南昌大学科技成果——薄壁注塑制品成型过程CAD、CAE技术集成
注塑成型填充工艺的CAE分析及应用实施
T eC ayi a dSe so a re u fIjcin Modn r cs h AE An s n tp fC rid o to et ligP o es s n o
H E La l n na
Abt c: o jci o ig fl ga dpc ig rcs r oip r n s gs w i aegetnlec npat r— sr t F r n t nm l n , ln n akn oes et ot t t e , hc h v r f neo l i po a ie o d ii p a w m a a h ai u sc
0 引言
塑料制品在我们的 日常生活 中占据 了重要 的地位 , 而注塑成型是塑料成型的重要方法 , 目前注塑件已经 占塑 料制品的3 %以上…, 0 注塑成型过程包括注射充填 、 保压
补料 和冷 却定 型三 个 阶段 。充 填是 指 注 塑 机 将 已塑 化
设定 , 而对多级工艺参数优化的研究成果刊登甚少 ; 运用
的塑料熔体注入模腔的过程, 它对聚合物大分子的取向有 很大的影响, 在成型过程中占有重要地位。保压补料处于 充填阶段和冷却阶段之间, 是指从熔体充满模腔至注塑机 螺杆在机筒中开始后撤为止。在该阶段, 熔体在一定压力 的作用下继续向型腔 内注料 以弥补熔体 因温度 降低所造
验证 , 通过参数微调 , 找到了注塑合格产品的工艺条件 , 大
广义 H l— hw模型, e Sa e 并采用有限元 、 有限差混合法求解 控制方程 , 对充填阶段 的数值分析作 出了重要贡献 ; 黄峡 宏 综述了对聚合物注射成型保压分析 的理论模型及描 述方程, 并对今后的发展方向进行了展望。文献[ ] 5 总结
rm tr b e nata i et n te a i nn e a r ueq af dpr T e pc o tb t n f A cnlg a e s a do c l n c o , hnm kn t igt t m cnpo c u ie at h ei cnr ui s Et hooy e s u j i gu oh d li . s a l i o oC e i t edo jci li , hc i n ac esces l h cs aeso nb ew y n h f l f n t nmo n w i wl ehnet ucs u ca e , r w yt a. ei ie o dg h l h f n h h Ke od : jco o igfl gadpc i ;A ; od o / 1 yw rs i et nm l n ;ln akn C E M lfw MP n i d ii n g l
基于CAD/CAE技术的塑料盖注射模设计

r  ̄ t t p : / / ww w. s z m o l O s . E a n 模具制造立体传媒电子商务平台 r
雩 嘉
基于 C AD / C A E技术 的塑 料 盖 注射 模 设 计
赵 建平 , 刘艳 艳 , 肖 猛
南京理 工大学 紫金 学院( 江 苏南京
a n d s h o r t e n e d t h e p r o d u c t i o n c y c l e .
