凹凸体
锉配凹凸体的加工工艺步骤
锉配凹凸体的加工工艺步骤
锉配凹凸体的加工工艺步骤如下:
1. 确定形状和尺寸:根据设计要求和图纸,确定凹凸体的几何形状和尺寸。
2. 选择锉具:根据凹凸体的形状和尺寸,选择合适的锉具,如平面锉、半圆锉、方头锉等。
3. 固定工件:将要加工的凹凸体固定在工作台上,可以使用夹具或者其他适当的固定装置。
4. 粗锉:用粗锉先行去除工件表面多余材料,将凹凸体的整体形状进行粗加工。
5. 精锉:用细锉对凹凸体进行细致加工,将凹凸体的表面进行光洁度的加工。
6. 清洁:对加工后的凹凸体进行清洁,去除锉屑和粉尘。
7. 检验和修正:对加工后的凹凸体进行检验,检查形状和尺寸是否符合要求,如出现偏差则进行修正。
8. 表面处理:对凹凸体进行表面处理,如打磨、抛光等,以提高其外观质量和耐腐蚀性能。
9. 检验和保养:最后对加工后的凹凸体进行最终检验,确保质量合格,然后进行适当的保养和防护。
以上是锉配凹凸体的加工工艺步骤,具体步骤可能会根据不同的工件形状和加工要求有所差异。
锉配凹凸体
略带球形,以便锤击时作用力容易通过錾子中心线,錾身多呈八棱形, 以防止錾子转动。 • 錾子的切削部分由前刀面、后刀面以及它们交线形成的切削刃组成。 • 图2 -9中切削平面与切削表面重合。 • 錾削时形成的角度有: • ①楔角β0 • ②后角a0
• 一、图纸分析
• 锉削如图所示的工件,保证加工好的工件达到图纸所要求的加工精度。 • 1.锉配 • (1)锉配的定义 • 锉配是利用锉削方法对零件修整或加工后,将两个或两个以上零件按
要求装配在一起,并能达到规定配合要求的一种操作。 • (2)锉配的特点
下一页 返回
任务一 加工前的准备工作
• ①锉配是钳工综合训练项目,它能充分反映操作者的技术水平。 • ②锉配对加工工艺的要求非常严格,制定加工工艺的基本原则是:前
上一页 下一页 返回
任务一 加工前的准备工作
• ③应避免剧烈震动或碰撞,杜绝测量头突然撞击在被测表面上,以防 测杆弯曲变形,更不能敲打表的任何部位。
• ④在遇到测量杆移动不灵活或发生阻滞时,不允许用强力推压测头, 应送交计量部门检查修理。
• ⑤不要把百分表放在磁场附近,以免造成机件磁化,降低灵敏度或精 度。
所示 • 3)錾削姿势 • (1)手锤的握法
上一页 下一页 返回
任务一 加工前的准备工作
• ①紧握法:如图2一13 (a)所示。 • ②松握法:如图2一13 (b)所示。 • (2)錾子的握法 • ①正握法:如图2一14 ( a)所示。 • ②反握法:手心向上,手指自然捏住幸子,手掌悬空,如图2一14 (b) • 所示。 • (3)站立姿势 • 如图2一15所示。 • (4)挥锤方法 • 挥锤有腕挥、肘挥和臂挥三种方法。
钳工锉削凹凸体方法探讨
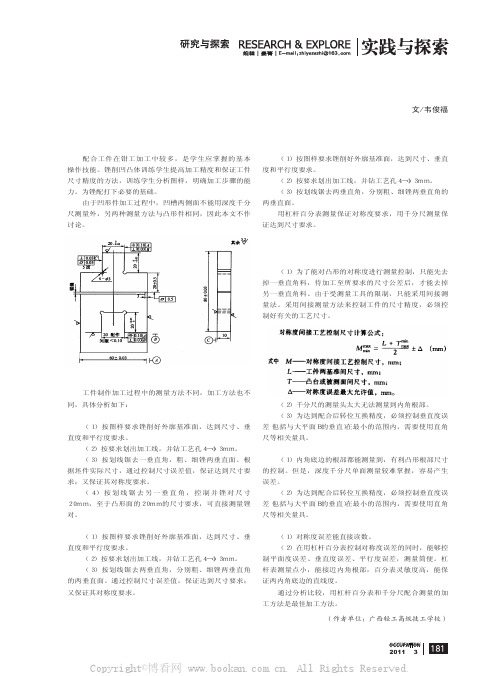
OCCUPATION1812011 3钳工锉削凹凸体方法探讨文/韦俊福配合工件在钳工加工中较多,是学生应掌握的基本操作技能。
锉削凹凸体训练学生提高加工精度和保证工件尺寸精度的方法,训练学生分析图样,明确加工步骤的能力。
为锉配打下必要的基础。
由于凹形件加工过程中,凹槽两侧面不能用深度千分尺测量外,另两种测量方法与凸形件相同,因此本文不作讨论。
