作业要领书和点检基准书
点检作业指导书

点检作业指导书一、引言点检作业指导书是指对设备、设施进行点检的详细说明和操作流程的指导书。
点检作业是对设备、设施进行定期的检查和维护的重要环节,可以保证设备的正常运行和延长设备的使用寿命。
本指导书旨在提供一个全面、详细、完整且深入的点检作业指导,帮助执行者理解点检的目的、方法和要求,确保点检工作的质量和效果。
二、点检作业的意义和目的2.1 意义点检作业是设备维护的基础,通过定期点检可以及时发现设备的异常情况,采取预防性维护措施,减少设备故障和停机时间,提高设备的可靠性和可用性。
2.2 目的•发现设备的潜在问题,预防设备故障;•确保设备的正常运行,保障生产安全;•延长设备的使用寿命,节约维修成本;•收集设备运行数据,为设备维护和改进提供参考。
三、点检作业的准备工作3.1 阅读说明书和资料在进行点检作业之前,操作者需要详细阅读设备的说明书和相关资料,了解设备的工作原理、操作方法、常见故障及排除方法,掌握相关的安全注意事项。
3.2 准备点检工具和设备根据设备的要求,准备相应的点检工具和设备,包括测量工具、试验仪器、清洁用品等。
3.3 制定点检计划和任务分工根据设备的特点和点检周期,制定点检计划和任务分工,明确点检的频次和责任人,确保点检工作的有序进行。
四、点检作业的流程和方法4.1 前期准备•根据点检计划,准备点检所需的工具和设备;•检查点检工具和设备的完好性和准确性。
4.2 点检过程4.2.1 确认设备状态•确认设备是否处于停机状态,是否已经停电、断气源等;•确认设备的周围环境是否符合点检要求,是否存在危险因素。
4.2.2 开始点检•按照点检计划,从设备的上方开始逐个进行点检,依次进行外观检查、连接紧固、润滑和清洁等;•根据设备特点,进行相应的测量、检测和试验,记录相关数据;•注意安全,遵守操作规程,使用必要的个人防护装备。
4.2.3 异常处理•若发现异常情况,及时记录并报告相关人员;•根据设备的特点和问题的严重程度,采取相应的措施进行维修或紧急处理。
设备日常点检标准作业指导书

设备日常点检标准作业指导书1. 目的- 确保设备的正常运行- 及时发现和解决设备问题,确保生产顺利进行2. 适用范围- 适用于公司内所有生产设备的日常点检3. 工具/设备- 适用的工具和设备,例如扳手、螺丝刀、测量仪器等4. 操作步骤- 根据设备的实际情况,编制相应的设备日常点检表- 按照日常点检表,对设备进行检查1. 外观检查- 设备外观及周围环境是否清洁,有无异物积存2. 运行检查- 设备开机是否正常,运行是否平稳,有无异常声响或振动3. 配件检查- 根据设备日常点检表,检查设备的零部件是否完好、牢固4. 润滑检查- 设备的润滑情况是否良好,需使用润滑油或润滑脂的部位是否及时添加 5. 温度检查- 设备运行时各部位的温度是否正常6. 电气检查- 设备的电气部分是否正常,有无漏电或短路现象- 根据实际情况,对发现的问题进行处理1. 简单问题现场解决2. 复杂问题上报维修部门- 做好点检记录和问题处理记录5. 注意事项- 严格按照操作规程进行点检,不得随意更改- 对于设备日常点检表中所列项目,务必每项认真检查- 发现问题时,按照相应的处理流程进行处理,不得擅自操作6. 结束工作- 完成点检记录,上报上级主管- 将点检记录归档保存,便于日后查询以上就是设备日常点检的标准作业指导书,希望能够帮助大家做好设备的日常点检工作。
设备是生产过程中的重要组成部分,在生产中的作用不言而喻。
为了确保设备的正常运行,保障生产流程的顺利进行,设备日常点检工作尤为重要。
仔细的日常点检工作可以及时发现设备问题,避免设备故障对生产造成的影响,确保设备的安全稳定运行。
