重载铁路用U77MnCr钢轨的试验研究
钢轨技术标准手册
第一节钢轨概述钢轨是铁路轨道的主要组成部件。
它的功用在于引导机车车辆的车轮前进,承受车轮的巨大压力,并传递到轨枕上。
钢轨必须为车轮提供连续、平顺和阻力最小的滚动表面。
在电气化铁道或自动闭塞区段,钢轨还可兼做轨道电路之用。
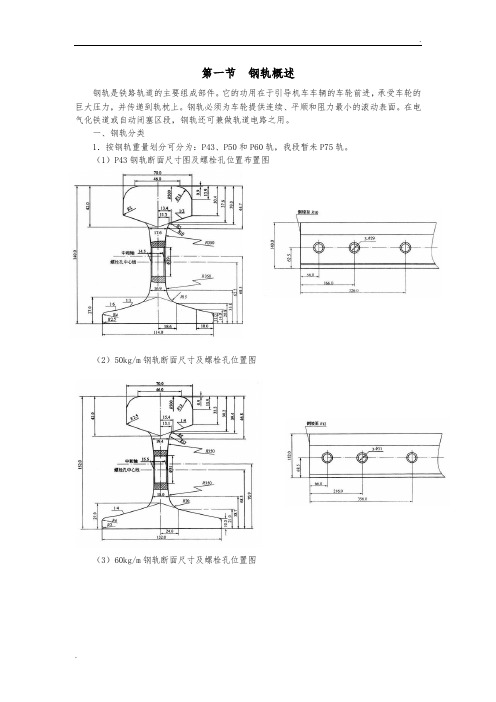
一、钢轨分类1.按钢轨重量划分可分为:P43、P50和P60轨,我段暂未P75轨。
(1)P43钢轨断面尺寸图及螺栓孔位置布置图(2)50kg/m钢轨断面尺寸及螺栓孔位置图(3)60kg/m钢轨断面尺寸及螺栓孔位置图(4)43kg/m 、50kg/m 和60 kg/m 各部主要尺寸对比P43、P50和P60主要尺寸对比 表1序号 项 目 钢轨规格43kg/m 50kg/m 60kg/m 1 每米钢轨重量(kg) 44.653 51.514 60.64 2 钢轨高度(mm) 140 152 176 3 轨头宽度(mm) 70 70 73 4 轨底宽度(mm) 114 132 150 5 轨腹宽度(mm) 14.5 15.5 16.5 6 螺栓孔直径(mm) 29 31 31 7 螺栓孔距轨底距离 62.5 68.5 69 8 轨端至第1孔中心距(mm) 56 66 76 9 1孔至2孔中心距(mm) 110 150 140 102孔至3孔中心距(mm)1601401402.按钢轨材质划分可分为U71Mn 、U75V 、U75VG 、U71MnG 、U78CrV 、U77MnCr 和U76CrRe 。
目前使用最多的为U71Mn 和U75V 材质的钢轨。
钢轨材质型号的含义:(举例U71Mn 和U75VG )(1)重载铁路:应选用强度等级不低于980MPa 的热扎钢轨(U75V 、U78CrV 、U77MnCr 和U76CrRe );在半径≤1500m 的曲线地段应选用强度等级不低于1180 MPa 的热处理钢轨(可优先选用U78CrV 、U77MnCr 和U76CrRe 等)或贝氏体钢轨。
U20Mn和U78CrVH高强钢轨氢脆敏感性试验研究

U20Mn和U78CrVH高强钢轨氢脆敏感性试验研究张倩;吕晶;胡杰;吴广;张永健;惠卫军【期刊名称】《高速铁路新材料》【年(卷),期】2022(1)6【摘要】利用氢热分析(TDS)试验研究了贝氏体钢轨U20Mn(轧制后250~280℃回火10 h以上)和在线热处理钢轨U78CrVH试样的氢吸附特征。
同时,采用电化学预充氢及慢应变速率拉伸试验(SSRT)研究了光滑拉伸试样的氢脆敏感性,并利用扫描电子显微镜(SEM)观察了试样的断口形貌。
结果表明:以相对断面收缩率损失率表征的氢脆敏感性指数,U78CrVH为63%,U20Mn为31%;U78CrVH断口形貌由解理+韧窝演变为穿晶+解理断裂,U20Mn钢断口形貌特征则变化不明显,为准解理+韧窝形貌。
分析认为电化学充氢后U78CrVH钢中的氢基本被可逆氢陷阱所捕获,而U20Mn钢除大部分被可逆氢陷阱吸附外,仍有少部分氢被残余奥氏体等不可逆氢陷阱所吸附,这种氢吸附特征是在相同氢含量下,U20Mn钢较U78CrVH钢具有较低氢致塑性损失的主要原因之一,但在相同充氢条件下,U20Mn钢吸附的氢含量明显地高于U78CrVH钢,这种氢吸附特征对钢轨实际服役行为的影响有待深入分析。
同时,对于U20Mn贝氏体钢轨而言,发生氢脆的过程更加复杂,尤其应重视钢中氢含量的控制和钢中亚稳态残余奥氏体对氢脆敏感性的影响。
【总页数】8页(P8-15)【作者】张倩;吕晶;胡杰;吴广;张永健;惠卫军【作者单位】中国铁道科学研究院集团有限公司金属及化学研究所;北京交通大学机械与电子控制工程学院【正文语种】中文【中图分类】U231.41【相关文献】1.1000MPa级高强钢焊接件的氢脆敏感性研究2.超高强度钢30CrMnSiNi2A的氢脆敏感性试验3.40CrNiMoA高强钢氢脆敏感性和氢含量的关系4.高强钢氢脆敏感性和氢致附加应力的相关性5.高强度螺栓氢脆敏感性试验研究因版权原因,仅展示原文概要,查看原文内容请购买。
重载铁路嵌入式组合高锰钢辙叉强度分析研究

线路/路基重载铁路嵌入式组合高锰钢辙叉强度分析研究李培刚,王平,刘学毅(西南交通大学高速铁路线路工程教育部重点实验室,成都610031)摘要:运用有限元方法,研究分析重栽铁路75ks/m钢轨12号嵌入式组合高锰钢辙叉的强度。
