上弯梁检具操作指导书
检具使用说明书(PDF)
定固及动移具检 .5 型类准标具检 .4 具工测检具检 .3 )期周扫清 ,度湿度适 ,度温度适( 境环管保具检 .2 的目用使具检 .1录目书明说作操 书明说作操 书明说作操 书明说作操。
管保紧贴面REPPOTS到要定一后用使以所 。
锈生于易上面准基在,话的置放间时长好上温室果如时态状PMALCNU ,GNIWSNU )。
抵安着慢上面地,脚轮损破于易于由时下放车叉用( 。
撞冲或撞碰意注请时运搬车叉用 。
转运常正以可内围范在备设的有所 )锈生免以意注请(境环的净干维油滑润及油锈防用时随,尘灰去进免以意注次每时用使 。
力压及撞冲加施免以工加ERIW ,工加CN工加因域区的度精证保要等位部测检面型,面准基如,LEETS和LA是料材 。
s/m9.2 速风 ) %86 度湿季夏, %87 度湿季冬( %59~%56:度湿 ℃03 ~ ℃01 : 度温 zH05 zH05 %01±V022CA:源电明照 %01±V083CA:源电 线4厢3项 事 意 注 管 保 具 检 .2。
质品的件金钣认确的期周用使后装安接直上线产生后成完YDOB/S )2 。
养培质品及YDOB/S的件金钣用使了为时期初 )1 )能功 NOITCEPSNI ,能功 YDOB/S( 。
养培质品及测检度精的件金钣用使了为 -的 目 用 使 具 检 .1书明说作操 书明说作操 书明说作操 书明说作操测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用 测检行进尺隙间用栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 栓螺紧拧后然 块测检在插 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将 块色黄将 后里块测检在插销测检将里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将 里块测检孔在插销测检将用使时量测尺尖交3用法无以所,能性的面型件品产测检有子销个这NIP KCEHC )1具 工 测 检 具 检 .3书明说作操 书明说作操 书明说作操 书明说作操线划上件金钣 线划上件金钣 线划上件金钣 线划上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 后然 转旋后近贴上件金钣 将 将 将 将SCRIBEØ+ 42。
检具使用管理作业指导书

1.目的:为使本公司检测用之检具得到充分、有效、合理的使用和维护,特制定本管理规定。
2.适用范围:凡属本公司生产车间用于管控产品而起检查产品品质作用的非国标件的检测用具皆属之(如自制针规、环规、卡规、等)。
3.权责:3.1.技术部工程:3.1.1.新产品检具评估;3.1.2.新产品试产时第一套检具制作申请3.2.品质部:3.2.1.品质工程师:A.负责新检具的评估、制作申请、验证;B.新检具下发及旧检具回收;C.设变检具的申请及检具维修跟进。
3.2.2.实验室:检具校验以及回收、报废处理。
3.3.模具部:3.3.1.检具的制作与维修;3.3.2.负责检具的设计;3.4.检具使用部门:负责检具复制需求的申请,日常的保养和点检。
3.5.仓库课:委外检具的出入库办理;4.定义:4.1.检具:是工业生产企业用于控制产品各种特性(例如孔径、空间尺寸等)的检测用具,提高生产效率和控制质量,适用于大批量生产的产品。
5.作业内容:5.1.新产品检具评估:5.1.1.新产品开发试产期间,依行业品质管控及客户需求,由品质工程师及项目工程师一起评估,明确各工序需要的检具,做成《检具清单》;5.1.2.新产品量产期间:品质工程师同时可根据产品品质异常状况及客户等要求,作检具的增加或减少,并更新检具清单。
5.2.检具的制作申请:5.2.1.试产期间:第一套检具由技术部工程负责申请,并填写《检具制作申请单》,经部门负责人批准后,交模具部确认加工时间与排期;5.2.2.量产期间:各工序检具的复制、检具型号增加、数量增加的检具,由品质工程师负责申请,并填写《检具制作申请单》,经部门负责人批准后,交模具部确认加工时间与排期。
5.2.3.正常工序使用的检具外的检具数量增加,须经过对应产品的业务经理确认后方可增加,避免检具的浪费。
