第二章数控系统的参数设置与备份
FANUC数控系统数据备份和恢复的使用说明(存储卡)
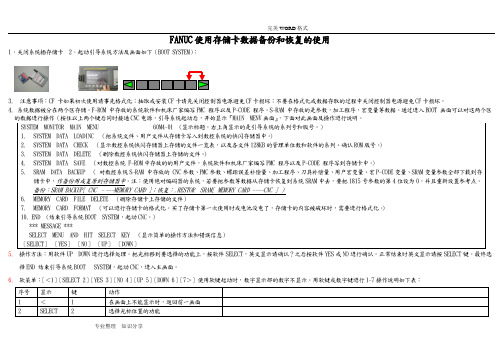
FANUC 使用存储卡数据备份和恢复的使用1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ):5. 操作方法:用软件UP DOWN 进行选择处理。
把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。
正常结束时英文显示请按SELECT 键。
最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。
6. 软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:FANUC数控系统Compact flash card (CF存储卡)的选用和详细操作步骤默认分类 2007-12-11 12:45:06 阅读210 评论0 字号:大中小订阅1. 前言: Compact flash card (CF 卡) 可以当作FANUC控制器的数据服务器储存空间。
而且,当插在FANUC控制器的PCMCIA 接口上可以当作备份数据用的记忆卡(IC 卡)。
2. 组成:如果使用桌上型计算机请选配CF 卡、CF转接槽及USB型式的CF卡片阅读机。
如果使用笔记型计算机请选配CF 卡、CF转接槽(但要确认你的笔记型计算机是否支持PCMCIA 接口)。
CF 卡、CF转接槽 USB型式的CF卡片阅读机3. 兼容的控制器:控制器厂商控制器型式数据服务器/网络接口发那科 0i-MB 数据服务器(ATA flash 型式)21i-MB 数据服务器(ATA flash 型式)18i-MB 数据服务器(ATA flash 型式)4. 规格:4.1 使用TYPE II 接口。
4.2 不需要备份电池。
4.3 需格式化成FAT 格式。
4.4 目前支持的容量为128MB、256MB、512MB、1GB、,2GB等。
5. 注意事项:5.1 CF 卡如果初次使用请事先格式化。
参数设置与备份讲义
主菜单画面,按“通讯”键
按“RS232设置”
对通信参数进行设置。各参数应与PC机中WINPCIN通信
软件中的参数一致。
6、数据备份与恢复 (3)在PC机和系统中的通信参数设置完毕后,先在系
统的操作画面中按“输入启动”软键,等待接收数
据;然后在WINPCIN主界面点击“Send Data”按钮
5、主轴参数设置
30240 = 2 设置方波发生器来检测位置。
若主轴不带编码器,设定此参数为0。 31020 = 1024 设定。 32260 = 1400 主轴额定转速为1400rpm,根据主 编码器分辨率1024,根据编码器线数
轴电机额定转速设定此参数。 31050 = 1 主轴各档变比(电机端),根据主轴电机
4、进给轴参数设置 按“>”和“轴+”或“轴-”找到相应的轴
(1)轴参数设置
30130: 设定控制轴速度信号输出类型。
0:模拟(即不接到驱动器);
1:伺服驱动;2:步进驱动;3、4:不存在; 30240:编码器类型 0:模拟,仿真; 2:方波发生器、标准编码器(四倍增量)
3、PLC参数的设置 3.3 参数14512的设置
主菜单界面中按[诊断]键,再按[机床数据] ,在“
普通数据”中找到14512参数;
各14512[i]的意义(见指导书)
4、进给轴参数设置 4.1设置操作 802C数控系统可控制3个轴和一个主轴,在参数设置里 ,分为X、Y、Z、主轴,若为车床,只需设置X、Z轴 参数(用的是车床配置文件,Y轴数据被屏蔽)。若 为铣床(须下载铣床配置文件),且X、Y、Z、主轴 均需设置。 按[诊断]键,再按[机床数据],按[轴数据],进入轴参 数设置页面
FAGOR数控系统参数设置方法
FAGOR数控系统参数设置方法1.进入参数设置界面:首先需要进入FAGOR数控系统的参数设置界面。
通常情况下,开机后按下"参数"键即可进入该界面。
如果无法进入参数设置界面,需要检查系统是否正常运行并尝试再次进入。
2.导航菜单:在参数设置界面上,可以看到不同的菜单选项。
使用系统提供的导航键,可以在不同的菜单之间进行切换。
通常情况下,可以通过上下左右键进行导航和选择。
3.选择子菜单:在导航菜单中选择“参数设置”或类似的选项,进入参数设置子菜单。
这个子菜单通常包含各种系统参数的选项,例如坐标系、速度、加减速度、刀具补偿等。