结果表明:在所选的3个薄弱位置钢轨件(翼轨和心轨)的竖向位移均在2hi m以内,横向位移除荷戢作用在咽喉处外均在l m m以内;钢轨件、螺栓及间隔铁的等效应力均小于其相应屈服强度,满足强度要求;建议在道岔的实际生产过程中采取一定的措施避免或减小螺栓与钢轨件或间隔铁之间的应力集中,尤其是咽喉区附近。
关键词:重栽铁路;组合辙又;强度分析中图分类号:U213.6+2文献标识码:A文章编号:1004—2954(2012)02—000l一03St udy on t he St r e ngt h of E m bedded H i gh M a nganes e St e el C om bi ne d Fr ogL i Pei gang,W ang Pi ng,L i u X ueyi(M O E K e y Labor a t ory of H i gh-speed R ai l w ay Eng i neer i ng,Sou t hw es t Ji a ot ong U ni ver s i t y,C hengdu610031)A bs t r act:B y us i ng t he f i ni t e el em ent m e t hod,t hi s pa pe r s t udi es t he s t r engt h of N o.12em bed ded hi ghm anganes e s t eel com bi ned f rog o n heavy haul r ai l w ay w i t h75kg/m r a i l.T he r es ul t show s:f or t he r ai l s(i ncl udi ng w i ng r ai l a nd poi nt r ai l)w hi ch i n t he t hr ee w eak posi t i ons,t he ver t i cal di spl a cem ent s a r ew i t hi n2m m,and t he l a t era l di spl a cem ent s a r e w i t hi n1m m exc ept t he l oad i s o n t he t hr oat.T heequi val e nt s t r e s s of r ai l s,bol t s and f i l l er bl ocks ar e l ess t han t hei r cor r es pondi ng yi el d st r ess es.So t hei rs t r engt hs m e e t t he r e qui r em ent s.I n t he act ual pr o duct i on,i t i s sug gest ed t o t ake s om e m ea s ur es t opr event or r e duc e t he s t r e ss conc ent r at i on bet w ee n r ai l s a nd bol t s o r f i l l er bl ocks and r ai l s,es peci al l y nea rt hroatr e gi on.K ey w or ds:heavy haul r ai l w ay;c om bi ned f r og;s t r engt h anal ys i s我国开始发展重载铁路已有近20年的历史…,固定型辙叉以其造价低、易更换、维修工作量小等优点,受到现场的好评,比较适应重载铁路养护维修的现状。
重载铁路钢轨打磨实验数据对比及分析

重载铁路钢轨打磨实验数据对比及分析孙高伟【摘要】对重载铁路设立新轨和既有钢轨打磨试验段和对比段,分析了预打磨和维护性打磨对消除或降低钢轨疲劳伤损影响的作用,通过对打磨试验段和对比段持续跟踪观测,对不同通过总重阶段的钢轨轨头廓形、钢轨工作面硬度以及钢轨工作面使用和伤损状况进行记录,并根据现场采集的实验数据,结合重载铁路钢轨疲劳伤损特征,提出了以打磨钢轨轨距角为重点的打磨策略。
