标准工时测定表
合集下载
标准工时库(例表)
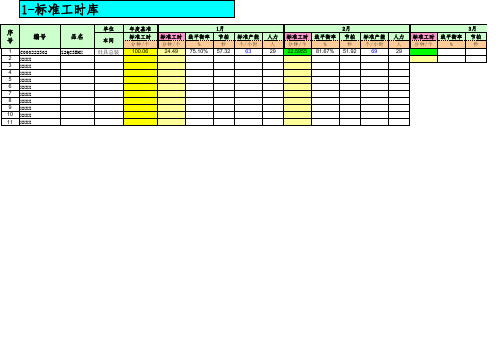
1-标准工时库
序 号
1 2 3 4 5 6 7 8 9 10 11 单位
编号
C000222302 XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXXBiblioteka 品名Z2QC3BMX
车间 灶具总装
年度基准 标准工时 分钟/个 100.06
1月 标准工时 分钟/个 24.49 线平衡率 % 75.10% 节拍 秒 57.32 标准产能 个/小时 63 人力 人 29 标准工时 分钟/个 22.5955 线平衡率 % 81.67%
2月 节拍 秒 51.92 标准产能 个/小时 69 人力 人 29 标准工时 分钟/个 线平衡率 %
3月 节拍 秒
4月 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
5月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
6月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
7月
7月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
8月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
9月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
10月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个
11月 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
12月 节拍 秒 标准产能 个/小时 人力 人
下一年基准 标准工时 分钟/个
备注
序 号
1 2 3 4 5 6 7 8 9 10 11 单位
编号
C000222302 XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXX XXXXBiblioteka 品名Z2QC3BMX
车间 灶具总装
年度基准 标准工时 分钟/个 100.06
1月 标准工时 分钟/个 24.49 线平衡率 % 75.10% 节拍 秒 57.32 标准产能 个/小时 63 人力 人 29 标准工时 分钟/个 22.5955 线平衡率 % 81.67%
2月 节拍 秒 51.92 标准产能 个/小时 69 人力 人 29 标准工时 分钟/个 线平衡率 %
3月 节拍 秒
4月 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
5月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
6月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
7月
7月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
8月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
9月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
10月 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个
11月 线平衡率 % 节拍 秒 标准产能 个/小时 人力 人 标准工时 分钟/个 线平衡率 %
12月 节拍 秒 标准产能 个/小时 人力 人
下一年基准 标准工时 分钟/个
备注
标准工时统计表样板
标准工时统计表
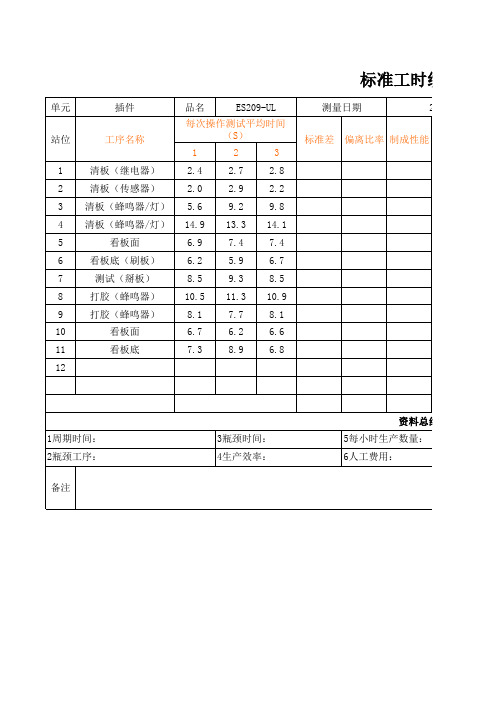
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
标准工艺工时记录表
总标准 工时秒)
投入人力
#DIV/0! 备注
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转插机 工作时间(H)
总工时(秒)
插机 生产周期(秒)
必要总人数
生产平衡率
工位序 号
工艺流程
1
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
2
3
4
5
6 产品工程段 标准产能(PCS/H)
转后焊 工作时间(H)
总工时(秒)
后焊 生产周期(秒)
必要总人数
备注 生产平衡率
工位序 号
工艺流程
1
2
3
4
5
6
修订记 录
工位名称
单品工序
单品工时
总标准 工时(秒)
投入人力
备注
出货
制定/修订内容
修订版本
修订日 期
修订人
工 艺 流 程 图 符 号 含 义 :
表 示 生 产 , 表 示 检 查 ,
表 示 移 动 / 搬 运
制定
机种名
客户名
产品工程段
标准产能(PCS/H)
#DIV/0!