在进行设备日常点检时,需要明确操作步骤,以保证每一个环节都得到有效的检查和处理。
首先,需要编制设备日常点检表,根据实际情况列出需要检查的项目和标准,以便进行标准化的点检工作。
对于不同种类的设备,点检内容和标准可能会有所不同,因此应该为不同的设备制定相应的点检表。
点检作业指导书

版本
技术有限公司
文件编号 KBD-F1-014-2017 规格型号
A1
检查项目:
1、检查电源开关是否有松动、损坏(向上为 开,下为关)
ห้องสมุดไป่ตู้
2、检查显示屏开关是否完好,显示屏各连接线 是否松动、脱落
3、检查气压表气压是否在4-6MP之内
4、检查复位、双控开关、抱紧提示灯是否有效 (正常开机生产后,设备必须在双开关同时按下时运
编
制
审
核
批
准
转表示OK,如按下单键设备依然运转,立即停机呼叫 班组长)
5、检查各紧固螺丝是否有松动,松动用内 六角先将其紧固,再进行生产
双手开关
备注:
1、操作人员必须经过班组岗前培训合格 2、完成第一件产品进行首件检查,是否符合品质、工艺要求,如不符合要求,检查调整OK后方可继续生产 3、工作中出现设备异常或品质异常5分钟内无法解决停工通知班组长及相关负责人 4、当班工作完毕,首先关闭电源,再进行现场及设备5S清洁
班组标准作业要领书
标准作业要领书:主要的项目有换阳极、出铝、消灭效应和抬母线作业。
1、换阳极作业1.1 确定更换阳极的槽号、极号。
1.2 将所用工具进行预热。
1.3 将换极用的铝板铺在该极前的风格板上,注意不要使铝板同时接触两台槽的槽壳或接触立柱母线。
1.4 画线前检查槽盖板是否牢固可靠,画线时站在槽盖板上一定要掌握身体平衡,以防从盖板上摔下。
1.5 打开槽盖板, 扒去残极上的氧化铝,扒料时要防止被热料烫伤,指挥天车打开残极及其左右两侧极间的氧化铝壳面。
1.6 提出残极,用卡尺记录原有画线,同时应随时注意不要被烫伤,防止卡具、吊具脱落砸伤。
1.7 提取新极时检查新阳极是否潮湿,若潮湿必须进行预热,方可装入槽内。
1.8 检查眼罩、手套、口罩等劳保品是否完好后,再进行打捞料块及碳渣、处理沉淀等工作。
1.9 装好新阳极后,加足保温料,清扫炉台,盖好槽盖板,并将工具摆放归位。
1.10 进行下一组阳极交换。
1.11 发生效应时应停止换极, 待效应熄灭后, 方可进行。
2、出铝作业2.1 确认工具经过预热,确认劳保品穿戴齐全。
2.2 确认出铝槽号以及出铝量。
2.3 指挥天车将台包吊至应出铝的槽前。
2.4 在槽控机上给计算机站给出铝作业信号。
2.5 用事先预热好的碓子打开出铝口,直径30cm以上,用漏铲打捞碳渣及炉底沉淀。
2.6 安装快速接头等,确认无异常后,打开风源,确认风压是否符合要求。
关闭风源,指挥天车将吸出管从出铝洞插入槽内铝液下。
2.7 垫上石棉绳,石绵绒,盖好包盖,打开风源,在观察孔装上玻璃,出第一槽铝时,不要急于观察,待吸出一定量铝后再看,以防溅出铝珠烫伤。
2.8 确定单槽出铝量达到要求后,取下玻璃块,关闭风源,到达下台槽。
2.9 出完铝后,整理炉口,盖好出铝口,打扫现场。
3、熄灭效应作业3.1 确定效应发生槽号,将效应棒放至槽前。
3.2 若效应电压低于20v时,将槽电压抬至20v~30v,严禁压低电压,100秒后槽控机自动进行打壳下料大加工作业。
作业及检查要领书培训教材

60S
10S
50S
10S
30S
一、什么是标准作业
作业要 领书
标准作业票
两 书
检查要 领书
标准作 业文件
标准作业 组合票
工序能力表
二、标准作业的目的 有这样一个问题:品质是
1、设计出来的? 3、制造出来的? 2、管理出来的?