4.选择参数:在参数设置子菜单中,可以看到各种参数选项。
使用上下键选择需要设置的参数,然后按下“确定”键进入该参数的设置界面。
5.设置参数值:在进入参数设置界面后,可以看到默认的参数值。
使用左右键进行数值的修改,然后按下“确定”键确认修改。
通常情况下,可以通过键盘输入数字进行参数的设置。
6.保存设置:每次修改参数后,都需要保存设置。
在参数设置界面中,可以找到“保存”或类似的选项。
选择该选项后,系统将保存当前的参数设置,并自动返回到参数设置子菜单。
7.退出参数设置界面:在完成所有需要设置的参数后,可以选择“退出”或类似的选项,退出参数设置界面。
系统会将最新的参数设置保存,并返回正常的运行界面。
需要注意的是,FAGOR数控系统的参数设置是一项复杂而精细的工作,需要根据具体的机床和工作要求进行设置。
错误的参数设置可能导致机床无法正常运行或产生不良效果。
因此,在进行参数设置前,需要仔细了解机床的使用说明和相关技术要求,在保证安全的前提下进行设置。
同时,也建议在设置参数前备份原有的参数设置,以便出现问题时可以及时恢复。
数控系统数据备份与恢复教学设计
教学文本目录一、教学定位设计1.选题背景分析------------------------------------2 二、教学目标设计1.学生情况分析------------------------------------2 2.教学目标设定------------------------------------3 三、教学内容设计1.知识内容设计------------------------------------4 2.技能内容设计------------------------------------4 3.情感内容设计------------------------------------6 四、教学资源设计1.教学资源分析-----------------------------------6 五、教学组织与实施过程设计1.教学方法设计------------------------------------9 2.学习方法设计-----------------------------------10 3.教学过程设计-----------------------------------11 4.重点难点设计-----------------------------------12六、教学考核与评价设计1.课堂教学反馈设计-------------------------------14 2.学生学习评价设计-------------------------------15 3.教学效果总评设计-------------------------------16 七、教学反思----------------------------------------17附件:学案设计(学生工作页)-------------------------18数控铣床装调与维修比赛项目数控系统数据备份与恢复教学设计一、教学定位设计(一)选题背景分析《数控机床装调维修工》国家职业标准明确提出:数控系统数据备份与恢复是该工种必备技能。
fanuc数控系统备份参数
fanuc数控系统备份参数Fanuc数控系统备份参数Fanuc数控系统备份参数是指将数控系统中的参数进行备份的操作。
数控系统是一种广泛应用于机床的自动控制系统,通过对各种指令的输入和程序的运行,实现对机床运动轴的控制,从而完成加工工艺的自动化。
而数控系统的参数则是指控制机床运动轴行程、速度、加速度、位置等的重要设置值。
备份参数的操作可以保证在系统出现故障或意外情况时,能够快速恢复到备份前的状态,提高生产效率和机床的可靠性。
Fanuc数控系统备份参数的操作步骤如下:步骤一:进入数控系统的参数备份功能在Fanuc数控系统中,一般会有一个专门的参数备份功能,可以通过操作面板上的特定按键或者菜单选项进入。
具体的操作方式可以参考数控系统的操作手册或者咨询厂家的技术支持。
步骤二:选择备份参数的目标位置在进入备份功能后,需要选择备份参数的目标位置。
通常有两种选择,一种是备份到数控系统的内部存储器中,另一种是备份到外部存储介质中,如U盘或者SD卡等。
根据实际情况选择合适的备份目标位置。
步骤三:执行备份操作在选择好备份目标位置后,可以执行备份操作。
系统会将当前的参数设置值进行备份,并保存到选择的目标位置中。
