线性运动Linkage 连接杆;连杆Lipping 镶边Lock nut 防松螺帽Lock washer 锁固垫圈Locking device 关锁装置Logic gate 逻辑门Logic state 逻辑状态Lubricant 润滑剂Lubrication 润滑MMachinability 可切削性;机械加工性Machine tool 机械工具Machine area 机床工作间Machine tool 机床Machine vice 机械虎钳Machining 加工Machining allowance 机械加工余量Machining center 加工中心Magnet 磁铁Magnetic circles 磁路Main movement 主运动Mains frequency 市电频率;电源频率Maintenance 维修;保养Mallet 木槌Mandrel 心轴Manual 手册;手动的Manufactured board 制成板Marking knife 划线刀Marking tool 划线工具Marking gauge; surface划线规Mass 质量Mass production 大量制造Material 材料Material list 材料单;材料表Mathematical model 数学模型MDI手动数据输入Measurement 量度Measuring tool 量度工具Mechanical drawing 机械制图Mechanical parts 机械零件Mechanical property 机械特性Mechanical motion 机械运动Mechanical system 机械系统Mechanism 机构Medium 介质Medium carbon steel中碳钢Meshing 啮合Metal cutting 金属切削Metric 公制的;十进制的Micrometer calipers 千分尺Micrometer 分厘卡Mild steel 低碳钢Mill 铣削Milling 铣Milling cutter 铣刀Milling machine 铣床Milling cutter 铣刀Model making 模型制作Model; patterns 模型Modem 调制解调器Module 模件;模块;组件Module 单元Modulus of elasticity弹性模量;弹性模数Motif 主题Motion 运动Motor 马达;电动机Motor 电动机;马达Mould 模子;铸模Moulding 倒模成形;模塑;铸模成形Mounting board 夹卡Multimeter 万用电表Multi-point cutter 多刃切削刀具Multi-purpose rule 万用尺NNail 钉Network;web 网络;网络Neutral 中性Neutral wire 中线Nickel 镍No load 空载Nonferrous metal 有色金属Normalizing 正火Nose of tool刀尖Nozzle 喷嘴Number punch 数字冲Number and letter数字及字母冲Nut 螺帽;螺母OOblique drawing 斜视图Oblique projection 斜投影Oil stone 油石;磨刀石Oiling 加油Open mouth tongs开口扁钳Open-loop control system开环控制系统Orthographic projection 正投影Orthographic drawing 正投影图Oscilloscope 示波器Outline 外形线;轮廓线Output characteristics 输出特性Output device 输出装置Output 输出Outside calipers 外卡尺Overload 超载Oxidation; oxidize 氧化PPaint 涂料;油漆Parallel projection 平行投影Part drawing 零件图Particle board 碎料板;刨花板Parting off 分切;分割;切断Parts list 零件表Parts drawing 零件图Pattern 模式;样式;图案;花样Patterns 木模;模型Pencil 铅笔Period 周期Permittivity 电容率;介电常数Perspective drawing 透视图Perspective 透视法Perspective projection 透视投影Phase difference 相差Physical attribute 物理属性Physical quantity 物理量Pictorial drawing 立体图Pilot hole 导孔Pin 销Pincers 钉钳;铁钳Pinion 小齿轮Pipe 管Pitch 螺距Plan 平面图;俯视图Plane grinding 平面磨削Planning 计划Plasticity 塑性Plastics 塑料Plate clutch 碟式离合器;盘式离合器Pliers 钳子Plug 塞子;插头Pneumatic lock 气动夹紧Pneumatic control 气动控制Pneumatic system 气动的系统;气压的系统Point 针尖Pointing needle 方向针Pocket 凹槽;袖珍的,兜Polisher 打磨机Portable power tool手提电动工具Positive feedback 正反馈;正回输Post- 后置Post processing 后置处理Potential divider; voltage分压器Potential difference 电位差Potentiometer 电位计Power 功率Power factor 功率因子Power transistor 功率晶体管Power amplifier 功率放大器Power amplifier board功率板Precision 精度Probability 概率Problem solving 解决问题Production drawing 生产图Production method 制造方法Profile chart 剖视图Program 程序;Programmable Logic Controller可编程序逻辑控制器Projection plane 投影面Projection line 投影线Projection 投影Propeller 推进器Proportion 比例Protractor 量角器Pulse 脉冲Punch 冲子;打孔;程序输出RRaised head screw凸头螺丝Rake angle 前角Rake face 前刀面Random variable 随机变量Ratchet brace 棘齿弓钻Ratchet 棘齿Rating 额定值Reactance 电抗Read only memory只读存贮器;只读存储器Reamer 绞刀Reaming 铰孔Rebate plane 槽口刨;边刨;子口刨Rebate 槽口Recess 凹座Rectilinear motion 直线运动Regulating 调节Reinforced plastics 强化塑料Reinforcement 强化Relative density 相对密度Relay 继电器Reliability 可靠性Research 研究探讨Residual stress 残余应力Resistance thermometer 电阻温度计Resistance 电阻值Resistor 电阻器Response 响应Resultant movement of合成切削运动Resultant movement of 合成进给运动Reversible process 可逆过程Revolution per minute 每分钟转数Rhythm 韵律;节奏Rigid body 刚体Rigidity 刚性;刚度Robot 机器人Rod 枝;杆Roller bearing 滚子轴承;滚动轴承Rolling friction 滚动摩擦Rolling 滚压Rotary motion 旋转运动Rotating platform 旋转台Rotating shaft 旋转轴Rotation 旋转;转动Rough machining 粗加工Rough 毛坯Roughing 粗削Round tube 圆通;圆管Rounding chamfer 倒角Ruling 刻度;划线Rust prevention 防锈SSafety precaution 安全措施Safety 安全Safety equipment 安全设备Safety rule 安全守则Safety factor 安全系数Safety factor 安全系数Sand blasting 喷砂Sand casting 砂铸;砂铸模Sander 砂磨机Sanding 砂磨Saw 锯Scalar 标量Scale 比例尺Scale 标度Scientific knowledge 科学知识Screw thread 螺纹;螺丝牙Screw thread cutting螺纹切削法Screw 螺钉;螺丝Screw rod 丝杠Screw 螺钉Screwdriver 螺丝起子Screwing 螺丝接合Scriber 划针Section 剖面;纵切面Sectional view 剖视图Semiconductor 半导体Semiconductor element 半导体元件Sensitivity 灵敏度Sensor 感应器Sensor circuit 感应电路Set square 三角尺Shade 图画的阴暗部Shaft work 轴功Shaft 轴Sharp edge grinding磨刀机Sharpening 刃磨Short circuit 短路Shunt 分流器Side projection 侧面投影Signal 信号Signal processing 信号处理Signal generator 信号产生机Silicon 硅Silver solder 银焊料Simulation 仿真Sinusoidal waveform 正弦波形Size 标准尺寸stockSize marking 尺寸标注Sketch 草图Slab construction 平板结构Sleeve 套筒;套管Sleeve 套筒Slide caliper 游标卡尺Slider crank mechanism滑块曲柄机构Slider 滑动件Sliding bearing 滑动轴承Slot 键槽Smoothing circuit 平流电路;滤汳电路Socket 插座Solder 锡线;焊料;焊接Solenoid 螺线管;筒形线圈;电磁线圈Solution 解决方法Space 空间;空格Spacer 垫片Spanner 扳手Spanner; wrench 扳手Speaker 喇叭;扬声器Specification 规格Speed control system变速系统Speed changer 变速器Spelter solder 铜焊料;锌焊料Spindle 主轴;心轴Spindle speed 转速Spirit level 水平尺;水平仪Spline 花键;样条Spot facing machining孔加工Spring 弹簧;簧片Spring washer 弹簧垫圈Spring divider 弹簧分规Spur 钢针Square file 方锉Square waveform 方波形Square nose gouge平头弧刀Stability 稳定性Stable equilibrium 稳定平衡Stainless steel 不锈钢Stamping 冲压Standard component 标准件Standard cross-section 标准横切面Starter 起动器Starting torque 起动扭矩Static equilibrium 静态平衡Static friction 静摩擦Steady 稳定Steel furnace 炼钢炉Steel clip 钢夹Steel 钢Steel rule 钢尺Stepper motor 步进电机Stiffness 刚强度;硬挺度Stitch marker 划线轮Strap 皮带Stress 应力Stress-strain curve 应力-应变曲线Structural mechanics 结构力学Structural timber 结构木材。