5.2.4.如使用检具有损坏或数量不够时,由使用者向对应的品质工程师申请制作检具。
品质工程师按照5.2.2进行申请制作。
检具操作说明书
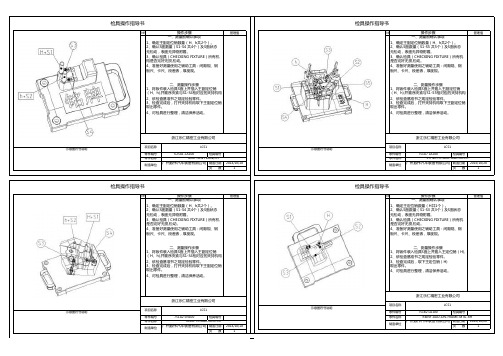
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S4相对应的夹持机构
2、依检查基准书之规定检验零件。 3、检查完成后,打开夹持机构取下主副定位销 取出零件。
4、对检具进行整理,清洁保养活动。
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S5相对应的夹持机构
2、依检查基准书之规定检验零件。 3、检查完成后,打开夹持机构取下主副定位销 取出零件。
4、对检具进行整理,清洁保养活动。
二、测量操作步骤 1、将钣件装入检具S面上并插入主定位销(H), 2、依检查基准书之规定检验零件。 3、检查完成后,取下主定位销(H) 取出零件。
4、对检具进行整理,清洁保养活动。
3、确认检具(CHECKING FIXTURE)所有机
是否完好无损,松动。
是否备好测量使用之辅助工具:间隙规、钢
板尺、卡尺、段差表,厚度规。
板尺、卡尺、段差表,厚度规。
二、测量操作步骤 1、将钣件装入检具S面上并插入主副定位销 (H、h),并顺序夹紧与S1-S4相对应的夹持机构
检具操作指导书
检具操作指导书
№
操作步骤
管理值
№
操作步骤
管理值
示
一、测量前确认事项
示
一、测量前确认事项
1、确定主副定位销数量(H、h共2个)。
1、确定主副定位销数量(H、h共2个)。
2、确认S面数量(S1-S4 共4个)及S面状态
2、确认S面数量(S1-S5 共5个)及S面状态
无松动,表面无异物附着。
检具编号
REINF-ADD-ON-FRAME-MTG-RH 广州振伟汽车装备有限公司 制造日期 2014/10/28
检具作业指导书
检具作业指导书一、背景介绍二、检具的分类和使用对象三、检具的使用要求四、检具的维护与保养五、检具的校准与检定六、检具作业安全注意事项七、总结一、背景介绍为了确保产品的质量和规范生产过程,检具作为一种重要的工具被广泛应用于各个行业,如机械制造、电子、汽车等。
检具的准确性和稳定性对产品的质量控制至关重要。
为了提高检具使用者对检具的认知和正确操作,制定本检具作业指导书。
二、检具的分类和使用对象检具根据其功能和形式的不同,可以分为量具、非量具和专用检具。
量具是用于测量或检验工件尺寸、形位、表面特性等的工具,如千分尺、游标卡尺等。
非量具是用于辅助量具或完成特定任务的工具,如平行垫铣刀、铣刀夹等。
专用检具是针对某一特定工序或工件设计的工具,如焊接工具、装配模具等。
不同行业和工种的员工都可能需要使用检具。
在电子领域,电子工程师需要使用万用表、示波器等电子测量仪器。
在汽车维修行业,汽车技师需要使用检测仪器对汽车进行故障诊断。
在机械制造领域,操作工人需要使用各种量具进行尺寸和形状的测量。
三、检具的使用要求1.检具的选择:根据工件的特点和要求选择合适的检具,确保检具的测量范围和精度满足工作要求。
2.准备工作:将检具清洁干净,并检查是否损坏或变形,若有损坏应及时更换。
3.正确使用:按照使用说明书或相关规范正确使用检具,避免过量力或使用不当导致检具损坏或测量结果不准确。
4.测量方法:根据工件的特点选择适当的测量方法,如使用千分尺或卡尺测量长度,使用坐标测量仪测量形状和位置等。
5.重复性检查:为了确保测量结果的可靠性,应进行重复性检查,如果结果不一致则应重新测量或更换检具。
四、检具的维护与保养1.保持清洁:定期清洁检具,防止灰尘和污垢影响测量结果,可以使用洁净布擦拭或低压气枪吹拂。
2.防止损坏:在使用中要小心操作,避免碰撞或摔落,存放时要放置在干燥且无碎片的地方,避免损坏。
3.定期校验:根据使用频率和重要性,建议定期对检具进行校验和检定,以确保其准确度和稳定性。
检具操作指导书
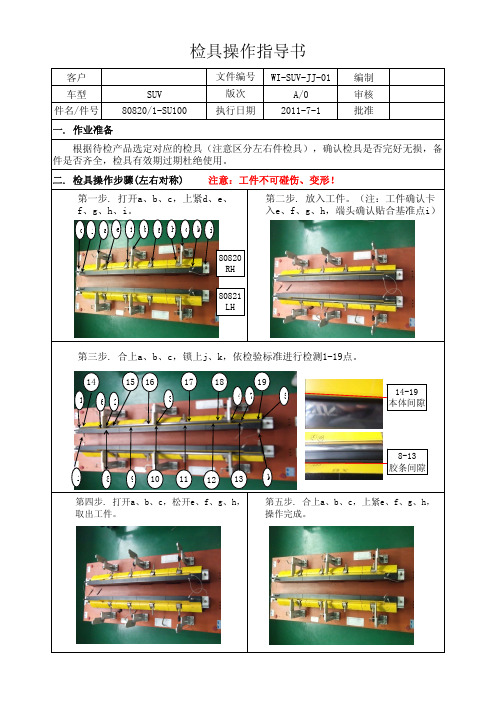
一. 作业准备 根据待检产品选定对应的检具(注意区分左右件检具),确认检具是否完好无损,备 件是否齐全,检具有效期过期杜绝使用。 二. 检具操作步骤(左右对称) 注意:工件不可碰伤、变形! 第二步. 从盒中取出相对应检块,插入 对应o、p、q,把工件依次卡入f、g、h 、i、j、k、l、m、n(注:端头确认贴 合基准点r)