备份的时间长度会根据参数数量的多少而有所不同,一般在几十秒到几分钟之间。
步骤四:确认备份结果备份完成后,可以进行备份结果的确认。
可以通过查看备份目标位置的文件列表或者系统提示信息来确认备份是否成功。
如果备份失败,可以重新执行备份操作或者联系技术支持进行故障排查。
Fanuc数控系统备份参数的注意事项如下:注意事项一:备份前确认参数设置合理在执行备份操作之前,需要确认当前的参数设置值是合理的。
如果存在不合理的参数设置,备份的结果可能会导致机床运动不正常或者加工精度下降。
因此,在备份前应该仔细检查和调整参数设置值。
注意事项二:定期进行备份操作为了保证备份参数的及时性和准确性,建议定期进行备份操作。
具体的备份频率可以根据生产情况和机床使用频率来确定。
FANUC数控系统数据备份和恢复的使用说明(存储卡)
FANUC使用存储卡数据备份和恢复的使用1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ):3. 注意事项:CF 卡如果初次使用请事先格式化;抽取或安装CF 卡请先关闭控制器电源避免CF 卡损坏;不要在格式化或数据存取的过程中关闭控制器电源避免CF 卡损坏。
4. 系统数据被分在两个区存储。
F-ROM 中存放的系统软件和机床厂家编写PMC 程序以及P-CODE 程序。
S-RAM 中存放的是参数,加工程序,宏变量等数据。
通过进入BOOT 画面可以对这两个区的数据进行操作(按住以上两个键后同时接通CNC 电源,引导系统起动后,开始显示『MAIN MENV 画面』,下面对此画面及操作进行说明。
5. 操作方法:用软件UP DOWN 进行选择处理。
把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。
正常结束时英文显示请按SELECT 键。
最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。
6. 软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:序号显示 键 动作 1 < 1 在画面上不能显示时,返回前一画面SYSTEM MONITOR MAIN MENU 60M4-01 (显示标题。
右上角显示的是引导系统的系列号和版号。
)1. SYSTEM DA T A LOADINC (把系统文件、用户文件从存储卡写入到数控系统的快闪存储器中。
)2. SYSTEM DA T A CHECK (显示数控系统快闪存储器上存储的文件一览表,以及各文件128KB 的管理单位数和软件的系列、确认ROM 版号。
)3. SYSTEM DA T A DELETE (删除数控系统快闪存储器上存储的文件。
)4. SYSTEM DA T A SA VE (对数控系统 F-ROM 中存放的的用户文件,系统软件和机床厂家编写PMC 程序以及P-CODE 程序写到存储卡中。
数控系统参数的备份方法

FANUC系统机床数据的传输形式:
(1)RS-232异步串行数字传输形式 系统I/O通道设定为:0、1、2、3 (2)系统存储卡传输形式 系统I/O通道设定为:4 (3)以太网传输形式 系统I/O通道设定为:5
本章主要内容:
(1)数控机床传输软件的功能及RS-232异步串行通信 (2)传输软件的使用及数控机床数据的输入/输出操作 (3)RS-232通信过程中的故障原因分析及处理方法
2.3.4 螺距误差补偿表的传输(CNC到PC) (1)PC端选择DATA-IN菜单,回车确认。 (2)在FILENAME栏中填入零件程序的路径及文件,然后回车确 认,PC处于等待 (3)选择EDIT 方式 (4)选择〈SYSTEM〉、扩展键,〈PITCH〉,〈OPRT〉, 〈PUNCH〉、〈EXEC〉数据开始输出
2.2 设置FANUC-0i数控系统的通讯协议 (1)启动机床,CNC无任何报警 (2)选择MDI工作方式 (3)选择〈SYSTEM〉、三次扩展键,〈ALL I/O〉,〈PRGRM〉 出现下列菜单: I/O CHANNEL 1 DEVICE NUM 0 BAUD RATE 9600 STOP BIT 2 NULL INPUT ALM TV CHECK OFF PUNCH CODE ISO INPUT CODE EIA/ISO FEED OUTPUT FEED EOB OUTPUT LFCR
