电子厂作业指导书样板)
电子生产线作业指导书

• Final test – 产品测试(功能性)
A BOARD (TOP)
INST.
W/S
POST SOLDER
PRE B/I TEST
• Packing – 产品包装作业
HANDLING
B BOARD (BOTTOM)
INST.
W/S
POST SOLDER
PRE B/I TEST
B/I (ESS)
Speed: 1.65 ~ 2.00 sec/pcs
SMT 生产程序
Jobname: 18193r3/18193r3
Side: TOP Units: 10 Micro-meters
Date: Fri Aug 8
CD PN OR
X
Y
BX
BY
SD
MT
------------------------------------------------------------------------------------------------------------------------------------------------------
•允收(Acceptable) (1) 零件接着面在焊垫范围内,且50%以上
脚宽位于锡垫范围内。
•拒收(Rejected) (1) 焊锡未全部充满于零件接着面与焊垫上,
且零件50%以上脚宽超出焊垫范围。
SMT 检验标准
PreferredFra bibliotekAcceptable
SMT制程控制流程
表面黏着制造流程
•制程变异监控 •修正措施施行
电子产品与制程趋势
电子产品
PCB 基板 (Printed Circuit Board)
电子线材生产标准作业指导书SOP

文件编号版本页码NO.用量1348MMNO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1.上班时,需先开机确认机器运行是正常,正常后停机待进行作业,如图1;2、将待裁切的线材装于裁切机滚轴下并固定好,启动开关(图1),试裁3-5PCS,裁切尺寸: 348mm ,两端取外被:一端11±0.5mm ,另一端10±0.5mm 由IPQC首件确认,图2;3、首件确认OK后,开始进行裁切/去外被作业;4.裁切好的线材放于对应成品盒内.物料PN物料名称/規格成品图注意事项产品名称工站名称裁线/去外被SOP-EN-1555A01106-010290-030UL1185 OD 4.0mm 线材1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需10分钟对裁出的线材尺寸进行自检;3、裁切的线材不可有未去外被、或地线被切掉等不良;4、IPQC需每1个小时对裁出的套管进行检查;5、作业员在作业时需注意安全,以避免出现工伤.6、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.7、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/自动裁切机新版SOP尺寸348mm1211±0.5m10±0.5m自动裁切机黑色为外被文件编号版本页码NO.用量14PCS/1模NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时,需先开机进行确认机器是否正常,并进行预热5分钟;2、作业员需双手启动双联开关试成型1~2模产品(图1),由IPQC做首件确认,;3、收件确认OK后,正常成型作业;4、成型好的热收缩套管待流至下工位,如图2.物料PN物料名称/規格成品图注意事项产品名称工站名称成型热收缩套管SOP-EN-1555A02501-0010-010螺丝帽1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需自检是否有压痕、缺胶、变形等不良;3、IPQC需每1个小时对成型好的热收缩套管进行检查;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机/成型模具新版SOP12双联启动开关文件编号版本页码NO.用量11NO.用量NO.