角度测量的光学方法
第3章 角度测量
第3章经纬仪及其角度测量3.1 角度测量原理角度测量是测量工作的重要内容之一。
角度测量的目的是测定地面点连线之间的空间位置关系,以此来确定点的平面坐标和高程,它包括水平角测量和竖直角测量,所采用的仪器为光学经纬仪、电子经纬仪和全站仪等。
本章重点介绍光学经纬仪及其角度测量方法。
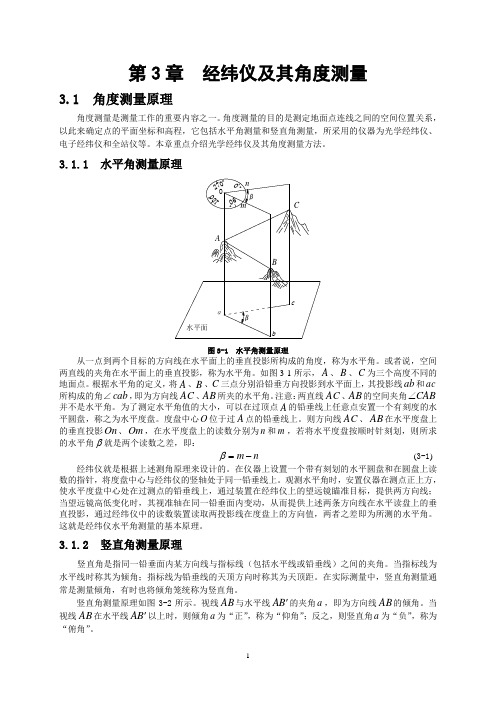
3.1.1 水平角测量原理图3-1 水平角测量原理从一点到两个目标的方向线在水平面上的垂直投影所构成的角度,称为水平角。
或者说,空间两直线的夹角在水平面上的垂直投影,称为水平角。
如图3-1所示,A、B、C为三个高度不同的地面点。
根据水平角的定义,将A、B、C三点分别沿铅垂方向投影到水平面上,其投影线ab和ac∠所构成的角∠cab,即为方向线AC、AB所夹的水平角。
注意:两直线AC、AB的空间夹角CAB 并不是水平角。
为了测定水平角值的大小,可以在过顶点A的铅垂线上任意点安置一个有刻度的水平圆盘,称之为水平度盘。
度盘中心O位于过A点的铅垂线上。
则方向线AC、AB在水平度盘上的垂直投影On、Om,在水平度盘上的读数分别为n和m,若将水平度盘按顺时针刻划,则所求的水平角β就是两个读数之差,即:β(3-1)=nm-经纬仪就是根据上述测角原理来设计的。
在仪器上设置一个带有刻划的水平圆盘和在圆盘上读数的指针,将度盘中心与经纬仪的竖轴处于同一铅垂线上。
观测水平角时,安置仪器在测点正上方,使水平度盘中心处在过测点的铅垂线上,通过装置在经纬仪上的望远镜瞄准目标,提供两方向线;当望远镜高低变化时,其视准轴在同一铅垂面内变动,从而提供上述两条方向线在水平读盘上的垂直投影,通过经纬仪中的读数装置读取两投影线在度盘上的方向值,两者之差即为所测的水平角。
这就是经纬仪水平角测量的基本原理。
3.1.2 竖直角测量原理竖直角是指同一铅垂面内某方向线与指标线(包括水平线或铅垂线)之间的夹角。
当指标线为水平线时称其为倾角;指标线为铅垂线的天顶方向时称其为天顶距。
实验角度和锥度的测量原理

实验角度和锥度的测量原理角度和锥度测量是工程和科学领域中常用的测量技术,用于测量物体的几何属性。
角度指的是两条直线或面之间的夹角,而锥度指的是物体的腰部或端部相对于其中心轴线的倾斜度。
测量角度和锥度的原理可以通过多种方法来实现,下面将介绍几种常用的测量原理。
一种常用的测量角度的原理是三角法。
即通过测量和计算三个点之间的夹角来确定角度的大小。
这种方法一般适用于平面上的角度测量。
测量过程中,首先要确定一个基准线,然后通过仪器或工具测量出基准线上的两个点,并记录测量结果。
接下来移动测量仪器或工具,再测量一个新的点与基准线上的一个点之间的夹角,并记录测量结果。
最后,通过计算这三个夹角,就可以确定所测量的角度的大小。
另一种常用的测量角度的原理是光学测量。
这种方法利用光的传播特性来测量角度。
测量过程中,首先要确定一个基准线,然后在基准线上设置一个光源和一个光接收器。
光从光源发出,经过物体反射或折射后,会到达光接收器。
通过测量光线从光源到光接收器的路径,可以得知光线经过物体后的偏转情况,从而间接地确定角度的大小。
测量锥度的原理也可以通过多种方法来实现。
其中一种常用的方法是使用锥度测量仪。
这种仪器通常由一个圆锥形部件和一个测量装置组成。
测量过程中,首先将待测物体放置在锥度测量仪的圆锥形部件上,然后通过移动测量装置,使其接触物体的表面。
测量装置会记录下圆锥与物体接触的位置,并根据接触点的数量和位置计算出物体的锥度。
另一种常用的测量锥度的方法是影像测量法。
这种方法利用光学影像技术来测量物体的几何属性。
测量过程中,首先将待测物体固定在一个特定的位置和角度上,然后使用一台摄像机或扫描仪来拍摄或扫描物体的影像。
通过对影像进行处理和分析,可以获得物体的几何参数,包括锥度。
需要注意的是,在进行角度和锥度的测量之前,一般需要校正测量仪器或工具,以确保其准确度和精度。
此外,测量过程中需要注意环境因素的影响,如光线、温度和湿度等。
