JIS铝合金压铸件中文
日本工业规格金属(JIS)材料代号2
64
C1100BE
韧铜挤压棒
23
BCuNn
黄铜焊料
65
C1201BE
磷脱氧铜挤压棒
24
B-DPCu
磷脱氧铜坯
66
C1220BE
磷脱氧铜挤压棒
25
BN
镍焊料
67
C1221BE
磷脱氧铜挤压棒
26
B-OFCu
无氧铜坯
68
C2600BE
黄铜挤压棒
27
B-Tcu
韧铜坯
69
C2700BE
黄铜挤压棒
28
C
86
C1011P
电子管用无氧铜板
130
C1020R
无氧铜条、铜带
87
C1020P
无氧铜板
131
C1100R
韧铜带
88
C110P
韧铜板
132
C1201R
磷脱氧铜带
89
C1700P
弹簧用铍铜板
133
C1220R
磷脱氧铜带
90
C1720P
弹簧用铍铜板
134
C1221R
磷脱氧铜带
91
C1201P
磷脱氧铜板
135
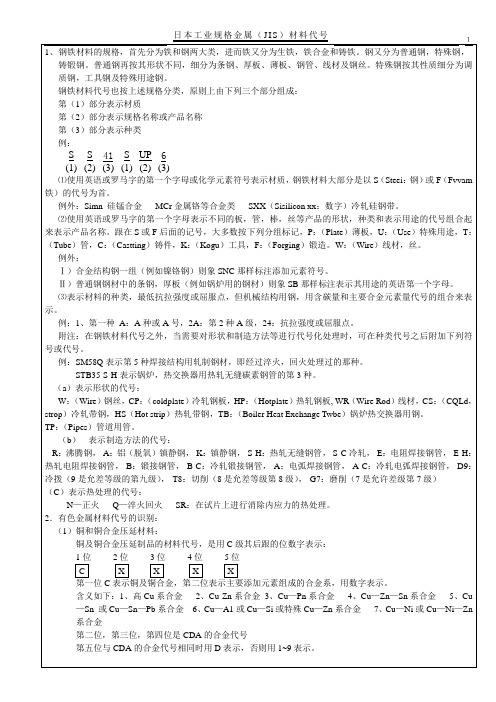
表示铝或铝合金的代号
第一位A表示铝及铝合金,第2位~第5位的4位数ISO(国际标准化组织)也在采用,是一种AA(美国铝业协会)国际登记合金规格号。
第二位纯铝用数字1表示,而铝合金则根据主要添加元素的不同,用2至9的数字区别如下:
1:表示纯度在99.00%以上的纯铝
2:A1-Cu系合金区3:A1-Mn系合金4:A1-Si系合金5:A1-Mg系合金6:A1-Mg-Si系合金7:A1-Zn系合金8:1~7系合金以外铝合金9:备用
铝合金压铸件中文英文例句.docx

铝合金压铸件中文英文例句铝合金压铸件中,中文和英文例句是让人们更好地理解和运用相关术语和概念的重要工具。
下面是一些具体的例句,旨在帮助读者更好地理解和使用相关术语。
1. 这个铝合金压铸件具有优异的强度和硬度,能够耐受高温和高压环境。
This aluminum alloy die casting has excellent strength and hardness, capable of withstanding high temperature and high pressure environments.2. 通过利用优质的铝合金材料,我们成功地生产出了高精度的压铸件。
By utilizing high-quality aluminum alloy materials, we have successfully produced high-precision die castings.3. 这个压铸工艺可以在短时间内高效地生产出大批量的铝合金压铸件。
This die casting process allows for efficient production of large quantities of aluminum alloy castings in a short amount of time.4. 我们使用CAD软件对铝合金压铸件进行设计和模拟,以确保其质量和尺寸精度。
We use CAD software to design and simulate aluminum alloy die castings to ensure their quality and dimensional accuracy.5. 这个铝合金压铸件的表面经过喷砂和阳极氧化处理,具有出色的耐腐蚀性能。
The surface of this aluminum alloy die casting is treated with sandblasting and anodizing, providing excellent corrosion resistance.6. 在铝合金压铸件的生产过程中,我们需要精确控制熔融铝合金的温度和压力。
JIS-H5302-2006铝合金压铸件(中文)

前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围 (2)2.引用标准 (2)3.种类及记号 (3)4.材料 (3)5.质量 (4)6.形状、尺寸 (4)7.试验 (4)7.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准(内部翻译,仅供参考)铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
1.适用范围本标准是对使用铝合金的压铸件(以下称压铸件)进行了规定。
jis h 5302-2000《铝合金压铸件》

jis h 5302-2000《铝合金压铸件》GB/T 5302-2000 "Aluminum alloy die castings" is a standard in China that specifies the requirements and test methods for aluminum alloy die castings. This standard is applicable to aluminum alloy die castings used in various industries such as aerospace, automotive, and engineering machinery. The following is an overview of the standard.The standard