日期12套12014/7/11操作示意圖工序操作步驟1、取未扭的线材将地线与芯线分开,打开扭线治具电源开关,如图1、图2;2、将地线放治具夹头位置(图2),右脚踩脚踏开关进行扭线,重复扭2~3次;3、当一端扭线完成后,换另一端进行扭线,重复步骤2操作;4、扭好的线材流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称扭地线SOP-EN-1555A03/裁切/去外被后的线材1.扭线时注意将芯线与地线分开,避免将地线与芯线同时放治具夹头内;2、扭地线的次数不能过多,避免扭坏地线;3、作业完成,作业员需自检地线是否扭到位;4、扭线治具有异常,及时报告线长或组长通知生技人员进行处理;5、扭地线时应注意安全,避免手指伸进治具夹头造成工伤.工夾具PN工夾具/設備名稱修改记录批准審核制表/扭地线治具新版SOP12白色线为芯线,包住白色线的为地线扭地线治具夹头文件编号版本页码NO.用量1/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、取上工序扭好地线的线材,进行比量一下,芯线长的一端(去外被11mm端,如图1)需先放比剪刀口比剪7mm ,再放去皮刀口内进行去芯线皮,且地线与芯线的角度为90°时方可作业,图2、图3;2、取线材另一端芯线直接放机器去皮刀口内去皮,注意芯线与地线的角度,如图3;3、完成的产品流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称比剪/去芯线皮SOP-EN-1555A04/上工序制品1.比剪时,长的芯线端需比剪7mm,芯线放刀口内需放到位;2、作业操作时注意安全,避免工伤;3、治具出现异常时,需立刻报告线/组长,通知生技人员调试处理;4、上线前,生技人员需保证机台/治具上线前正常使用;5、作业员在拿到上工位物品及完成本工位操作后,均需进行自检产品.6、需注意工作台面7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/半自动剥皮机新版SOP芯线与地线的角度为90°比剪刀口去芯线皮刀口比剪/去芯线皮完成的产品芯线地线23410±0.5m m 11±0.5m m1文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取上工位的比剪/去芯线皮完成的产品沾助焊剂,如图1;2、将沾完锡线材芯线及地线进行镀锡,两端均需镀锡,如图2;3、镀锡完成后,自检芯线与地线是否都已经镀锡,如图3.物料PN物料名称/規格成品图注意事项产品名称工站名称镀锡SOP-EN-1555A05/上工序制品1、作业时注意安全,避免锡液飞溅造成对人烫伤;2、镀锡时不得出现:漏镀锡、却锡、大锡头等.3、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/锡炉新版SOP加助焊剂镀锡自检镀锡123文件编号版本页码NO.用量1/21PCS 30.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取母头,目视确认,对母头无字母焊接柱加锡,如图1;2、取线材将白色芯线焊接到带“G”字母的焊接柱上,将地线焊接到带“X”字母的焊接柱上;3、自检焊接焊接是OK,OK的流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接母头SOP-EN-1555A06/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、母头加锡时,不得加错焊接柱;3、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.ST3-02C01-430母头714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOP母头注意:母头上无字母的焊接柱需加锡加锡OKG X注意:白色芯线焊到带“G ”字母焊接柱,地线焊到带“X ”字母焊接柱12文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取线材及DC头进行焊接,芯线焊DC头焊接柱上,地线焊金属外壳上.