工位序 号
工艺流程
1
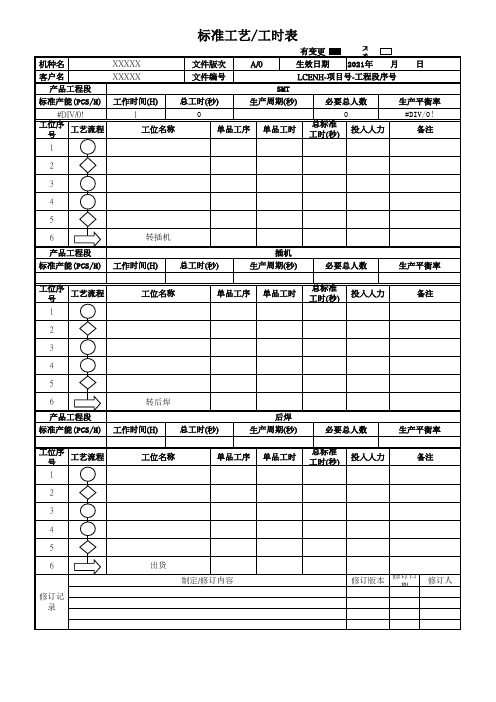
标准工艺/工时表
XXXXX
文件版次
A/0
有变更
无 变
生效日期 2021年 月 日
XXXXX
文件编号
LCENH-项目号-工程段序号
SMT
工作时间(H)
总工时(秒)
生产周期(秒)
必要总人数
生产平衡率
1 工位名称
0
0
单品工序
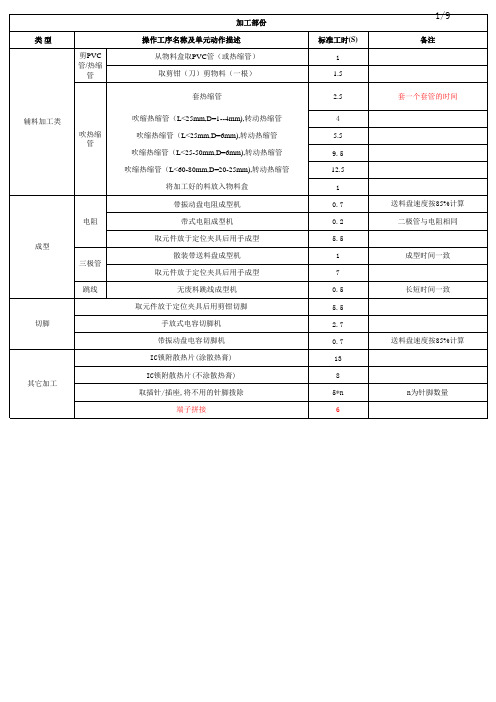
标准工时参考数据明细表

14
25%
16
25%
16
25%
2.2575 2.58 3.08
UT为电批锁 附时有效运 行时间
锁附 1个螺丝 (10.0)
锁附动作时M3P5M3P7+UT(1.0S)
16
25%
3.58
锁附 1个外观螺丝
锁附动作时M3P5M3P8+UT(1.0S)
16
25%
3.58
焊接单点(如闪光灯上导 线)
焊点加锡M2G1M2+1S(锡熔时间) 取导线M2G1M2+1S(锡熔时间)
101
25%
用镊子取垫片或双面胶 M3G1(M3G3M3)*4
贴垫片、双面胶(4 小条 ) 贴垫片于壳体 (M2P5M2A4)*4+C4*3
贴附后检查 (E2D3)*4
124
25%
铆接电池盖正负弹片 (线外加工)
取产品放入治具内 从治具取出产品放入流水 线 取产品待装配 单点检查 动作
取放弹片 M3G1M3P5 放置小弹片 (M3G1M3P2R2M3P5M1P5)*2 冲压 M5G1M5G1+1秒(1秒为冲压机周期时间) 检查 (E2D3)*2 放置 M3G1M2P0
热熔 4个点以上
热熔机气缸行程周期为 5 S
5
点UV胶(5mm为一单点)
动作时间 M3P5M1+出胶时间(1S)
9
点UV胶(线段)
动作时间 M3P5M1+出胶时间(1S)+出胶口在部品 移动时间(以每cm移动时间为3S)
目检动作(第一个工序)
针对有外观要求的部品的表面面积/1.5cm² *E2(0.25S)
25%
2.45125
标准工时分析表(MOD法)1
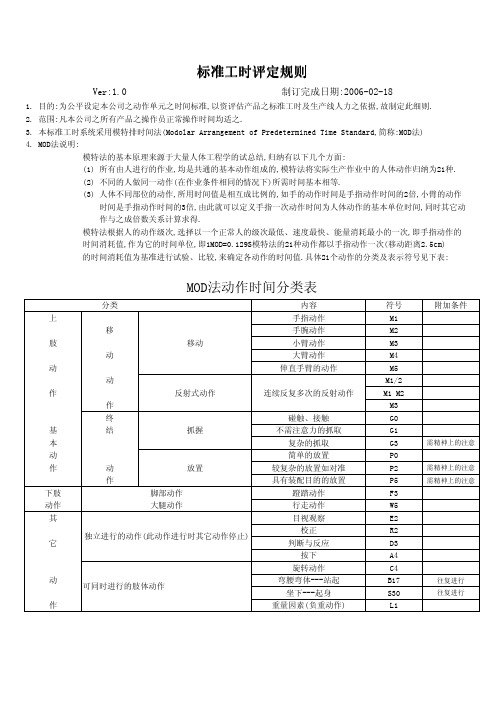
模特法的基本原理来源于大量人体工程学的试总结,归纳有以下几个方面:
(1) 所有由人进行的作业,均是共通的基本动作组成的,模特法将实际生产作业中的人体动作归纳为21种. (2) 不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等.
(3) 人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作时间的2倍,小臂的动作 时间是手指动作时间的3倍,由此就可以定义手指一次动作时间为人体动作的基本单位时间,同时其它动 作与之成倍数关系计算求得.
开盒拉出编带装入成型机
每编带500PCS
校正后摇动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后按开关开动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后摇动机器成型
机械自动成型
编带500PCS
M3G3 M3P0 R2P5
机械自动成型
移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿陶 瓷 电 容 到 胸 前 校正后插入治具并成型 取下桥堆放入物料盒中
散热片缠黄胶
移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 取下电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 将电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 校 正 后 夹 入 治 具 并 打KIN脚 取下电容放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 校正后夹入治具并切脚 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 看清方向 校正后夹入治具并弯脚 取下灯仔放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后取下管塞并放入 成型机 将物料装入静电带中 将物料转入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后夹入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取桥堆 拿到胸前 看清方向 校正后夹入治具并成型 取下桥堆放入物料盒中 移动上身移动小臂至零件盒抓取物料 拿到胸前
(1) 所有由人进行的作业,均是共通的基本动作组成的,模特法将实际生产作业中的人体动作归纳为21种. (2) 不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等.
(3) 人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作时间的2倍,小臂的动作 时间是手指动作时间的3倍,由此就可以定义手指一次动作时间为人体动作的基本单位时间,同时其它动 作与之成倍数关系计算求得.
