43号报警维修案例
2017年生产安全事故案例(24个案例)
目录目录 (1)2011年度安全生产统计数据分析 (3)一、高处坠落死亡事故 (16)二、忽视安全隐患,一人中毒死亡 (20)三、未实施安全保护措施,中毒致一死一伤 (23)四、违章指挥,致一人受伤死亡 (26)五、高处坠落死亡事故 (31)六、违规操作,致两人死亡 (36)七、违规操作,致两人死亡 (40)八、未观察设备运转情况,致一人死亡 (44)九、违章检修电源线,一人触电身亡 (46)十、高温气体喷溅,致一人死亡 (48)十一、高压电电击后坠落,一人死亡 (50)十二、铁水外流,致12死1伤 (52)十三、危险区域作业,一人死亡 (57)十四、机械伤害,一人死亡 (60)十五、擅自进入密闭空间,一人死亡 (61)一、手臂伸入皮带尾轮,致右臂截肢 (64)二、活塞杆弹出,致头部受伤 (68)三、其它伤害,一人颅骨骨折 (72)四、盖板断裂,致高处坠落摔伤 (73)五、物体打击,一人颅底骨折 (76)六、违规操作,致手指截肢 (77)“7.28”煤气中毒事故的通报 (82)有限责任公司“2•20”喷爆重大事故的通报 (86)煤气中毒较大事故的通报 (89)2011年度安全生产统计数据分析中国安全生产协会冶金安全专业委员会秘书处一、基本情况截止至2012年,中国安全生产协会冶金安全专业委员会共有38家会员单位报送了企业2011年度安全生产统计数据。
从填报的统计数据来看,成员单位的铁产量超过28037.4万吨,钢产量超过29197.35万吨,钢铁产量仍在增长,安全生产形势未有大的起伏。
伤亡总人数、死亡人数、重伤人数都比2010年明显下降。
38家大型钢铁企业共发生伤亡事故463起,其中死亡事故35起,重伤事故18起,轻伤事故410起;伤亡人数483人,其中死亡48人,重伤18人,轻伤417人;38家企业的平均千人死亡率0.043,千人重伤率0.016.,千人负伤率0.428。
报送的38家会员单位中,2011年有21家成员单位实现了工亡为零,分别是:鄂城钢有限公司、唐山钢铁有限公司、宣化钢铁有限公司、承德钢铁有限公司、舞阳钢铁有限公司、石家庄钢铁有限责任公司、天津钢铁集团有限公司、首钢水城钢铁(集团)有限责任公司、广西柳州钢铁(集团)公司、天津天铁冶金集团有限公司、凌源钢铁集团有限责任公司、酒泉钢铁(集团)有限责任公司、四川川投峨眉铁合金(集团)有限责任公司、德龙钢铁有限公司、福建三安钢铁有限公司、宁波钢铁有限公司、湖北新冶钢有限公司、广州钢铁企业集团有限公司、杭州钢铁集团公司、五矿邯邢矿业有限公司、重庆钢铁股份有限公司。
FANUC 0i数控机床“SV0433”报警故障诊断与处理
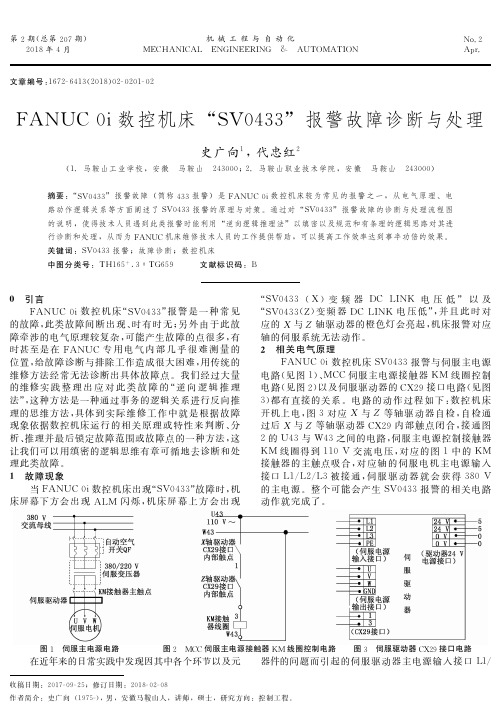
第2期(总第207期)2018年4月机械工程与自动化MECHANICAL ENGINEERING & AUTOMATIONNo.2Apr.文章编号:1672 6413(2018)02 0201 02FANUC0i数控机床“SV0433”报警故障诊断与处理史广向1,代忠红2(1.马鞍山工业学校,安徽 马鞍山 243000;2.马鞍山职业技术学院,安徽 马鞍山 243000)摘要:“SV0433”报警故障(简称433报警)是FANUC0i数控机床较为常见的报警之一,从电气原理、电路动作逻辑关系等方面阐述了SV0433报警的原理与对策。
通过对“SV0433”报警故障的诊断与处理流程图的说明,使得技术人员遇到此类报警时能利用“逆向逻辑推理法”以缜密以及规范和有条理的逻辑思路对其进行诊断和处理,从而为FANUC机床维修技术人员的工作提供帮助,可以提高工作效率达到事半功倍的效果。
关键词:SV0433报警;故障诊断;数控机床中图分类号:TH165+.3∶TG659 文献标识码:B收稿日期:2017 09 25;修订日期:2018 02 08作者简介:史广向(1975),男,安徽马鞍山人,讲师,硕士,研究方向:控制工程。