数控面板英语——中英对照大全
数控面板英语ABS和REL——在法那克系统中,按这两个键分别来切换当前机床的相对坐标和绝对坐标ALL——全选,程序编辑时用PRGRM——程序(program)的缩写,用于查看程序NEXT——查看程序和查看参数时,下一页OPRT——在法那克系统中,选择编辑程序时,也就是按下PRGRM后,再按这个键,才能输入程序号HOST,CONECT——这两个是在系统与外界通信时用的,我没试过,不知道什么作用HELP——查看帮助信息SHIFT——换档键,有些键有两个字符,按下这个键,用来输入顶部那个字符ALTER——程序修改键,编辑程序时用INSERT——程序插入键,编辑程序时用EOB——程序结束符,在编辑程序时,没段程序结束时,要加这个符号CAN——取消键,用来取消输入IMPUT——应该是INPUT吧,输入键,用来输入程序或参数POS——按此键显示当前机床位置画面PROS——按此键显示当前程序画面OFFSET——按此键显示刀具偏置画面SETTING——按此键显示刀具偏置设定画面SYSTEM——按此键显示系统信息及系统状态画面GRAPH——按此键显示加工时刀具轨迹的图形画面CUSTOM——按此键显示用户宏程序画面专业数控英语词汇1)计算机数值控制(Computerized Numerical Control, CNC)用计算机控制加工功能,实现数值控制。
2)轴(Axis)机床的部件可以沿着其作直线移动或回转运动的基准方向。
3)机床坐标系(Machine Coordinate Systern )固定于机床上,以机床零点为基准的笛卡尔坐标系。
4)机床坐标原点(Machine Coordinate Origin )机床坐标系的原点。
5)工件坐标系(Workpiece Coordinate System )固定于工件上的笛卡尔坐标系。
6)工件坐标原点(Wrok-piexe Coordinate Origin)工件坐标系原点。
数控铣床毕业设计外文翻译 2
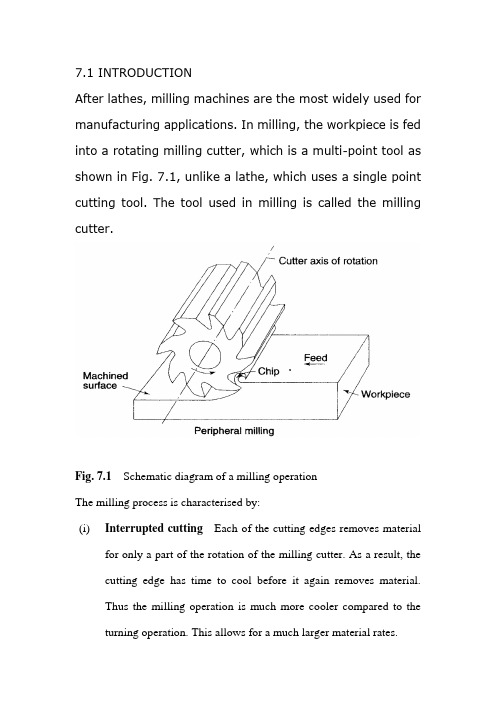
7.1 INTRODUCTIONAfter lathes, milling machines are the most widely used for manufacturing applications. In milling, the workpiece is fed into a rotating milling cutter, which is a multi-point tool as shown in Fig. 7.1, unlike a lathe, which uses a single point cutting tool. The tool used in milling is called the milling cutter.Fig. 7.1Schematic diagram of a milling operationThe milling process is characterised by:(i)Interrupted cutting Each of the cutting edges removes materialfor only a part of the rotation of the milling cutter. As a result, the cutting edge has time to cool before it again removes material.Thus the milling operation is much more cooler compared to the turning operation. This allows for a much larger material rates.(ii)Small size of chips Though the size of the chips is small, in view of the multiple cutting edges in contact a large amount of material is removed and as a result the component is generally completed ina single pass unlike the turning process which requires a largenumber of cuts for finishing.(iii)Variation in chip thickness This contributes to the non-steady state cyclic conditions of varying cutting forces during the contact of the cutting edge with the chip thickness varying from zero to maximum size or vice versa. This cyclic variation of the force can excite any of the natural frequencies of the machine tool system and is harmful to the tool life and surface finish generatedA milling machine is one of the most versatile machine tools. It is adaptable for quantity production as well as in job shops and tool rooms. The versatility of milling is because of the large variety of accessories and tools available with milling machines. The typical tolerance expected from the process is about ±0.050 mm.7.2 TYPES OF MILLING MACHINESTo satisfy various requirements milling machines come in a number of sizes and varieties. In view of the large material removal ratesmilling machines come with a very rigid spindle and large power. The varieties of milling machines available are:(i) Knee and Column type(a) horizontal(b) vertical(c) universal(d) turret typeThese are the general purpose milling machines, which have a high degree of flexibility and are employed for all types of works including batch manufacturing. A large variety of attachments to improve the flexibility are available for this class of milling machines.(ii) Production (Bed) type(a) simplex(b) duplex(c) triplexThese machines are generally meant for regular production involving large batch sizes. The flexibility is relatively less in these machines which is suitable for productivity enhancement.(iii) Plano millersThese machines are used only for very large workpieces involving table travels in meters.