%The paper analyzes the influence of pre-burnishing and maintenance burnishing on reducing or relieving fatigue damages on steel rails from the burnishing test and comparative sections of existing and new rails along heavy-loading railways,records on railhead silhouette,strength of steel rail working face,and w orking face’s uses and damages,and points out the burnishing strategies focusing on the burnishing at rail track distance by combining with the fatigue damage features of rails along heavy-loaded railways.【期刊名称】《山西建筑》【年(卷),期】2015(000)002【总页数】3页(P126-127,128)【关键词】重载;铁路;钢轨;打磨;伤损情况【作者】孙高伟【作者单位】大秦铁路股份有限公司朔州工务段,山西朔州 036002【正文语种】中文【中图分类】U213.4大秦重载铁路是我国西煤东运的主要干线,近年来随着运量和轴重的增加,特别是2万t单元列车开行以来,钢轨伤损情况有加重趋势。
钢轨与热处理

350-410
U78CrV
≥1280
≥10
370-420
表 4. 在线热处理钢轨断面硬度
代号
钢牌号
轨头断面硬度/HRC A1,B1,C1,D1,E1 A4,B5,C5,D3,E3
H320
U71MnH
34.0-40.0
≥32.0
H350
U75VH U77MnCrH
36.0-42.0
≥34.0
H370
U78CrVH
≥980
≥10
290-330
代号 H320 H350 H370
表 3. 在线热处理钢轨抗拉强度、断后伸长率和轨头顶面硬度
钢轨牌号
抗拉强度 Rm 断后伸长率 A 轨头顶面中心线硬度 HBW
MPa
%
(HBW10/3000)
U71Mn
≥1080
≥10
320-380
U75V
≥1180
≥10
U77MnCrH
(2) U75V 钢轨是由攀钢集团有限公司 20 世纪 90 年代研制开 发,2003 年之前称为 PD3(攀钢第三代钢轨),U71Mn 钢轨相比,
U75V 钢轨碳、硅含量相对较高,Mn 含量范围上限较低,并专门添 加了细化组织的合金元素钒,易于热处理强化,热处理后该钢轨的耐 压性、耐冲击性、耐磨性、耐疲劳性、可焊性等性能良好,使用稳定 可靠,该钢轨热轧态抗拉强度大于 980 MPa,热处理后大于 1180 MPa, 在线热处理后其材质牌号为 U75VH,为适应铁路高速运输高平顺性 及稳定性的需要,该钢轨用于高速铁路上时其材质牌号为 U75VHG, H 表示在线热处理,G 表示高速铁路,此材质牌号的钢轨中化学元素 含量波动范围更小,杂质元素含量更少,轧制的几何尺寸精度更高。 目前,已逐渐成为我国铁路的主型钢轨钢种。
解析铁道行业标准《钢轨》第1和第2部分

2021年5月(总第415期)·8·标准化工作STANDARDIZATION WORK第49卷Vol.49第5期No.5铁道技术监督RAILWAY QUALITY CONTROL收稿日期:2021-01-29作者简介:高俊莉,副研究员;吴伟,高级工程师;朱洁琳,助理研究员1概述TB/T 2344(所有部分)《钢轨》是保障钢轨性能和质量的通用技术要求,为钢轨设计、制造、采购、验收、检验提供技术依据。
标准分为3个部分,即TB/T 2344.1—2020《钢轨第1部分:43kg/m ~75kg/m 》,TB/T 2344.2—2020《钢轨第2部分:道岔用非对称断面钢轨》,TB/T 2344.3—2018《钢轨第3部分:异型钢轨》。
TB/T 2344.1—2020适用于铁路用热轧和在线热处理钢轨;TB/T 2344.2—2020适用于铁路道岔及伸缩调节器用热轧和热处理非对称断面钢轨;TB/T 2344.3—2018适用于对称断面钢轨跟部锻造成型的异型钢轨和由非对称断面钢轨跟部锻造成型部位的制造及检验。
2020年12月,国家铁路局发布TB/T 2344.1—2020和TB/T 2344.2—2020(以下统称“新标准”)。
介绍3个部分标准历次版本发布情况、新标准修订原则和修订过程、主要修订内容及关键技术的确定。
2标准历次版本发布情况TB/T 2344.1—2020及其所代替文件历次版本发布情况如下。