4、检验出来的?
答案是3你信服吗?
不错,我们不能否认其它三方面对于产品的品质有很大的影响, 但是产品最终是由生产现场的普通员工完成的,产品的质量也正 是由这些默默在拧紧螺栓的普通员工保证的,不管多么努力的去 检查都不会产生任何的附加值,只会造成更大的浪费。
三、两书的编制方法——作业/检查要领书 c)
易于为操作人员所遵守
能避免违规操作,防止 发生工伤设备事故。
省心
能避免重复作业,改 善困难作业状况等。
省力
可减少那些不必要的 环节和过程。
能减少一定作业时间, 省时 提高效率。
省事
三、两书的编制方法——作业/检查要领书 d)
明确提示操作者违规操作的潜在后果 ①工种安全操作规程
节拍=—————————
日总需要量
例:潍柴一号工厂总装车间实行两班倒,每班8个小时, 其中每个班包括30分钟的吃饭时间,假设一号工厂总装车 间的设备可动率为80%,客户需求为一天400台发动机, 问总装车间的节拍为多少? 每班可用生产时间=8小时X60分钟X60S-30分钟 X60S =27000S 每班需求量为200台发动机 节拍=27000S*80%/200台发动机 =108S/台
培训内容包括:
1、该工序的重要性
2、作业区域及现场的5S 3、作业顺序、每一工步的作业要领 4、重要工步违规操作的潜在后果
设备日常点检标准作业指导书

设备日常点检标准作业指导书文件编号 JL-P08-04 版本号 A/1编制/日期 夏洪新2015-8-5 批准/日期 赵大勇 2015-8-6设备名称:注塑机 所属车间:注塑车间点检状态:■运行中 ○开机前 点检周期:S 班 D 天W 周M 月Y 年点检部位简图点检内容图号 点检方法 点检标准 点检周期 点检状态 操作者维护者操作者维护者11 清洁设备内外,清理地上杂物1目视 设备表面清洁 每D 每W ○ ○ 目视设备周围清洁 每D 每W ○ ○ 2 设备工作中是否正常,无杂音 2耳听 油泵无噪音 每D 每W ■ ■ 3 耳听 机械系统无噪音 每D 每W ■ ■ 4 耳听 液压阀无异常声音每D 每W ■ ■ 3开关、阀门、手柄是否灵活5手试 开关灵活 每D 每W ○ ○ 手试 阀门开关灵活 每D 每W ○ ○ 手试手柄使用灵活 每D 每W ○ ○ 4 烘料筒实际温度和设定温度是否控制在+/-3度以内6 记录在规定范围内 每D 每W ■ ■ 5 模温机实际温度和设定温度是否控制在+/-3度以内3记录 在规定范围内每D 每W ■ ■ 6 射胶终点位置是否在1.5控制要求范围以内11 记录 在规定范围内 每D 每W ■ ■ 7 料筒分段温度是否都满足+/-3度以内9 记录 在规定范围内 每D 每W ■ ■ 8各部位无漏油、漏气、漏水现象目视 油管无漏油 每D 每W ■ ■ 目视 油缸无漏油 每D 每W ■ ■ 4 目视 液压阀、泵无漏油 每D 每W ■ ■ 10 目视 水管、模温机无漏水 每D 每W ■ ■ 8耳听 气动阀、气管无漏气 每D 每W ■ ■ 9 安全门是否安全可靠5 手试 安全性能可靠 每W 每W ■ ■ 10油温是否控制在60度以内9记录在规定范围内每D每W■■11 有无缺少零部件现象 / 目视零部件齐全 每D 每W ○ ○52 3 4467 8 10911。
作业指导书及检验规程
作业指导书及检验规程一、引言作业指导书和检验规程是有效管理和保障工作质量的重要工具。
它们详细描述了作业过程中需要遵守的规定和标准,确保工作顺利进行,结果符合预期。