(iv) Special type(a) Rotary table(b) Drum type(c) Copy milling (Die sinking machines)(d) Key way milling machines(e) Spline shaft milling machinesThese machines provide special facilities to suit specific applications that are not catered to by the other classes of milling machines.7.2.1 Knee and Column Milling MachinesThe knee(升降台) and column type is the most commonly used machine in view of its flexibility and easier setup. A typical machine construction is shown in Fig. 7.2 for the horizontal axis. The knee houses the feed mechanism and mounts the saddle and table. The table basically has the T-slots running along the X-axis for the purpose of work holding. The table moves along the X-axis on the saddle while the saddle moves along the Y-axis on the guide ways provided on the knee.The feed is provided either manually with a hand wheel or connected for automatic by the lead screw, which in turn is coupled to the main spindle drive. The knee can move up and down (Z-axis) on a dovetail provided on the column.Fig. 7.2 Horizontal knee and column type milling machineThe massive column at the back of the machine houses all the power train including the motor and the spindle gearbox. The power for feeding the table lead screw is taken from the main motor through a separate feed gearbox. Sometimes a separate feed motor is provided for the feed gearbox as well.While the longitudinal and traverse motions are provided with automatic motion, the raising of the knee is generally made manually.The spindle is located at the top end of the column. The arbour used to mount the milling cutters is mounted in the spindle and is provided with a support on the other end to take care of the heavy cutting forces by means of an overarm with bearing. As shown in Fig.7.2 the overarm extends from the column with a rigid design. The spindle nose has the standard Morse taper of the suitable sizedepending upon the machine size.The milling cutters are mounted on the arbour at any desired position, the rest of the length being filled by standard hardened collars of varying widths to fix the position of the cutter. The arbour is clamped in the spindle with the help of a draw bar and then fixed with nuts.Milling machines are generally specified on the following basis:(i) Size of the table, which specifies the actual working area on the table and relates to the maximum size of the workpiece that can be accommodated.(ii) Amount of table travel, which gives the maximum axis movement that is possible.(iii) Horse power of the spindle, which actually specifies the power of the spindle motor used. Smaller machines may come with 1 to 3 hp while the production machines may go from 10 to 50 hp.Another type of knee and column milling machine is the vertical axis type. Its construction is very similar to the horizontal axis type, except for the spindle type and location.The vertical axis milling machine is relatively more flexible (Fig. 7.4) and suitable for machining complex cavities such as die cavities in tool rooms. The vertical head is provided with a swiveling facility in horizontal direction whereby the cutter axis can be swivelled. This isuseful for tool rooms where more complex milling operations are carried out.The spindle is located in the vertical direction and is suitable for using the shank mounted milling cutters such as end mills, In view of the location of the tool, the setting up of the workpiece and observing the machining operation is more convenient.Fig, 7.3 Vertical knee and column type milling machineFig.7.4 Some of the milling operations normally carried out on vertical axis machinesThe universal machine has the table which can be swivelled in a horizontal plane at about 45o to either the left or right. This makes the universal machine suitable for milling spur and helical gears as well as worm gears and cams.7.2.2 Bed Type Milling MachineIn production milling machines it is desirable to increase the metal removal rates. If it is done on conventional machines by increasingthe depth of cut, there is possibility of chatter. Hence another varietyof milling machines named as bed type machines are used which are made more rugged and are capable of removing more material. The ruggedness is obtained as a consequence of the reduction in versatility.The table in the case of bed type machines is directly mounted on the bed and is provided with only longitudinal motion.The spindle moves along with the column to provide the cutting action. Simplex machines (Fig. 7.5) are the ones with only one spindle head while duplex machines have two spindles (Fig. 7.6). The two spindles are located on either side of a heavy workpiece and remove material from both sides simultaneously.Fig. 7.5 Simplex bed type milling machineFig. 7.6 Duplex bed type milling machine7.3 MILLING CUTTERSThere are a large variety of milling cutters available to suit specific requirements. The versatility of the milling machine is contributed toa great extent by the variety of milling cutters that are available.7.3.1 Types of Milling CuttersMilling cutters are classified into various types based on a variety of methods.