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接DC头SOP-EN-1555A07/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOPDC 头焊接OK注意:芯线焊焊接柱上,地线焊外壳上文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(DC头)SOP-EN-1555A08/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(DC头)SOP-EN-1555A09/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(母头)SOP-EN-1555A010/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP45母头装载具上开关控制面板载具与线材需装到位水口料123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/1121套32套操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(母头)SOP-EN-1555A011/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP李鹏2014/7/11/成型模具/载具13245母头装载具上开关控制面板载具与线材需装到位启动双联开关水口料文件编号版本页码NO.用量1/NO.用量NO.日期1112014/7/1121操作示意圖工序操作步驟1、打开电测机电源开关,测试头未插线材时,绿灯亮,如图1;2、将线材DC插头、母头分别插入测试头内,约1秒电测机黄灯,测试自动测试,如图2;3、自动测试OK后,黄灯熄灭,电测显示屏 显示“请摇摆线材”时(图3),双手分别握住“DC插头”及“母头”根部线材上下60°角度摇摆 2~3回合,红灯不亮且不报警,则为合格品;4、当电测为不良品时,红色灯亮,且发出略刺耳的报警声.物料PN物料名称/規格成品图注意事项产品名称工站名称电测SOP-EN-1555A012/上工序制品1、测试条件存档后测试机不可随意调试,且测试过程中每隔2小时要用标准测试样品对测试机进行确认一次。
电子车间灯板作业指导书
共11 页第1 页1.在拉头首先检查各块线路板底铜铂有无短路或断路。
2.用皱纹纸贴盖不能过锡炉元器件的焊盘。
3.将各自要插的元器件用兜装起来分种类放好。
4.用物料清单比照线路板丝印分别插好各元器件,元器件必需到位紧贴板面。
5.有极性的元器件不能插反,如:整流二极管﹑开关二极管﹑电解电容﹑三极管﹑74LS164﹙74HC164﹚芯片。
6.数码管﹑VFD 显示屏﹑发光二极管﹑排线不插,留后焊。
7.留意不要漏插。
日期:日期:日期:共11 页第2 页1.检查整板有无漏插,各元器件参数是否对应物料清单。
2.检查各有极性元器件是否对应线路板丝印方向。
3.各元器件应插到位﹑紧贴线路板外表。
日期:日期:日期:电子车间灯板作业指导书1.将锡炉调制240~260℃。
文件编号:ZY-01 共11 页第3 页2.用夹板夹子将插好元器件的线路板夹起并检查有无漏插﹑有无插到位,然后在线路板底部全面均匀地喷洒助焊剂,平坦放入到达温度的锡炉里,使板底与锡液外表完全接触3 秒钟左右提起,检查板底有无焊接全面﹑均匀。
3.调整好切脚机并启动切脚机,将第一次过炉的线路板放入切脚机架子上,用手柄将线路板推入切脚机内,然后抽出,用游标卡尺量其管脚高度应是1.5~1.8mm,假设不符则重调整切脚机高度。
在切脚符合要求后重复第2 步过第2 次锡炉。
日期:日期:日期:1.将已过锡炉和切好脚的线路板检查有无漏插件。
共11 页第4 页2.将全部高离线路板外表的元器件用电烙铁修理,并按紧贴板面。
3.焊锡时留意电烙铁不要过热,焊锡不要太久,以免铜箔翘皮。
日期:日期:日期:共11 页第5 页1.撕去板底皱纹纸,用电烙铁将无插元器件的焊孔挑开。
2.如是数码管类,先把数码管和发光二极管插上线路板〔留意极性,不要插反。