2.3.5 PMC参数的传输(CNC到PC) (1)更改PCIN软件V24-INI菜单下的通讯协议:8DATA BITS, 其它相同。 (2)PC端选择DATA-IN菜单,回车确认。 (3)在FILENAME栏中填入零件程序的路径及文件,然后回车确 认,PC处于等待 (4)选择EDIT 方式 (5)选择〈SYSTEM〉,〈PMC〉,扩展键,〈I/O〉 (6)光标移动至DEVICE选项,选择扩展键,〈OTHERS〉, 〈WRITE〉
Fanuc-Oib数控系统的参数设置与备份

f 圆 敷据形式j
丰 节 型
墨 笪±i Q
里三 堕 Q 2
裴
表2
西 — 雨
50
¨
设 定 值
7 8 9 1 0 1 1
机床数控 系统参数及 P C参 数一般在机床 出厂时 由机床 L 厂家提供一套清单 , 用户在使用过程中做 的调 整应注意做好记
的参数号 。
( 输入参数值, I U ” 5) 按“NP T ; ( 输入重要参数后需要关机重新启动系统 ; 6)
( 关 闭 写 保护 。 7)
r ● ,【
r ● ● J 1 , L r ●●
2 参 数 的保 存和 备份
系统参数 、L 参数 、 PC 机床程序 、 刀补等数据 是通过 电池进 行保持 的, 电池盒安装在机床 电器柜外部 。电池应 定期更 一般
} 玎 桶 } } 5 抖 4 钙 : l I 2 * l 帕
( 打开参数写保护 ; 2)
按功能键 “ F S T S T I ” 再按 “ E T N ” 出现如 O F E /E TNG , ST IG , 图 2所示页面. P A T RWRIE 一项设定 为… ’ 将“ AR ME E T” 1。
行 调节 。
【 作者 简介 1 @( 7-) 湖北黄  ̄ 1 7 , 9 女, 石人, 研究方向数控机床的加工工艺 讲师, : 及缡 程。
维普资讯
(3) 功能键 “ Y T M” 按 S SE : ( 按软键 “ 4) 参数 ”通过参数调用和显示 的方法 找到期 望 ,
的名称 , : 如 X轴 : 输入 8 8 轴型 : 同一个参数号下包括相 同意义各个轴参数 。 14 参数的调 用和显示 . 参 数显示 页面如 图 1 所示
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图3—44 同时按两软键
数控机床结构与维护
图3—45 启动画面
数控机床结构与维护
2)按软键或数字键1~7进行不同的操作,其内容见表6—5,不能把软 键和数字组合在一起操作。 表6—5 操作表
软键 < SELECT YES NO UP DOWN > 数字 键 1 2 3 4 5 6 7 操作 在画面上不能显示时,返回前一画面 选择光标位置 确认执行 确认不执行 光标上移 光标下移 在画面上不能显示时,移向下一画面
数控机床结构与维护
2、快速调出参数显示画面
以查找各轴存储式行程,检测正方向边界的坐标值,为例加以说明(
参数数据号为3111)。
1)在MDI键盘上按SYSTEM键。
2)在MDI键盘上输入3111(如图3—32)。
键入需 要的参 数好
图3—32 输入参数号
数控机床结构与维护
3)按NO检索便可调出(图3—33)。
数控机床结构与维护
6. FANUC数控系统的参数按照数据的形式大致可分为 。其中位型又分位型和 型、双字型、双字轴型。
型和
型
型,字型又分字节型、字节轴型、字型、字轴 型参数允许参数分别设定给各个控制轴。 ”重新设定为“ ”,
7.在参数设定完成后,最后一步就是将“ 使系统恢复到参数写入为 的状态。
8. 位型参数就是对该参数的0至7这八位单独设置“
4)按“EXEC”软件键,CNC中的PMC参数传送到C-F卡或计算机中。
5)正常结束后会出现6—71所示画面。
五、从M—CARD 输入参数
从M—CARD 输入参数时选择[READ]。使用这种方法再次备份其他机床相同
类型的参数时,之前备份的同类型的数据将被覆盖。
数控机床结构与维护
【习题练习】
一、填空题
2)按软键[UP]或[DOWN],把光标移到“5.SRAM DATA BACKUP”。 3)按软键[SELECT],出现图3—49所示的“5.SRAM DATA BACKUP”画面。
图3—49 SRAM DATA BACKUP画面
数控机床结构与维护
2、 按软键[UP]或[DOWN]选择功能
1)把数据存到存储卡选择:“SRAM BACKUP”。
1)按下MDI 面板上[SYSTEM]键,然后按下显示器下面软键的扩展键[?