0 引言FANUC0i数控机床“SV0433”报警是一种常见的故障,此类故障间断出现、时有时无;另外由于此故障牵涉的电气原理较复杂,可能产生故障的点很多,有时甚至是在FANUC专用电气内部几乎很难测量的位置,给故障诊断与排除工作造成很大困难,用传统的维修方法经常无法诊断出具体故障点。
我们经过大量的维修实践整理出应对此类故障的“逆向逻辑推理法”,这种方法是一种通过事务的逻辑关系进行反向推理的思维方法,具体到实际维修工作中就是根据故障现象依据数控机床运行的相关原理或特性来判断、分析、推理并最后锁定故障范围或故障点的一种方法,这让我们可以用缜密的逻辑思维有章可循地去诊断和处理此类故障。
1 故障现象当FANUC0i数控机床出现“SV0433”故障时,机床屏幕下方会出现ALM闪烁,机床屏幕上方会出现“SV0433(X)变频器DCLINK电压低”以及“SV0433(Z)变频器DCLINK电压低”,并且此时对应的犡与犣轴驱动器的橙色灯会亮起,机床报警对应轴的伺服系统无法动作。
事故案例总汇

事故案例总汇3.8.1三氯氧磷泄漏事故与处理8月8日19时14分,位于南京市六合区体育路43号的富尔达利化工有限公司发生反应釜泄漏事故,造成附近区域空气污染。
泄漏物系三氯氧磷,别名氯化磷酰、磷酰氯、氧氯化磷,为无色透明液体。
具有刺激性臭味。
在潮湿空气中剧烈发烟。
分子式POCl3。
分子量153.35。
相对密度1.67。
熔点1.25℃。
沸点105.1℃。
在水、乙醇中分解形成磷酸及氯化氢。
大量水骤然倒入时,可发生剧烈反应。
泄漏点为该公司二车间发生生产系统的管道法兰,造成工厂周边局部空气污染,附近居民有12人轻度中毒,无人员伤亡。
六合消防大队接到报警后,即出动3辆消防车、16名官兵赶赴现场。
到场后,现场指挥员张承川立即采取5条措施:一、划出警戒区;二、对泄漏部位进行侦察;三、向分局指挥中心报告,请求增派警力,疏散下风方向800米范围的居民;四、在该单位技术人员的协助下进行堵漏;五、向支队请求增援。
特勤大队一中队、二中队以及扬子石化企业消防队在接到指令后先后赶赴现场协助抢险救援,疏散人群。
20点29分,该单位技术人员在现场指挥员的指导下将泄漏点封堵,事故现场处置结束。
经环保部门现场跟踪监测,至晚上10时30分,该厂周围环境空气已恢复正常。
事故原因仍在调查中。
泄漏事故发生后,总队总值班长、政治部李存安主任打电话询问现场处置情况。
支队朱幼华政委、葛洪正支队长在接到报告后,立即安排司令部和特勤大队增援。
总队战训处陆军处长,支队防火处刘平处长,六合大队高景峰大队长、胡清副大队长先后赶到现场。
事故处置结束后,市、区政府和市安监局随即在六合区消防大队召开会议,研究善后处置工作。
南京市副市长、六合区委书记李琦,南京市安监局局长丛跃滋、副局长刘照华,南京市公安局副局长皇海澄,六合区区长李世贵,副区长张俊、吴继才以及区公安、安监等部门主要负责人参加了会议。
会议决定:一、对该企业再次实施停产、停业,并予以停电、停水直至今年年底前搬迁;二、妥善安排好中毒人员,从南京鼓楼医院、儿童医院、江北人民医院抽调专家到六合人民医院指导治疗;三、由市安监局牵头并组成调查小组,区安监公安配合,于9日上午进行事故原因调查;四、由分管安全的吴继才副区长发表电视讲话,呼吁群众保持稳定;五、法院、教育局、自来水公司(事故现场附近的居民228户,约700人,大多数为上述三家单位职工)以及雄州镇政府分头做好安抚工作;六、区政府设立专门接待站,地点在区安监局,专门接待群众上访。
CK53160G型16m数控立车43#报警故障维修

CK53160G型16m数控立车43#报警故障维修张顺廷;崔立奇;魏宝利;史小川;何清泳;赵军【摘要】16m数控立车运行过程中,出现43#报警故障。
针对43#报警采取有效的处理方法及操作,列举了7个典型43#报警案例及相应解决方案,保证设备正常运行。
