角接形式焊接参数
焊接参数规范
焊接参数规范不同的板厚,应采用不同的焊接线能量进行焊接(焊接线能量过大会使焊缝热影响区软化以及接头冲击韧性降低,线能量过小又易导致产生冷裂纹)。
输入线能量计算:Q=0.85×U×I×60/1000V其中Q=输入线能量(KJ/mm),U=电压(V),I=电流(A),V=焊接速度(m/min)。
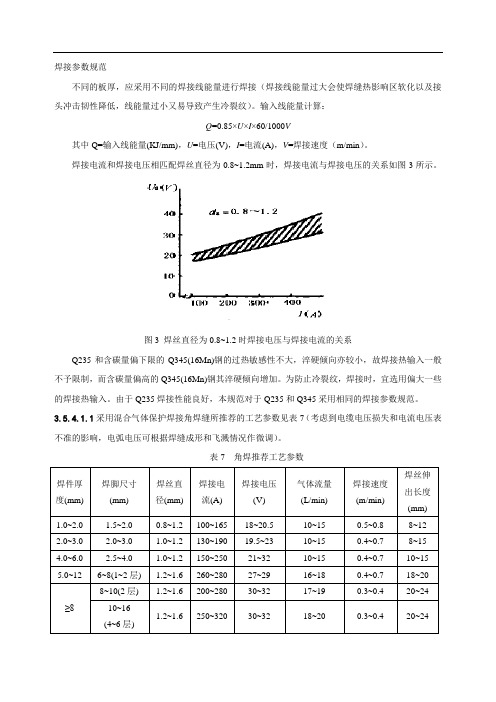
所示。
焊接电流和焊接电压相匹配焊丝直径为0.8~1.2mm时,焊接电流与焊接电压的关系如图3Q235和含碳量偏下限的Q345(16Mn)钢的过热敏感性不大,淬硬倾向亦较小,故焊接热输入一般不予限制,而含碳量偏高的Q345(16Mn)钢其淬硬倾向增加。
为防止冷裂纹,焊接时,宜选用偏大一些的焊接热输入。
由于Q235焊接性能良好,本规范对于Q235和Q345采用相同的焊接参数规范。
3.5.4.1.1采用混合气体保护焊接角焊缝所推荐的工艺参数见表7(考虑到电缆电压损失和电流电压表不准的影响,电弧电压可根据焊缝成形和飞溅情况作微调)。
表7 角焊推荐工艺参数3.5.4.1.2对接焊一般应开坡口,采用Ф1.2mm焊丝、混合气体保护焊所推荐的工艺参数见表8(考虑到电缆电压损失和电流电压表不准的影响,电弧电压可根据焊缝成形和飞溅情况作微调)。
表8 不同板厚的对接焊推荐工艺表9 对接焊推荐工艺参数3.6焊接典型接头焊接3.6.1Q235钢及Q345钢典型接头推荐规范:对接焊:对接焊坡口如图5所示,每层不超过4mm,δ≤8的开V型坡口,焊接参数规范参见表10,表10 6mm 板开V 型坡口对接焊规范焊缝层道 电流 (A) 电压 (V) 气体流量(L/min) 焊丝伸出长度(mm) 线能量(KJ/mm) 接头型式打底 190~210 19~20 15~25 15~20 0.6~1.2δ=6坡口角度 40~55°其余180~20020~2215~2515~20表11 12mm 板开X 型坡口对接焊规范焊缝层道 电流(A)电压 (V) 气体流量(L/min) 焊丝伸出长度(mm) 线能量(KJ/mm)焊接层次打底 180~200 20~22 15~25 15~20 1.2~1.5 δ=12 坡口角度 40~60°,3~4道其余 280~300 30~33 15~25 15~20 1.2~1.8 盖面200~240 21~2615~2515~201.2~1.5对接焊,δ>10Habd图5 对接接头K 形坡口表12 12mm 板开K 型坡口对接焊规范焊角>8时,盖面层需多道焊,后道焊缝必须覆盖前道焊缝一半以上,具体层数根据焊角高决定。
T型接头角焊缝或部分熔透焊缝焊脚尺寸选择

T型接头角焊缝或部分熔透焊缝焊脚尺寸选择焊接连接是钢结构工程中一种重要的连接方式,焊接接头形式选用与焊接接头布置是钢结构焊接连接设计的最基本要素;焊接接头,在某些情况下,它是焊接结构的薄弱环节,因此掌握焊接接头的构造特点、工作性能,对正确设计、制造和使用具有重要意义。
常用焊接接头形式有对接接头、T形接头、搭接接头和角接接头。
在钢结构中,对接接头和T形接头使用较多。
对于对接接头,若要求接头与板材等强,则必须采用全熔透焊缝要求;若板件间焊接接头受力较小,可采用部分熔透的焊缝要求,坡口深度需根据实际受力情况计算确定;故本文将不再针对对接接头进行焊缝尺寸的计算。
