CAM电子凸轮控制器用户手册
电子凸轮说明书
兴世机械电子凸轮简要说明一.安全和注意1.注意事项本电子凸轮并不是完全的绝对值编码器,它在第一转(没有找到原点时)不会输出信号.2.安全操作请在完全了解明白该手册后,再安装和操作本电子凸轮.二.安装1.控制器安装直接嵌入面板安装,用配带的金属扣固定.2.编码器安装编码器用配套的联轴器安装,请保证编码器轴和设备驱动轴的同心度.三.接线1.接线端子位置:2.电源24V:24V供电电源.0V:电源公共端.3.编码器接线BLK: Black 黑色线RED:Red 红色线WHI: White 白色线A相脉冲+GRY:Grey 灰色线A相脉冲-BLU: Blue 蓝色线B相脉冲+BRN: Brown 棕色线B相脉冲-YLW: Yellow 黄色线Z相脉冲+GRN: Green 绿色线Z相脉冲-其它端子不用接线.如果需要更换电子凸轮旋转方向,请交换WHI和GRY(白色线和灰色线).4.输出信号接线COM:输出信号的公共点,每8个通道共用一个.并且每8个通道内部共用一个保险.0-31: 输出通道.NPN集电极开路输出,最高电压300V/最大电流150mA/最大功率100mW.5.控制信号接线24V:控制信号输入电源.ST:启动,当信号为ON时,控制使能输出,并可以设定参数.B0- B2:程序组选择信号.可以选择0-7程序组,如下表: 端子接0V时激活(ON),悬空不接或接24V无效(--).B0 B1 B2 NO.-- -- -- 0ON -- -- 1-- ON -- 2ON ON -- 3-- -- ON 4ON -- ON 5-- ON ON 6ON ON ON 7程序组信号在ST信号跳变沿读取.四.控制1.启动ST:启动信号,引脚为0V时激活.激活后读取程序组并使能凸轮输出.2.程序组切换先设定好B0-B2的程序组选择信号,再激活ST信号.五.触控面板:进入进角补偿的菜单。
:将变更的参数生效,并保存。
设定参数项改变,在程序时切换至ON/OFF,在进角补偿切换速度/ON的角度/OFF 的角度。
CAM操作指南2

P36
§4-1
一、点的创建—曲线节点
3、曲线节点 ※ 功能:该选项在参数式样条曲线(P曲线)的节点上创建点. ※ 格式:绘图→曲线节点→手动输入→画一N曲线和 参数式曲线P 绘图→点→曲线节点→选参数式曲线P.即可
4、控制点 ※ 功能:该选项在N曲线的控制点上创建点. ※ 格式:绘图→点→控制点→选N曲线. 即可 修整→控制点 → 选中N曲线→对任意控制点点一下→ 动态编修→左键再点一下任意控制点,放到任意位置即可
P37
§4-1
一、点的创建—动态绘点
5、动态绘点 ※ 功能:该选项沿着一条线、圆弧、样条曲线用鼠标在任何地 方创建点. ※ 格式:绘图→点→动态绘点→选曲线→抓点→按Esc
练习11、
6、指定长度 ※ 功能:该选项沿着一条线、圆弧、样条曲线是给定长度创建点. ※ 格式:绘图→点→指定长度→选曲线→输入长度20. 回车
图1
P40
§4-1
四、矩形的创建
※ 格式:绘图 →矩形→ 一点、两点、选项→
一点
选项
P42
§4-1
练习七
练习10、绘制图中的一点矩形(60,30)、两点矩形(20,40) (60,60)5种选项矩形。 1)绘图 →矩形→ 一点→输入(60,30)→点的位置放在左上点 →确定→原点 2)→两点→输入(20,40)(60,60) 3)→选项→产生曲面→开√→确定→两点→输入原点和(60,30)
图2 图1 图3 图4加工
§4-1
一、点的创建—圆周点
12、小弧圆心:在圆弧上创建圆心. ※ 格式:绘图→点→下一页→小弧圆心→选圆R25→执行→输入大 于原来圆的半径R30→执行
Y—不保留圆 N —保留圆 R25
P38
cam操作手册
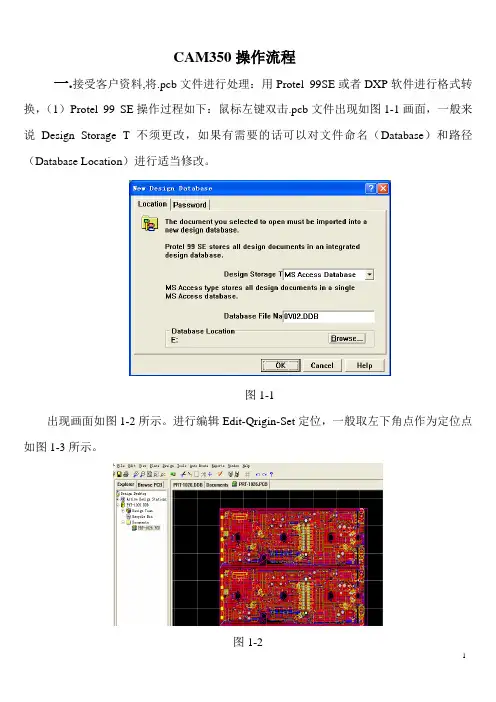