光学三角法测量原理及应用

光学三角法测量原理及应用光学三角法是一种常用的测量方法,用于测量物体之间的距离或角度。
它基于光的传播性质以及几何关系,使用光束的反射、折射、干涉等现象来进行测量。
光学三角法测量原理主要包括两个基本原理:光线的传播原理和几何三角形原理。
光线在一定介质中传播时会发生折射现象,即光线在介质边界上的入射角和折射角之间满足斯涅尔定律。
而几何三角形原理则是应用三角形的几何关系来求解未知量。
光学三角法的应用十分广泛,主要包括测量距离、测量角度和测量高度等。
以下分别介绍这些应用场景。
首先是测量距离。
光学三角法通过测量两个点到视线上的物体的夹角来计算两点之间的距离。
例如,在航海中,使用望远镜观察物体的水平视角,并测量物体与水平线之间的夹角,然后利用三角形关系计算物体与观察者的距离。
测量距离时需要注意光线传播的速度,通常使用的是光的传播速度通过折射率计算得到的。
其次是测量角度。
光学三角法也可用于测量角度。
例如,在地理测量中,通过望远镜观察天体的方位角和高度角来确定测量点的经纬度。
测量角度时需要注意光线的传播方向,通常需要使用一些光学仪器进行精确测量。
另外,光学三角法还可以用于测量高度。
例如,在建筑测量中,使用光学仪器测量地面上某一点与建筑物顶端的角度,并结合三角形关系计算出建筑物的高度。
这种方法在测量高楼大厦以及山峰等高度时非常实用。
此外,光学三角法还可以应用于地质测量、导航定位、地图制作等领域。
例如,在地质测量中,通过观测地表地物与地平线之间的夹角来计算山体的高度;在导航定位中,使用光学仪器测量天体的仰角和方位角,结合已知的天体位置数据,可以确定观察者的位置和方向;在地图制作中,通过测量地标物点的位置和距离,可以确定地图的比例尺。
总结来说,光学三角法是一种基于光线传播和几何关系的测量方法,广泛应用于距离、角度和高度的测量。
它的原理简单明了,可靠性高,并且适用于多个领域。
尽管现代测量技术不断进步,出现了更加精确和高效的测量方法,但光学三角法作为一种传统的测量方法仍然具有一定的实际应用价值。
角度测量的几种光学方法

角度测量的几种光学方法
光学测量角度是全自动仪器测量技术中常用的一项技术,用于测量准确的角度。
目前光学测量角度的方法有:特征点算法、折射率变换法、阶梯式像差法、颠簸解析法、位移测量技术。
首先,特征点算法是一种常用的光学测量角度的方法,它的原理是使用引导线的垂直边,使用特征点识别算法,根据图像上的响应特征点,获得所测量角度的值,从而实现对光学角度的测量。
其次,折射率变换法是-种常用的仪器测量技术,根据折射率变换原理,通过光照均匀的发送物体表面,观察物体表面折射率变化,得到所测角度。
这种方法准确率高,测量精度较高。
此外,阶梯式像差法利用物体表面反射光来检测所测物体的角度,通过表面反射的光线的相干性,可以通过计算获得所测角度的值,从而实现对角度的测量。
还有颠簸解析法,该方法是利用物体表面的反射光的一些参数,通过将角度的变化反映在光斑的位置,通过测量物体表面反射光斑变化,得到所测角度的值,从而实现对角度的测量。
最后,位移测量技术是一种采用机械力学原理来实现角度测量的技术,它实现了将物体表面设计成防滑力学夹,以确保角度测量的精准,它的优势就是位移测量的简便,它可以高效准确的测量角度,同时节省时间和成本。
总之,特征点算法、折射率变换法、阶梯式像差法、颠簸解析法、位移测量技术是目前常用的5种仪器测量技术,它们各具特点,可以实现不同精度的角度测量,为后续应用服务,提高工程应用效率。
三角测量中的角度观测与角度解算方法
三角测量中的角度观测与角度解算方法三角测量是地理测量学中常用的一种测量方法,通过测量三角形的边长和角度来确定未知区域的位置和形状。
其中,角度观测和角度解算是三角测量的关键步骤。
本文将从角度观测和角度解算两个方面介绍三角测量中的角度观测与角度解算方法。
一、角度观测方法角度观测是指测量三角形内部或外部的角度大小的过程。
角度观测的准确性直接影响到三角测量结果的精度。