Ke y wo r d s : CAD/ CAE; s i mu l a t i o n a n a l y s i s ; mo l d d e s i g n ; 3 D p a r t i n g ; EMX
难 以保证 。而运用 C A D / C A E技术 , 不仅 可 以对塑件 程 度 和生 产 率 。
生产工艺条件进行 分析调整 , 模拟注射生产一系列过 程, 对 于产生 问题能及时修改 , 而且还可 以缩 短研 发
周期 , 从 而优化塑件及模具结构 , 为塑件 的最终加 工 成型奠定 了坚实 的基础 。
p l a s t i c c o v e r w a s d e s i g n e d . B a s e d o n C A D / C A E t e c h n o l o g y , t h e d e s i g n m e t h o d o f i n j e c t i o n mo l d
w e r e e x p o r t e d i n t o t h e e x p e t r m o l d b a s e e x t e n s i o n ( E MX ) ,a n d t h e 3 - p l a t e i n j e c t i o n m o l d o f
基于CAE和DOE的注塑成型工艺多目标优化研究
随着 C E技 术 不 断发 展 和成 熟 ,它在 工业 中发 A 挥 的作 用也 E益 突 出 ,尤其 在提 高制 品质量 、降低成 t
Ke w r s I et n Mo i ; O h gn E p r e t Poes P rm t s F z We hs y od : n ci j o ln d g t r oo a l x e m n; rcs aa ee ; uz i r y i t; g
Co p e e sv auain m r h n ie Ev l to
Mut o jcieOpi z t n Su yo eIjcin M odn r c s l 。b et t ai td f h net ligP o es i v mi o t o
Ba e n CAE nd DOE sd o a
D N igg o I o gbn I G Qn —u ,LU H n —i
塑 料 工 业
CHI NA PLAS CS I TI NDUS TRY
第4 0卷 第 7期 21 0 2年 7月
基 于 C E和 D A OE的注 塑 成 型工 艺 多 目标 优 化 研 究
丁清 国 ,刘泓 滨
( 昆明理工大学机 电工程学 院,云南 昆明 60 9 ) 5 0 3 摘 要 :结合注塑模拟分析软件 Mod o lfw和正交试 验法 ,对 不同工艺条件 下的塑件成型过程进行模拟分析 ,确 定塑 l
件制品品质评价 指标 为制 品体 积收缩率 、表 面缩痕指数 和最 大翘 曲量 ,运用模糊 数学 中的综合评价数 学模 型 ;通过对综合 目标值 的极 差分析 ,确定熔体 温度 、模 具温度 、注射 时间 、保
压压力 、保 压时间等工艺参数 对综合 目标值 的影 响程 度的大小 ,绘 制因素水平影响趋势图 ,分析得 出最优 的工艺参数 组合方案 ,并对该工艺组合方案进行模 拟验证。 关键词 :注塑成型 ;正交试验 ;工 艺参 数 ;模糊 加权 ;综合评 判 中图分类号 :T 3 0 6 Q 2 .6 文献标识码 :B 文章编 号 :10 5 7 ( 0 2 7— 04— 5 0 5— 70 2 1 )0 0 5 0
注塑成型CAE技术的应用及发展
用作 了系统而简要的介绍。
关键词 : 注射成型 塑料制品 仿真 集成 三维分析
1概 述 Байду номын сангаас
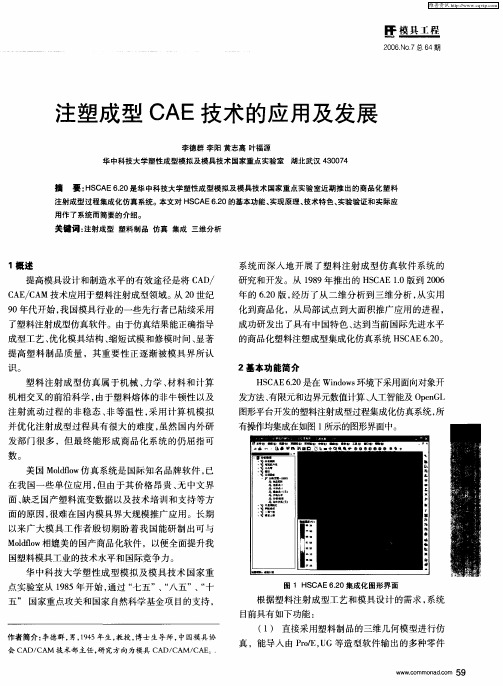