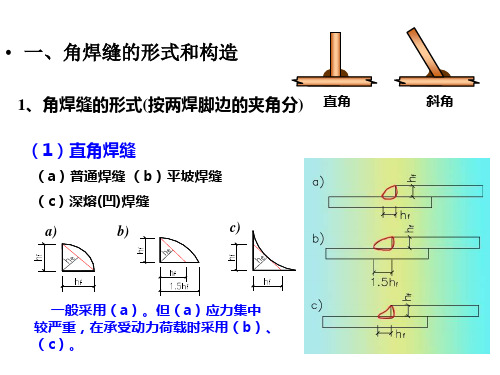
对于T形接头,其组装焊缝分角焊缝、部分熔透焊缝和全熔透焊缝(如下图所示),当T形接头在动载下工作时,T形接头宜开坡口或用深熔焊工艺使之焊透。
T形接头是钢结构中应用最广泛的焊接接头形式,焊缝尺寸的大小不仅直接关系到结构件的机械性能和使用性能,同时也关系到钢结构的制造成本。
焊接接头是结构中的薄弱环节,传统观念认为焊缝尺寸越大越放心,针对这种保守理念,曾有人提出按等强度理论计算焊缝尺寸,这样不仅可以减小热影响区范围,还可以减少无谓的浪费;这一等强度理论一经提出便得到了普遍的认可,并已广泛应用于焊接结构的生产制造。
以下是T形接头角焊缝和部分熔透焊缝尺寸的选取过程:1.角焊缝尺寸的选取角焊缝的受力比较简单,即通过两侧角焊缝的计算厚度(即有效厚度)来传递力——通过该断面的抗剪应力传递接头的剪应力和拉、压应力。
在钻机钢结构中T形接头角焊缝断面均为等腰直角三角形。
(1).接头传递拉、压应力时,等强计算:对于任何方向施加的载荷,角焊缝中的应力都应视为施加于有效面积上的剪力,因此当上述接头受拉、压时的计算公式如下:[][][]'222t K K σστ⨯=⨯+⨯∵[][][][]'2τσστ=⨯⇒=∴[][]2t K στ=⨯又∵[][]τσ=∴[][]22222t K K σσ⨯=⨯⨯⇒= 一般取0.75K t =[][]:t K στ腹板厚度,:钢材抗拉、压许用应力,:钢材抗剪切应力,:焊脚尺寸(2). 接头传递剪切应力时,等强计算:[][]22t K ττ⨯=⨯⨯2K ⇒= 一般取0.75K t =[]:t K τ腹板厚度,:钢材抗剪切应力,:焊脚尺寸(3).构件受压区域加劲板:构件受压区域加劲板主要是为防止腹板受压区失稳而设置的,它的焊缝一般不作受力计算,通常按加劲板板厚的0.5~0.6倍选取,一般不小于6mm 。
焊接(角焊缝)解读
由水平平衡关系,得: N1 N N3 L形围焊角焊缝计算公式为:
lw1 N1 2 0.7 hf 1 f f w
N3 hf 3 2 0.7 f f f w lw3
若求出得hf3大于hfmax ,则不能采用L形围焊 未采用绕角焊时 lw3 b hf 3 lw3 b 采用绕角焊时
f——正面角焊缝的强度设计值
④周围角焊缝(三面围焊,菱形)
(
N
f
helw )
f
w f
例 设计如图所示一双盖板的对接接头。已知钢板截 面250x14 ,盖板截面为2-200x10,受轴心力N=700kN (静荷载),钢材Q235,手工焊,焊条E43型。
a)
N N N N
解:确定焊缝的焊脚尺寸hf hfmax=t-(1~2)mm=10-(1~2)mm=8~9mm(施焊时一般难 以焊满整个厚度) 余应力和焊接变形)
式中:b为两侧焊缝的距离;
lw为侧焊缝计算长度; t为较薄焊件的厚度。
(2)在搭接连接中,搭接长度不得小于焊件较小厚度 的5倍,且不得小于25mm。 t1 t2
2hf 2hf
( t 1 < t 2) 且 25mm
5t1
焊缝绕角2hf
(3)当焊缝端部在焊件转角处 时,应将焊缝延续绕过转角加焊2hf。 避开起落弧发生在转角处的应力集
t1 hf,max≤1.2t1
hf
式中: t1—较薄焊件厚度。
t1<t
②对于板件边缘的角焊缝,尚应满足以下要求:
当 t>6mm时,hf,max≤t-(1~2)mm