begins with the scope, which defines the application and limitations of the standard. It specifies that the standard is applicable to aluminum alloy die castings with a maximum thickness not exceeding 350 mm.The standard then provides classification and marking requirements for aluminum alloy die castings. It classifies the die castings into three grades based on their mechanical properties, namely HB, HC, and HD grades. Each grade has specific requirements for tensile strength, yield strength, and elongation. The standard also specifies the marking method for die castings to identify their grades.Next, the standard details the technical requirements for aluminum alloy die castings. It covers aspects such as chemical composition, mechanical properties, dimensional tolerances, surface quality, and machining allowances. For example, it specifies the acceptable limits for the major alloying elements present in the die castings and the required mechanical properties for each grade. It also sets the allowable deviations for dimensions and surface defects.The standard also provides test methods for aluminumalloy die castings. It includes methods for chemical analysis, tensile testing, hardness testing, and surface quality inspection. These test methods ensure that the die castings meet the specified requirements and are of high quality.In addition, the standard includes provisions for sample preparation, inspection rules, and acceptance criteria. It specifies the number of samples to be tested, the sampling locations, and the test methods to be used. It also sets the criteria for accepting or rejecting the die castings based on their test results.Overall, GB/T 5302-2000 "Aluminum alloy die castings" is an important standard in China that ensures the quality and performance of aluminum alloy die castings. By following this standard, manufacturers can produce die castings that meetthe specific requirements of different industries and applications.。
压铸铝合金标准解读
压铸铝合金标准解读我们目前的状态如人入暗室,寻找钱包。
如人困惑,不知何去何从。
标准就是我们的明灯、人生导师。
不懂标准,我们就是盲修瞎练,胡搞乱搞!您知道哪几个压铸行业的靠山(标准)?• 国际标准• 美国标准• 德国标准• 英国标准• 欧盟标准• 日本标准• 中国标准您知道哪几个压铸行业的靠山(标准)?国际标准 (ISO 3522-2007)欧盟标准 DIN_EN_1706_2010-6德国标准英国标准美国铝业联盟美国材料与试验协会北美压铸协会(AA)(ASTM)(NADCA)日本 (JIS_H5302_2006)国际标准和欧盟标准90%以上是相同的。