系统而深入地开展 了塑料注射成型仿真软件系统的 研究和开发。从 18 年推出的 H C E1 版到 20 99 S A . 0 06 年的 6 0 , . 版 经历了从二维分析到三维分析 , 2 从实用 化到商品化 ,从局部试点到大面积推广应用的进程 , 成功研发出了具有 中国特色 、 达到 当前 国际先进水平 的商品化塑料注塑成型集成化仿真系统 H C E . 。 SA 2 60 2基本功能简介 H C E . 是在 Wi o s S A 2 60 n w 环境下采用面向对象开 d 发方法 、 有限元和边界元数值计算 、 人工智能及 O eG pn L 图形平台开发的塑料注射成型过程集成化仿真系统, 所 有操作均集成在如图 1 所示的图形界面中。
应该指出的是 ,双面流技术显示塑料熔体的流动 过程 只能在 制 品表 面 上 而不 能 在模 具 型 腔里 面 。 H C E6 0 S A . 在双面流技术的基础上创新性地实现了 2 实体流功能。 与双面流技术采用表面网格不同, 实体流 技术采用立体网格 ,可以更加逼真地演示熔体在透明
形 程度 。
模具型腔内的流动情形 ,而且用户还能借助于剖切功 能考查熔体在任意时刻、任意位置和任意壁厚处的流
动情 形和 有关 数据 。
P T MF 等 十 种 格 式 的 文 件 , 实 现 了 与 通 用 A 、 D C DC M 系统 的无 缝 集成 。并 可 以导 入 华 塑 网格 管 A /A 理器输 出 的 2m 的 网格文件 d
基于CAD窄筋连接电脑电池薄壳件的注塑模具设计
工 程 塑 料 应 用ENGINEERING PLASTICS APPLICATION第47卷,第4期2019年4月V ol.47,No.4Apr. 201985doi:10.3969/j.issn.1001-3539.2019.04.017基于CAD 窄筋连接电脑电池薄壳件的注塑模具设计覃霞玲(广西民族大学相思湖学院,南宁 530008)摘要:针对薄壳件注塑模具设计中要求的填充时间短、物料流动性好、注射速度快等,以窄筋连接的某品牌电脑电池外壳为基础,利用CAD 软件对此电脑电池外壳进行注塑模具设计。
且在设计过程中以薄壳件注塑模具的流体运动模型为基础,结合CAE 软件进行了模流分析。
实践表明:采用CAD 技术,借助CAE 软件,可以提高模具的设计质量,缩短填充时间和模具开发周期。
关键词:丙烯腈–丁二烯–苯乙烯塑料; 薄壳件;注塑模具中图分类号:TQ330.4+1 文献标识码:A 文章编号:1001-3539(2019)04-0085-05Design of Injection Mold for CAD-based Narrow-Beam Connection Computer Battery Thin CaseQin Xialing(Xiangsihu College of Guangxi University for Nationalities , Nanning 530008, China)Abstract :The design of injection molds is carried out using CAD software based on a brand of computer battery case connect-ed by narrow ribs to solve short filling time ,good material flow and fast injection speed in the design of thin-shell injection molds ,and the design based on the fluid motion model of the thin-shell injection mold ,combined with CAE software mold flow analysis.Practice shows that :CAD technology ,with CAE software ,can improve mold design quality ,shorten filling time and mold develop-ment cycle.Keywords :acrylonitrile butadiene styrene plastics ;thin shell ;injection mold随着塑料产业的快速崛起及应用领域的快速扩大,对其质量和生产效率的要求也越来越高。