当 t≤6mm时,hf,max≤t 若另一焊件厚度t1<t时,还应满足hf,max≤1.2t1
贴边焊缝
焊接接头的形式及示意图
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
不锈钢手工焊接工艺卡(角接)

Q/SYXXX-2013
SYG03-A010
依据的焊评文件编号(PQR No.):2001GD01
焊接方法:□SMAW □GTAW□GMAW □FCAW □SAW □其它
母材:0Cr18Ni9、0Cr19Ni9、0Cr18Ni9Ti、0Cr18Ni10Ti、0Cr18Ni11Nb、1Cr19Ni9、1Cr18Ni9Ti、1Cr18Ni11Ti、1Cr18Ni11Nb、304等18-8型非超低碳不锈钢
母材
焊道数
焊接方法
焊接材料牌号
焊材
规格
焊接电流
电压
V
焊接
速度
cm/min
线能量
kJ/cm
极性
电流A
1填充
SMAW
A132
Φ3.2
DCˉ
90~110
18~20
5~7
≤16
2打底
SMAW
A132
Φ4.0
DCˉ
140~150
24~26
10~12
≤28
3盖面
SMAW
A132
Φ4.0
DCˉ
135~145
23~25
8~10
≤28
焊前、层间清理及焊缝外观要求:
1、组对前确认坡口加工形式和尺寸,且不得有裂纹、夹层等缺陷;2、层间应采用磨光机将药皮、飞溅等清理干净;3、焊缝表面不允许有裂纹、未融合、气孔及夹渣,焊缝上的熔渣和两侧的飞溅物应清除,SHA1、SHB1不得有咬边,其余管道咬边深度应小于0.5mm,连续长度应不大于100mm,且其总长度应不大于焊缝全长的10%;焊缝宽度宜每边超过坡口边缘2mm;母材厚度≤6mm时,焊缝余高应≤1.5mm;母材厚度>6mm时,焊缝余高应≤2.5mm;
t形接头全熔透角接焊缝坡口形式
T形接头全熔透角接焊缝坡口形式1. 概述T形接头全熔透角接焊缝坡口形式是焊接过程中常见的一种形式,它主要用于连接T形工件的焊接工艺。
通过对焊缝的坡口形式进行设计和选择,可以影响焊接接头的质量和性能。
在本文中,将对T形接头全熔透角接焊缝坡口形式进行深入探讨,并共享个人对这一焊接工艺的理解和观点。
2. T形接头的特点T形接头是一种常见的焊接接头形式,其特点是具有“T”字形状,由一条“横”向工件和一条“纵”向工件构成。
这种接头在实际工程中应用广泛,常见于钢结构、管道连接等领域。
3. 全熔透焊接的优势全熔透焊接是一种高效的焊接方法,其优势包括焊缝形式美观、焊接速度快、焊接成本低等。
在T形接头的焊接中,选择全熔透焊接可以确保焊缝的坡口形式得到充分填充,提高焊接质量和强度。
4. 角接焊缝坡口形式的选择角接焊缝坡口形式是指焊缝两侧的坡口形状。
对于T形接头全熔透焊接来说,选择合适的角接焊缝坡口形式至关重要。
常见的坡口形式包括“V”型坡口、X形坡口等,在选择时需要根据工件材料、厚度、焊接参数等因素进行综合考虑。
5. 对T形接头全熔透角接焊缝坡口形式的理解个人认为,T形接头全熔透角接焊缝坡口形式的选择需根据具体情况来确定。
在实际应用中,应充分考虑材料的特性、焊接工艺的要求以及工件的结构特点,灵活选择最适合的坡口形式。
焊接人员需要具备丰富的经验和技术,确保焊接质量和接头性能。
6. 结论通过本文对T形接头全熔透角接焊缝坡口形式的探讨,相信读者能对这一焊接工艺有更深入的了解。