q p o n m l k j i h
文件编号 SUV 73826/7-SU100 版次 执行日期
WI-JJ-SUV4 A/0 2011-3-25
编制 审核 批准
a
b
c
d
e
f
g
r
图为73827 LH,73826 RH对称
第三步. 合上a、b、c、d、e、f、g,依检验标准进行检测1-30点。
20 21 22 23 24 25 26 27 28 29 30 LIP间隙20-30
第一步. 打开a、b、c,上紧d、e、 f、g、h、i。
d j a e f b g h c k i 80820 RH 80821 LHБайду номын сангаас
第三步. 合上a、b、c,锁上j、k,依检验标准进行检测1-19点。
14 1 6 2 15 16 3 17 18 4 7 19 5 14-19 本体间隙
8-13 胶条间隙 j 8 9 10 11 12 13 k 第五步. 合上a、b、c,上紧e、f、g、h, 操作完成。
第四步. 打开a、b、c,松开e、f、g、h, 取出工件。
检具操作指导书
检具使用指导书
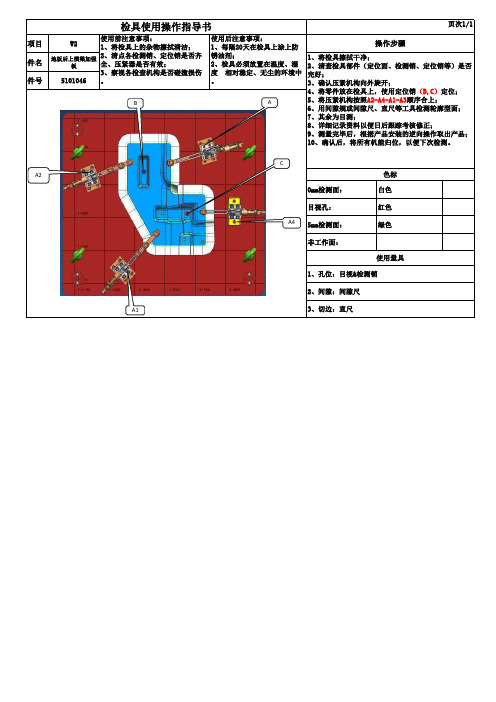
项目W2件名地板后上横梁加强板件号51010460mm检测面:
白色目视孔:
红色5mm检测面:
绿色非工作面:
2、间隙:间隙尺
3、切边:直尺检具使用操作指导书
页次1/1使用前注意事项:
1、将检具上的杂物擦拭清洁;
2、清点各检测销、定位销是否齐全、压紧器是否有效;
3、察视各检查机构是否碰撞损伤。
使用后注意事项:1、每隔20天在检具上涂上防锈油剂;2、检具必须放置在温度、湿度 相对稳定、无尘的环境中。
操作步骤1、将检具擦拭干净;2、清查检具部件(定位面、检测销、定位销等)是否完好;3、确认压紧机构向外旋开;4、将零件放在检具上,使用定位销(B,C)定位;5、将压紧机构按照A2-A4-A1-A3顺序合上;
6、用间隙规或间隙尺、直尺等工具检测轮廓型面;
7、其余为目测;
8、详细记录资料以便日后跟踪考核修正;
9、测量完毕后,根据产品安装的逆向操作取出产品;
10、确认后,将所有机能归位,以便下次检测。
色标
使用量具
1、孔位:目视&检测销
A2A1A A4B C。
检具操作指导书
检具操作指导书一、引言检具是指用于检测产品尺寸、形状和其他相关参数的工具和设备。
准确、合理地操作检具是确保产品质量的重要环节。
本文档旨在向操作人员介绍检具的基本操作方法,以确保操作人员正确、高效地使用检具。
二、安全注意事项1. 在使用检具前,必须对其进行仔细检查,确保其无损坏、变形或其他影响使用的问题。
2. 在操作检具时,必须佩戴个人防护用具,如手套、护目镜等。
3. 检具应存放在干燥、清洁、无腐蚀性气体的环境中,避免阳光直射或受到潮湿的影响。
4. 操作人员应保持手部干燥和清洁,以免影响操作的准确性和精度。
5. 操作人员在使用检具时,要注意避免强力碰撞或过度施力,以防损坏检具或造成人身伤害。
三、检具的基本操作流程1. 准备工作在操作检具之前,必须进行一些准备工作,包括:(1)查看产品的相关技术要求和规范,了解需要检测的尺寸、形状等参数;(2)准备好所需的检具,包括卡尺、千分尺、游标卡尺等,确保这些检具处于正常工作状态;(3)清洁和校准检具,以确保其准确度和可靠性。
2. 检测操作(1)根据产品要求,在合适的地方放置被测产品,确保其固定稳定。
(2)选择适当的检具进行检测。
根据被测产品的特点,选择合适的检具,如卡尺用于测量长度,游标卡尺用于测量深度等。
(3)正确使用检具进行测量。
根据检具的使用说明,将其正确放置在被测产品上,并轻轻地施加适量的力量,以保证精确的测量结果。
(4)记录测量结果。
在进行测量时,要准确记录每个测量结果,包括尺寸、形状等参数。
(5)根据产品要求对测量结果进行判定。
将测量结果与产品要求进行比较,并根据规范对其进行判断,以确定是否合格。
3. 检具的保养与维护(1)定期清洁检具。
使用后,应及时清洁检具,并保持其干燥。
对于有防护涂层的检具,可以在清洁后再涂上薄薄的防锈剂。
(2)保持检具的准确度。
定期进行检具的校验与修整,确保其准确度和可靠性。
如发现损坏或失效的检具,应及时更换或修复。
(3)正确存储和搬运检具。
检具操作指导书

检具操作指导书检具操作指导书1.引言本操作指导书旨在向操作人员提供关于检具操作的详细指导。