塑料注射成型CAE若干关键技术探索和发现
塑料注射成型CAE若干关键技术探索和发现摘要:塑料以其,密度小、轻质、比强度高、绝缘性好等优点被广泛应用于化工、机电、仪表、航天等领域。
随着社会经济的可持续发展,塑料制品朝着高度集中化、高产量化、高度机能化方向发展,各种注射成型技术工艺也随之发展起来。
塑料注射成型CAE技术能有效提高提高模具设计和制造的精度,这是塑料注射成型发展的中心方向。
因此,将可视化、数字化、知识化的CAE技术应用到塑料注射成型中是非常必要的。
关键词:注射成型;模具;塑料;CAE塑料被广泛应用于航空、仪表、机电、化工、汽车等行业,为各行各业生产提供原材料和制品,在现代社会发展中具有十分重要的作用。
同时,塑料工业的发展带动了塑料模具行业的发展,塑料模具占模具市场将近一半的份额,我国的塑料模具以注射模具为主,而大型、精密、设计水准高的注射模具是塑料模具市场的主要发展方向。
1 塑料注射成型CAE技术概况CAE技术指信息领域的计算机辅助工程,也就是说,用计算机辅助求解分析复杂工程和产品的结构力学性能,并通过数值分析和求解优化结构性能。
CAE 软件既可以进行静态结构分析,也可以进行动态分析。
既能分析线性问题,也能求解非线性问题。
既能分析固体结构,也能分析流体、电磁结构。
塑料注射成型生产实践中,成型过程非常复杂,影响因素多,模具的结构不同,工艺要求也就不同,而这些模具又有一定的缺陷,仅仅依靠简单的经验性公式和设计准则难以全面掌握这些影响因素,而且,公式和设计准则的发展难以跟上塑料制品精度要求日益提高的发展步伐。
因此,近年来,许多专家开始将CAE 技术应用到塑料注射成型中,对成型过程进行仿真分析,以期获得更高精度的塑料模具。
传统塑料注射成型生产流程为:概念设计-产品设计-模具设计-模具制造-试模-生产。
在这个生产流程中,只有在试模阶段才能发现前期设计、制造中存在的问题,然后再更改设计,如此反复进行,直到试模没有问题为止。
这种生产流程既浪费时间和资金,又耽误了新产品的上市和推广,不利于塑料行业的健康发展。
南昌大学科技成果——铝型材挤压模的CAD、CAE、CAM一体化技术
南昌大学科技成果——铝型材挤压模的
CAD/CAE/CAM一体化技术
项目研究内容
铝合金由于重量轻、强度高、色泽鲜艳、易于加工等特点,因而近年来在航空、汽车、交通、建筑等部门得到了愈来愈广泛的应用。
根据统计,我国的铝型材生产能力已达200万吨/年,位于世界第三,仅居美国、日本之后。
目前,我国国内铝型材生产线2000余条,年需挤压模约30万套,但目前我国国内的挤压模设计仍主要凭借人工经验,所设计制造的挤压模(特别是型材截面较复杂的挤压模)挤出的产品往往会产生扭曲、波浪等缺陷,须经2-3次试模、修模才能得出合格的产品,因而增加了新产品的开发成本,延长了开发周期,降低了企业的市场竞争力。
本课题应用数值模拟和优化算法对影响挤压件质量的工艺参数(模具工作带长度、模孔位置、导流模宽度及高度、坯料加热温度、模具预热温度等)进行综合优化,得出合理的工艺参数,保证了模具设计质量,大大提高了一次试模的合格率,将修模次数减少了60%-70%。
本课题可用于铝型材生产及模具制造企业。
技术特点
1、采用Euler有限体积法对大变形(挤压系数λ=60-70,宽厚比B/t=70-90,最小壁厚t=1mm)的铝型材挤压过程成功地进行了数值模拟。
2、首次建立了集有限元分析、正交试验、神经网络和遗传算法
为一体的型材挤压工艺参数的优化系统,可对多工艺参数(工作带长度、导流模宽度、导流模厚度、坯料加热温度、模具预热温度、挤压速度)进行优化,提高了铝型材的挤压质量。
3、开发了集成于UG的型材挤压模CAD/CAE/CAM的用户界面,为模具设计人员提供了方便友好的界面,便于推广使用。
合作方式技术转让。
南昌大学科技成果——聚合物气体辅助挤出成型工艺及装置
南昌大学科技成果——聚合物气体辅助挤出成型工艺及装置项目研究内容及用途本项目采用一种气体辅助挤出成型技术,其技术关键是通过气体辅助控制系统精确控制气体压力,采用气体辅助挤出口模使聚合物挤出时在口模内壁形成一层稳定的气垫膜层,从而实现挤出由非滑移粘着剪切口模挤出机理转化为完全滑移非粘着剪切口模挤出机理,将口模壁面对挤出熔体的阻力降到最低限,从而达到减小挤出胀大、降低口模压降和制品内应力、提高制品表面和内在质量的目的。