一、凸形工件的加工工件制作加工过程中的测量方法不同,加工方法也不同,具体分析如下:1. 用千分尺测量的加工方法(1)按图样要求锉削好外廓基准面,达到尺寸、垂直度和平行度要求。
(2)按要求划出加工线,并钻工艺孔4-φ3mm。
(3)按划线锯去一垂直角,粗、细锉两垂直面。
根据坯件实际尺寸,通过控制尺寸误差值,保证达到尺寸要求;又保证其对称度要求。
(4)按划线锯去另一垂直角,控制并锉对尺寸20mm,至于凸形面的20mm的尺寸要求,可直接测量锉对。
2. 用深度千分尺测量的加工方法(1)按图样要求锉削好外廓基准面,达到尺寸、垂直度和平行度要求。
(2)按要求划出加工线,并钻工艺孔4-φ3mm。
(3)按划线锯去两垂直角,分别粗、细锉两垂直角的两垂直面。
通过控制尺寸误差值,保证达到尺寸要求;又保证其对称度要求。
3. 用杠杆百分表和千分尺配合测量的加工方法(1)按图样要求锉削好外廓基准面,达到尺寸、垂直度和平行度要求。
(2)按要求划出加工线,并钻工艺孔4-φ3mm。
(3)按划线锯去两垂直角,分别粗、细锉两垂直角的两垂直面。
用杠杆百分表测量保证对称度要求,用千分尺测量保证达到尺寸要求。
二、比较分析1. 用千分尺测量的加工方法(1)为了能对凸形的对称度进行测量控制,只能先去掉一垂直角料,待加工至所要求的尺寸公差后,才能去掉另一垂直角料。
由于受测量工具的限制,只能采用间接测量法。
采用间接测量方法来控制工件的尺寸精度,必须控制好有关的工艺尺寸。
(2)千分尺的测量头太大无法测量到内角根部。
锉配凹凸体工作页教案

锉配凹凸体工作页教案一、教学目标1. 知识与技能:(1)使学生掌握锉削的基本方法和技巧;(2)培养学生锉配凹凸体的能力;(3)引导学生了解和掌握锉配过程中的安全注意事项。
2. 过程与方法:(1)通过观察、实践、总结等环节,让学生掌握锉削技巧;(2)培养学生动手操作、团队协作的能力。
3. 情感态度与价值观:(1)培养学生对钳工行业的兴趣和热情;(2)培养学生遵守纪律、安全意识;(3)培养学生耐心、细心、严谨的工作态度。
二、教学内容1. 锉削基本方法:(1)平锉、顺向锉、交叉锉的用法;(2)锉削力度、速度的控制;(3)锉削过程中的安全注意事项。
2. 锉配凹凸体:(1)凹凸体的结构及其锉削方法;(2)锉配过程中,如何保证尺寸精度;(3)锉配过程中的团队合作与沟通。
三、教学重点与难点1. 教学重点:(1)锉削基本方法的掌握;(2)锉配凹凸体的技巧;(3)锉配过程中的安全注意事项。
2. 教学难点:(1)锉削力度的控制;(2)凹凸体锉配的精度把握;(3)团队协作与沟通。
四、教学准备1. 教材或工作页;2. 锉刀、钳子、尺子等工具;3. 练习用的凹凸体样品;4. 安全防护用品。
五、教学过程1. 导入:(1)讲解锉削的基本概念;(2)介绍锉配凹凸体的意义和作用。
2. 锉削基本方法的学习与实践:(1)演示锉削方法,讲解注意事项;(2)学生分组练习,教师巡回指导;(3)总结锉削技巧,回答学生疑问。
3. 锉配凹凸体的学习与实践:(1)演示锉配凹凸体的过程,讲解注意事项;(2)学生分组练习,教师巡回指导;(3)总结锉配凹凸体的技巧,回答学生疑问。
