表面粗糙度对比
粗糙度对比Ra、Rz、RMS、国内外标准对照

表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
粗糙度对比Ra、Rz、RMS、国内外标准对照

表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
表面粗糙度与表面光洁度级别对照表

冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
▽5
微见加工痕迹
▽6
看不见加工痕迹
▽7
光 面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
▽8
微辨加工痕迹的方向
▽9
不成辨加工痕迹的方向▽10最光面暗光泽面
精磨、研磨、抛光、超精磨、镜面磨削等
▽11
亮光泽面
▽12
镜状光泽面
概况粗拙度与概况光洁度级别对比表之欧侯瑞魂创作
创作时间:二零二一年六月三十日
概况粗拙度
概况光洁度
概况形状特征
加工方法举例
~
用不去除资料获得或坚持原供应状态的概况
锻件、铸件、热轧型材等非加工概况
▽1
粗拙面
明显可见刀痕
锯断、粗车、粗铣、粗刨、钻孔以及用粗纹锉刀、粗砂轮等加工
▽2
可见刀痕
▽3
微见刀痕
▽4
半光面
▽13
雾状镜面
▽14
镜 面
创作时间:二零二一年六月三十日
表面粗糙度等级对照表-粗糙度n9

粗车.粗刨.粗铣.钻孔
微见刀痕
Ra12.5.Ra6.3.Ra3.2.
精车.精刨.精铣.粗铰.粗磨
看不见加工陈迹,微辩加工偏向
Ra1.6.Ra0.8.Ra0.4.
精车.精磨.精铰.研磨
暗光泽面
Ra0.2.Ra0.1.Ra0.05.
研磨.珩磨.超精磨.抛光
N8
微见加工陈迹
N7
看不见加工陈迹
N6
光面
可辨加工陈迹的偏向
研磨.金刚石车刀的精车.精绞.冷拉.拉刀加工.抛光等
N5
微辨加工陈迹的偏向
N4
不成辨加工陈迹的偏向
N3
最光面
暗光泽面
精磨.研磨.抛光.超精磨.
镜面磨削等
N2
亮光泽面
N1
镜状光泽面
雾状镜面
镜面
概况特点
概况光滑度(Ra)数值
加工办法举例
显著可见刀痕
可见刀痕 25
显著可见刀痕 50
概况光滑度级别对比及运用
国际标注
Rz
Ra
概况外形特点
加工办法举例
N12
200
50
光滑面
显著可见刀痕
锯断.粗车.粗铣.粗刨.
钻孔以及用粗纹锉刀.粗砂
轮等加工
N11
100
25
可见刀痕
N10
50Байду номын сангаас
微见刀痕
N9
25
半光面
可见加工陈迹
冷拉.精车.精绞.粗绞.粗磨.刮削.粗拉刀加工等
抛光等级、表面粗糙度对应表
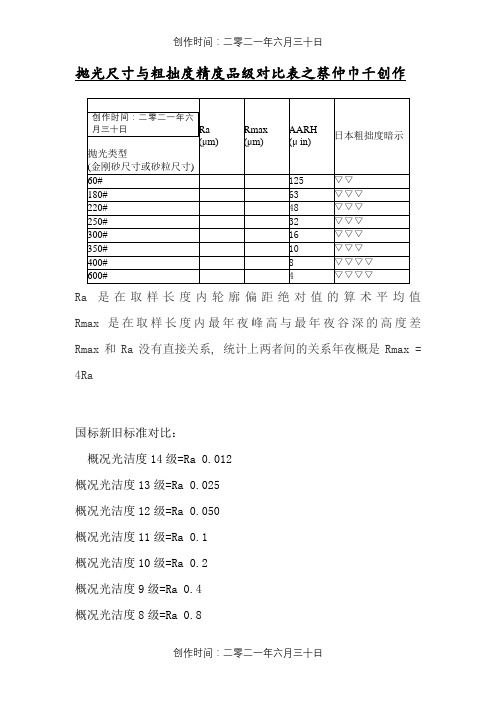
抛光尺寸与粗拙度精度品级对比表之蔡仲巾千创作
Ra是在取样长度内轮廓偏距绝对值的算术平均值Rmax是在取样长度内最年夜峰高与最年夜谷深的高度差Rmax和Ra没有直接关系, 统计上两者间的关系年夜概是Rmax = 4Ra
国标新旧标准对比:
概况光洁度14级=Ra 0.012
概况光洁度13级=Ra 0.025
概况光洁度12级=Ra 0.050
概况光洁度11级=Ra 0.1
概况光洁度10级=Ra 0.2
概况光洁度9级=Ra 0.4
概况光洁度8级=Ra 0.8
概况光洁度7级=Ra 1.6
概况光洁度6级=Ra 3.2
概况光洁度5级=Ra 6.3
概况光洁度4级=Ra 12.5
概况光洁度3级=Ra 25
概况光洁度2级=Ra 50
概况光洁度1级=Ra 100
以上概况粗拙度单元均为μm,即微米.。
粗糙度对比Ra、Rz、RMS、国内外标准对照

表面粗糙度高度参数有3种:1. 轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2. 微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3. 轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS直实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1 ---- 0.025um;N2 ---- 0.05um; N3 ----- O.lum ;N4 ---- 0.2um;N5 ---- 0.4um ; N6 ----- 0.8um;N7 ---- 1.6um;N8 ---- 3.2um ; N9 ----- 6.3um;N10 --- 12.5um ;N11 ---- 25um日本表面粗糙度的老标准。
粗糙度对比RaRzRMS国内外标准对照

表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
粗糙度对比Ra、Rz、RMS、国内外标准对照

1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*1000=RA举例:RMS64 = 64*1000= RA几个常用的如下:RMS250 =RMS125 =RMS64 =RMS32 =表面粗糙度外国与中国标准对照N1--;N2--;N3--;N4--;N5--;N6--;N7--;N8--;N9--;N10--;N11--25um;日本表面粗糙度的老标准。
对应关系:▽:Ra25~;▽▽:~;▽▽▽:~;▽▽▽▽:~。
说明:上面的数值依次为:、、、、25S、50S、100S表面粗糙度与光洁度的关系参考表 (单位:μm)表面状态雾状镜面镜状光泽面亮光泽面暗光泽面不可辨加工痕迹方向微辨加工痕迹方向可辨加工痕迹方向看不清加工痕迹微见加工痕迹可见加工痕迹微见刀痕可见刀痕明显可见刀痕Rz与Ra对比Rz100时相当于Ra25以下为对照表Rz2001005025Ra5025Rz1016254063 Ra1016。