CAM350操作流程一.接受客户资料,将.pcb文件进行处理:用Protel 99SE或者DXP软件进行格式转换,(1)Protel 99 SE操作过程如下:鼠标左键双击.pcb文件出现如图1-1画面,一般来说Design Storage T不须更改,如果有需要的话可以对文件命名(Database)和路径(Database Location)进行适当修改。
图1-1出现画面如图1-2所示。
进行编辑Edit-Qrigin-Set定位,一般取左下角点作为定位点如图1-3所示。
图1-3定位完后,进行Gerber格式的产生。
首先点File--CAM Manger出现Output Wizard 窗口点击Next选则Gerber然后继续Next直到出现如图1-4所示画面,点击Menu选择Plot Layers –All On,一直点Next ,最后点击Finish。
接着右键点击Insert NC Drill,出现画面选择比例2:4点OK。
最后点击右键选择Generate CAM Files (F9) 完成格式的转换。
图1-4(2)DXP软件操作流程如下:点击File-Open-(.PCB)出现如图1-5所示画面,然后进行Edit—Orign-Set 进行定位。
图1-5定位完后,进行Gerber格式的产生。
点击File-Fabrication Outputs-Gerber Files,出现Gerber Steup,在General下选择Format 2:4;在Layers下选择Plot Layers –All On,OK完成。
如图1-6所示。
切换到上一层图继续产生钻孔文件。
点击File- Fabrication Outputs-NC Drill Files,选择2:4比例,最终生成钻孔文件如图1-7所示。
图1-7二. 以GERBER的格式在CAM软件中导入,点击File-Import-AutoImport,出现2-1画面。
CAM详细使用教程
CAM详细使用教程SMT和PCB工程师必备--CAM350详细使用教程一、FILE菜单:1、New(NO)清空原来的所有数据,准备调入新的数据。
热键Ctrl-N2、Open打开当前及以下CAM350版本输出的CAM/PCB文件。
热键Ctrl-O3、Save将当前各层所有数据保存到*.cam/pcb里。
以后打开*.cam/pcb所有数据都在里面。
热键Ctrl-S4、Save as将当前各层所有数据另存为*.cam/pcb文件里。
5、Merge可调入预先准备好的模块、添加标识用的CAM350PCB文件,或制作完的另一个型号的数据的CAM350PCB(可用于把几个处理完的资料拼在一起),调入后用Edit,Change,EXPLODE MERGED DATABASE,就可修改模块中的数据。
6、Import导入文件Autoimport可自动导入CAM350识别的数据文件,包括274D,274X,*.DPF,带刀具的钻孔文件,*.DXF文件,铣边数据等。
数据需在同一目录。
z不要直接选Finish,选NEXT,这样如果软件识别制式不对,还能手动修正。
z所有调入数据不要只看后缀,需要解读ASCII码,来确认数据格式的实质(后缀是可以任意的)Gerber data手动调入各种制式的GBR数据如导入数据的ASCII码中有DCODE定义,都设置为RS274-X,是*.DPF则应设置为Barco DPF,如数据ASCII码有FILE9*设置为Fire9xxx调入数据。
274X、DPF、Fire9xxx的都无须再设置公英制及小数点前后有多少位,只需要告知是RS274X/DPF/Fire9xxx就可直接调入。
调入不自带D码的文件就应设置为RS274的,同时要设好正确制式还要能正确匹配D码文件才能显示正确的图形。