【期刊名称】《金属加工:冷加工》【年(卷),期】2016(000)012【总页数】3页(P76-78)【作者】张顺廷;崔立奇;魏宝利;史小川;何清泳;赵军【作者单位】葫芦岛滨海水电大件制造有限责任公司辽宁 125004;渤海造船厂集团有限公司辽宁葫芦岛 125004;渤海造船厂集团有限公司辽宁葫芦岛 125004;渤海造船厂集团有限公司辽宁葫芦岛 125004;渤海造船厂集团有限公司辽宁葫芦岛125004;渤海造船厂集团有限公司辽宁葫芦岛 125004【正文语种】中文CK53160G型16m立车数控采用德国SIEMENS 840C系统,经过15年多的运行,数控出现过多次故障,其中43#报警是比较典型的故障。
引起43#报警有两方面原因:①立车数控内部线路板损坏;供电电源直流+24V、+5V不稳定。
②数控外部故障:如手持单元断线、DMP模块通信故障等。
(1)断开立车总电源后,再送电,重新起动数控840C系统。
(2)查找、更换引起43#报警故障的数控内、外部损坏部件。
(3)对数控840C系统实施总复位。
(4)重新对840C系统PLC数据进行复位。
(5)重新安装数控840C系统内部所有参数。
(1)数控内、外部损坏部件引起的报警,根据立车电气设计者设计出的报警文本,对照报警号内容,进行分析、研究、诊断出数控内、外损坏部件。
更换或维修损坏部件后,能够消除43#报警。
如果还出现43#报警,再进行总复位或重装系统参数。
(2)SIEMENS 840C系统总复位。
按区域选择键 Menuselect→Diagnosis→Password→密码“1111”→Input→Set→Startup→General reset mode→End g e n r e s e t m o d e。
风电行业事故案例

适用标准文案近期国内风电场事故报告2009 年以来,我国一些风电企业在设备安装调试和运转过程中陆续发生了重要设备事故,造成风电机组完整损毁,并危及到调试人员的生命安全。
经过剖析这些事故,我们发现主要原由有三类: 1、风电场管理不严,对风电设备的保护参数监察失控; 2、风电机厂家管理杂乱,调试人员培训不到位,产品设计中也存在安全链破绽; 3、设备制造质量失控,存在许多隐患。
因为风电事故对厂家微风电开发商的负面影响较大,厂家微风电场业主常常严格保密,防备信息泄露后有不良影响。
我们只好经过互联网和各样渠道尽可能采集多的信息,供大家认识,引认为戒,防止此后发生近似事故。
信息可能有失全面和正确,敬请体谅。
1、华锐风电机组火灾事故2009 年 5 月,华能在通辽阜新风电场的一台华锐SL1500/77 发生着火事故,机组完整烧毁,详细原由不明。
2、东汽风电机组火灾事故2009 年 7 月 14 日上午 10 时,中广核位于内蒙古锡林浩特东45公里的风电场,一台东汽FD-77 的 1.5 兆瓦风电机组发生火灾。
原因听说是维修过程中,在机舱烧电焊,引起机舱内的油脂起火。
见附图。
3、东汽风电机组火灾事故2010 年 1 月 24 日,位于通辽的华能宝龙山风电场30 号机组,1.5 兆瓦的东汽FD- 77 机组发生飞车引起的火灾和倒塔事故。
监控人员当时发现监控系统报“发电机超速,转速为2700 转/ 分” ( 正常运转时应小于1700 转/ 分) ,高速轴刹车未能抱死刹车盘。
华能值班人员随马上集电线路停电,在短暂停机后,风轮再次转动(原由不明),跟着转速的不停增大,高速轴上的刹车盘摩擦产生大批热量,出现火花致使机舱着火。
现场查察风机时,发现第三节塔筒也发生折断。
见下列图。
4、新誉风电机组倒塔事故2010 年 1 月 20 日,大唐国际在山西左云的风电场,常轨保护人员进行“风机叶片主梁增强”工作(叶片制造也有问题!),2010年1月 27 日工作结束。
报警号与a主轴放大器上的报警显示

1)更换电缆。
2)重新调节BZ感测信号。
1)主轴位置编码器(连接器JY4)的一次旋转信号断线。