(i) Based on construction:(a) Solid(b) Inserted tooth typeBased on mounting:(a) Arbor mounted(b) Shank mounted(c) Nose mountedBase on rotation:(a) Right hand rotation (counter clockwise)(b) Left hand rotation (clockwise)Based on helix:(a) Right hand helix(b) Left hand helixMilling cutters are generally made of high speed steel or cemented carbides. The cemented carbide cutters can be of a brazed tip variety or with indexable tips. The indexable variety is more common since it is normally less expensive to replace the worn out cutting edges than to regrind them.Plain milling cutters These are also called slab milling cutters and are basically cylindrical with the cutting teeth on the periphery as shown in Fig. 7.7. These are generally used for machining flat surfaces.Fig. 7.7 Arbor mounted milling cutters for general purposeLight duty slab milling cutters generally have a face width, which is small of the order of 25 mm. They generally have straight teeth and large number of teeth.Heavy duty slab milling cutters come with a smaller number of teeth to allow for more chip space. This allows taking deeper cuts and consequently high material removal rates.Helical milling cutters have a very small number of teeth but a large helix angle. This type of cutter cuts with a shearing action, which can produce a very fine finish. The large helix angle allows the cutter to absorb most of the end load and therefore the cutter enters and leaves the workpiece very smoothly.Side and face milling cutters These have the cutting edges not only onthe face like the slab milling cutters, but also on both the sides. As aresult, these cutters become more versatile since they can be used for side milling as well as for slot milling.Staggered tooth side milling cutters are a variation where the teeth are arranged in an alternate helix pattern. This type is generally used for milling deep slots, since the staggering of teeth provides for greater chip space.Another variation of the side and face cutter is the half side milling cutter, which has cutting edges only on one side. This arrangement provides a positive rake angle and is useful for machining on only one side. These have a much smoother cutting action and a long tool life. The power consumed is also less for these cutters.Fig. 7.8Special forms of arbor mounted milling cuttersSlitting saws The other common form of milling cutters in the arbor mounted category is the slitting saw. This is very similar to a saw blade inappearance as well as function. Most of these have teeth around the circumference while some have side teeth as well. The thickness of these cutters is generally very small and is used for cutting off operations or for deep slots.Special form cutters In addition to the general type of milling cutters described above, there are a large number of special form milling cutters available which are used for machining specific profiles.Angular milling cutters are made in single or double angle cutters for milling any angle such as 30, 45 or 60o Form relieved cutters are made of various shapes such as circular, corner rounding, convex or concave shapes.T-slot milling cutters are used for milling T-slots such as those in the milling machine table. The central slot is to be milled first using an end mill before using the T-slot milling cutter. Woodruff key seat milling cutters are used for milling as the name suggests, woodruff key seats Some other special form cutters are dovetail milling cutters and gear milling cutters.End mills These are shank mounted as shown in Fig. 7.9 and are generally used in vertical axis milling machines. They are used for milling slots, key ways and pockets where other type of milling cutters cannot be used. A depth of cut of almost half the diameter can be taken with the end mills.The end mills have the cutting edge running through the length of the cutting portion as well as on the face radially up to a certain length. The helix angle of the cutting edge promotes smooth and efficient cutting even at high cutting speeds and feed rates. High cutting speeds(转速?) are generally recommended for this type of milling cutters.Fig. 7.9 Shank mounted milling cutters and various types of end mills There are a large variety of end mills. One of the distinctions is based on the method of holding, i.e., the end mill shank can be straight or tapered. The straight shank is used on end mills of small size and held in the milling machine spindle with the help of a suitable collet. The tapered shank can be directly mounted in the spindle with the help of the selfholding taper. If the taper is small compared to the spindle taper, then an adopter accommodating both the tapers is used.The end teeth of the end mills may be terminated at a distance from the cutter center or may proceed till the center (Fig. 7.9 f). Those with the cutting edge up to the center are called slot drills or end cutting end mills since they have the ability to cut into the solid material (Fig. 7.9 g). The other type of end mills which have a larger number of teeth cannot cut into solid material and hence require a pilot hole drilled before a pocket is machined.The cutting edge along the side of an end mill is generally straight and sometimes can be tapered by grinding on a tool and cutter grinder such that the draft required for mould and die cavities can be automatically generated.第七章铣削7.1介绍除了车床,铣床是制造应用中最广泛使用的。