如何判别RS-274D(GBR数据中无D码定义)的制式:z一般GBR数据是LEADING,钻孔数据是TRAILING的,且大都是绝对坐标。
cam操作
第1章Mastercam基本操作1.1Mastercam简介Mastercam是美国CNC Software公司研制开发的CAD/CAM系统。
Mastercam包括3大模块,即DESIGN、LATHE和MILL,它是一套兼有CAD和CAM功能的套装软件。
Mastercam作为基于PC平台开发的CAD/CAM软件,虽然不如工作站软件功能全、模块多,但就其性能价格比来说更具灵活性。
Mastercam对硬件要求较低,且具有操作灵活、易学易用的特点,能使企业很快见到效益。
可以在Windows 98、Windows 2000和Windows NT等操作环境下运行,Mastercam由于其价格相对较低,又是在PC平台下应用,硬件投入小,所以有着巨大的发展潜力。
Mastercam的当前最新版本是9.X,目前较为常用的是8.0版本,在操作上总体区别不大。
提示:本书将以Mastercam 9中文版为蓝本进行讲述。
DESIGN模块中不仅可以设计编辑复杂的二维、三维空间曲线,还能生成方程曲线,同时其尺寸标注、注释等也较为方便。
在其曲面造型功能中,采用NURBS、PARAMETRICS等数学模型,有十多种生成曲面的方法,还具有曲面修剪、曲面倒圆角、曲面偏移、延伸等编辑功能,还可以进行实体造型,同时提供了可靠的数据交换功能。
在Mastercam中可以直接输入中文,并支持Turetype字体。
MILL模块主要用于生成铣削加工刀具路径。
Mastercam支持2轴、3轴、4轴和5轴加工程序的编制。
可以直接加工曲面及实体,提供多种刀具路径形式和走刀方式。
同时还提供了刀具路径的管理和编辑、路径模拟、实体加工模拟和后处理等功能,Mastercam可以直接与机床控制器进行通信。
LATHE模块主要用于生成车削加工刀具路径。
可以进行精车、粗车、车螺纹、径向切槽、钻孔、镗孔等加工功能。
在最新的9.0版本中,还有WIRE线切割加工模块与ROUTER冲床加工模块。
光洋电子凸轮简易操作说明书
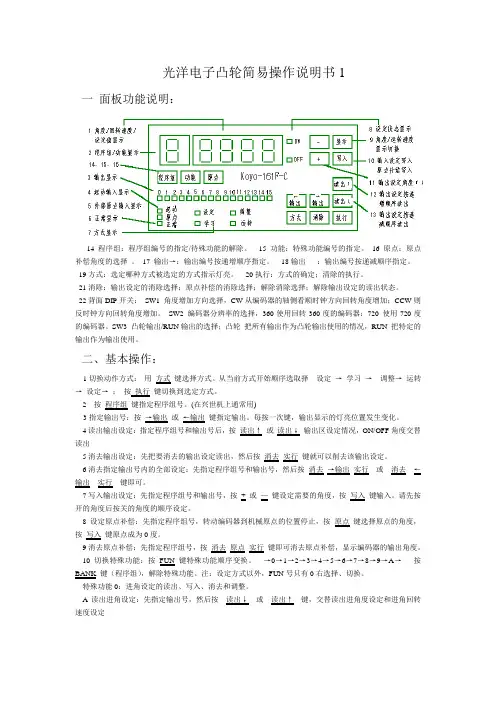
光洋电子凸轮简易操作说明书1一面板功能说明:14 程序组:程序组编号的指定/待殊功能的解除。
15 功能:特殊功能编号的指定。
16 原点:原点补偿角度的选择。
17 输出→:输出编号按递增顺序指定。
18输出:输出编号按递减顺序指定。
19方式:选定哪种方式被选定的方式指示灯亮。
20执行:方式的确定;清除的执行。
21消除:输出设定的消除选择;原点补偿的消除选择;解除消除选择;解除输出设定的读出状态。
22背面DIP开关:SW1 角度增加方向选择,CW从编码器的轴侧看顺时钟方向回转角度增加;CCW则反时钟方向回转角度增加。
SW2 编码器分辨率的选择,360使用回转360度的编码器;720 使用720度的编码器。
SW3 凸轮输出/RUN输出的选择;凸轮把所有输出作为凸轮输出使用的情况,RUN 把特定的输出作为输出使用。
二、基本操作:1切换动作方式:用方式键选择方式。
从当前方式开始顺序选取择设定→学习→调整→运转→设定→;按执行键切换到选定方式。
2 按程序组键指定程序组号。
(在兴世机上通常用)3指定输出号:按→输出或←输出键指定输出。
每按一次键,输出显示的灯亮位置发生变化。
4读出输出设定:指定程序组号和输出号后,按读出↑或读出↓输出区设定情况,ON/OFF角度交替读出5消去输出设定:先把要消去的输出设定读出,然后按消去实行键就可以削去该输出设定。
6消去指定输出号内的全部设定:先指定程序组号和输出号,然后按消去→输出实行或消去←输出实行键即可。