请仔细阅读本指导书并按照指引进行操作。
2.检具简介2.1 检具定义检具是指用于测量、校准、检测或验证产品尺寸、形状和性能的工具或装置。
2.2 检具分类根据使用场景和应用目的,检具可以分为以下几类:●手持式检具:如卷尺、游标卡尺等。
●固定式检具:如测量工作台、分度盘等。
●专用检具:如量具块、刻度尺等。
3.检具操作步骤3.1 准备工作3.1.1 确保检具完整性检查检具是否完整,如有损坏或缺失部分,应及时修复或更换。
3.1.2 清洁检具在使用检具之前,应确保其表面清洁无尘,避免影响测量准确性。
可以使用清洁剂和软布进行清洁。
3.1.3 校准检具校准检具是保证测量准确性的关键。
在操作之前,应根据规定的周期进行检具校准,确保其测量结果可靠。
3.2 使用检具3.2.1 检具放置在使用检具时,应将其放置在平整、稳定的表面上。
确保检具与被测物体之间没有外力影响。
3.2.2 正确操作根据具体的检具类型和测量要求,进行正确的操作。
遵循操作手册中的指导,确保测量准确性和可靠性。
3.2.3 记录测量结果在完成测量后,将测量结果记录在相应的数据表格中。
确保记录准确、清晰,便于后续数据处理与分析。
4.检具维护4.1 定期保养定期检查检具磨损或损坏情况,及时更换或修理。
同时,使用润滑剂保持机械部件的灵活性和耐用性。
4.2 储存与保管将检具存放在干燥、无尘、正常温度的环境中,避免受到湿度、腐蚀等影响。
同时,为每个检具配备专用的存储位置,避免互相碰撞和损坏。
5.附件本文档所涉及的附件包括:●检具清洁记录表●检具校准记录表●检具维护记录表6.法律名词及注释●检具:在法律中,指用于测量、校准、检测或验证产品尺寸、形状和性能的工具或装置。
●测量准确性:指测量结果与真实值之间的接近程度。
●检具校准:通过与已知标准进行比较,确定检具的测量准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检具操作指导书 Checking Fixture Work Instruction工装名称/Tool Name:上弯梁 BAR-F/ENDUPR TIE图号/Dwg no.:P2*******工装编号/Tool no.:CN100R-24552175-J-1零件号/Part no.:24552175A1A2A4A3A5A6BDCE图1B 基准锥销定位样式图modle of BC reference positioningc 基准定位样式图modle of c reference positioning孔检测操作说明:operating manual of hole checking1.如图a 所示,用检查销P1Ф9(2个孔-2个销)、P2Ф7(6个孔-5个销)、P4Ф24.5(1个孔-1个销)、P5Ф14.1(2个孔-2个销)、P7Ф10.5(2个孔-2个销)、P8Ф6(8个孔-8个销)、P9Ф10检测前与产品定位操作说明:operating manual of pre-checking and locating.1. 该检具的底平面基准为Z 方向;Z orientation is base floor standard.2. 检查检具是否有损坏、松脱,检查检测销、划线销、通止规、卡规是否完整;The damage and loose of the checking fixture are checked. The complete of the checking pin, marking pin ,stop-pass gauge and calliper are checked.3.打开所有夹紧器及可移动或可转动部件,使零件放置在检具上时无障碍、无干涉物;3. Release all clamps, movable or rotatable components to ensure no obstacle or influence for part loading;4. 将待检零件清洁后置于检具上,定位孔与定位销(B 、C 、D 、E)对应,如图1;4.Wipe the part for checking , load it on checking fixture and locate it (with B,C,D,E locator);5:分别按顺序将A1-A6压紧;检查被检测零件与基准定位是否正常,保证零件定位完全;5.Clamp A1-A11 in sequence; check if the part and datum are working as normal to合格,否为不合格。