1993年,发布TB/T 2344—1993《43kg/m ~75kg/m 钢轨供货技术要求》、TB/T 2341.1—1993《43kg/m 钢轨型式尺寸》、TB/T 2341.2—1993《50kg/m 钢轨型式尺寸》、TB/T 2341.3—1993《60kg/m 钢轨型式尺寸》和TB/T 2341.4—1993《75kg/m 钢轨型式尺寸》。
2003年完成第1次修订,修订TB/T 2344—1993,并入了TB/T 2341.1—1993,TB/T 2341.2—1993,TB/T 2341.3—1993和TB/T 2341.4—1993的内容,形成TB/T 2344—2003《43kg/m ~75kg/m 钢轨订货技术条件》。
重载铁路列车用车轮钢及关键技术的研究
一、概述铁路列车是现代交通运输系统中不可或缺的一部分,而铁路列车的车轮钢是其关键零部件之一。
车轮钢的重载性能直接关系到列车的安全和运行效率。
对重载铁路列车用车轮钢及其关键技术的研究具有重要意义。
二、重载铁路列车用车轮钢的意义1.铁路列车的发展历史及现状铁路列车的出现是人类文明发展的重要里程碑,经过数百年的发展,铁路列车已成为现代交通运输不可或缺的一部分。
随着社会的发展和经济的增长,人们对铁路交通的需求不断增加,特别是一些重要的货运线路和高速客运线路上需要承载更多重量的列车。
铁路运输系统需要更加牢固耐用的车轮钢来承载重载列车的运输任务。
2.重载铁路列车用车轮钢的作用重载铁路列车用车轮钢必须具有足够的强度和韧性,能够承受高强度和高荷载的运输任务。
而且,随着铁路车辆的速度提高,车轮钢的抗疲劳性和耐久性也成为了重要的考量因素。
对重载铁路列车用车轮钢及其关键技术的研究显得尤为重要。
三、重载铁路列车用车轮钢的主要挑战1.高强度和高韧性铁路运输系统中的重载列车需要用车轮钢来承载更大的荷载,因此车轮钢需要具备更高的强度和韧性,以保证列车的安全运行。
2.抗疲劳和耐久性高速列车的运行速度增加了车轮钢受到的疲劳和应力,因此需要具备更好的抗疲劳性和更长的使用寿命,以降低列车的维护成本和提高整体运行效率。
3.新材料的研发应用随着材料科学的不断进步和发展,新型材料的应用为重载列车的车轮钢提供了更多的选择,但同时也需要克服新材料的加工、热处理和性能测试等技术难题。
四、重载铁路列车用车轮钢的研究进展1.材料工艺的改进通过优化材料成分、合理设计工艺流程,可以有效提高车轮钢的机械性能和耐久性,目前已经取得了一定的研究成果。
2.微观结构的控制通过微观组织调控和显微组织改变,可以进一步提高车轮钢的性能,如增加析氮体和碳化物的数量和尺寸,从而提高其总的断裂韧度。
3.新材料的研发一些新型高强度、高韧性的材料如耐磨钢、耐热钢等被用于重载铁路列车用车轮钢的研究中,取得了较好的效果。
U71Mn和U75V钢轨钢疲劳短裂纹的扩展行为
第4期李晶晶等:U71Mn和U75V钢轨钢疲劳短裂纹的扩展行为
(a)Ⅳ一12200;(b)N一19000;(c)Ⅳ一20000;(d)F一948.5N;(e)F一300.8N;(f)F一300.8N
图2u71Mn钢轨钢的裂纹形貌
Fig.2Morpholo科ofcrackinU7lMnrailsteeI
(a)N一5200;(b)N=9660;(c)N一16500;(d)F一735.6N;(e)F一404.8N;(f)F一404.8N
图3u75V钢轨钢的裂纹形貌
Fig-3MorphologyofcrackinU75Vrailsteel
2.3分析对比及讨论
两种材料为明显的珠光体片状结构。
片的厚度比较大且呈黑色的是铁素体,片的厚度比较小且呈白色的是渗碳体。
疲劳断裂方式主要是准解理断裂,裂纹穿过或是沿着珠光体片层扩展。
裂纹曲折不直,有时与载荷方向的夹角较大。
但从整体上看裂纹为I型扩展。
两种材料在疲劳裂纹扩展过程中均出现分枝裂纹。
虽然分枝裂纹对主裂纹的扩展没有直接的贡献,但它的形成却消耗不少能量。
U71Mn钢轨钢在裂纹扩展过程中形成的分枝裂纹的数量比U75V钢轨钢多,因而主裂纹扩展消耗的能量较大。
另外还发现,在疲劳裂纹的扩展过程中,主裂纹两边存在着一定宽度的耗能区。
耗能区的宽度与材料特性及加载特性有关,该区的宽度大,说明能量比较分散且耗能大,材料对疲劳裂纹扩展的阻力大;反之,说明能量较多地集中在主裂纹上,不利于材料的抗疲劳性
能‘6・7|。
高铁及既有线铁路工务钢轨基本知识
-
0.02 0.10 0.15 0.030 0.020 0.025