常用的角度观测方法有光学仪器观测法、电子仪器观测法和全站仪观测法等。
光学仪器观测法主要利用经纬仪、经纬仪、全站仪等光学测量仪器进行角度观测。
这些仪器通过读取仪器刻度上的数值或测量仪器上的电子显示屏上的数值来确定角度大小。
光学仪器观测法具有测量范围广、测量精度高的特点,在地理测量学中得到广泛应用。
电子仪器观测法是指利用电子测量仪器进行角度观测。
电子仪器观测法使用传感器感知角度信息,并通过电子装置将角度信息转化为数字信号,进而计算角度大小。
电子仪器观测法具有测量速度快、操作简便的特点,适用于需要大量角度观测的场合。
全站仪观测法是综合了光学仪器和电子仪器的观测方法。
全站仪集成了观测仪器和数据处理仪器,能够实现角度观测和数据处理的一体化。
全站仪观测法在现代测量领域得到广泛应用,是目前三角测量中角度观测的主要方法。
二、角度解算方法角度解算是指根据测量得到的角度观测值,通过一定的计算方法来确定未知角度的过程。
角度解算的准确性和精度对三角测量的结果有着重要影响。
常用的角度解算方法有平差解算法、三角函数解算法和解析解算法等。
平差解算法是一种重要的角度解算方法。
平差解算法通过考虑角度观测的误差以及测量结果的可靠性,来修正和优化角度解算结果。
平差解算法能够提高角度解算的精度,对于精密三角测量尤为重要。
三角函数解算法是另一种常用的角度解算方法。
三角函数解算法利用三角函数的性质和角度关系来进行角度解算。
通过对已知角度的三角函数值和角度之间的关系进行运算和推导,可以解算出未知角度的数值。
测绘技术中的角度测量方法

测绘技术中的角度测量方法在测绘领域,角度测量是一项重要的技术手段,用于确定地理位置、绘制地图和测量地物之间的相对位置关系。
本文将介绍几种主要的角度测量方法,并探讨其应用与限制。
一、光学测角法光学测角法是指利用光线的反射或折射原理来测量角度的方法。
其中最常用的方法是经纬仪的使用。
经纬仪通过望远镜来观测目标点,并通过旋转仪器来测量目标点与参考点之间的水平角度和垂直角度。
这种方法具有测量精度高、灵活性好的特点,适用于各种测绘任务。
然而,光学测角法也存在一些局限性。
首先,测角时需要考虑光线的反射或折射效应,这可能导致测量误差。
其次,光学仪器的使用需要在光线充足的条件下进行,不适用于夜间或恶劣天气下的测量工作。
因此,在某些特殊情况下,我们需要借助其他角度测量方法。
二、电子测角法电子测角法是利用电子设备来测量角度的方法。
其中最常见的是全站仪。
全站仪通过自动追踪目标点并记录角度数据,可以快速高效地完成角度测量任务。
与光学测角法相比,电子测角法无需考虑光线的影响,因此在夜间或恶劣天气下也能正常工作。
然而,电子测角法也存在一些限制。
首先,全站仪的使用需要一定的专业知识和技能。
其次,由于电子测角法需要依赖电池供电,长时间的使用可能会导致电池电量不足,影响测量工作。
因此,在实际应用中,我们需要根据具体情况选择合适的测量方法。
三、GPS测角法GPS(全球定位系统)测角法是利用卫星信号来测量角度的方法。
GPS接收器可以通过接收多颗卫星的信号并计算其之间的角度差,从而确定目标点的角度。
GPS测角法具有定位精度高、操作简单的特点,适用于室外测绘任务。
然而,GPS测角法也存在一些限制。
首先,由于GPS信号可能受到建筑物、树木等物体的遮挡,会影响信号接收的质量,从而导致测量误差。
其次,GPS测角法在室内或城市高楼密集区域的测量效果可能会较差。
因此,在选择测角方法时,我们需要综合考虑实际情况。
综上所述,测绘技术中的角度测量方法有光学测角法、电子测角法和GPS测角法等。
光学三角测量原理

光学三角测量原理
光学三角测量是一种基于光学原理进行测量的方法。
其原理是利用光线的传播特性和三角形的几何关系来测量目标物体的距离、高度、角度等参数。
在光学三角测量中,常用的工具有经纬仪、望远镜、测距仪等,它们都利用了光的传播性质。
当光线从一个物体射出并经过透镜或反射后到达另一个物体时,我们可以利用光线的几何关系计算出目标物体的一些参数。
在测量距离时,我们可以利用同一直线上的两个点到目标物体的距离与这两个点之间的距离之比来计算出目标物体与测量仪器的距离。