如果我们是铸造合金标准的制定者,我们会制定哪些内容?第一部分我们常见的铸造方式有哪几种?• 砂型铸造• 金属型铸造• 压力铸造• 熔模铸造(消失模)压铸铝合金标准第二部分 热处理方式有哪几种?• F 级• T4 级• T5 级• T6 级• T7 级热处理T6级别热处理—T6级别1. 固溶热处理加热至490~540℃。
2. 直接在固溶热处理炉里进行淬火冷却。
3. 在150~200 ℃下进行时效处理。
为什么压铸件做热处理难度大?起泡!当经过固溶热处理后,铸件表面起泡。
起泡从哪里来?Source: Stephen P. Midson, Die CastingEngineering,Nov 2011压铸铝合金第三部分 铸造合金的化学成分比如A380(AlSi8Cu3、ADC10)合金成分含量SI7.5~9.5Fe 1.3Cu 3.0~4.0Mn0.5Mg0.3Cr-Ni0.3Zn 3.0Sn0.35第四部分 各种合金适合的铸造方式比如A380(AlSi8Cu3、ADC10)合金铸造方法是否适合沙型铸造是压铸是熔模铸造否第五部分 各种合金适合的热处理方式常用的压铸铝合金材料不做热处理。
砂型铸造铝合金材料有做热处理。
压铸铝合金第六部分 合金的铸造性能A380(AlSi8Cu3)合金铸造性能指标流动性B抗热裂性BA.非常好 B 良好 C一般 D. 不好 E. 不推荐. F. 不适合气密性B第七部分 合金的机械性能机械强度属性性能A380(AlSi8Cu3)合金抗拉强度(MPa)320屈服强度(MPa)160铸造方法:压铸。
jis-h5302-铝合金压铸件(中文)说课讲解
J I S-H5302-2006铝合金压铸件(中文)前言本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例附件2(参考)与JIS对应的国际标准的对照表目录1.适用范围 (2)2.引用标准 (2)3.种类及记号 (3)4.材料 (3)5.质量 (4)6.形状、尺寸 (4)7.试验 (4)7.1 分析试验 (4)7.2 机械试验 (4)8.检查 (4)9.表示 (4)10.报告 (4)附件1(参考)使用部件例 (6)附件2(参考)与JIS对应的国际标准的对照表 (8)日本工业标准(内部翻译,仅供参考)铝合金压铸件JIS H 5302∶2006序言本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
北美压铸协会压铸标准(中文)
北美压铸学会压铸件的产品规格标准NADCAProduct Specification Standards for DieCastings铝铝基质复合材料铜镁锌和锌铝合金二零零三年重新修订的最新版本(Revised for 2003)第五次出版(5th Edition)3. 合金数据( Alloy Data )1. 合金的相互对照名称(Alloy Cross Reference Designations)A:类傩于前一项,只是次要成分稍有变化。
B:铝合金压铸件的美联邦规格使用个别合金的铝协会代码名称。
军事代码名称被美联邦的规格所代替。
C:日本规格允许镁最大含量为0.3。
D:日本规格允许锌的最大含量为1.0。
E:德国工业标准DIN 1725规格允许锌最大为1.2,镁最大等于0.5。
F:德国工业标准DIN 1725规格允许镁含量最大为0.3。
G:在DIN 1725中所示的合金成分趋向于“基本的首要金属”而且杂质限制低很难使它直接与美国合金相联系。
注意:这些标准中的部分标准已废弃不用,但出于历史目的仍包括在这里。
最接近的相互参照资料请参考本章结尾有关外国合金代码名称和化学成分的表格。
所示的相互参照代码名称为符合普遍公认原始资料的合金规格。
这些参考资料适用于压铸条件下的金属,不应和金属锭的类傩规格混淆。
栏目中填有“----”表明这种特殊的合金还没有在所给的资料中注册。
UNS ---- 统一编制(Unified Numbering System);AA ---- 铝协会(Aluminum Association);FED ----美联邦规格(Federal Specifications);MIL ---- 军事规格(Military Specifications);JIS ---- 日本工业标准(Japanese Industrial Standard);DIN ---- 德国工业标准(German Industrial Standard);ANSI ---- 美国国家标准学会(American NationalStandards Institute);SAE ---- 美国汽车工程师学会(Society of Automotive Engineers);ASTM ---- 美国材料试验学会(American Society for Testing and Materials);2. 铝合金(Aluminum Alloy)●选择铝合金(Selecting Aluminum Alloys)压铸铝合金的比重大约是2.7克/立方厘米,属于重量较轻的结构金属。
JIS H5302-2000日本压铸铝合金
28
320
188
31
250
<1
108
以下
以下
以下
以下
以下
余量
ADC11
A1-Si8Cu3Fe
以下
以下
以下
以下
以下
以下
以下
以下
余量
ADC12
以下
以下
以下
以下
以下
以下
余量
ADC12Z
以下
以下
以下
以下
以下
以下
余量