As illustration in a picture, check the hole with checking pin P1Ф9 (2 holes-2 pins) /P2Ф7(6 holes-5 pins)/P4Ф24.5(1 holes-1 pins)/P5Ф14.1(2 holes-2 pins)/P7Ф10.5(2 holes-2 pins)/P8Ф6(8holes-8 pins)and P9Ф10(2 holes-2 pins),if the pin can enter smmothly, the part is qualified2.如图b 所示,然后用划线销P1Ф9(2个孔-2个销)、P2Ф7(6个孔-5个销)、P4Ф24.5(1个孔-1个销)、P5Ф14.1(2个孔-2个销)、P7Ф10.5(2个孔-2个销)、P8Ф6(8个孔-6个销)、P9Ф10(2个孔-2个销)插入孔进行划线,以检查对应的位置度。
As illustration in b picture ,then scribe with scribing pin P1Ф9 (2 holes-2 pins) /P2Ф7(6 holes-5 pins)/P4Ф24.5(1 holes-1 pins)/P5Ф14.1(2 holes-2 pins)/P7Ф10.5(2 holes-2pins)/P8Ф6(8 holes-6 pins)and P9Ф10(2 holes-2 pins) to check the true position;3.如图c 所示,用检查销P3(29.5*16.5*16)(1个孔-1个销)、P6Ф6*9(2个孔-2个销),当检测销通过导向,看是否能通过零件内,是为合格,否为不合格。
As illustration in c picture, check the hole with checking pin P3(29.5*16.5*16)(1 holes-1 pins) andP6Ф6*9(2 holes-2 pins)if the pin can enter smmothly, the part is qualified 4.孔的位置如图2所示。
Hole positin shown in fingure2a 图pictrue ac 图P1P7P5P8P2P1P4P6P7P5P8P1P2P8P3ABC图2pictrue 2P8b 图pictrue b轮廓边(面)检测操作说明:operating manual of silhouette edge checking1.轮廓边均采用刻(0 +3)线检测,刻线检测的部位(a b c d e f g h )共8段,结合直角尺用肉眼判断。
如图3-1: All silhouette edges are checked by scribed lines(0+3), which includes 3 parts (a b c). judge by both square and naked eye.(see chart 3-1)2.轮廓面检测:面轮廓均采用3mm 间隙面检测,采用通止规检测(通止规上的标记与检测块上的标记一一对应),如(图3-2),(图3-3),(图3-4),(图3-5)(图3-6),(图3-7),(图3-8),(图3-9).Silhouette face checking: All face are checked by 5mm clearance plane. Checking by stop-pass gauge.(there is a one-to-onecorrespondence between marks of stop-pass gauge and that of checking block.)As shown ni figure3-2,3-3,3-4,3-5,3-6,3-7,3-8,3-9.bacdefgh图3图3-2pictrue图3-9C-CP10P6P2P6P10P2P2A-AB-B检测完成后,取出P1-P10的销子。