7写入输出设定:先指定程序组号和输出号,按+ 或—键设定需要的角度,按写入键输入。
请先按开的角度后按关的角度的顺序设定。
8设定原点补偿:先指定程序组号,转动编码器到机械原点的位置停止,按原点键选择原点的角度,按写入键原点成为0度。
9消去原点补偿:先指定程序组号,按消去原点实行键即可消去原点补偿,显示编码器的输出角度。
10切换特殊功能:按FUN 键特殊功能顺序变换。
→0→1→2→3→4→5→6→7→8→9→A→按BANK 键(程序组),解除特殊功能。
CNC Machine 电子控制器说明书
·全防水设计,适应各种气候环境;(注:浸水工作后尽快将电调洗净吹干,防止插头氧化);·电调内部功率板上覆有好盈专利技术的铜质导热汇流条,便于将内部热量迅速传导到由铝合金材质CNC切削完成的一体化网格状外壳散热器,散热效果更甚一筹;·配备先进安全的电子开关,彻底解决了传统机械式开关在多尘、潮湿等恶劣环境下频发的簧片卡死、触点锈蚀、以及因剧烈撞击而导致机械开关意外关闭等问题;·非常细腻的拖刹力度以及拖刹加速度调节,满足不同的车型、不同的场地以及不同的操控习惯;·PWM频率可调以及先进的DEO功能,提供更加完美的油门线性以及更出色的操控性能;·创新的“真车模式”,使车辆下坡控制更加平稳,同时为模型车提供新的玩车乐趣。
·具备遥控(第三通道/空闲通道)实时调整拖刹力度功能,面对不同场地不同需求时轻松切换拖刹力度。
·多重保护功能:电池低压保护、过温保护、油门失控保护;·具有独立的参数设定接口,连接参数设定卡时无需将电调控制线从接收机中拔出,使用更为方便;·可使用电调上的SET按键设置电调参数,且有单键恢复出厂默认参数的功能;·兼容便携式车用电调编程设定卡(显示屏为数码LED),设定卡具有友好的人机界面,方便外场使用。
故障现象解决方法可能原因1、电池电压没有输入到电调;2、电调开关损坏。
1、检查电源输入通路是否有焊接不良情况,并重新焊好;2、更换开关。
将电调的油门排线按正确方向插到接收机的“油门(TH)”通道(Throttle,通常为CH2);上电后指示灯不亮,电机无法启动。
2、利用LED参数设定卡恢复出厂设定设定卡与电调连通后,按下“RESET”键,然后再按下“OK”保存,即可恢复出厂设置。
·油门扳机处于中点区域,红色LED熄灭。
·前进时,红色LED闪烁;当油门处于正向最大(100%油门)时,红色LED变成恒亮。
NJ501电子凸轮CAMIN功能块使用
NJ501电子凸轮CAMIN功能块使用一.实验目的:设备为砂轮磨边机,磨一个330°圆弧以及一条直线,需要用到CAMIN功能块来实现电子凸轮的功能。
二.实验设备:主机PLC:NJ501-1300三.实验步骤:1.制作凸轮表,主轴为旋转轴,做圆周运动,从轴根据主轴旋转角度的不同做凸轮运动。
2.编写程序,使用MC_CAMIN功能块切入凸轮,使用MC_MOVEVELOCITY功能块是主轴运动,分别使用Bit_1触发MC_MOVEVELOCITY功能块执行,根据手册使用MC_MOVEVELOCITY执行完成标志位来触发MC_CAMIN功能块执行。
3.联机使用时发现触发Bit_2后Out_1输出,但是MC_CAMIN功能块不执行,只有主轴做直线运动,而从轴不运动,见实验结果1.4.更改MC_CAM触发条件,不使用MC_MOVEVELOCITY执行标志位做触发条件,强制执行MC_CAMIN功能块,首先触发Bit_2使主轴运动,然后触发Out_1是MC_CAMIN执行,但是发现MC_CAMIN依然不执行。
5.调整触发顺序,首先触发Out_1使凸轮表先执行,再执行Bit_2使主轴运动,此次凸轮表正常运动,从轴根据设定凸轮表轨迹运动,见实验2.四.实验结果:1.使用MC_VELOCITY执行标志位触发MC_CAMIN,结果只有主轴运动而从轴不运动。