4. 锉配过程中的安全注意事项:(1)讲解锉配过程中的安全知识;(2)学生签名确认已了解安全注意事项;(3)检查学生佩戴安全防护用品。
5. 课堂小结:(1)回顾本节课所学内容;(2)强调锉配过程中的关键技巧;(3)鼓励学生积极参与实践活动,提高动手能力。
六、教学评估1. 学生练习过程中,教师需关注学生的操作技巧、锉配精度以及安全意识的培养。
钳工锉配凹凸体配合盲配
二
凹凸件加工工艺与制作
(一)、锉配凹凸体的加工工艺分析
1、任务分析
( 1 ):图样分析 ( 2 ):技术要求测量方
法 ( 3 ):确定步骤 ( 4 ):提高效率
❖正确的工艺加工方式
❖
盲配凹凸体的加工步骤
三
操作过程
划线
图2 加工凸形面
图3 锉削凸形面
图4 加工凹形面
图5 锉削凹形面
❖图4-1
《钳工工艺与技能训练》
课题:凹凸件盲配
一
任务
锉配技能的重要性 (一)锉配定义:锉配即锉削配作,是用锉削的方法,使两个或多个互配零件达到规
定的配合精度的操作。
(二)钳工锉配技术在工业制造中的重要性
1、 钳工锉配较客观地反映了操作者掌握基本操作技能和测量技术的熟练程度,并 有利于提高操作者分析、判断、综合处理问题的能力。
四
注意事项
1.配锉件的划线要准确,线条要细而清晰两端口必须一次划出。
2.不准用嘴吹锉屑,也不要用手清除锉屑屑。
3 .锉屑时不准用手摸锉过的表面,因手有油污、再锉时打滑。
4 .锉刀不能作橇棒或敲击工件,防止锉刀折断伤人。放置锉刀时,不要使其露 出工作台面,以防锉刀跌落伤脚;也不能把锉刀与锉刀叠放或锉刀与量具叠放。
5 .工、量具摆放整齐,量具要轻拿轻放、不能混放以免影响精度。
6 .注意安全文明生产,打孔时不能戴手套、不能多人操作。
7.** 凹凸体盲配加工的难点在于尺寸的控制。因此,从划线开始,每一步工序 都要适时检测,以保证尺寸准确。
五
总结
钳工技术是工业机械工,模具制造专业的核心课程, 着重于技能的培养,我们学习这些任务的目的是为了更好 的进行实践操作,所以在教学过程中让学生动口、动眼、 动脑为主的学习方法,使学生学有兴趣、学有所获,让学 生能够认知自己的技能在企业实际工作中的的作用和工作 岗位,确立技能娴熟的重要性。
项目八 锉配 任务一 锉配凹凸体 (2)
项目八锉配锉配是钳工的一项重要操作技能。
本项目主要通过凹凸体锉配、四方件锉配、六方件锉配三个锉配任务的练习来介绍相关的锉配工艺知识、操作步骤及要点,从而进一步掌握和提高操作者的锉配技能。
任务一锉配凹凸体通过凹凸体的锉配练习可以进一步提高锉削技能,从而掌握正确的加工和检查方法可以提高锉配技能,提高锉配加工质量,为今后更好地从事钳工装配技术打下一个良好的基础。
学习目标掌握锉配的相关工艺知识;掌握锉配的一般加工步骤。
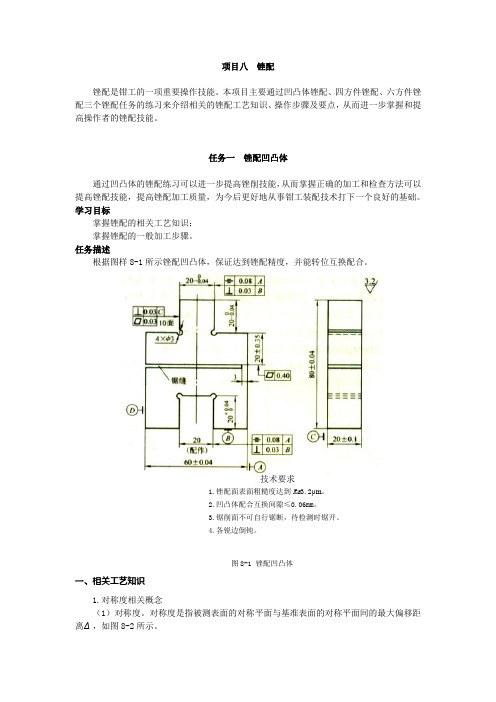
任务描述根据图样8-1所示锉配凹凸体,保证达到锉配精度,并能转位互换配合。
技术要求1.锉配面表面粗糙度达到Ra3.2μm。
2.凹凸体配合互换间隙≤0.06mm。
3.锯削面不可自行锯断,待检测时锯开。
4.各锐边倒钝。
图8-1 锉配凹凸体一、相关工艺知识1.对称度相关概念(1)对称度。