这个比例关系是基于光线传播过程中的视角大小不变原理。
在测量角度时,我们可以利用望远镜或其它光学仪器来观测目标物体和参考物体之间的视角,通过解析三角关系计算出目标物体的角度。
另外,光学三角测量还可以用于测量物体的高度。
我们可以利用测距仪或其它测量仪器来测量目标物体与地面之间的距离,同时利用望远镜或其它仪器来测量目标物体与水平线之间的视角,通过三角关系计算出目标物体的高度。
综上所述,光学三角测量利用光线的传播特性和三角形的几何关系,通过测量距离、角度和高度等参数来获得目标物体的几
何信息。
这种测量方法在地理测量、航空航天、工程测绘等领域有广泛的应用。
测角度的传感器原理
测角度的传感器原理
测角度的传感器原理通常基于三种主要技术:光学、电磁和惯性。
1. 光学原理:光学传感器利用光的折射、反射或散射来测量物体的角度。
例如,旋转编码器使用光栅或编码圆盘上的光电二极管阵列来检测光栅条纹的移动,从而测量物体的旋转角度。
2. 电磁原理:电磁传感器利用感应原理来测量物体的角度。
例如,霍尔效应传感器通过测量磁场的变化来检测物体的角度变化。
另一个常见的电磁传感器是旋转变压器,它通过变换绕组之间的电感变化来测量物体的角度。
3. 惯性原理:惯性传感器利用物体的惯性力来测量其角度变化。
最常见的惯性传感器是陀螺仪,它通过检测物体的旋转速度来测量角度的变化。
陀螺仪通常基于旋转质量的原理,其中内部的旋转质量保持不变,而测量发生变化的角速度。
这些传感器原理可以独立或结合使用,以实现更准确和可靠的角度测量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第28卷第2期2002年3月 光学技术OPTICAL TECHN IQU E Vol.28No.2March 2002 文章编号:100221582(2002)022*******角度测量的光学方法Ξ浦昭邦,陶卫,张琢(哈尔滨工业大学305信箱,黑龙江哈尔滨 150001)摘 要:光学测角法是高精度动态角度测量的一种有效的解决途径。
对目前发展较快的几种角度测量的光学方法———圆光栅测角法、光学内反射小角度测量法、激光干涉测角法和环形激光测角法进行了详细的介绍,并且分别给出了每种方法的测量原理和发展现状,比较了各种方法的优缺点,给出了每种方法的应用场合和发展前景。
关键词:角度测量;光学方法;转角;整周中图分类号:TH741.2 文献标识码:AAngle measurement with optical methodsPU Zhao 2bang ,T AO Wei ,ZH ANG Zhuo(Harbin institute of Technology ,Harbin 150001,China )Abstract :Optical methods are one of the most effective way of dynamic angle measurement with high accuracy.Several well developed optical methods of angle measurement ,such as angle measurement with radical gratings ,angle measurement based on internal 2reflection effect ,laser interference angle measurement system and ring laser goniomcters ,are described in de 2tail.The principle ,present status and application situation of each method is dis played.The superiority and defects of these methods are lined out.The development future of each method is given at last.K ey w ords :angle measurement ;optical methods ;rotation angle ;whole round1 引 言角度测量是几何量计量技术的重要组成部分,发展较为完备,各种测量手段的综合运用使测量准确度达到了很高的水平。