开盒拉出编带装入成型机
每编带500PCS
校正后摇动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后按开关开动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后摇动机器成型
机械自动成型
编带500PCS
M3G3 M3P0 R2P5
机械自动成型
移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿陶 瓷 电 容 到 胸 前 校正后插入治具并成型 取下桥堆放入物料盒中
散热片缠黄胶
移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 取下电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 将电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 校 正 后 夹 入 治 具 并 打KIN脚 取下电容放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 校正后夹入治具并切脚 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 看清方向 校正后夹入治具并弯脚 取下灯仔放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后取下管塞并放入 成型机 将物料装入静电带中 将物料转入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后夹入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取桥堆 拿到胸前 看清方向 校正后夹入治具并成型 取下桥堆放入物料盒中 移动上身移动小臂至零件盒抓取物料 拿到胸前
标准工时表
插座类
IC座 火牛类
插件部份 操作工序名称及单元动作描述 贴20mm长以下皱纹胶纸/高温胶纸 贴20mm~50mm长皱纹胶纸/高温胶纸 贴50mm长以上皱纹胶纸/高温胶纸
长5mm以下 长5--30mm 长5--30mm以上 电阻1/8W 电阻1/4W以上 立式电阻1/8W 立式电阻1/4W以上 电解电容 陶瓷、瓷片电容 一般的二极管 发光二极管 大体积的二极管 棒芯电感 柱环形电感 圆环形电感 管脚一字形三极管 管脚品字形三极管 6脚以下插座 6--12脚插座 12脚以上插座 排插(3脚以上) 排插(3脚以下) 插AV插座/AV+S端子 插光纤座 插SCART座(24PIN) 插DC插座 插AV插座(DVB系列)
15
1.n为纸卡数量。2.使用周转箱时不
17
含此工时
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
23
将包好的PCBA放入包装箱
5
类型 吹套管 扎线类 点胶类
锁螺丝类 粘贴类
装配部份
操作工序名称及单元动作描述
从拉带(台面)取机,使热缩管处对于风筒口
吹缩热缩管(L<25mm,D=1--4mm),转动热缩管
放PCB板于拉带(台面)
一手取PCB并放于台面
另一手从烙铁架取烙铁
取锡线加锡至一焊盘
取镊子夹SMD焊一端于PCB,放回镊子到台面
加锡至另一焊盘,放回烙铁到烙铁座
放PCB板于拉带(台面)
从拉带(台面)取PCB
放于夹具上
从物料盒取出元件插于PCB
扣压夹具,转至锡点面
取锡线,烙铁至焊点
标准工时(S) 1 1
11
抹PCB(需抹面积25-50c㎡),放回无尘布
IC座 火牛类
插件部份 操作工序名称及单元动作描述 贴20mm长以下皱纹胶纸/高温胶纸 贴20mm~50mm长皱纹胶纸/高温胶纸 贴50mm长以上皱纹胶纸/高温胶纸