聚合物气体辅助挤出成型技术可应用于各种聚合物的挤出成型加工,如管材、板材、片材、棒材、电线电缆等,尤其适合于异型材挤出成型。
技术性能及特点本项目组对气辅挤出无论是实验和数值模拟的研究,在系统性和研究深度方面都有很大提高,主要表现在:(1)在气辅挤出成型的影响因素上,通过实验和数值模拟研究了辅助气体压力、温度、流量、口模尺寸等对气辅挤出的气垫膜层形成和稳定性、对挤出胀大和挤出口模压降等的影响。
(2)在挤出口模的类型上,研究了缝形口模、圆形口模、方形口模和L形截面口模的气辅挤出中,不同工艺参数、不同物性参数条件下的气辅挤出,得到了不同截面口模、不同工艺参数和物性参数时的各种场量分布,并通过对场量的分布分析,提出了气辅挤出成型技术的工艺条件和气辅挤出口模的设计准则。
(3)在接近实际工况上,研究了三维非等温过程的气辅挤出。
(4)在对挤出胀大率和口模压降这两个主要指标上,国外的研究结果为采用气辅挤出,口模压降降低24%,挤出胀大率由传统的33%降为13%,该项目的研究结果为口模压降降低25-40%,挤出胀大率由传统挤出的10-28%降到1%以下。
应用前景气体辅助挤出成型通过在口模内壁建立稳定的气垫膜层,减小挤出口模对挤出熔体的流动阻力,实现完全滑移非粘着剪切挤出,从而减小挤出胀大、降低口模压降和制品内应力,为实现精确、高速和低能耗挤出创造了条件,该技术可应用于各种聚合物挤出,尤其适合于异型材挤出成型,在汽车、电气、建材等工业领域具有广阔应用前景。
基于CAE的书立注塑模设计及成型工艺优化
文 献 标 识 码 :A
文 章 编 号 :1 0 0 5— 5 7 7 0( 2 0 1 3 )0 5— 0 0 5 5— 0 4
Abs t r a c t : Th e a r t i c l e a n a l y z e d t h e s t r u c t u r e a n d mo l d i n g pr o c e s s o f a p l a s t i c b o o k e n d. Th e g a t e l o c a t i o n, f il l i n g a n a l y s i s a n d c o o l i n g a n a l y s i s i n Mo l d lo f w ,wa s u s e d t o i f ni s h t he mo l d d e s i g n. Th e o p t i ma l mo l d i n g p r o c e s s p a r a me t e r c o mb i n a t i o n s f o r r e d u c i n g t h e wa r pa g e o f t h e p l a s t i c p a t r wa s f o un d i n t h e t e s t r a n g e t h r o u g h t h e CAE s i mu l a t i o n o f t he p r o c e s s p a r a me t e r s us i n g o th r o g o n a l t e s t me t h o d . Th e r e s u l t s i n d i c a t e d t h a t :t h e a pp l i c a t i o n o f CAE t e c h n o l o g y c a n s h o te r n t h e mo l d d e v e l o p me n t c y c l e a n d i mp r o v e t h e q u a l i t y o f mo l d d e s i g n. Ke y wor ds : CAE; Mo l d lo f w An a l y s i s; Mo l d; Pr o c e s s P a r a me t e r s Op t i mi z a t i o n; W a r p a g e