对称度是指被测表面的对称平面与基准表面的对称平面间的最大偏移距离Δ,如图8-2所示。
(2)对称度公差带。
对称度公差带是指距离为公差值t ,且相对基准中心平面对称配置的两平行平面之间的区域,如图8-3所示。
2.对称度的测量测量被测表面与基准面的尺寸A 和B ,其差值之半即为对称度。
如图8-4所示为对称度的测量示意图。
3.对称度对工件互换精度的影响如图8-5所示,如果凹凸件都有对称度要求0.04mm ,并且在同方向位置上锉配达到要求的间隙后,得到两侧基准面对齐,而调换180°后做配合就会产生两侧面基准面偏位误差,其总对称度值为0.08mm 。
任务实施一、练习图样凹凸体的锉配练习图样见图8-1。
二、工量具准备划针、样冲、锤子、划线平板、划线靠铁、锯弓、锯条、扁锉(粗、细各一个)、三角图8-2 对称度 图8-3 对称度公差带(a ) (b ) 图8-4 对称度的测量(a )同方向位置配合 (b) 转位后的配合图8-5 对称度对转位的精度影响锉、钻头(φ3mm )、金属直尺、高度游标卡尺、游标卡尺、千分尺、刀口形直尺、游标万能角度尺、塞尺、灯箱。
地震断层面上凹凸体和障碍体含义的解析

地震断层面上凹凸体和障碍体含义的解析李正芳;周本刚【摘要】The model of asperity and barrier could explain the complex components and the mainshock rupture of seismic waves as well as the main rupture stress concentration.It has great theoretical value for seismic hazard analysis.Based on the results of previous stud-ies in domestic and abroad,we studied the effect of asperities and barriers in the process of seismic rupture,and analyzed the meaning of asperity and barrier.We also compared the similarities and differences between asperity and barrier.The applicability of the two models in different sliding model was presented.The study provides a strong theoretical basis for seismic safety evaluation.%由凹凸体和障碍体研究引入的非均匀地震破裂模式,可解释主震前破裂的成因及主破裂之后的应力集中,对地震危险性分析具有重要的理论价值。
本文在国内外研究成果的基础上,深入研究了凹凸体和障碍体在地震破裂过程中的作用和意义,解析了凹凸体和障碍体的本质含义,对比分析了两种模式的异同之处,给出了两种模式在不同滑动模型中的适用性,为地震安全性评价提供了有力的理论依据。
钳工技能项目九锉配凹凸体

《钳 工 技 能》
电子教案