二、作业指导书1.目的作业指导书是为了明确作业的目标和要求,提供必要的指导和参考,确保作业顺利进行和质量可控。
2.内容作业指导书通常包括以下内容:(1) 作业目标和要求:明确作业的目标和期望结果,指出作业所涉及的关键要素。
(2) 作业步骤:详细列出作业的步骤和流程,包括所需的工具、材料和设备,以及具体的操作方法。
(3) 安全措施:提供必要的安全提示和预防措施,确保作业过程中的安全。
(4) 质量控制:确定必要的质量控制点和要求,包括验收标准和检测方法,用于对作业结果进行评估和验证。
(5) 关键要点和注意事项:列出作业过程中的关键要点和需要注意的事项,以避免常见的错误和问题。
(6) 作业记录和报告:指导作业人员记录必要的数据和信息,包括作业过程中的关键参数和结果。
3.编制要求编制作业指导书需要遵循以下要求:(1) 明确简洁:语言清晰简明,避免歧义和模棱两可的表述,确保指导的准确性和可操作性。
(2) 结构有序:按照作业的逻辑流程,合理安排和组织内容,以确保读者能够按照步骤顺利进行作业。
(3) 信息准确:确保提供的信息准确可靠,包括工具、材料和设备的规格和型号,安全措施的有效性,质量控制要求的正确性等。
(4) 更新及时:作业指导书需要根据实际情况进行及时更新,确保其与实际作业过程的一致性。
三、检验规程1.目的检验规程是为了定义检验的目标和程序,以确保检验结果的准确性和可靠性。
2.内容检验规程通常包括以下内容:(1) 检验目标和要求:明确检验的目标和期望结果,以及检验所涉及的关键要素。
(2) 检验方法和步骤:详细描述检验的方法和步骤,包括所需的仪器设备和测量工具,以及具体的操作方法。
(3) 样品采集和处理:指导样品的采集和处理过程,确保采集的样品能够真实反映被检验对象的情况。
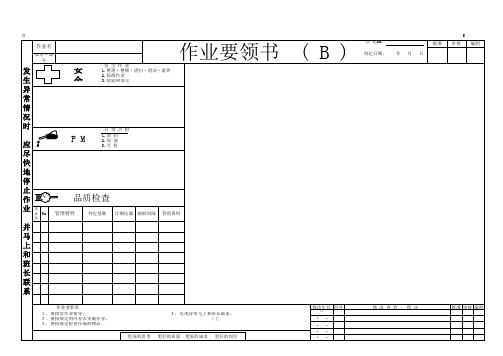
作业要领书(B)
作业名
品名·品 号
发 生
作业要领书
安
安全作业 1.整理・整顿・清扫・清洁・素养
全
2.标准作业 3.检验和保全
异
常
情
况
时 日常点检
应
PM
1.清 扫 2.加 油 3.点 检
尽
快
地
停
止
作
品质检査
业重 要 NBiblioteka 度管理特性判定基准 计测仪器 抽取间隔 管理資料
并 马 上 和 班 长 联 系
作业者职责
1.要接受作业指导。 2.要按规定的内容去实施作业。 3.要按规定检查作成的物品。
4.发现异常马上和班长联系。 (上
更深的思考 更好的质量 更低的成本 更好的岗位
(B)
登 记No. 制定日期:
年 月 日
批准
0 5
审核
编制
修改年月 符号 日
・・ ・・ ・・ ・・
修改内容・理由
批准 审核 编制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
V87/Y38-JL-042-000
审核制表
自主专业11螺丝W A目视无松动√
设备名称:停止器
设备型号:设备编号:
周期尺度 D:日数 M:月 W:周 S:动作回数
作业区分 A:外观点检 B:调整
C:取替 D:测定
E:分解整备 F:清扫 G:给油 H:换油
没有卡滞现
象,无需润
滑
√
耳听无泄漏√3导向杆
上升、下降是否有卡滞现象,是否需要
润滑
M A目视
是否有松动
2气路有无漏气现象M A
图例NO项目内容周期作业区分点检方法判定基准
保全
点检基准书
年 月 日技术室主任
工厂保全室主任
或动力室主任
修
订
记
录设备所属地二工厂总装车间。