0.01
- 0.35
-
0.20
三、钢轨钢的组织与性能
3.1 钢轨钢的组织 珠光体、贝氏体、马氏体
3.2 钢轨钢的性能 强度、塑性、硬度、韧性、疲劳、耐磨、焊接
三、钢轨钢的组织与性能
3.1 钢轨钢的组织 珠光体
珠光体钢轨钢的组 织是由铁素体片和 渗碳体片交替构成, 其中铁素体是软韧 的相,而渗碳体是 硬脆相。
U77MnCr热轧钢轨;
1080MPa级,如EN320Cr合金钢轨,日本HH340在线热处
理钢轨;
1180MPa级和1280 MPa级热处理钢轨,
一般,强度等级为1080MPa及以上的钢轨才被称为耐磨轨 或高强轨。
目前,我国铁路常用的钢轨有U75V/U75VG、 U71Mn /U71MnG(U71Mnk)、U77MnCr、U78CrV、U76CrRE及其 热处理钢轨。
美国、法国、德国、中国等国家钢轨断面单重及长度
国别
美国
俄罗斯 日本 法国 德国 中国
钢轨断面单重(kg/m)
钢轨长度(m)
AREA115(57 kg/m)、AREA119(60 kg/m) 、AREA132(65 kg/m)、AREA133(66 kg/m)、AREA136(68 kg/m)、 AREA147(73 kg/m)
39ft(12m) 、78ft(24m)、 82ft(25m)
50、65、75 30、37、40、50、60
54、60 54、60 38、43、50、60、75
12.5、25 25、50 36、75(76) 36、120 12.5、25、75、100
一、钢轨的断面、定尺长度及类型
重载铁路高强钢轨的试验研究
和U 7 7 M n C r的热处理的钢轨 的强度和硬度都是明显的高于 U 7 5 V的热 处理 钢 轨 的 ; 而热处理的钢轨 P G 4 的强度和硬度又要比U 7 7 M n C r大 一
些。
3 高强钢轨的焊接以及接 头的具体性能 我们 分别 在 焊 轨 厂 进 行 了 7 5 k g / m的 P G 4和 U 7 7 M n C r的钢 轨 的 近年来, 随着我国各条铁路的运量 、 轴重以及 单列 的最大载重量 闪 光 焊接 试验 , 所 使 用 的焊 接 设备 是 G A A S S O / 5 8 0 。我 们 在 进 行 适 当 的不断增加, 直接 导致 了钢轨伤损 也 日益的严重 了, 那么 , 如何来延 的热轧钢轨 的焊接 工作的时候, 焊后 的主要热处理的工序我们 只是 长铁路钢轨 的使用寿命 已经成为了十分迫切需要研 究的一个课题 。 简单的进行了一定的焊后的正火处理 , 也就是说, 我们所采用的焊接 所以我们为了提高重载铁路的钢 轨的有效 耐磨度和抗剥 离的性 的接头基本上是全断面的电感 应以及加 热之后 的空冷装置 : 另外, 在 能, 同时加强其抗核伤的性能, 最终达到延长钢轨 的使用寿命 的 目的, 进 行 热处 理 之 后 的 钢 轨 焊 接 的工 作 的 时 侯 , 我 们 所 采 用 的 焊 后 的 热 就要求我们 要经过对高强钢轨 的主要成分进行 了具体的筛选之后, 处 理 工序 则 主 要 是 将 焊 接 的接 头进 行 了全 断 面 的 电 感应 加 热 , 然 后 再经过一定的实验室的试验和具体 的工业试制 ,同时再经过试 生产 再 对 轨 头 进 行 适 当的 喷 风 , 以达 到 冷 却 的 目的 , 我 们发现, 这 样 做 既 和铺设阶段, 对 重 载铁 路 所 选 用 的钢 轨 以及 钢 种 进 行 一 定 的 分析 。 可 以提高焊接接头的柔韧性,同时也可 以恢 复这些焊接接头踏面 的 1 重 载 铁 路 高强 钢 轨 的 主 要 性 能 强度和硬度 。 我们主要是对 7 5 k g / m的 高 强钢 轨 的一 些 较 为 关 键 的 化 学 成 分 表 2 钢轨硬化层硬度 以及其 中的氢氧氮 的含量 的具体 试验结果进行 了一些比较, 在此基 础之上列出 了U 7 5 V钢轨的一些主要 的性能指标。 经过具体的检验之 后, 高 强 度 的 钢 轨 中 的 B类 和 C类 的夹 杂 物 都 是 小 于 l l 5级 的 , 所 以 4 0 .4 I【 】 .4 l 5 .4 l 0 .3 &0 .3 h 0 钢质的纯净度还是 比较 良好的 。另外,我们还采用了 电阻应变片的 4 j 0 4 3 ( 】 4I 0 ,4 Z 0.42 f } .4 n{ ) ,3 5 方法测定 了钢轨的残余应力。