机床行业中英文对照

机床行业中英文对照下面是机床行业中常见的英文对照:- 机床行业:Machine tool industry- 机床:Machine tool- 数控机床:Computer Numerical Control (CNC) machine tool - 金属切削机床:Metal cutting machine tool- 金属加工机床:Metal processing machine tool- 金属成型机床:Metal forming machine tool- 车床:Lathe- 铣床:Milling machine- 钻床:Drilling machine- 磨床:Grinding machine- 塑料加工机床:Plastic processing machine tool- 精密机床:Precision machine tool- 自动化机床:Automated machine tool- 机床控制系统:Machine tool control system- 数控系统:Numerical control system- 机床加工能力:Machine tool processing capacity- 加工精度:Processing accuracy- 切削速度:Cutting speed- 进给速度:Feed rate- 主轴转速:Spindle speed- 工件夹紧:Workpiece clamping- 工件定位:Workpiece positioning- 刀具选择:Tool selection- 刀具更换:Tool change- 冷却液:Coolant- 刀柄:Tool holder- 加工中心:Machining center- 排屑:Chip removal- 刀具磨损:Tool wear- 折弯机:Bending machine- 冲床:Punching machine- 压力机:Press machine- 剪板机:Shearing machine- 抛光机:Polishing machine- 螺纹机床:Thread cutting machine tool - 铸造机床:Casting machine tool- 灰铁:Gray iron- 球墨铸铁:Ductile iron- 铝合金:Aluminum alloy- 不锈钢:Stainless steel- 最大加工尺寸:Maximum processing size - 机床设计:Machine tool design- 机床制造:Machine tool manufacturing - 机床市场:Machine tool market- 机床出口:Machine tool export- 机床进口:Machine tool import- 机床行业协会:Machine tool industry association。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计(论文)中英文参考资料系别机电工程系专业数控技术班级数控0801姓名指导教师2010年11 月Development and maintenance of CNC technologyNumerical control technology and equipment is the development of new high-tech industry and cutting-edge enabling technology, industry and the most basic equipment. The world information industry, biological industry, aviation, aerospace and other defense industry widely used numerical techniques to improve manufacturing capacity and level, to improve the adaptability of the market and competitiveness. Industrial countries and CNC numerical control technology and equipment will also be listed as countries of strategic materials, not only to develop their own numerical control technology and industry, and in "sophisticated" technology and equipment, numerical control key aspects of the policy of closures and restrictions. Therefore, efforts to develop advanced numerical control technology as the core manufacturing technology has become the world's developed countries to accelerate economic development, enhance the comprehensive national strength and an important way to statehood.Part I: the development of CNC machine tools trends in individual1. High speed, high accuracy, high reliabilityHigh speed: To improve the speed and increase feed spindle speed.High precision: the precision from micron to sub-micron level, and even the nano-level (high reliability: the reliability of numerical control system generally higher than the reliability of numerical control equipment more than an order of magnitude, but not the higher the better reliability because the goods by the cost performance constraints.2. CompositeComposite function CNC machine tool development, its core is in a single machine to complete the turning, milling, drilling, tapping, reaming and reaming and other operating procedures, thereby increasing the efficiency and precision machine tools to improve production flexibility.3. IntelligentIntelligent content included in all aspects of the numerical control system: the pursuit of processing efficiency and processing quality of intelligence; to improve the performance and the use of convenient connections and other aspects of intelligence; simplify programming, simplifying operational intelligence; also like the intelligent automatic programming, intelligent man-machine interface, as well as intelligent diagnostics, intelligent monitoring and other aspects, to facilitate system diagnostics and maintenance.4. Flexible, integratedThe world of CNC machine tools to the development trend of flexible automation systems are: from the point (CNC single, composite machining centers and CNC machine tools), line (FMC, FMS, FTL, FML) to the surface (Section workshop independent manufacturing island FA) , body (CIMS, distributed network integratedmanufacturing system) direction, the other to focus on applied and economic direction. Flexible automation technology is the industry to adapt to dynamic market demands and quickly update the primary means of product is the main trend of national manufacturing industry is the basis for the field of advanced