依次合上断面规:图3-3pictrue 3-3图3-4pictrue图3-5pictrue图3-6图3-8pictrue3-8图3-7pictrue3-73mm 刻线检测3mmscribed line checking0mm 刻线检测0mm scribed line checking图3-1pictrue3-1通止规Stop-Pass GaugeT=φ2.5 Z=φ3.5图3-2图3-3 pictrue3-3通止规Stop-Pass Gauge与翼子板匹配,左右两侧对称且有相同要求Mating to fender-frt bilateral symmetry通止规Stop-Pass Gauge通止规Stop-Pass GaugeT=φ2.5 Z=φ3.5与缓冲胶塞块匹配面Mating to Hood Bumper通止规Stop-Pass GaugeT=φ2.5 Z=φ3.5与发罩锁安装板匹配Mating to Latch-h通止规Stop-Pass Gauge与上弯梁左支撑板配,左右对称且要求相同Mating to outrigger-U/B frt S/RT bilateral symmetry 图3-4图3-5pictrue3-5图3-6图3-7pictrue 3-7图3-8与前轮罩外板匹配左右两侧对称且要求相同Mating to panel asm-F/FOR用止通规来检测零件的边silhouette edges are checked by go and go not用手按住基准销D (E),再用止通规检测左(右)大灯安装面MATING TO HEADLAMP通止规Stop-Pass GaugeT=φ2.5 Z=φ3.5切齐检测零件面cut neat detection编制Prepare by:薛玲Xueling2011.5.20审核Checkby:批准Approve by :通止规Stop-Pass GaugeT=φ2.5 Z=φ3.5前格栅总成安装面Fixing Hole for Grille asm-rad图3-9pictrue 3-9检测后操作说明:Operating Manual of Post-checking1.完成所要求的各项检测后,打开检测组件、快速夹钳A1-A4和拔出主基准销B 、C ,最后卸下工件。
1.Release checking unit, fast clampsA1-A6 and take out main datum pinsB1, B2 after finishing all checking contents, and unload the part.2. 清理清洁检具,放到指定位置。
维护和保养Preventive Maintenance1.在运输过程中,要求轻拿轻放,严禁碰撞,严禁将检具直接放在地上拖动;Special care such as tender lifting and laying need to be paid intransportation, collision and dragging on the floor are forbidden,2. 检具置于地面后,立即调整可调机构,使地板保持水平放置;2.Adjust adjustable mechanisms after seting checking fixture and make it horizontally on the floor.3.在使用过程中,严禁敲打检具型面和基准面,检具上严禁站人;It is forbidden to knock on checking fixture profile face and datum, or standing on it in using.4.在保存时,严禁检具与检具直接重叠堆放,严禁将检具放在太阳下曝晒,防止雨淋,最好放置在室内,温度保持恒温;It is prohibited to lap over directly or expose under the sun in storage.Avoid rain, it is recommended to keep indoor and the temperature should be constant;5.定期一个月对检具的转动部位添加机油,保证检具转动灵活,不会锈蚀;Apply oil to rotating parts monthly to keep it move agile and prevent to be rusty;6、检测销、锥销、衬套在检测完成后涂防锈油。