角度测量技术可以分为静态测量和动态测量两种。
对于静态测量技术来说,目前的主要任务集中在如何提高测量精度和测量分辨力上[1~3]。
随着工业的发展,对回转量的测量要求也越来越多,因此人们在静态测角的基础上,对旋转物体的转角测量问题进行了大量的研究,产生了许多新的测角方法。
测角技术中研究最早的是机械式和电磁式测角技术,如多齿分度台和圆磁栅等,这些方法的主要缺点大多为手工测量,不容易实现自动化,测量精度受到限制[4,5]。
光学测角方法由于具有非接触、高准确度和高灵敏度的特点而倍受人们的重视,尤其是稳定的激光光源的发展使工业现场测量成为可能,因此使光学测角法的应用越来越广泛,各种新的光学测角方法也应运而生。
目前,光学测角方法除众所周知的光学分度头法和多面棱体法外,常用的还有光电编码器法[6]、衍射法[7,8]、自准直法[9,10]、光纤法[11]、声光调制法[12,13]、圆光栅法[14~17]、光学内反射法[18~23]、激光干涉法[24~28]、平行干涉图法[29,30]以及环形激光法[31~33]等。
这些方法中的很多方法在小角度的精密测量中已经得到了成功地应用,并得到了较高的测量精度和测量灵敏度,通过适当的改进还可对360°整周角度进行测量。
对于众所周知的光学分度盘、轴角编码器、光电光楔测角法等来说,由于应用较多,技术比较成熟,本文不作具体介绍。
下面主要介绍几种近几年来发展起米的小角度测量方法和可用于整周角度测量的方法。
2 圆光栅测角法圆光栅是角度测量中最常用的器件之一。
作为角度测量基准的光栅可以用平均读数原理来减小由分度误差和安装偏心误差引起的读数误差,因此其准确度高、稳定可靠。
但在动态测量时,在10r/s 的转速下,要想达到1′的分辨力都非常困难。
目前我国的国家线角度基准采用64800线/周的圆光栅系统,分辨力为01001″,总的测量不确定度为0105″。
该测量方法主要是在静态下的相对角度测量。
英国国家物理实验室(NPL )的E W 图1 NPL 测角仪原理图Palmer 介绍了一台作为角度基准的径向光栅测角仪,如图1所示,既可用于测角,又可用于标定。
其原理是利用两块32400线的径向光栅安装在015r/s 的同一个轴套上,两个读数头一个固定,一个装在转台上连续旋转,信号间的相位差变化与转角成正比。
仪器中用一个自准直仪作为基准指示器,可以测得绝对角度,利用光栅细分原理可测360°范围内的任意角度,附加零伺服机构可以对转台进行实时调整,限制零漂。
用干涉仪作为读数头,可进行高精度测量。
按95%置信度水平确定其系统误差的不确定度为0105″[15]。
德国联邦物理研究院(PTB )的Anglica T ubner 等人用衍射861Ξ收稿日期:2001205224;收到修改稿日期:2001206218基金项目:国家自然科学基金资助项目(59875017)作者简介:浦昭邦(19402),男,哈尔滨工业大学教授,博士生导师,主要从事光学测量、图像处理方面的研究。
图2 衍射光栅干涉法测角光路原理图光栅干涉仪测量转动物体,能够检测角加速度、角速度、转角。
检测原理光路图如图2所示。
单频He 2Ne 激光器发出的光经过柯斯特分束棱镜后在出射方向上分为两束平行光,这样由于气流和温度变化引起的两条光路的变化相等。
经过变形透镜后直射或斜射到随被测件一起转动的反射型衍射光栅上,该光栅是PTB 特制的2400线/mm 正弦相位光栅。
干涉信号由光电探测器接收,该系统检测正弦信号时测量灵敏度不确定度为013%,测旋转物体时相位差不确定度为012%,该系统的主要问题是灵敏度非常复杂[16]。
在此基础上作了相应的改进,并进行了标定[17]。