主 编 吴继霞
项目九:锉配凹凸体
一、目标任务 1.掌握对称度工件的划线、配合件的制作; 2.学会孔的攻螺纹加工; 3.正确使用和保养千分尺; 4.对称度工件的加工和测量方法; 5.掌握锉锉削、锯削、钻削的基本技能,达到一定 的加工精度要求。
10 超差全扣
4 一处超差扣1分
6 一处超差扣2分
10 一处超差扣1分
20 一面超差扣2分
违章操作一次扣2分
四、考核标准
序号
检查内容
1 50±0.05
2 20±0.05
3 尺寸 (两处)
4 尺寸
5 20配作
6 配合后凹凸对称度0.10
7 工艺孔4—Φ3
8 平面度(两面)
9 垂直度
10 表面粗糙度3.2(10面)
11 安全文明生产
配分 评分标准
得分10 超差ຫໍສະໝຸດ 扣10 超差全扣10 超差全扣
10 超差全扣
10 超差全扣
7.加工凸形面: 1)选择一肩按划线锯去一角,粗精锉两垂直面,直 至精度要求。 2)按划线锯去另一肩角,粗精锉两垂直面至精度要 求。 8.加工凹形面: 1)用钻头钻出排孔,锯除凹形面的多余部分,后粗 锉至接触线条。 2)细锉凹形面顶端面,保证与凸件端面的配合精度。 3)细锉凹件的两侧垂直面,保证与凸件侧面的配合 精度要求。 4)全部锐边倒角,并保证尺寸精度。
二、实训图纸
三、工作过程 1.锉削A、B两垂直面作为基准。 2.以A、B两垂直面为基准,划出轮廓线。 3.锯削,根据图示要求留合适的锉削余量。 4.按图样要求锉好外轮廓,达到尺寸精度及垂直度、 平行度、表面粗糙度的要求达到尺寸要求。 5.以A、B两垂直面为基准,按要求划出凹凸体加工线。 6.钻工艺孔4-Φ3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
唐山市劳动技师学院实习教师课题授课计划
唐山市劳动技师学院实习教师课题授课计划
教学过程一、组织教学
1.集合、点名,填写出勤记录。
2.检查劳动保护等情况。
3.说明课堂纪律的要求和安全文明生产要求。
二、相关工艺指导
(一)对称度概念
1、对称度误差:是指被测表面的对称平面与基准表面的对称平面间的最
大偏移距离A,如图8.l所示。
2、对称度公差带:是指相对基准中心平面对称配置的两个平行平面之间
的区域,两平行面距离即为公差值,如图8.2所示
图8.1 对称度误差图8.2 对称度公差带3、对称度测量方法
测量被测表面与基准表面的尺寸A和B,其差值之半即为对称度误差值,如图8.7所示。
图8.7 对称度测量
4、对称形体工件的划线:
对于平面对称工件的划线,应在形成对称中心平面的两个基准面精加
误差,从而获得较高的转位互换精度。
4)凹、凸件都有对称度误差且不相等
分析:如果对称度误差在同一个方向位置,配合后两侧出现错位。
方法:凹凸件多出去的一侧都要修去,然后翻转180°在做配合。
此时两
侧会出现相应的对称度的错位产生,修整时凹凸件出去的一侧都修去从而获得更好的转位互换精度要求。
图8.8 对称度误差对转位的精度影响
a )同方向位置配合
b )转位后 三、工件图
40±0.02
A
3.2全部
60±0.02
40±0.02
20±0.02
20±0.02
0.04
B
B
技术要求:1、各加工表面R a ≤3.2。