]数次。 2)按下图3—55所示的[操作] 键,出现可备份的数据类型。 ①按下图3—56中的[参数]键。 ②按下图3—56 中的[操作] 键,出现图3—57所的可备份的操作类型。 ③在向M—CARD 中备份数据时选择图3—57 [PUNCH],按下该键出现如
4)按“EXEC”软件键,CNC中的PMC程序(梯形图)传送到C-F卡中。
数控机床结构与维护
2、 PMC参数输出
1)执行(1)中的步骤6)~8)的操作。 2)出现PMC I/O画面后, DEVICE=M-CARD或 DEVICE=OTHERS。 3)将FUNCTION项选为“WRITE”,在DATA KIND中选择PARAM。
数控机床结构与维护
6)按
7)按
键。பைடு நூலகம்
中的PMC键,出现PMC画面。 (菜单扩展键)出现图3—65子菜单。
8)按下最右边的软键
图3—65 子菜单
9)按子菜单中的I/O键出现图3—66画面,图3—66说明如表6—6所示。 10)按“EXEC”软件键,梯形图和PMC参数被传送到CNC S-RAM中。
数控机床结构与维护
【学习目标】 掌握参数的备份方法 会对数控机床的参数进行恢复
数控机床结构与维护
【学习内容】
一、基本操作
1、启动
1)在一起按右端的软键(NEXT键)及左边键的同时接通电源(图 3—44);也可以在一起按数字键“6”“7” 的同时接通电源,系统 出现图3—45所示画面。要注意,如图3—44所示使用软键启动时,软 键部位的数字不显示。
数控机床结构与维护
2、位型参数设定
以0号参数为例来介绍位型参数的设定,0号参数是一个位型参数,其 0位是关于是否进行TV检查的设定。当设定为“0”时,不进行TV检查;
当设定为“1”时,进行TV检查。设定步骤如下。
1)调出参数画面(如图3—37所示)
图3—37 调出参数画面
数控机床结构与维护
2)进行设定(如图3—38所示)
数控机床结构与维护
2、格式化
可以进行存储卡的格式化。买了存储卡第1次使用时或电池没电了,存 储卡的内容被破坏时,需要进行格式化。操作步骤如下。 1)从SYSTEM MONITOR MAIN MENU中选择“7.HENORY CARD FORMAT”。 2)系统显示图3—46所示确认画面,请按〔YES〕键。
数控机床结构与维护
主讲:韩鸿鸾
数控机床结构与维护
第二章 数控系统的参数设置与备份
CNC系统主要由硬件和软件两大部分组成。其核心是计算机数字控制
装置。它通过系统控制软件配合系统硬件,合理地组织、管理数控系统 的输入、数据处理、插补和输出信息,控制执行部件,使数控机床按照 操作者的要求进行自动加工。
数控机床结构与维护
数控机床结构与维护
二、参数画面的显示和调出
1、参数画面的显示
1)在MDI键盘上按SYSTEM键,就可能看到如图3—30所示参数画面。
图3—30 参数画面
数控机床结构与维护
2)在MDI键盘上按SYSTEM键若出现图3—31所示的画面,则按返回键,直到出现 图3—30所示画面。
图3—31 系统构成画面
第一节 数控系统的参数设置
【学习目标】 掌握数控机床参数的分类 能调出数控机床的参数 会对数控机床的参数进行设定
数控机床结构与维护
【学习内容】
一、参数的分类
1、参数的分类
FANUC数控系统的参数按照数据的形式大致可分为位型和字型。其中 位型又分位型和位轴型,字型又分字节型、字节轴型、字型、字轴型、 双字型、双字轴型。位轴型参数允许参数分别设定给各个控制轴。 位型参数就是对该参数的0至7这八位单独设置“O”或“1”的数据。 位型参数的格式,如图3—25所示。字型参数在参数画面的显示,如图 3—26所示。