从测试 的结果来看, 7 5 k g / m的 P G 4和 4 2 0 4 Z ( 】 .4I 5.4 Z 4三 5 4 ( 1 0.3 D U 7 7 M n C r的热轧钢轨的轨头的项面以及轨 的底面都是拉应力, 而二者 4 C I 嚣 4 80 4 1 f ) .4 l , .4l _ 0 4 0 . S 碑 5 的轨底的最大拉应力分别 2 2 9 1 4 M P a和 2 3 7 1 4 a , 这都是小于标准 线 线 线 绒 线 4 线 线 线 2 0 .4 f l 5 线 4 L 0 ,4 { 1 5 .3 9 5 .3 K 0 的规 定 要 求 的。 4 2 5 41 5.4 :O .4l ( j .蛳 3 q 5 2 高强钢轨的热处 理试验 3 q 0 .3 7 . 0 .3 8 . 0 3 8 . 《 )3 &5 2 . 1含 C r的轨 钢 的 C C T曲线 3 q O .3 &5 .3 9 . 0 、3 q O 3 r - , 5 3 &5 我们 为了指 导新 的钢种和钢轨 的热处理和焊接 以及焊后正火的 4 0 《 } .3 & 5.3 &5 3q 0 .3 &5 3 7 ,5 工艺制定, 采用热模拟 的试验方法来测试了 2 种 轨钢 的 C C T曲线 。 表 3 热处理钢轨拉伸试验结果 我们 由这 样 的测试 试验 结果 就可 以很 明 显的看 到, P G 4 以及 U 7 7 M a C r的轨钢, 它们分别所出现的马氏体 的I 临界冷却速度是 2 1 5 和 1 1 7 5 e / s ;而当冷却的速度是 0 1 5 ~2 l O e / s的时侯,P G 4轨钢 的硬度 就变成了 3 5 7  ̄3 9 4 H V ;另外,当冷却的速度 为变 成了 1 5 ~l 1 5 e / s 的时候, U 7 7 M n C r的 轨钢 硬 度 就 变 成 了 3 3 6  ̄3 5 3 H v 。 2 . 2 钢 轨 的 热 处理 工 艺试 验 结 果 由于我们在试验的时候在轨钢 当中加入 了一定量的 c r元素, 从 试验结果就可以看出, 这样 可以明显的推迟珠光体的转变时间。 而且 通过 多次 的工 艺试验 来摸 索, 就可 以将冷 却喷 风的压 力 由原来 的 0 1 2 5 a 减 小到 0 1 1 0或 者 0 1 0 5 M P a , 这 样 就保 证 了 7 5 k / m的 U 7 7 M n C r 和P G 4的 钢轨 在 进 行 了 热 处 理 之 后 的硬 度 和 组 织 可 以达 到 我 们 所 规 定 的要求 。同时我们还可 以看到, 如果在轨钢 当中加入一定量的 c r , 然后 再进行具体 的钢轨 热处理试验, 就 可以不仅非常容 易的达到我 ( 1 ) 我们 所 采用 的 闪光 焊 焊 接 的 接 头 的 踏面 硬 度 分 布 情 况 如 图 们 所要求 的较高 的硬度 , 于此 同时还 可以有效的节约掉很 多热处理 1和图 2所示 。热轧钢轨 的焊接接头硬 度与其母材 的比值见表 4 。 时的喷风量, 这样就可 以有效的降低钢轨 热处理 的成本 。 由这 样 的 测 试 结 果 就 可 以知道 , P G 4 的 热轧 钢 轨 焊 接 接 头 的轨 2 . 3 热 处理 钢 轨 的主 要 性 能 1 9 4 , 虽然这也满足了具体的标准 的要求, 但 我们 知道 , 为 了与铁路大量使用的 U 7 5 V 热处理钢 轨的性 能来进 面硬度和母材 的比值是 0 是硬度还是有些偏低, 而且软化 带的宽度 也是 比较 大的: 而 U 7 7 M n C r 行比较, 而且还 要给 出 U 7 5 V钢轨离线热处理的性能试验的结 果。 的热轧钢轨焊接的接头的轨面硬度 则是母材 的 l 1 0 倍之高, 二者 的 2 . 3 . 1 硬 化 层 的形 状 以及 深 度 经过试验, 离线热处理 的钢轨 硬化层的 的主要深 度指标测试结 硬 度 也 基 本 上 可 以匹 配 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
30 6
302 303.3
美国技术要求
≥ 300
表 4 拉伸试验结果 (室温 )
试样编号
1 2 平均值 美国技术要求
Rm /MPa 1 030.0 1 020.0 1 025.0 ≥ 980
Rp0.2 /MPa 535.0 540.0 538.0 ≥ 510
A/% 10.0 10.0 10.0 ≥ 9.0