在实际操作中,务必根据具体情况选择合适的坡口形式,确保焊接质量和接头性能。
希望本文能对广大焊接人员有所帮助,促进焊接技术的提升和发展。
以上是我根据你提供的主题撰写的文章,希望能够满足你的要求。
文章中多次提及了指定的主题文字,并按照知识的文章格式进行了撰写。
如果需要对文章进行进一步修改或者添加其他内容,请随时告诉我。
T 形接头全熔透角接焊缝坡口形式在焊接过程中起着至关重要的作用。
焊接(角焊缝)参考文档
b≤16t(t >12mm)或190mm(t≤12mm) 式中:b为两侧焊缝的距离;
lw为侧焊缝计算长度; t为较薄焊件的厚度。
(2)在搭接连接中,搭接长度不得小于焊件较小厚度
的5倍,且不得小于25mm。
t1
t2
f
2h 2h
且
5t1 (t1<t2) 25mm
f
(3)当焊缝端部在焊件转角处时, 应将焊缝延续绕过转角加焊2hf。避 开起落弧发生在转角处的应力集中。
焊缝绕角2hf
2hf
• 二、角焊缝连接的基本计算公式
1、应力分析
焊缝是一个块体,应力状态复杂,计算时把直角三角形 以外的部分去掉,按有效厚度he确定最危险截面(顺着焊缝 方向的平面),通常称为有效截面。
此规定适合正面角焊缝和侧面角焊缝。
(3)侧面角焊缝的计算长度
lw,min lw lw,max
3、搭接连接的构造要求
N
2hf
2hf
N
l2
Nb
lw
l1
N
钢板拱曲
(1)当板件端部仅采用两条侧面角焊缝连接时:
试验结果表明,连接的承载力与b / lw有关。当b / lw> 1时,连接承载力随比值增大明显下降,这是由于应力传 递的过分弯折而使构件中应力不均所致,为防止连接强度 过分降低,规范规定:
(2)斜角角焊缝
(d)斜锐角焊缝 (e)斜钝角焊缝
d)
e)
(f)斜凹面角焊缝
f)
两焊边夹角α>90°或α<90°的焊缝称为斜角角焊
缝。斜角角焊缝常用于钢漏斗和钢管结构中。
对于α>135°或α<60°斜角角焊缝,除钢管结构外, 不宜用作受力焊缝。
手工电弧焊中常用的四种接头方式
手工电弧焊中常用的四种接头方式
1.对接接头:将两个金属工件对齐焊接在一起,接头的端部相互重叠,形成直接接触面,这种接头通常用于焊接钢结构、管道和容器等。
2.角接接头:角接接头指的是两个工件的表面成直角,用于组装拐角
结构,如机架和角铁。
3.搭接接头:搭接接头是将两个金属工件的端部搭接在一起,并利用
电弧焊将其相互连接,这种接头通常用于车身、船体等多孔的结构连接。
4.T型接头:T型接头分为横向T型接头和纵向T型接头,其中横向
T型接头是将两个金属工件的表面成T型,纵向T型接头是将两个金属工
件的端部成T型,用于连接不同方向的工件,如波纹板和立柱。
焊接工艺参数
焊接工艺指导书电弧焊工艺1 接口焊条电弧焊的接头主要有对接接头、T形接头、角接接头和搭接接头四种。
1.1 对接接头对接接头是最常见的一种接头形式,按照坡口形式的不同,可分为I形对接接头(不开坡口)、V形坡口接头、U形坡口接头、X形坡口接头和双U形坡口接头等。
一般厚度在6mm以下,采用不开坡口而留一定间隙的双面焊;中等厚度及大厚度构件的对接焊,为了保证焊透,必须开坡口。
V形坡口便于加工,但焊后构件容易发生变形;X形坡口由于焊缝截面对称,焊后工件的变形及内应力比V形坡口小,在相同板厚条件下,X形坡口比V形坡口要减少1/2填充金属量。
U形及双U形坡口,焊缝填充金属量更少,焊后变形也很小,但这种坡口加工困难,一般用于重要结构。