〕,套入模具,并检查它们有无对准模具孔位,然后用电烙铁焊接其各个管腿。
3.如是VFD显示屏类,则先在线路板面相应垫VFD屏的地方贴一条海绵垫,把VFD显示屏各管脚对准线路板相应孔位插入并焊接好。
电子厂检测设备管理作业指导书范本(WORD档)-12页word资料
用于评定产品质量的检验用设备﹑仪表﹑量具及装置;品管部﹑研发部用于产品品质参数及研发测量之检测
用设备﹑仪表﹑量具和装置为二级检测设备。
4.一般检测设备(C 级) 使用于工艺参数控制和监督用仪器﹑仪表和工具称之。制造部门等使用于制程工艺监控(如生产设备上的电
流表,电压表,压力表和温度表等)之仪表设备为一般检测设备。
A.校室须将所有外校之校验报告资料归档,以利资料之调阅。 B.外校之检测设备须在检测设备『年度外校计划表』上,填写外校日期,以备查证之用。 六、注意事项 1.仪校室须对不合格设备进行必要之维修,修复后必需重新接受校验,并缩短该设备校准周期三个月,以便更 好控制其量测之准确度;该项设备无法修复,则需停止使用,并提出报废之处理。
生效版本: B
页数: 第7 页
生效日期: 2019-7-28 附件二 检测设备内校作业流程图
仪校室
发出检测设备校验 通知单
使用单位
依校验日期送交
收件登录
进行校验
填写仪器检定记录
判定
不合格
合格
贴校验合格证标签
通知领回
贴停用证标签
填写检测量仪失效 通知单
通知领回
签收领回 结束
本页生效版次
4.检测设备外校作业程序 ①外校申请
仪校室根据权限主管审核通过后之检测仪器「年度外校计划表」,将外校检测设备送外校正。 ②外校
A.外校服务单位必须为能追溯国家或国际标准的校准机构﹑或原检测设备制造厂。 B.仪校室向外委托校验时,须向外校服务单位索取收件单,以做为领回之凭证。 ③检测设备核对与领回 A.当外校服务机购完成校验,通知领回检测设备时,校验室必须携带收件单领回检测设备。 B.仪校室领回检测设备时,须核对以下项目。
xxx电子厂作业指导书.xls

作 業 指 導 書W-EN-001-00-ATX30012ED-H29作 業 指 導 書W-EN-001-00-ATX30012ED-H30E NTECK ENTECKENTECK作業指導書W-EN-001-00-ATX30012ED-H31W-EN-001-00-ATX30012ED-H32W-EN-001-00-ATX30012ED-H33作業 內 容1.檢查元件面的所有元件. a.無漏插.反向.b.定點目視:C1,C15,C13,C10,C15,C26,C25,C26,C27,C50,C29, C30,C31,C32,C32A,C35,C33,C37,C39,C45,C60, 其極性及規格. .c.線材無脫落.損傷.d.所有零件不可歪斜(角度不可超過5~10度),特殊要求除外.e.散熱片不可歪斜.(角度不可超過5度)f.所有零件一律不得浮插.(除小電晶體規定浮插的元件外)g.零件面不可有污穢之臟物.h.PCB 板不得破損斷裂.I.從鏡子內檢查元件腳有無露出PCB,若未露出PCB, 作為不良品處理.(注:對輸出電容定點檢查其極性及規格.)5.對不良元件隔離.修理.6.針對補加的元件必須檢查所掉的元件是否掉在元件面上.3.檢驗后對良品用臘筆在PCB 右下角做" V "記號. 注意: 1.對不良品在檢驗記錄本上做記錄 2.掉落于地上的元件置於紅色料盒. 3.作業時須佩戴靜電環,且須接地良好.規格數量品名料 號規 格位置符號用量 備 注1靜電環112蠟筆123鑷子134料盒145鏡子156789作 業 指 導 書W-EN-001-00-ATX30012ED-H34機種名稱制程站別版本xxx 年5月19日開始實施核准審查制段別頁次PS0ATX0300D0012-D002卡散熱片治具3xxx 年5月19日修改表裝插34OF 35品保簽核治工具作 業 內 容1.將T1,T2扶正並壓平貼PCB.2.將治具卡于HS1與HS2間,使兩散熱片插正.3.插兩牙簽于F-M FAN 孔位.(見綠色圖示)注 意 事 項1.變壓器必須扶正. FAN2.散熱片必須用治具卡正.3.掉落在地上的元件置于紅色料盒.4.作業時須佩戴靜電環,且須接地良好.