3 光学内反射小角度测量法光从光密介质传到光疏介质时,当入射角大于临界角时发生全反射现象。
内反射法小角度测量就是利用在全反射条件下入射角变化时反射光强度的变化关系,通过反射光强的变化来测量入射角的变化的。
由于入射角在临界角附近线性较好,随着入射角的微小变化,反射光的强度发生急剧变化,因此测量时通常定义一个临界角附近的初始角θ0,被测角为相对于该初始角的角位移Δθ,这样就可以充分利用临界角附近灵敏度较高的特点,进行小角度的高精度测量。
该测量方法存在的一个问题是入射角和反射光强之间的关系是非线性的,灵敏度因此受到限制。
为了减小函数非线性对测量结果的影响,采用差分式测图3 光学内反射差分式测量原理量,其原理如图3所示。
首先分别测出θ0+Δθ和θ0-Δθ的反射光强的变化,然后用线性化公式进行处理,以得到相应的角度值。
内反射法是由P S Huang 等人提出来的[18],用该方法制成的测角仪体积可以做得很小,因此特别适用于尺寸受限制的空间小角度的在线测量,而且结构简单,成本低。
测量图4 多次反射形临界角角度传感器原理1—激光二极管;2—准直透镜;3—通光孔;4—平面反射镜;5—λ/4波片;6—偏振分光镜;7—分光镜;8,9—临界角棱镜;10,11—光电接收器。
的灵敏度取决于初始入射角和全反射的反射次数,增加反射次数可以提高灵敏度,提高分辨力,但测量范围就相应变小。
因此P S Huang 等人又在此基础上制成多次反射型临界角角度传感器,用加长的临界角棱镜代替图3的直角棱镜以增加反射次数,如图4所示。
该仪器可用于表面形貌、直线度、振动等方面的测量。
在测量角度方面,在3弧分范围内的分辨力为0.02弧秒。
在接下来的工作中,P S Huang 等人又将其测角范围扩大到30弧分,输出信号峰2峰值的漂移小丁0104孤秒[19,20]。
该仪器的缺点是成本高,加长的临界角棱镜加工困难。
台湾的National Chiao TungUnlversity 的Ming 2Hong Chin 等人在此原理的基础上,提出了全内反射外差干涉测角方法。
用外差干涉仪测量S 偏振光和P 偏振光之间的相位差,将传感器的测角范围扩大到10°,分辨力随入射角的大小变化,最佳分辨力可达8×10-5度[2]。
Hong K ong University of Science and Technology 的Wei Dong Zhou 等人采用差动共光路结构,大大提高了系统的线性,并获得了013角秒的最佳分辨力[22]。
天津大学和日本东北大学在这方面也进行了一些研究[23]。
4 激光干涉测角法角度可以表示为长度之比,长度的变化可以用激光干涉条纹数的变化来表示,因此长度测量中准确度最高的激光干涉法在角度测量中得到了广泛的应用。
干涉测角法不仅可以测量小角度,而且也可以测量整周角度。
4.1 激光干涉小角度测量干涉小角度测量的基本原理可以表示成图5的形式。
采用迈克尔逊干涉原理,用两路光光程差的变化来表示角度的变化,图5 激光干涉测角的基本原理图1—激光器;2—扩束镜;3—分光镜;4,5—平面镜;6—角锥棱镜;7—转台;8—成像调节器;9—光电接收器;10—可逆计数器。
经角锥棱镜反射的一路光的光程随着转角的变化而变化,因此干涉条纹也发生相应的移动,测得条纹的移动量,就可测得转台的转角[24]。
在此原理基础之上发展起来的角度测量系统都致力于光路结构的改进和消除各种误差因素的影响。
经过改进后可以测量大约90°的角度,但各种误差因素随着所测角度的增大而急剧增加,因此该系统的测量范围限制在几度内,在此范围内具有极高的测量准确度。
这种技术已经发展得非常成熟,美国、日本、德国、俄罗斯等国家早已将激光干涉小角度测量技术图6 新型迈克尔逊测角装置作为小角度测量的国家基准[25]。
为了消除转盘径向移动对角度测量的影响,采用如图6所示的测量光路,用两个角锥棱镜形成差动测量,大大提高了系统的线性和灵敏度。
为了增强干涉仪抗环境干扰的能力,可以采用双频激光外差干涉测量法,用双频激光代替普通光源。
用这种方法测量平面角,灵敏度可达01002″[26]。