ResearchonthePerformancesofU77MnCrUsedforHeavy-haulRailway
LIUFeng-shou, ZHOUQing-yue, ZHANG Yin-hua, CHENZhao-yang (ChinaAcademyofRailwaySciences, Beijing100081, China;) Abstract:Researchpurposes:Theheavy-haulrailwayofforeigncountrieshassuccessfullyusedthelow-alloyrails containingCr, buttherewasnoapplicationoflow-alloyrailscontainingCrinChineseheavyhaulrailwayinthepast. TheparentmetalsandweldingofU77MnCrrailaswellastheapplicationofU77MnCrrailarestudiedinthispaper. Researchconclusions:TheparentmetalsofU77MnCrrailissuitableforbeingusedinthestraightsectionofheavyhaulrailwaybecauseofitshighpurityandgoodstrength-toughness, hasaperfectcostperformancebecauseitonly containsthecheapchromealloyof0.25% -0.40% withgoodelasticityanddoesnotcontainthetreasurevanadium alloy, hasagoodweldingperformancewithself-hardenabilityofweldingjoints, soitdoesnotneedaircoolingafter normalizingandthetoughnessoftherailtopsurfacematchesthetoughnessoftheparentmental, andhasagoodfatigue resistancethatcanprolongtheservicelifeoftherailonheavy-haulrailway. Keywords:heavy-haulrailway;U77MnCrrail;parentmetals;weldingperformance
30.2 HRC
31 HRC
1.03
26.8 HRC
0.8 9
≤ 20
30.8 HRC
26.8 HRC
HRC
30.5 HRC
1.00
26.2 HRC
0.8 6
-
299 HB
305 HB
1.02
265 HB
0.8 9
≤ 20
-
-
≥ 0.90
-
≥ 0.80
≤ 20
30
40.00
1 3.000
14.1 25
30
40.00
1 3.125
14.8 15
29
-
Pmax/Pq 1.19 1.23 1.09 1.09 1.13
K1C/(MPa· m1/2) 26 26 30 30 29 28.2
由试验结果可知 , 新钢轨的断裂韧性 K1C单个最 小值为 26 MPa· m1/2 , 平均值为 28.2 MPa· m1 /2 , 基本 满足标准要求 。
17
钢轨炉号 P052 096 69 美国技术条件 AREMA-2004
C 0.79 0.72 ~ 0.82
表 1 钢轨化学成分
Si 0.3 4 0.10 ~ 0.50
Mn 1.00 0.80 ~ 1.10
S 0.0 12 ≤ 0.020
P 0.01 4 ≤ 0.020
(单位 :%)
Cr 0.32 0.25 ~ 0.40
第2500期9年(总5月128) JOURNALO铁F RA道IL W工AY E程NG I学NE ER报INGSOCIETY NOM.a5y( Se2r.001298) 文章编号 :1006 -2106(2009)05 -0016 -05
重载铁路用 U77MnCr钢轨的试验研究
焊后热处理工艺参数 :轨头加热温度 900 ~ 950 ℃, 轨头轨底进行喷风冷却 , 喷风冷却压力 0.15 MPa, 轨 头冷却至 500 ℃以下 。 2.2 焊接接头性能