manufacturing technology.Second, personalization is the adaptability of the market trendsToday's market, gradually formed the pattern of international cooperation, the products becoming more competitive, efficient and accurate processing of the escalating demand means, the user's individual requirements become increasingly strong, professional, specialization, more and more high-tech machine tools by the users of all ages.Third, the open architecture trend isThe core of a new generation of CNC system development is open. Open software platform and hardware platforms are open systems, modular, hierarchical structure, and through out the form to provide a unified application interface.CNC system to address the closure of the traditional CNC applications and industrial production problems. At present, many countries of open CNC system, CNC system has become an open numerical control system of the future of the road. The open numerical control system architecture specification, communication specifications, configuration specifications, operating platform, function libraries and CNC numerical control system software development tools, system function is the core of the current study. Network numerical control equipment is nearly two years of a new focus. NC network equipment will greatly satisfy the production lines, manufacturing systems, manufacturing information integration needs of enterprises, but also achieve new manufacturing model, such as agile manufacturing, virtual enterprises, global manufacturing the base unit. Some well-known at home and abroad, and CNC CNC machine tools manufacturing company inPart II: Machine MaintenanceCNC machine tools is electronic technology, measurement technology, automation technology, semiconductor technology, computer technology and electrical technology, and integrated set of automation equipment, high precision, high efficiency and high flexibility. CNC machine tools is a process control equipment and asked him in real-time control of the accuracy of every moment of work, any part of the fault and failure, so that the machine will shut down, resulting in production stoppages, which seriously affected and restricted the production efficiency . CNC machine tools in many industries to work the device is critical, if not after a failure in its maintenance and troubleshooting time, it will cause greater economic losses. Therefore, the principle that complex numerical control system, structure, maintenance of sophisticated equipment is necessary. CNC machine tools to enhance fault diagnosis and maintenance of power, can improve the reliability of CNC machine tools, CNC machine tools is conducive to the promotion and use.CNC machine tools is a mechanical, electrical, hydraulic, gas combination ofcomplex equipment, though the reasons for failure vary, but the failure occurred, the general idea of the steps are the same. Fails,Spindle start below to stop immediately after the fault diagnosis of CNC machine tools as an example the general process.First, the fault-site investigation. The survey content includes 1, 2 types of failure, the failure frequency of 3, 4, external conditions, the operating conditions 5, 6, machine conditions, the functioning of 7, wiring between machine tools and systems 8, CNC equipment visual inspection. After an investigation, such failure is spindle class failure, only once, outside of all normal, the operator of a boot to reflect this situation.Second, the fault information collation, analysis. For some simple fault, because not a lot of time, the method can be used form of logical reasoning, analysis, identification and troubleshooting. After a failed on-site investigation for several reasons we suspect that the system output pulse ①②drive is not enough time to move the state line to control the spindle components ③④damage to the spindle motor short-circuit, causing the spindle thermal relay protection ⑤not with self-control loop lock circuits, and the parameter is set to pulse signal output, so that the spindle can not operate normally. Identify possible reasons to rule out one by one.Third, conduct fault diagnosis and troubleshooting.Diagnosis usually follows the following principles: 1, after the first outside inside. Reliable line of modern CNC system increasingly high failure rate of CNC system itself less and less, and most are non-occurrence of failure causes the system itself. The CNC machine is a mechanical, hydraulic, electrical as one of the tools, the occurrence of the fault will be reflected by these three comprehensive, maintenance personnel should be from outside to inside one by one investigation to avoid arbitrary unsealed, demolition, otherwise expand the malfunction, so that the loss of precision machine tools, slow performance, outside the system detected the fault is due to open one by one, hydraulic components, pneumatic components, electrical actuators, mechanical devices caused problems. 