2)MZ,BZ传感器的一次旋转信号(连接器JY2)断线。
7n43
SPN_n_:DISCON.PC FOR DIF.SP.NODE
43
更换电缆
在SPM Type3中,差速端位置编码器信号(连接器JY8)异常。
28
1)更换电缆。
2)重新调节预置放大器部位。
Cs轮廓控制用电机端检测信号(连接器JY5)的信号振幅异常(没有连接上电缆,调节不良等)
7n29
SPN_n_:SHORTTIME OVERLOAD
29
检测并修改负载状态
在一定时间内连续施加了过大的负载。(在激磁状态下限制了电机旋转轴时也会发生)
7n30
SPN_n_:OVERCURRENT POW CIRCUIT
在Cs轮廓控制时产生一次旋转信号。
7n41
SPN_n_:1-POT POS ODER ERROR
41
1)检查和BZ感测信号。
1)主轴位置编码器(连接器JY4)的一次旋转信号异常。
2)MZ,BZ传感器的一次旋转信号(连接器JY2)断线。
3)参数设定不正常。
7n42
SPN_n_:NO 1-ROT.POS-CODER DETECT
报警号与a主轴放大器上的报警显示。
编号
信息
SPM
显示
*1
故障位置和处理方法
内容
750
SPINDLE SERIAL LINK ERROR
A0
A
1)更换SPM控制印刷电路板上的ROM
2)更换SPM控制印刷电路板
没有正常启动程序。
ZSD-K伺服驱动器故障代码R43

ZSD-K伺服驱动器故障代码R43
1、R43,伺服紧急停止。
引起此故障的原因一般有两个,一个是控制回路24V电源没有接入,另一个是CN1口EMG和SG之间没有接通。
2、R44,参数异常。
内部参数乱,操作人员误设参数或者驱动器受外部干扰导致。
一般参数恢复成出厂值即可解决。
3、R45,编码器故障。
内部参数乱或编码器线故障或电机编码器故障。
参数恢复出厂值或者更换线缆或者更换电机编码器,若故障依旧,则驱动器底板损坏。
4、11号报警,控制电源欠电压,控制电源逆变器上P。
N之间电压低于规定值。
驱动器内部电路有缺陷等原因。
5、12号报警,控制电源过电压,控制电源逆变器上P。
N之间电压超过规定值,驱动器内部电路有缺陷等原因。
6、13号报警,主电源欠电压,发生瞬时断电,电源接通瞬间的冲击电流导致电压跌落,缺相或驱动器内部电路有缺陷等原因。
7、14号报警,过电流或接地错误,驱动器内部电路或IGBT或其他部件有缺陷,或电机电缆(U,V,W)短路或接地,或电机烧坏了。
8、21号报警。
驱动器控制板电路有缺陷。
9、60号报警:驱动器控制板电路有缺陷。
10、不能正反转:驱动器控制回路有缺陷。
11、驱动器没显示:驱动器内部电路或IGBT或其他部件有缺陷。
12、99号报警:驱动器内部电路有缺陷。
费森尤斯血液透析机故障检修

费森尤斯血液透析机故障检修作为品牌血液透析机,费森尤斯占据一定的市场分额,该品牌产品性能稳定,操作简便,深受国内部分医院血透室的欢迎,但作为一种治疗设备,每天的工作时间较长,故障也就不可避免,现将维修过程中遇到的相对复杂的故障检修过程介绍如下。
1 故障现象4008 B型机,透析正常结束,消毒冲洗时,在最后10 分钟时开始报upper flow alarm。
故障分析与处理:正常透析时,流量为500 ml/min,在冲洗消毒时,流量为800 ml/min,根据故障提示,检查89 号小孔及它前面的过滤器,发现过滤器有轻微的堵塞,但清洁后,重新消毒,仍在最后10 分钟开始报同样的故障,考虑程序最后10 分钟机器停止进水,开始内部循环,怀疑是水箱中浮止开关接触不好,导致机器识别到假水位报警,更换浮止开关再消毒正常,但第二天消毒时仍在最后10分钟报警,对照水路图分析,在系统没有严重堵塞的情况下,除气泵异常也可能引起该报警,因机器内除气泵和流量泵电机相同,将该两个电机对调位置,如果除气泵有故障,在调换位置后应该有流量报警出现,更换后,在维修模式下检查流量,发现500 ml的流量为147,用指尖摸上电机转子,稍用劲,电机就发出较大的转动声,流量恢复正常。