2.调整触发顺序后,凸轮表正常执行,从轴根据凸轮表运动。
五.实验总结:1.使用电子凸轮,必须先执行MC_CAMIN功能块,然后再运动主轴;2.由于实验使用虚轴做仿真运动,根据功能块操作手册编写程序不能正常执行,因此对手册的例子说明的正确性有待确认。
凸轮及同步控制指导说明
目录凸轮及同步控制指导说明 (3)1 凸轮简介 (3)1.1 凸轮基本原理 (3)1.2 了解机械参数 (4)2 三种基本模式 (6)2.1 旋切/飞剪 (6)2.1.1 试运行 (9)2.1.2 显示 (14)2.1.3 配置功能 (15)2.2 追剪 (31)2.2.1 试运行 (32)2.2.2 显示 (37)2.2.3 配置功能 (38)2.3 通用凸轮 (50)2.3.1 界面介绍 (50)2.3.2 试运行 (53)2.3.3 配置功能 (55)3 故障处理 (58)4 常见问题 (59)5 功能码 (60)龙门同步控制说明 (69)1 基本原理 (69)2 系统配线图 (69)3 参数的设定 (71)4 对位回零方式 (73)5 后台监控通道 (75)6 步骤 (75)凸轮及同步控制指导说明1凸轮简介本说明书介绍了如何正确使用汇川电子凸轮专用伺服驱动器。
在使用(安装、运行、维护、检查等)前,请务必认真阅读本说明书。
另外,请在理解产品的特性后再使用该产品。
本产品的主要特点有:(1)伺服驱动器与运动控制器结合为一体化控制器。
(2)使用高精度电子凸轮生成运动轨迹,速度、加速度曲线都平滑变化,使电机的速度指令、转矩指令没有阶跃变化,可以大幅度减小机械缓冲。
(3)支持自由曲线规划、同步旋切、自动追剪、等电子凸轮功能。
(4)可跟踪标点位置(色标、孔位及凸点等)实时调节进行剪切。
可用于印刷纸、包装袋等需要补偿印刷/位置偏差的剪切。
(5)支持相位调整功能。
可用于医用卫生纸等没有色标但需要补偿位置偏差的剪切。
(6)支持Modbus、与PLC,HMI等通讯,实时修改凸轮数据、方便灵活使用。
(7)剪切长度范围可达到65535.000mm,设定可精确至um单位。
(8)可包含人性化的订单自动切换功能。
(9)自由曲线规划功能,大容量EEPROM可使设置的点数多达272个。
(10)人性化的图形规划界面、自由上传、下载的功能使用户在使用时更加形象、具体、方便。
CAMWORKS使用手册-part-03
免责声明(Disclaimer)几何公司(Geometric Technologies,Inc.)并没有担保,既没有明示也没有暗示关于本手册。
几何公司保留以它认为合适的方式来修订和完善产品的权利,修改本文所包含的信息规范不另行通知。
由于持续的产品开发,本手册的规格和功能描述更改恕不另行通知。
商标(Trademarks)以下和其他产品的名字和公司引用所有专有的商标注册或他们的各自的主人。
CAMWorks®是几何有限公司的注册商标。
SolidWorks®是达索系统公司下SolidWorks集团的注册商标。
FeatureManager™是DS SolidWorks和宾利系统公司共同拥有的一个商标。
所有其他品牌和名称都是都是相应企业的财产。
目录第一章学习铣-车基础 (4)铣-车 1 (4)您将学习 (4)生成刀具轨迹和NC代码的步骤。
(4)步骤1、在SolidWorks中建模或导入模型 (5)步骤2、切换到CAMWorks特征树 (5)步骤3、定义机床 (6)步骤4、定义毛坯 (7)步骤5、并以可加工特征 (8)使用AFR (9)交互(手动)定义特征 (9)在铣削零件设置1中插入包裹特征 (10)在铣削零件设置2中插入2.5轴特征 (11)步骤6、生成操作计划/修改操作参数 (11)步骤8、刀具轨迹后处理 (13)铣-车 2 (14)您将学习 (14)插入多包裹特征 (14)调整操作参数并使用C轴加工 (15)铣-车3 (16)您将学习 (16)使用2D草图插入一个包裹特征 (16)打开一个实体模型的圆柱面并创建一个包裹特征 (16)调整操作参数并使用C轴加工 (18)第二章学习更多的铣-车 (20)铣-车4 (21)您将学习 (21)插入2.5轴和多面可加工特征 (21)为3轴操作插入包容和避让区 (22)调整操作参数并使用Y轴加工 (22)铣-车5 (23)您将学习 (23)调整引导定位来加工一个包裹的雕刻特征 (23)插入一个包裹的雕刻特征到加工文本 (24)为铣削设置插入一个平面来控制分度/旋转角度Index/Rotational Angle (25)插入2.5轴包裹雕刻特征 (25)使用C轴加工 (26)索引 (28)第一章学习铣-车基础本章提供了逐步学习CAMWorks加工多轴特征的功能的机会。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
-目录第一章序言 (3)1.1开箱检查注意事项 (3)1.2安装环境要求 (3)1.3安装使用警告 (4)1.4接口设计注意 (4)第二章功能及规格 (6)2.1功能表 (6)2.2规格表 (7)第三章安装与接线 (8)3.1安装尺寸 (8)3.2部件连接示意图 (9)3.3主控制器接口端子说明表 (10)3.4接口电路 (11)3.5传感器外形尺寸 (11)第四章系统接口 (12)4.1顶点补正动作时序图 (12)4.2顶点补正功能配线范例 (13)4.3顶点补正功能 (14)4.3.1 功能说明 (14)4.3.2顶点补正功能 (14)4.3.3 PLC程序范例 (15)第五章参数设置 (16)5.1 键盘功能说明 (16)5.2 数码显示 (16)15.3 进入设置 (17)5.4 凸轮参数设定 (17)5.4.1 裁剪凸轮输出设定 (17)5.4.2生产计数到达功能设定 (20)5.5 系统参数设定 (20)5.5.1系统菜单进入 (20)5.5.2系统参数设置表如下 (21)5.5.3系统菜单说明 (21)5.5.4旋转方向设定 (21)5.5.5控制器180度校准 (22)5.5.6计数点设置 (22)5.5.7控制器其它参数 (22)第六章保护及报警处理 (23)6.1保护及报警说明 (23)6.2保护及故障代码表 (23)2第一章序言谢谢您选用大祺自动化公司生产的CAM888凸轮控制器(以下简称控制器),该控制器是我公司采用最新技术,完全自主知识产权的产品;并且通过了欧盟CE认证,具有以下特点:●技术领先☆主控制器与显示面板单独安装.☆先进的系统结构,简化用户主机布线.☆凸轮角度设置动态指示,使设置更加人性化.☆超强的可靠性,多重保护.●多功能2路刹车输出,可编程裁剪凸轮6路输出,裁剪凸轮6路输出,1路生产计数到达输出,系统正常指示1路输出.共计16路输出.在使用控制器之前,请您仔细阅读该手册,以保证正确使用并充分发挥其优越性能。
另外,本手册为随机发送的附件,务必请您使用后妥善保管,以备今后对控制器进行检修和维护时使用。
1.1 开箱检查注意事项在开箱时,请认真确认:◇在运输中是否有破损现象;◇检查本机铭牌的额定值是否与您的订货要求一致,附件齐全;◇若发现有任何问题,请速与我们或供货商联系解决。
1.2 安装环境要求◇海拔不超过1000米;当海拔高度超过1000米时,由于空3气稀薄造成控制器的性能变差。
◇周围环境温度: -10℃~+40℃相对湿度:40℃时不超过50%,20℃以下时不超90%。
◇安装基础允许振动为10~150HZ时,其最大振动加速度应不超过5m/s²。
◇电源:DC24V/1A◇大气:周围空气中无导电尘埃、酸、腐蚀性及爆炸性气体。
1.3 安装使用警告◇必须安装在不可燃物上,不要把可燃物放在附近,不要安装在有爆炸性气体或粉尘的场合,严禁安装在可能使部件受潮的场合,切不可将金属异物掉进控制器内部,不要安装在有阳光直射或高温的场合。