日本压铸铝合金机械性能表
牌号
抗拉试验
硬度试验
抗拉强度MPa
耐力MPa
延伸率%
HB
HRB
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ADC1
250
46
290
172
22
130
72
ADC3
279
48
320
179
35
170
76
ADC5
(213)
65
310
(145)
26
190
74
ADC6
266
61
280
172
23
64
67
ADC10
241
34
320
157
18
160
83
ADC12
228
41
310
154
14
150
86
ADC14
二.日本工业标准JIS H5302:2000
JIS H5302-1984 压铸铝合金(中文)
金属锭压铸件的正确的平均值则并不合适。所以最好只将其作为各种粗金属锭压铸件强度的
大致标准使用。
为了提供参考,还示出了 ASTM 标准试件的标准测定值。
附录表 1 从粗金属锭压铸件上截取的试件的机械特性
代号
拉伸试验
硬度试验
抗拉强度 MPa
屈服强度 MPa
延伸率 %
HB
HRB
平均 б ASTM 平均 б ASTM 平均 б ASTM 平均值 б ASTM 平均值 б
铝合金压铸件
Aluminum alloy die castings
JIS(1965,76,90)修订 JIS (1958) 制定
前言 本标准是以 1984 年第二版发行的 ISO 3522, Cast aluminium alloys - Chemical composition and mechanical properties 国际标准为基准,使对应部分与国际标准整合, 对其技术内容未作变更而编成的日本工业标准。此次标准的修订,对所有以往的日本工业标 准中没有的国际标准合金也作了规定,其种类通过代号加以区别。还把对应国际标准的规定 项目及规定内容作为日本工业标准而追加到本标准中。 1.适用范围 本标准规定了铝合金压铸件(以下简称压铸件)的种类、品质、形状尺寸、试验方法等。
0.20 以下 0.2 以下
0.2 以下
Al 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量 余量
JIS B 0403 铸件—尺寸公差方式及切削余量方式 JIS H 0321 非铁金属材料的检查通用规则 JIS H 1305 铝及铝合金的光电测光法的发射光谱分析方法 JIS H 1306 铝及铝合金的原子吸光分析方法 JIS H 1307 铝及铝合金的电感耦合等离子发光分光分析方法 JIS H 1352 铝及铝合金中的硅定量方法 JIS H 1353 铝及铝合金中的铁定量方法 JIS H 1354 铝及铝合金中的铜定量方法 JIS H 1355 铝及铝合金中的锰定量方法 JIS H 1356 铝及铝合金中的锌定量方法 JIS H 1357 铝及铝合金中的镁定量方法 JIS H 1359 铝及铝合金中的钛定量方法 JIS H 1360 铝及铝合金中的镍定量方法 JIS H 1361 铝及铝合金中的锡定量方法 JIS H 1364 铝合金中的铋及铅的定量方法 JIS H 2118 压铸件用铝合金粗金属锭
铝合金压铸件
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
a )抗拉强度σb :245 MPa;b )伸长率δ 5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
当需进一步限制错型值时,则应在图样上注明其允许的最大错型值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
J I S铝合金压铸件中文 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
前言
本标准是参照工业标准化法第14条,以批准的第12条第1项的规定为基准,由社团法人日本压铸件协会(JDCA)/财团法人日本标准协会(JSA)提出申请,备齐工业标准草案,与应修订的日本工业标准的提议一起,经过日本工业标准调查会的审议,由经济产业大臣批准的日本工业标准。
因此,JIS H 5302∶2000被修订,并被置换为本标准。
按照修订,对比日本工业标准和国际标准,为了易于制定与国际标准一致的日本工业标准,以及以日本工业标准为基础的国际标准草案提案,将ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能作为基础使用。
作为本标准的一部分,提请读者注意有可能出现与具备了技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册等相抵触的情况。
经济产业大臣和日本工业标准调查会对于与有这样技术特性的专利权,申请公开后的专利请求,实用新型权力,以及申请公开后的实用新型呈请注册有关的确认,没有责任。
JIS H 5302有如下所示的附件。
附件1(参考)使用部件例
附件2(参考)与JIS对应的国际标准的对照表
目录
1.适用范围…………………………………………………………………………………
2
2.引用标准…………………………………………………………………………………
2
3.种类及记号………………………………………………………………………………
3