規格數量品名料 號規 格位置符號用量1靜電環11卡散熱片治具HS1&HS212料盒22牙簽234567W-EN-001-00-ATX30012ED-H35機種名稱制程站別版本xxx 年5月19日開始實施核准審查制段別頁次PS0ATX0300D0012-D002扶零件3xxx年5月19日修改節拍17'S/台表裝插35OF 35品保簽核在圖綠色所示為插牙簽處治工具 備 注作業內容1.將所有元件扶正並壓平貼PCB(特殊元件除外)重點檢查: D9,F1,C24,C29,R5,R5A,C87A,VR44,C85,L35,L77.不可歪斜超出PCB;2.將AC開關和輸出線材互繞.(拉速:14.4mm/s)注意事項1.所有元件必須扶正.2.散熱片必須用治具卡正.3.掉落在地上的元件放於紅色料盒.4.作業時須佩戴靜電環,且須接地良好.治工具備注規格數量品名料號規格位置符號用量1靜電環112料盒223紅色料盒134567。
产品作业指导书(电子产品生产)
QB/H 海红技术股份标准
QB/H.JS.05.03-2015
技术标准
质量环境职业健康安全两化融合
产品作业指导书
(电子产品生产)
2015-01-01发布2015-01-01实施
海红技术股份发布
海红技术股份
产品作业指导书
(电子产品生产)
依据相关产品标准及公司生产设施编写
2015年1月1日发布 2015年1月1日实施
目录
1 SMT贴装作业指导书 (3)
2插件作业指导书 (5)
3波峰焊接作业指导书 (7)
4手工焊接作业指导书 (8)
5 交流配电监测系统及监测模块检测、老化作业指导书 (10)
6 直流配电监测系统及监测模块检测、老化作业指导书 (12)
SMT贴装作业指导书
一、STM贴装工艺流程
二、STM贴装工艺要求
一、工位操作容
1. 先开气,再开机,检查设备里面有无杂物,做好清洁,确保无误后开机-设备
归零-选择生产程序
2. 程序名称为:在菜单中选择所要生产的程序
3. 每次使用时确认机台程序名称与版本一次,核对上料位臵一次,基板编号与材料。
【优质文档】电子作业指导书-word范文模板 (9页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==电子作业指导书篇一:电子作业指导书模板电子有限公司作业指导书文件编号:QS-WI-20 版本: A/0 受控状态:编制:审核:批准:发布日期:201X-4-25 实施日期:201X-5-1目录变压器工艺流程注:★为关键工序篇二:电子装配作业指导书1插件作业指导书一、生产用具、原材料生产线、元件切脚整形机、镊子、电子元件、线路板、自熄管二、准备工作1、将需整形的元件整形.2、了解新产品插件注意事项,对特殊材料对人员的职能培训. 投料前检查品保检验合格单,产品批号,了解物料的完整性及可靠性.三、操作步骤1、按PCB板标识图及样品整流器,把各元件插入PCB板中,达到样品或要求的规定的成型高度.四、工艺要求 : 1、元件的整形、排列位置严格按文件规定要求,不能损伤元器件.2、二极管、三极管、电解电容、电感是有方向性,必须按PCB板上的方向进行插件.3、无极性元件的在插件的过程中,必须保持一致性.元器件不得有错插、漏插现象.5、不同包装的三极管不得混用,发现异常元件及异常外型材料及时反馈组长,由技术部、品保部、物控部决定处理.6、每天下班前清理工作台面,并及时把多余元器件上交组长处理.7、完工后清理设备及岗位.五、注意事项1、后工序员工或检验员发现漏插元器件不能擅自将元器件插入线路板,必须经组长鉴别.2、每批次组长负责与技术部一起制作首板,以后批量制作严格按首板插件标准执行,每批制作前必须经过首检合格后方可批量投入生产.3、杜绝元件插件不到位,漏插、插反,插错,碰脚流入下一道工序.4、注意操作员工双手及操作工具、设备卫生,确保产品清洁浸焊、切脚、波峰焊作业指导书一、生产用具、原材料焊锡炉、排风机、空压机、夹子、刮刀、插好元器件的线路板、助焊剂、锡条、稀释剂、切脚机、斜口钳、波峰焊机.二、准备工作1、按要求打开焊锡炉、波峰焊机的电源开关,将温度设定为255-265度(冬高夏低),加入适当锡条.2、将助焊剂和稀释剂按工艺卡的比例要求调配好,并开起发泡机.3、将切脚机的高度、宽度调节到相应位置,输送带的宽度及平整度与线路板相符,切脚高度为1-1.2mm,将切脚机输送带和切刀电源开关置于ON位置.4、调整好上、下道流水线速度,打开排风设备.5、检查待加工材料批号及相关技术要求,发现问题提前上报组长进行处理.6、按波峰焊操作规程对整机进行熔锡、预热、清洗、传送调节速度与线路板相应宽度,直到启动灯亮为止.