◇非专业人员不得拆卸,安装本控制器以防麻烦发生。
◇不可压迫或放置重物在电缆线上,会导致漏电或火灾。
◇控制器外部配线要安装短路保护的断路器和其它安全措施。
安全起见,本控制器应采取固定式安装,电缆需放在导管内,以免受机床压磨。
◇要将控制器固定在安装孔上,以防滑落,操作不当和受损。
◇控制器和其它设备间保持适当距离,以防麻烦发生。
◇安装在有静电,声讯,磁场,辐射等之位置,要作适当之屏蔽,以防导致操作错误。
1.4 接口设计注意◇使用DC24V/1A电源为系统供电。
◇为避免控制器受干拢,请在重负载及电感性负载端接滤波器。
交流接触器和交流电磁阀要加阻容吸收装置。
电阻取22Ω/2W,电容取0.1μF/3KV。
吸收装置必须安装在靠近接触器线圈或阀线4圈一侧。
◇控制器的连接电缆线的长度应量短,不要和强电平行走线,如有困难。
应分别要金属软管穿线,并将金属软管分开接大地。
特别需要注意的是,传感器线的接地极其重要,保证传感器联接线的屏蔽线良好接地。
◇电子凸轮控制器属精密控制装置,各接口严禁带电拔插,以防损坏!如需检查设备,配线等,请务必关闭电源!5第二章功能及规格2.1功能表✧冲程数/角度值显示:连续或寸动方式时冲程大于8次/分钟时,显示冲程数,否则显示角度值,其它工作方式显示角度值。
✧生产计数显示:6位数,最大计数999999。
✧★刹车信号:2路冗余输出。
✧顶点定位:可自动补偿顶点定位时偏差。
✧凸轮设定:可编程裁剪凸轮输出6路,裁剪凸轮输出6路。
✧1路生产计数到达输出。
✧下止点(180度)设定。
✧角度传感器正/反转设定。
✧系统参数密码保护。
✧系统异常报警。
✧通讯:RS-485总线通讯接口。
62.278第三章 安装与接线3.1 安装尺寸3.1.1 主控制器采用标准导轨安装, 3.1.2 显示盒开孔安装,外形尺寸如下:开孔尺寸:132x138mm93.2 部件连接示意图配线注意:1.电源端采用直流24V 供电,请注意电压规格,正负极性 2.为避免控制器受干扰,请在重负载及电感性负载端作放电处理。
10113.4 接口电路3.5 传感器外形尺寸第四章系统接口4.1顶点补正动作时序图12134.2 顶点补正功能配线范例:4.3顶点补正功能4.3.1功能说明a. I2 ON(寸动方式----不作补点补正(BR1,BR2, ON)b. I2 OFF I3 ON (单次方式)c. I2 ON=>OFF, I3 ON(连续方式)----作顶点补正(顶点定位凸轮到达时,BR1,BR2, ON=>OFF ,等待 I3 OFF后,BR1,BR2, OFF=>ON4.3.2顶点补正功能144.3.3PLC程序范例:LD X003 LD X001 OUT Y002 OR MO LDI X001 AND Y000 OUT TO K3 AND X006 LDI X004 OUT MO AND X000 LD X006 OUT T1 K3 ANI MO LDI X004 OR X004 OR X005 ANI X005 OR X006 OUT Y001 AND Y006 ENDLD X000ANI T1ORBAND X002AND X010ANI TOOUT YO1516第五章 参数设置5.1键盘功能说明5.2 数码显示上部三位发光数码显示器用于显示冲程数/角度值:连续或寸动方式时冲程大于8次/分钟时,显示冲程数,否则显示角度值,其它工作方式显示角度值,下部六位下发光数码显示器用于显示工作计数。
在设置状态上下发光数码显示器用于显示用户所需的多种信息。
同时在设置状态下,显示闪动位置表明当前参数焦点,用于指示用户光标所处的位置。
5.3 进入设置在设备空闲状态下,同时按住和键保持3秒以上的时间,控制器进入设置状态。