4.材料………………………………………………………………………………………
3
5.质量………………………………………………………………………………………
4
6.形状、尺寸………………………………………………………………………………
4
7.试验………………………………………………………………………………………
4
7.1 分析试验 (4)
7.2 机械试验 (4)
8.检查 (4)
9.表示 (4)
10.报告 (4)
附件1(参考)使用部件例 (6)
附件2(参考)与JIS对应的国际标准的对照表 (8)
日本工业标准
(内部翻译,仅供参考)
铝合金压铸件
JIS H 5302∶2006
序言
本标准是翻译了2006年发行的ISO/FDIS 3522,铝及铝合金压铸件—化学合成物及机械性能,变更了技术内容后作成的日本工业标准。
然而,在本标准中,有边线或虚线下划线的地方,是变更原国际标准的地方。
将变更一览表附带其说明如附件2(参考)所示。
1.适用范围
本标准是对使用铝合金的压铸件(以下称压铸件)进行了规定。
备注本标准对应的国际标准如下所示。
表示对应程度的记号是以ISO/IEC手册21为基准,IDT(一致),MOD(修订),NEQ(不等同)。
ISO/FDIS 3522∶2006,铝及铝合金压铸件—化学合成物及机械性能(MOD)
2.引用标准
由于下面列出的标准已被本标准引用,所以构成了本标准规定的一部分。
这些引用标准适用于其最新版本(含追加补充部分)。
JIS B 0403 铸造品—尺寸公差方式及加工余量
JIS H 0321 有色金属材料的检查通则
JIS H 1305 铝及铝合金的发光光谱分析法
JIS H 1306 铝及铝合金的原子吸光分析法
JIS H 1307 铝及铝合金的电感藕合等离子发光光谱分析法
JIS H 1352 铝及铝合金中的硅(Si)定量方法
JIS H 1353 铝及铝合金中的铁(Fe)定量方法
JIS H 1354 铝及铝合金中的铜(Cu)定量方法
JIS H 1355 铝及铝合金中的锰(Mn)定量方法
JIS H 1356 铝及铝合金中的锌(Zn)定量方法
JIS H 1357 铝及铝合金中的镁(Mg)定量方法
JIS H 1358 铝及铝合金中的铬(Cr)定量方法
JIS H 1359 铝及铝合金中的钛(Ti)定量方法
JIS H 1360 铝及铝合金中的镍(Ni)定量方法
JIS H 1361 铝及铝合金中的锡(Sn)定量方法
JIS H 1366 铝及铝合金中的铅(Pb)定量方法
JIS H 2118 压铸件用铝合金基体
JIS H 2211 铸造物用铝合金基体
3.种类和记号
种类和记号如表1所示。
压铸件的使用例如附件1(参考)所示。
4.材料
材料按照JIS H 2118的规定。
根据当事者之间的协定,也可以使用JIS H 2211规定的铸件用铝合金基体。
5.质量
压铸件的质量如下。
a) 压铸件的外观应表面平滑,不得有有害的裂纹、铸件气孔等缺陷。
b) 压铸件不得因镶铸金属、焊接等造成修补。
但是,若缺陷部分小得连用户都认为在使用上不妨碍时,可以修补。
得到用户的确认,可以进行密封处理。
c) 化学成分参照表2。
对于表2中没规定的化学成分,可由当事者之间协商确定。
使用JIS H 2211规定的材料时,可由当事者之间协商确定。
d) 机械性能由当事者之间协商确定。
6.形状、尺寸
a) 压铸件的形状参照图纸或样品。
b) 压铸件的尺寸参照图纸。
尺寸的容许误差由订货者指定。
无特别指定时,尺寸的容许误差适用于JIS B 0403的规定。
7.试验
分析试验化学成分的分析试验如下。
a) 化学成分的分析方法如下。
JIS H 1305,JIS H 1306,JIS H 1307,JIS H 1352,JIS H 1353,JIS H 1354,JIS H 1355,JIS H 1356,JIS H 1357,JIS H 1358,JIS H 1359,JIS
H 1360,JIS H 1361,JIS H 1366
b) 表2中没规定的化学成分的分析方法由当事者双方协商确定。
c) 分析试料按照JIS H 0321采集。
机械试验机械试验由当事者双方协商确定。
8.检查检查如下。
a) 一般事项参照JIS H 0321。
b) 检查外观、形状、尺寸的同时,按照7.进行试验,必须满足5.及6.的规定。
9.表示压铸件或其包装箱上应以粘贴标签等适当的方法表示以下事项。
b) 制造编号;
c) 制造者名称或其略号。
10.报告订货者有要求时,制造者应出具化学分析试验的试验报告书。
注(1) 其他的化学成分,在表中用“—”表示,也包含没规定成分值的化学成分,各个成分是%以下,合计是%以下。
(2) 其他的化学成分,在表中用“—”表示,也包含没规定成分值的化学成分,各个成分是%以下,合计是%以下。
附件1(参考)使用部件例
本附件是表示铝合金压铸件的使用部件例,不是规定的一部分。
附件1表1 使用部件例
附件1表2 使用部件例
备注1。
每个项目评价栏记号的意义如以下所述。
IDT…………………………无技术上的差异。
MOD/删除…………………删除国际标准规定的项目或内容。
MOD/追加…………………追加国际标准中没有规定的项目或内容。
MOD/变更…………………变更国际标准的规定内容。
2.JIS与国际标准对照程度的全部评价栏的记号意义如下。
MOD………………………修改国际标准。