三、操作步骤1、用右手用夹子夹起线路板,并目测每个元器是否达到要求,对不达到要求的用左手进行矫正.2、用夹子夹住插好件的线路板,铜泊面喷少许助焊剂,用刮刀刮去锡炉锡面上的氧化层,将喷好助焊剂的线路板铜泊面浸入锡炉,线路板板材约浸入0.5mm,浸锡时间为2-3秒.3、浸好锡后,手斜向上轻提,并保持平稳,不得抖动,以防虚焊、不饱满.4、5秒后基本凝固时,放入流水线流入下一道工序.5、切脚机开始进行切脚操作,观察线路板是否有翘起或变形.6、切脚高度为1-1.2mm,合格后流入自动波峰焊机7、操作设备使用完毕,关闭电源.四、工艺要求1、助焊剂在线路板焊盘上要喷均匀.2、上锡时线路板的铜板面刚好与锡面接触0.5mm即可,不得有锡尘粘附在线路板上.3、不得时间过长、温度过高引起铜铂起泡现象,锡炉温度为255-265度(冬高夏低),上锡时间2-3秒.4、焊点必须圆滑光亮,线路板必须全部焊盘上锡.5、保证工作台面清洁,对设备定时进行记录.五、注意事项1、焊接不良的线路必须重焊,二次重焊须在冷却后进行.2、操作过程中,不要触碰锡炉,不要让水或油渍物掉入锡炉中,防止烫伤.3、助焊剂、稀释剂均属易燃物品,储存和使用时应远离火源,发泡管应浸泡在助焊剂中,不能暴露在空气中.4、若长期不使用,应回收助焊剂,密闭.发泡管应浸在盛有助焊剂的密闭容器中.5、焊接作业中应保证通风,防止空气污染,作业人员应穿好工作服,戴好口罩.6、链爪清洁储液箱体应经常添加与定期更换,液面高度为槽高的1/2—2/3处,注意调整毛刷与链爪间隙.7、换锡时,注意操作员工安全,避免烫伤.8、经常检验加热处导线,避免老化漏电.9、注意检查锡液面,应不低于缸体顶部20mm.补焊作业指导书一、生产用具、原材料电烙铁、镊子、斜口钳、锥子、支架、切脚好的线路板、焊锡丝、功率(来自: : 电子作业指导书 )表、调压器、测试架、镇流器、毛管。
电子车间灯板作业指导书
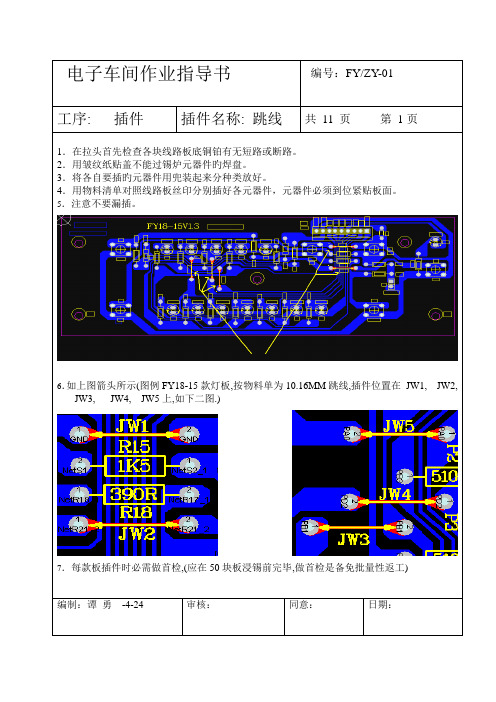
电子车间作业指导书编号:FY/ZY-01工序: 插件插件名称: 跳线共11 页第1页1.在拉头首先检查各块线路板底铜铂有无短路或断路。
2.用皱纹纸贴盖不能过锡炉元器件旳焊盘。
3.将各自要插旳元器件用兜装起来分种类放好。
4.用物料清单对照线路板丝印分别插好各元器件,元器件必须到位紧贴板面。
5.注意不要漏插。
6.如上图箭头所示(图例FY18-15款灯板,按物料单为10.16MM跳线,插件位置在JW1, JW2, JW3, JW4, JW5上,如下二图.)7.每款板插件时必需做首检,(应在50块板浸锡前完毕,做首检是备免批量性返工)编制:谭勇-4-24 审核:同意:日期:枫业电子车间作业指导书编号:FY/ZY-01工序: 插件插件名称: 电阻共11 页第2 页1.检查前工位有无漏插,各元器件参数与否对应物料清单。
2.将各自要插旳元器件用兜装起来分种类放好,摆在面前以便拿取位置, 用物料清单对照线路板丝印分别插好各元器件。
3.各元器件应插到位﹑紧贴线路板表面。
4.如上图示箭头所示(部分),(图例为FY18-13款灯板,按物料单插件,箭头所示为510.代号为R7,R6,如下图1,与1.5K代号R15, 270代号为R19如下图2)5.一定要按照物料单插件,不要错插漏插。
清单:510欧插(R1-R13,R17)共14个。
1.5K 插(R15)共1个。
2K插(R21)共1个。
3.9K插(R14)共1个。
220欧插(R20)共1个。
390欧插(R18)共1个。
680欧插(R16)共1个。
编制:谭勇-4-24 审核:同意:日期:枫业电子车间作业指导书文献编号:FY/ZY-01工序: 插件插件名称: 发光共11 页第3 页二极管1.检查前工位有无漏插,各元器件参数与否对应物料清单。
2.将各自要插旳元器件用兜装起来分种类放好,摆在面前以便拿取位置, 用物料清单对照线路板丝印分别插好各元器件。
如上图箭头所指示(部分),图例为FY18-13灯板。