2, the first after the electrical machinery. In general, the mechanical failure easier to find, and numerical control system and electrical fault diagnosis more difficult, before the troubleshooting to rule out mechanical failure of the first 3, after the first static dynamic. Power off the machine first, quiescent state, through understanding, observation, testing, analysis, confirm the power failure will not result in expansion of the incident only after the power to the machine, run the state, the dynamic of observation, inspection and testing, to find fault. While after the devastating power failure, you must first rule out the danger, before electricity. 4, after the first simple and complex. When multiple failures are intertwined, and sometimes impossible to start with, we should first solve the problem easily, then solve the difficult problem, often a simple problem to solve, the difficulty of the problem may also become easier.CNC machine tools in the fault detection process, should make full use of numerical control system self-diagnostic features to be judged, but also flexibility in the use of some common troubleshooting methods. Troubleshooting common methods are:1. Routine examination methodRoutine examination method is mainly of hands, eyes, ears, nose and other organs of the fault occurrence of various light, sound, smell and abnormal observations and careful look at every system, follow the "first post outside of" the principle of fault diagnosis by looking, listening, smelling, asking, mold and so on, from outside to inside one by one check, the fault can often be narrowed down to a module or a printed circuit board. This requires maintenance personnel have a wealth of practical experience, to the wider multidisciplinary and comprehensive knowledge of the ability to judge.2. Self-diagnostic function methodModern CNC system has yet to achieve a high degree of intelligence. But already has a strong self-diagnostic function. CNC ready to monitor the hardware and software is working. Once the abnormal, immediately displayed on the CRT alarm or fault LEDs indicate the approximate cause. Using self-diagnosis function, but also shows the interface signals between the system and the host state, in order to determine the fault occurred in the mechanical part or parts of NC system, and indicate the approximate fault location. This method is currently the most effective maintenance methods.3. Functional program testing methodSo-called functional program testing method is commonly used in the numerical control system functions and special features, such as linear positioning, circular interpolation, helical cut, fixed cycle, such as the user macro programming by hand or automatic programming methods, the preparation of test procedures into a functional program , into the numerical control system, and then start the CNC system to make it run, to check the im time the first boot of CNC whether a programming error or operational error or machine4. Spare parts substitutionSpare parts replacement method is a simple method to determine the scene is one of the most commonly used. The so-called spare substitution is generally the cause of failure in the analysis of the case, maintenance personnel can use the alternate PCB, templates, integrated circuit chip or replace the questionable parts of components, which narrowed the fault to a printed circuit board or chip level. It is actually in the verification analysis is correct. However, before switching the standby board should carefully check the spare board is intact, and should check the status of reserve board should be fully consistent with the original board the state. This includes checking with the board selection switch, set the location and the short rod potentiometer position. In short, we must strictly in accordance with the system's operation, maintenance requirements manual operation.In determining the replacement of a part to, should carefully check the relevant connected to electrical lines and other related, confirming that no failure up to the new replacement to prevent failures caused by external damage to replace the parts up.5. Transfer ActThe so-called transfer method is to have the same numerical control systemfeatures two printed circuit boards, templates, integrated circuit chips or components to exchange, observed failure phenomena be transferred. In this way, the system can quickly determine the fault position. This method is actually a kind of spare parts substitution. Therefore, the considerations described in the same spare parts