更换原来的除气泵电机,使用数日,机器正常。
分析原因,可能是直流电机电刷接触不好,导致该电机有时接触不良,从而导致流量问题。
2 故障现象4008 B型机,自检时不通过,F02 neg.Pressure报警。
故障分析与处理:F02负压报警,根据故障信息,主要检查系统的密闭性,将透析器接头重新连接后自检,机器通过,以为是接头中O型圈密封不好,但第二天早上自检时仍不通过,报同样的故障。
费森尤斯前几年的机型中,引起该故障的原因几次均是由于43 号阀处的过滤网破裂漏气所致,当时该滤网漏气,但自检不通过时,机器做一遍热冲洗就能通过,因为高温导致滤网膨胀,裂纹间隙变小,因此滤网短时间不漏气。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子840C系统的43号报警的分析及维修
摘要:西门子840C系统的43号报警是典型的、棘手的故障,它涉及到软件及硬件问题,应用鱼骨图进行故障原因分析,完成故障维修。
关键词:外围硬件;鱼骨图;故障代码
中图分类号:TP271+.82 文献标识码:B 文章编号:
1004-0420(2009)04-0027-03
0 引言
西门子840C系统的43号报警在资料上的说明是:PLC-CPU not ready operation(PLC-CPU 未准备就绪不能工作),这个故障的可能原因有:1.Hardware or software error in PLC or general data interface link(PLC硬件或软件错误或数据接口错误);2.PLC machine data error or not in agreement with user program(机床PLC数据与使用者程序不符或错误);3.Error in the PLC user program(PLC使用者程序错误);4. Selection of error fine coding(译码选择错误);这里没有具体说明哪些硬件损坏会导致故障发生。
设备电气图及外围硬件的连接图见图1。
用鱼骨图法(见图2)进行故障原因分析,将所有可能的原因都写在图中,在维修中要逐一的确认排除,实现缩小故障范围、找到故障原因、排除故障、以减少重复维修次数。
笔者介绍几个运用鱼骨图进行故障分析和维修的实例说明立式加工中心配西门子840C系统的硬件连接及出现43号报警时故障代码的查询。
图1 SINUMERRIK 840C最大配置的外部硬件连接图
1 故障现象一
加工过程中屏幕偶尔会出现乱码,NC键盘无效,关机重新启动,出现“43”号报警:PLC-CPU未准备就绪不能工作,通过“general rest”(正常复位)功能,选择“PLC general rest”操作,删除了报警;
在一次打开加工仓门,安装工件时,出现“43”号报警,PLC-CPU板报警红灯亮,外围PLC的输入/输出的DMP组合终端块(见图3)(它可安装8组I/O模块)报警红灯亮,NC键盘失效。
图2 原因分析的鱼骨图
图3 1/0模块的组合终端块
根据840C系统43号报警的说明,故障可能是软件或硬件引起,我们通过“general rest”功能,选择“PLC general rest”操作,将PLC程序从使用者的内存中删除并将硬盘中的PLC程序重新加载到PLC 的使用者的图1SINUMERRIK 840C最大配置的外部硬件连接图图2原因分析的鱼骨图图3I/O模块的组合终端块内存中,报警未能删除;故障前未进行编程操作,而且没有对PLC程序做任何修改,可以断定不存在软件问题。
在检查硬件时发现PLC输出模块的所有输出端都没有信号(指示不亮)输出,是否存在输出端口短路,引起PLC-CPU报警,我们将8组输出模块(每组有16位输出端) 的输出端一组一组地拆除仍未能删除故障。