长5mm以下 长5--30mm 长5--30mm以上 电阻1/8W 电阻1/4W以上 立式电阻1/8W 立式电阻1/4W以上 电解电容 陶瓷、瓷片电容 一般的二极管 发光二极管 大体积的二极管 棒芯电感 柱环形电感 圆环形电感 管脚一字形三极管 管脚品字形三极管 6脚以下插座 6--12脚插座 12脚以上插座 排插(3脚以上) 排插(3脚以下) 插AV插座/AV+S端子 插光纤座 插SCART座(24PIN) 插DC插座 插AV插座(DVB系列)
15
1.n为纸卡数量。2.使用周转箱时不
17
含此工时
折好卡通箱底部,两边及中间封胶纸(长:85cm,宽:50cm)
23
将包好的PCBA放入包装箱
5
类型 吹套管 扎线类 点胶类
锁螺丝类 粘贴类
装配部份
操作工序名称及单元动作描述
从拉带(台面)取机,使热缩管处对于风筒口
吹缩热缩管(L<25mm,D=1--4mm),转动热缩管
放PCB板于拉带(台面)
一手取PCB并放于台面
另一手从烙铁架取烙铁
取锡线加锡至一焊盘
取镊子夹SMD焊一端于PCB,放回镊子到台面
加锡至另一焊盘,放回烙铁到烙铁座
放PCB板于拉带(台面)
从拉带(台面)取PCB
放于夹具上
从物料盒取出元件插于PCB
扣压夹具,转至锡点面
取锡线,烙铁至焊点
标准工时(S) 1 1
11
抹PCB(需抹面积25-50c㎡),放回无尘布
标准工时统一表格(模板)
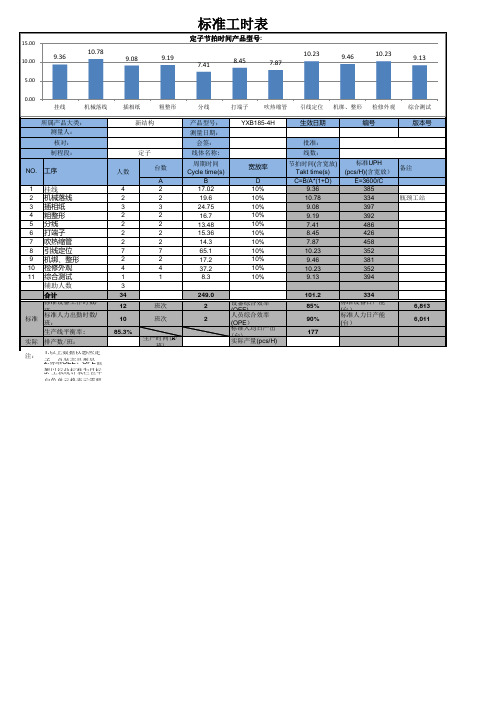
标准UPH (pcs/H)(含宽放)
E=3600/C 385 334 397 392 486 426 458 352 381 352 394
备注 瓶颈工站
101.2 85% 90% 177
334 标准设备日产能
(标台准)人力日产能
(台)
6,813 6,011
新结构
定子
人数
4 2 3 2 2 2 2 7 2 4 1 3 34
12
10
85.3%
台数
A 2 2 3 2 2 2 2 7 2 4 1
班次 班次
生产时间(H/ 班)
产品型号: 测量日期:
会签:
线体名称: 周期时间 Cycle time(s)
B 17.02 19.6 24.75 16.7 13.48 15.36 14.3 65.1 17.2 37.2
1 挂线 2 机械落线 3 插相纸 4 粗整形 5 分线 6 打端子 7 吹热缩管 8 引线定位 9 机绑、整形 10 检修外观 11 综合测试
辅助人数
标准
合计 标准设备工作时数/ 班标: 准人力出勤时数/ 班:
生产线平衡率:
实际 排产数/班:
注:
1.以上数据以感应定 子2.标、准总O装E产E、品O型P号E值 暂3. 以上行表业统标计准表为栏目位标中 白色单元格表示需要
15.00
10.78
10.00
9.36
9.08
5.00
标准工时表
定子节拍时间产品型号:
9.19
7.41
8.45
7.87
10.23
9.46
10.23
9.13
0.00
挂线
机械落线
插相纸
标准工时观测表

标准人数 平衡时间 平均观测时间
1
#DIV/0!
#DIV/0!
1
30.34秒
30.34秒
#DIV/0!
#DIV/0!
#DIV/0!
4.68秒
#DIV/0!
8.64秒
#DIV/0!
10.87秒
#DIV/0!
5.82秒
#DIV/0!
#DIV/0!
#DIV/0!
6.68秒
#DIV/0!
15.04秒
#DIV/0!
#DIV/0!
#DIV/0!
5.10秒
#DIV/0!
5.95秒
#DIV/0!
35.12秒
#DIV/0!
6.75秒
#DIV/0!
#DIV/0!
#DIV/0!
24.05秒
#DIV/0!
#DIV/0!
达标率:
原因分析:
型 号: 规 格: 观 测 人:
不良 线外人 系 比率 员比率 数
总工作时间 (8小时制)
部门
1.0% 1.0% 1.090
480分
产量/H
#DIV/0! 97
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
7.85 4.26 7.92 14.97 17.12 13.02
5.12 4.19 5.99 7.00 6.21 4.64
/ 32.13 38.10 9.03 5.62 5.61
24.05
#DIV/0!