substitution.6. Parameter check methodKnown parameters can directly affect the numerical performance of CNC machine tools. Parameters are usually stored in the magnetic bubble memory, or stored in batteries to be maintained by the CMOS RAM, once the battery is low or because of outside interference and other factors, some parameters will be lost or change in chaos, so that the machine does not work. At this point, through the proofreading, correction parameters, will be able to troubleshoot. When the machine idle for a long time to work again for no reason that there is no normal or failure without warning, it should be based on fault characteristics, inspection and proof-reading the relevant parameters.After a long run of CNC machine tools, wear and tear due to its mechanical drive components, electrical component performance changes and other reasons, also need to adjust the parameters of its. Some machine tool failure is often not timely because the parameters change due to some not meet. Of course, these failures are the fault of the areas are soft.7. Measurement of Comparative LawCNC system in the design of printed circuit board manufacturing plant, in order to adjust, repair facilities, in the printed circuit board designed a number of test terminals. Users can also use normal printed circuit board terminals comparing the measured and the difference between the printed circuit board failure. These terminals can detect the voltage and waveform measurements, analyze the causes of failure and failure location. Even on a normal printed circuit board can sometimes artificially create "fault", such as broken connection or short circuit, unplug the components, in order to determine the real cause of failure. Therefore, maintenance personnel should be in the usual accumulation of key parts of the printed circuit board or failure-prone parts of the right in the normal waveform and voltage values. Because the CNC system manufacturer often does not provide the information in this regard.8. Percussion methodWhen the CNC system failures showed Ruoyouruowu, often used method for detecting the fault struck the site lies. This is because the numerical control system is composed by the multi-block printed circuit boards, each board has a lot of solder joints, plates or between modules and is connected through the connectors and cables. Therefore, any cold solder joint or bad, may cause a malfunction. When the tap with the insulation and poor contact with Weld doubt at fault must be repeated reproduction.9. Local heating methodAfter a long running CNC system components are to be aging, performance will deteriorate. When they are not fully damaged, failures will become from time to time. Then heat can be used such as a hair dryer or electric iron is suspected to localheating components, accelerating the aging so thoroughly exposed fault components. Of course, using this method, be sure to pay attention to components of the temperature parameters, do not roast the original device is a good or bad.10. Principle of analysisThe composition according to principles of numerical control system can be analyzed from various points of logical levels and logical parameters (such as voltage or waveform) and then with a multimeter, logic pen, only the oscilloscope or logic analyzer to measure, analyze and compare, and thus failure positioning. Using this method, which requires maintenance personnel to be on the whole system or the principle of each circuit have a clear, deep understanding.Based on the above principles and methods, we may be itemized on the check it and eliminate the causes.The first possible failure for the system output pulse time is not enough, we adjust the M-code system, start the spindle output time, found the problem still exists, and then find the next possible cause may be in the drive to move the state, refer to the manual drive , set parameters start the spindle, the problem still exists we suspected spindle motor short-circuit, resulting in thermal relay protection. Then find the cause of the short, so that the spindle thermal relay reset the start and found that the normal operation of the spindle, the problem solved.Fourth, do a lessons learned and recorded. After troubleshooting, repair work can not be considered complete, still need technical and management aspects of the underlying causes of failure have to take appropriate measures to prevent failures from happening again. Under field conditions when necessary use of mature technologies to transform and improve the equipment. Finally, the failure of the maintenance of the phenomenon, cause analysis, resolution process, the replacement of components, legacy, etc. to make a record.数控技术的发展与维修数控技术及装备是发展新兴高新技术产业和尖端工业的使能技术和最基本的装备。