这时上面四位数码显示会闪烁,再用或键选择菜单后,按进入子菜单。
5.4 凸轮参数设定凸轮参数共1组,F01-F06为可裁剪凸轮,F07-F12为普通凸轮。
17凸轮参数的设置步骤:置的凸轮编号。
单,这时子菜单项节的项目节,这时子菜单项按选择要调节参数调节,键回主选择其它凸系统自19下面以设置F05可裁剪凸轮参数为例说明设置过程:设置F05参数为:起始角度= 90度 (bbb)结束角度= 270度(ccc)裁剪计数= 15 (ddd)a.在设备空闲状态下,同时按住和键保持3秒以上的时间,控制器进入设置状态。
这时上面三位数码显示会闪烁,再用键选择F05,按进入子菜单。
b. 这时子菜单的起始角度(bbb)闪烁,按进入进入调节,这时右侧起始角度数值会闪烁,用或键调节参数,长按或键数值会快速变化,调节数值到90,按键返回子菜单。
c. 这时子菜单的起始角度(bbb)闪烁,用或键选择子菜单项目,调到结束角度(ccc)闪烁,按进入进入调节,这时右侧起始角度数值会闪烁,用或键调节参数,长按或键数值会快速变化,调节数值到270.按键返回子菜单d.这时子菜单闪烁,用或键选择子菜单项目,调到裁剪计数(ddd)闪烁,按进入进入调节,这时右侧起始角度数值会闪烁,用或键调节参数,长按或键数值会快速变化,调节数值到15.按键返回子菜单.e. 在子菜单下,按键返回主菜单,再次长按键,系统退出设置,自动保存数据,设置完成。
提醒:在你调节起始角度时圆周的36个指示灯会动态显示你要调节的凸轮范围,显示更直观。
5.4.2生产计数到达功能设定a.系统菜单中的FC为生产计数到达功能选项.b.进入菜单FC 设置项,用键切换计数值的位数,再用或键调节计数值,设置好后,按确认,退出自动保存。
2021b .计数到达时, 刹车信号(BR)和FC 输出,同时计数值闪烁; 5秒种后, 计数自动复位清零, 刹车信号(BR)和FC 终止输出,系统恢复正常工作. 5.5 系统参数设定系统参数是控制器工作的重要参数,只有在系统需要调试时才需要改变,系统参数设有密码保护。
5.5.1 系统菜单进入a .在设备空闲状态下,同时按住和键保持3秒以上的时间,控制器进入设置状态。
b .这时上面三位数码显示会闪烁,再用或键选择菜单后,在菜单中选择P01,按进入菜单项.c. 用或键输入系统设置密码,按键返回主菜单.d. 这时再用或键选择菜单,在主菜单中就会出现P02,P03,P11,P12的菜单项。
注意:系统设置密码请与我们或供货商联系获取。
5.5.2系统参数设置表如下:5.5.3 系统菜单说明a.系统菜单中P02,P03是可设置参数项,P11,P12的只读项。
b.可设置参数项用于设置参数或系统状态,只读项仅仅用于察看控制器相关参数。
225.5.4旋转方向设定在安装控制器,发现曲轴的旋转方向和控制器指示方向不一致时,重新设定P02菜单中的方向值。
具体方法如下:a . 用5.5.1中的方法进入系统菜单。
b. 这时上面三位数码显示会闪烁,再用或键选择菜单,在菜单中选择P02,按进入菜单项.c . 用或键选择0或1,注意:如果曲轴的旋转方向和控制器指示方向不一致,原值为0则选1,原值为1则选0,按键返回主菜单. 再按键退出设置,系统自动保存数据,设置完成。
5.5.5 控制器180度校准控制器采用的传感器的安装位置,和曲轴特定位置的并不能完全对应,一般要进行180度(下止点)校准。
压力机一般按180度进行校准。
具体方法如下:将压力机选择在寸动方式工作,用点动方式调整压力机的滑块到最低点(180度).a. 用5.5.1中的方法进入系统菜单。
b . 这时上面三位数码显示会闪烁,再用或键选择菜单,在菜单中选择P03,按进入菜单项.c . 这时会出现180显示,并且闪烁,按键后180停止闪烁。
d. 长按键退出设置,系统自动保存数据,设置完成。