数控机床结构与维护
有的参数在重新设定完成后,会即时起效。而有的参数在重新设定后,并不
能立即生效,而且会出现报警“000需切断电源”,如图3—42所示。此时,说 明该参数必须在关闭电源后,重新打开电源方可生效。
图3—42 出现 “000需切断电源” 报警
数控机床结构与维护
第二节 数控系统参数的备份与恢复
设置3201#6 NPE 可以把备份的全部程序一次性输入到系统中。
四、 PMC 梯形图及PMC 参数输入/输出
1、PMC 梯形图的输出
(1)传送到CNC S-RAM 1)请确认输入设备是否准备好(计算机或C-F卡) 2)计算机侧准备好所需要的程序画面 3)按下功能键 4)按软键 [SETING],出现SETTING 画面 5)在SETTING 画面中,将 PWE=1
图3—51 [OPR] 操作
②按下右侧的扩展键 [? ](图3—52)。
图3—52 按右侧的扩展键 [? ]操作
③[READ]表示从M—CARD 读取数据(图3—53),[PUNCH]表示把数 据备份到M—CARD。
数控机床结构与维护
图3—53 从M—CARD 读取数据
④[ALL]表示备份全部参数(图3—54),[NON—0]表示仅备份非零的参数。
图3—38 位型参数设定
数控机床结构与维护
3、字型参数的设定
1)将光标移到1320位置字型参数数据输入,共有三种最常用的方法。 ①键入10170按 “输入” 。
图3—40 键入10170按 “输入”
数控机床结构与维护
②键入“-30”按 “+输入”
③键入10170按 “INPUT”。
图3—41 键入“-30”按 “+输入”
图3—54 备份全部参数
⑤执行即可看到[EXECUTE]闪烁,参数保存到M—CAID 中。 通过这种方式备份数据,备份的数据以默认的名字存于M—CARD 中。如备份 的系统参数默认的名字为 “CNCPARAM”,把100#3 NCR 设定为1 可让传出的参
数紧凑排列。
数控机床结构与维护
2、使用M—CARD 分别备份系统数据(自定义名称)
2)把数据恢复到SRAM选择:“RESTORE SRAM”。
3、 数据备份/恢复
1)按软键[SELECT]。 2)按软键[YES](中止处理按软键[NO])
4、 数据备份/恢复
1)以前常用的存储卡的容量为512KB,SRAM的数据也是按512KB单位进行分割 后进行存储/恢复,现在存储卡的容量大都在2G以上,对于一般的SRAM数具就不 用分割了。 2)使用绝对脉冲编码器时,将SRAM数据恢复后,需要重新设定参考点。
图3—46 确认画面
3)格式化时显示图3—47所示信息。
数控机床结构与维护
图3—47 格式化信息
4)正常结束时,显示图3—48所示信息。请按〔SELECT〕键。
图3—48 结束信息
数控机床结构与维护
二、把SRAM的内容存到存储卡
1、 SRAM DATA BACKUP画面显示
1)启动,出现启动画面。
数控机床结构与维护
图3—25 位型参数的格式
图3—26 字型参数在参数画面的显示
数控机床结构与维护
2、参数分类情况显示画面的调出步骤
1)在MDI键盘上按HELP键。 2)按PARAM键(图3—27)就可能看到参数类别画面与参数数据号画面共 有4页,可通过翻页键进行查看。
图3—27 按PARAM键
数据。
”或“
”的
9. 有的参数在重新设定完成后,会即时起效。而有的参数在重新设定后,并不