如查找PLC的9组输入模块(每组有16位输入端)的144个输入端的工作量太大。
于是进入“DIAGNOSIS”界面,发现故障代码:00A0 0004 00E0 0064,查阅840C的关于PLC附加故障代码的说明,根据DMP模块、接口、MPC线号的PLC地址对照表(见图4),了解到有故障的部件是PLC MD 的标准值为64旋钮开关处在“E”的DMP(系统的外围器件)部件。
图4DMP模块、接口、MPC线号的PLC地址对照表
维修时发现与PLC-CPU相连接的键盘接口板的S4旋转挡位开关指向E,在更换了键盘接口板后(见图5),故障排除。
图5键盘接口板
2 故障现象二
加工中心在维护保养后重新通电准备运行前,检测机床精度时,设备出现“43”号报警。
现场检查时发现在三排的DMP组合终端块(见图3)中第一块指示都不亮,而第二、三块电源灯和报警灯都亮,进入“DIAGNOSIS”界面,发现故障代码:006F 0400 0300 0200 0100。
查阅西门子840C的关于PLC附加故障代码的说明,其中6F:表示故障代码;0400:表示连接类型是DMP;0300:表示模块的接口号码为3;0200:表示DMP模块的终端块号码2;0100:表示DMP的线号为1。
再查阅西门子840C系统关于每个输入输出的DMP模块、接口、MPC线号的PLC地址对照表(见图4),通过这个表就找到故障点是DMP(机床外部设备)器件损坏,它的地址是DMP线号为1,接口号为3,旋转开关拨到D的DMP组合的终端块(见图3),将损坏的DMP组合终端块更换后故障排除。
3 故障现象三
加工中心仅在使用刀库操作面板进行装卸刀具的操作时,才出现“43” 号报警。
根据故障现象及鱼骨图所分析的故障原因推测可能原因是PLC输出信号所驱动的器件、PLC信号的输入器件、PLC的I/O模块或信号电缆有短路现象,而且可能的故障点集中在与刀具装卸有关的部分;因此先更换一个新的刀库操作面板,但故障仍然出现,同时观察到一个现象,在按下开门按键(在刀库操作面板上),门锁电磁阀松开时,“43”号报警就出现。
笔者将“门锁松开”的PLC输出信号A22.0的电缆线断开,开门时再没有电压信号加载到电磁阀上,可仍然出现报警,因此断定PLC输出模块的A22.0的输出位损坏,维修人员更换了A22.0所在的输出模块后故障排除。
4 故障现象四
在对立式加工中心数控系统的板卡(CSB、NC-CPU、PLC-CPU等)拔插、清洗然后重新安装,再重启系统后,机床出现“43” 号报警。
从鱼骨图所列出的原因推测软件出问题的可能性最大,但不排除在清洁板的过程中造成元器件损坏,查看系统是否还有其它报警信息,而进入“DIAGNOSIS”界面,发现故障代码:002A(表示数据丢失),因此进行以下操作:DIAGNOSIS→START-UP→GENERAL REST MODE→PLC GENERAL REST→END GEN. REST MODE。
PLC GENERAL REST 的操作只是将文件名为ANW_PROG的S5的PLC程序从硬盘加载到PLC的用户内存中,笔者按这样的步骤进行多次操作仍未能删除报警,PLC-CPU的报警灯常亮;于是再查阅西门子840C的资料,发现有两个功能可尝试,第一个Format NCK AWS,它的作用是将NCK中用户的存储区格式化;第二个Forcedboot NCK-PLC,它的作用是为NCK和PLC创建一个能导致连续引导的标示符;于是进行以下操作:
DIAGNOSIS→START-UP→GENERAL REST MODE→Format NCK AWS→Forcedboot
NCK-PLC→PLC GEN. REST →END GEN. REST MODE ,报警才解除。
5 结论
鱼骨图是一种以西格码运用来分析问题的工具,笔者将它运用于设备的维修中,有利于缩短维修时间,
提高效率,提高自身分析故障的能力。
另外,了解故障信息及故障现象和熟悉设备资料是维修数控机床的必备条件。