按照钢轨焊 接技术条 件 TB/T1632— 2005 的要 求 , 分别对焊接接头踏面硬 度 、纵断面 硬度 、拉伸 、冲 击 、金相组织等性能进行试验 。 2.2.1 硬度及分布
2006年 , 鞍钢和铁科院合作 , 按照美国铁路保养 协会标准钢轨技术条件 (AREMA-2004)的要求研制 试生 产 了 含 铬 低 合 金 钢 轨 U77MnCr。 2006 年 底 ,
U77MnCr钢轨在郑州局进行了试 铺 。 本文将 对含铬 低合金钢轨 U77MnCr的母材性能 、闪光焊接性能以及 上道铺设的使用性能进行介绍 。
正火加热后轨头经喷风冷却的轨顶面硬度为 母材的
103% ~ 104%, 未经轨头喷风冷却的焊接接头轨面硬 度为母材的 97% ~ 100%, 轨腰和轨底未经喷风冷却 , 其硬度基本与母材的匹配 。由此可见 , U77MnCr钢轨 正火加热后无需进行喷风处理 , 其硬度可与母材匹配 , U77MnCr钢轨具有良好的自硬化性能 。
刘丰收 周清跃 张银花 陈朝阳
(中国铁道科学研究院 , 北京 100081)
摘要 :研究目的 :含 Cr低合金钢轨在国外重载铁路 已得到了成功应用 , 而我国重载铁路在含 Cr低 合金钢轨使 用方面还是一个空白 。 本文对 U77MnCr钢轨的母材性能 、焊接性能进行试验研究 , 并跟踪研究其 在重载铁路 上铺设的使用情况 。
B/mm 2 5.0 3 2 5.0 7 2 5.0 1 2 5.0 3 2 5.0 5
表 5 -20 ℃下钢轨 断裂韧性
W/mm 40.01
Pq/kN 1 1.688
Pmax/kN Kq/(MPa· m1/2)
13.8 90
26
40.02
1 1.750
14.4 85
26
40.01
1 3.500
14.7 20
在焊轨厂以往焊轨经验的基础上, 首先焊接了 3个焊接 接头进行落锤 试验 , 结果 为 3个 3 锤不 断 。 工厂对焊接试验参数进行微调后继续焊接 , 以 5个焊
18
铁 道 工 程 学 报
2009年 5月
头为一组进行试验 , 结果一次性通过连续 25个焊接接 头的落锤试验 (落锤高度 3.1 m, 锤重 1 t, 2锤不断为 合格 )。 在 25个落锤试验中 , 24 个均 3锤不断 , 说明 含铬低合金钢轨具有相当好的落锤性能 。
表 2 成品轨氢 、氧含量 (单位 :10 -4%)
钢轨炉号
试样编号
1
P052 09 669
2 3
4 TB技术要求
350 km/h客运专线钢轨 暂 行技术条件要求
O 15.4 11.6 17.1
≤3 0.0
≤2 0.0
H 0.8 ≤ 1.5
≤ 1.5
按标准要求对钢轨轨角 、踏面金相组织进行观察 , 结果为 :钢轨轨角及踏面均为珠光体组织 , 符合相关标 准规定要求 , 如图 1所示 。
图 1 钢 轨轨角金相组织 (400倍 )
1.3 踏面硬度及拉伸性能 按照轧态钢轨技术条件和热处理钢轨技术条件的
要求进行钢轨踏面硬度 、拉伸性能试验 , 结果如表 3、 表 4所示。
表 3 钢轨踏面硬度 /HB
测点
1
2
3
4
5
6
7
8
9
10
平均
硬度
302
304
304
3 00
3 00
3 04
3 07
30 4
1.2 脱碳层 、夹杂物及金相组织 按照标准取样进行钢轨踏面和轨角脱碳层深度测
定 , 钢轨踏面脱碳层深度 0.19 mm, 轨角脱碳 层深度 0.19 mm, 达到了 350 km/h客运专线钢轨暂行技术条 件规定的要求 (≤0.5 mm)。
按照标准取样进行钢轨夹杂物级别测定 , 结果为 : A类 2.0, D类 1.0级 , 未见 B类和 C类级夹杂物 , 达到 了 350 km/h客运专线钢轨暂行技术条件规定的要求 (A类不超过 2.0级 , B、C、D类夹杂物不超过 1.0级 )。
按照技术条件的要求对钢轨焊接接头踏面硬度 、 纵断面硬度进行了测量 , 硬度分布情况如图 2、图 3所 示 。焊接接头踏面和纵向硬 度与母材硬度的 比较如 表 6所示 , 从表中可以看出 , 焊接接头轨头踏面的硬度 平均值与母材硬度的比值为 1.02, 达到了标准所规定 的大于 0.90的要求 ;轨头和轨底的纵向硬度平均值都 稍大于母材平均硬度值 , 轨腰的纵向硬度值也基本达
1 U77MnCr钢轨的母材性能
1.1 化学成分及氢氧含量 表 1为 U77MnCr钢轨的化学成分 , 表 2为 U77MnCr
成品钢轨的氢 、氧含量 。
收稿日期 :2009 -02 -07 作者简介 :刘丰收, 1978年出生 , 男 , 助理研究员。