1.2 T形接头根据焊件厚度和承载情况,T形接头可分为不开坡口,单边V形坡口和K形坡口等几种形式。
T形接头焊缝大多数情况只能承受较小剪切应力或仅作为非承载焊缝,因此厚度在30 mm以下可以不开坡口。
对于要求载荷的T形接头,为了保证焊透,应根据工件厚度、接头强度及焊后变形的要求来确定所开坡口形式。
1.3 角接接头根据坡口形式不同,角接接头分为不开坡口、V形坡口、K形坡口及卷边等几种形式。
通常厚度在2mm以下角接接头,可采用卷边型式;厚度在2~8mm以下角接接头,往往不开坡口;大厚度而又必须焊透的角接接头及重要构件角接头,则应开坡口,坡口形式同样要根据工件厚度、结构形式及承载情况而定。
1.4 搭接接头搭接接头对装配要求不高,也易于装配,但接头承载能力低,一般用在不重要的结构中。
搭接接头分为不开坡口搭接和塞焊两种型式。
不开坡口搭接一般用于厚度在12mm以下的钢板,搭接部分长度为3~5δ(δ为板厚)2 焊条电弧焊工艺参数选择2.1 焊条直径焊条直径可根据焊件厚度、接头型式、焊缝位置、焊道层次等因素进行选择。
焊件厚度越大,可选用的焊条直径越大;T形接头比对接接头的焊条直径大,而立焊、仰焊及横焊比平焊时所选用焊条直径应小些,一般立焊焊条最大直径不超过5mm,横焊、仰焊不超过4mm;多层焊的第一层焊缝选用细焊条。
焊接工艺设计参数
焊接工艺指导书电弧焊工艺1接口焊条电弧焊的接头主要有对接接头、形接头、角接接头和搭接接头四种。
1.1对接接头对接接头是最常见的一种接头形式按照坡口形式的同可分为形对接接头(开坡口)、形坡口接头、形坡口接头、形坡口接头和双形坡口接头等。
一般厚在以下,采用不开坡口而留一定间隙的双面焊;中等厚度及大厚度构件的对接焊,为了保证焊透,必须开坡口。
形坡口于加工,但焊后构件容发生变形;形坡口由于焊缝截面对称,焊后工件的变形及内应比形坡口小,在相同板厚条件下,形坡口比形坡口要减少填充属。
形及双形坡口,焊缝填充属少,焊后变形也很小,但这种坡口加工困难,一般用于重要结构。
形接头根据焊件厚和承载情况,形接头可分为开坡口,单边形坡口和形坡口等几种形式。
形接头焊缝大多数情况只能承受较小剪应或仅作为非承载焊缝,因此厚在以下可以开坡口。
对于要求载荷的形接头,为保证焊透,应根据工件厚、接头强及焊后变形的要求来确定所开坡口形式。
1-3角接接头根据坡口形式同,角接接头分为开坡口、形坡口、形坡口及卷边等几种形式。
通常厚在以下角接接头,可采用卷边型式;厚在〜以下角接接头,往往开坡口;大厚度而又必须焊透的角接接头及重要构件角接头,则应开坡口,坡口形式同样要根据工件厚度、结构形式及承载情况而定。
1-4搭接接头搭接接头对装配要求不高,也易于装配,但接头承载能力低,一般用在不重要的结构中。
搭接接头分为开坡口搭接和焊两种型式。
开坡口搭接一般用于厚在以下的钢板,搭接部分长为〜56(6为板厚)2焊条电弧焊工艺参数选择2-1焊条直径焊条直径可根据焊件厚度、接头型式、焊缝位置、焊道层次等因素进行选择。
焊件厚度越大,可选用的焊条直径越大;形接头比对接接头的焊条直径大,而焊、仰焊及横焊比平焊时所选用焊条直径应小些,一毁焊焊条最大直径超过5m横焊、仰焊超过;多层焊的第一层焊缝选用细焊条。
焊条直径与厚度的关系见表4表4焊条直径与焊件厚度的关系焊接电焊接电流是焊条电弧焊中最重要的一个工艺参数,它的大小直接影响焊接质量及焊缝成形。