薄壁注塑制品模具设计及工艺研究
朱赪 等·薄壁注塑制品模具设计及工艺研究2020年 第46卷·33·工艺与设备作者简介:朱赪(1971-),男,本科学历,高级工程师,主要从事塑料加工方面研究工作。
收稿日期:2019-09-25塑料主要的成分是高分子有机化合物,在日常的家用电器、通讯器材、生活用品中有着广泛的利用,并且其密度低、质轻、绝缘性好、化学稳定、耐磨减震、透光性等等。
不过在结构设计、模具结构、材料性能等多个方面还存在不少的问题,所以,就需要做好对应的研究,这样才可以提出相应的解决措施。
1 塑件厚度与结构设计1.1 塑件厚度设计11.1 壁厚考虑到塑件壁厚相对较薄,这样就会导致成型流动阻力过大,无法充满大型塑件;当塑件壁过厚,就可能会出现气泡、缩坑等问题。
在刚度和强度保障的基础上,塑件壁厚最好在0.45~6.5 mm 之间,一般为1.5~3 mm 之间,并且要求其均匀性。
按照要求分析,在对塑件整体壁厚进行设计中,还需要考虑到螺钉柱、加强筋等对于机构外观、强度等带来的影响。
1.1.2 加强筋做好加强筋的设立,有利于塑件刚度与强度的提高,这样也可以避免塑件出现变形,也有利于塑料溶体的流动。
针对普通的加强筋,厚度通常为0.40~0.75倍的壁厚,加强筋的长度为2.5~5.0的壁厚,脱模斜度范围为0.5°~1.5°。
1.1.3 螺钉柱一般来说,对于塑件内部,还需要利用自攻螺钉进行其余部位的安装,设置对应的螺钉柱。
对于螺钉柱,其主要包含了加强筋和无加强筋,其底部的长度一般控制在c =(0.2~0.5)×螺钉柱高度的范畴内。
并且,其厚度还需要兼顾到通孔、转角等结构的设计,吐过需要使用薄壁结构,还需要做好对应的结构与尺寸的改变。
1.2 薄壁塑件结构设计薄壁塑件就如一次性的塑料饭盒,其壁厚不超过1.2 mm ,不过对于薄壁塑件的定义,不仅仅是看厚度,还需要对于熔体流程与塑件壁厚进行计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
南昌大学科技成果——薄壁注塑制品成型过程
CAD/CAE技术集成
项目研究内容
该项目通过对注塑成型CAD/CAE技术的研究,建立了进行“薄壁注塑制品成型过程CAD/CAE技术集成”研究的数学模型,提出了多型腔复杂注塑制品成型CAD/CAE集成的模具工程设计与分析的关键技术和实现方法,研究开发了从CAD/CAE集成设计与分析到物理试验一整套系统方法,取得了与实际产品成型过程一致的技术研究成果,所研究开发的基于特征参数化的CAD建模方法和有限元建模CAE 分析的集成技术在工程产品制造中得到成功实现和应用。
具体包括:(1)多型腔、并具有复杂曲面特征的注塑模具CAD参数化特征设计技术研究;
(2)面向Top-Down的注塑模具结构设计与装配;
(3)薄壁注塑产品CAD实体模型数据信息转换技术;
(4)多型腔注塑产品成型过程CAD/CAE集成分析技术;
(5)计算机仿真及其产品成型生产试验。
技术特点
(1)基于CAD平台,开发出了多型腔不对称复杂形状注塑产品CAD设计与总体结构装配的技术;
(2)为注塑成型工艺过程提供合理、经济的工艺方案,提高产品一次试模的成功率,缩短产品的试制开发周期;
(3)提高了多型腔、并具有复杂曲面特征的注塑产品成型分析
的精度,能准确预测产品注塑成型缺陷,降低废品率和生产成本;
(4)开发出了多型腔注塑制品成型CAD设计的产品几何特征及其拓扑关系与复杂曲面类注塑制品成型CAE集成分析的关键技术和实现方法;
(5)为模具数字化设计与制造提供了实用技术,确保注塑件成型质量。
市场预测
本项目技术成果能提高产品一次试模的成功率,达到了降低废品率和生产成本,缩短产品的试制开发周期的目的。
对准确预测产品注塑成型缺陷、提高注塑产品成型质量有重要实用价值。
本项目的成果在技术方法、研究手段、实现途径上比从底层做重复的研发有明显的技术优势和使用价值,使用的人力成本、投入的财力均较低。
该成果的获得将有利于提高对注塑制品成型质量的预测和控制,并产生可观的经济效益和社会效益,因而本项目的成果具有广阔的推广应用前景。
合作方式技术转让、技术入股。