第八章 自蔓延高温合成技术
第8章自蔓延高温合成
8.2 自蔓延合成方法原理
二、自蔓延合成方法的原理 1、燃烧波的特征
燃烧波从右向左蔓延,δ区间为反应物转化起始至完成区间。 燃烧波前沿的区域是热影响区,当该区内温度从T0上升到着火温度,热释放速率和 转化率开始由0逐渐上升,这样就进入燃烧区,在这一区域内实现由反应物结构转化 为产物结构,当转化率达到1时,反应即进入产物区。
自1991年起,每两年召开一次国际SHS会议。
1992年国际SHS学报(Inter.J.SHS)在美国创刊。这些广泛的国际交 流和合作促进了SHS的进一步发展。目前,从事研究的国家己有30多个。
1
8.1 自蔓延高温合成技术
二、SHS技术的研究方向
目前SHS研究中仍存在着最大的问题
合成过程难以控制
SHS烧结技术应用:用于制备高孔隙度陶瓷、蜂窝状制品、氮化物 SHS陶瓷、耐火材料和建筑材料。
与采用粉末混合料烧结的传统陶瓷相比,SHS烧结技术具有两大特点: 化学组成和相组成相同的材料,呈现出不同的组织结构;SHS烧结陶瓷 不需要添加烧结助剂,使其在较宽的高温范围内保持良好特性。
13
8.3 自蔓延合成工艺
一、自蔓延合成生产工艺种类
3、SHS致密化技术
液相致密化技术:利用高放热反应体系可形成极高的合成温度,产生 大量的液相,排出气体后可获得致密材料。其产物可以是熔炼在一起的 复合物,也可以是通过产物的不同特性(如密度)而分离开的单一化合 物。
铝热 反应
3Cr2O3+6Al+4C=2Cr3C2+3Al2O3,反应温度(T)可达6500K
17
8.3 自蔓延合成工艺
(3)锻压法:是在SHS反应产物还处于红热状态时,利用外界冲击力 而使材料密实化。该法优点是比爆炸法安全,可获得接近成品形状的产 品,生产率高;缺点是压坯边缘有时开裂。
自蔓延高温合成法

自蔓延高温合成法概述自蔓延高温合成法(Self-Propagating High-Temperature Synthesis,简称SHS)是一种以高温反应为基础的合成方法,具有快速、低能耗和高效的特点。
它在材料科学和化学领域有着广泛的应用,可以用于合成金属陶瓷材料、复合材料和无机化学品等。
原理SHS基于自蔓延原理,即通过局部点燃反应混合物中的可燃物质,使整个反应物质迅速发生反应并扩散,形成产物。
该反应过程通常在高温下进行,使用以金属和非金属化合物为主的反应物,产物常为金属、陶瓷和复合材料。
反应机制SHS反应通常由两个步骤组成:点燃阶段和自蔓延扩散阶段。
在点燃阶段,反应体系中局部加热可燃物质,使其自发点燃。
燃烧反应产生的高温和自由基会引发整个反应物质的快速反应。
在自蔓延扩散阶段,反应前驱体与产物之间的扩散作用会加速反应的进行,并不断释放出热量,维持反应的高温。
应用领域1. 金属陶瓷材料SHS在金属陶瓷领域有广泛的应用。
例如,利用SHS可以制备高硬度、耐磨损的刀具材料。
通过选择不同的金属和陶瓷反应物,可以调控材料的硬度、导热性和耐腐蚀性。
2. 复合材料SHS还可用于制备复合材料,在提供机械强度的同时具有轻质和高温性能。
通过选择不同的反应物,可以调控材料的化学成分和微结构,使其具有特定的性能和应用领域。
3. 无机化学品SHS在无机化学品合成中也有重要的应用。
例如,在高温下可以通过SHS方法合成多晶硅粉末,用于制备太阳能电池。
此外,SHS还可用于制备氧化物陶瓷材料、金属硬质合金和火焰喷涂材料等。
实验操作SHS方法的实验操作相对简单,但仍需注意安全事项。
以下是一般的实验操作步骤:1.准备反应物:按照所需的配比准备反应物。
2.混合反应物:将反应物充分混合均匀,以确保反应的全面性。
3.预热反应器:将反应器预热至适当的温度,以提供起始点燃的热源。
4.加入混合物:将混合物加入预热的反应器中,快速封闭反应器。
5.点燃反应物:利用点燃源引发混合物中可燃物质的燃烧。
第八章-自蔓延高温合成
第八章
自蔓延合成
8.3 自蔓延高温合成的工艺种类
(1)SHS制粉技术
常规SHS技术 利用瞬间的高温脉冲来局部点燃反应混合物压坯体,随 后燃烧波以蔓延的形式传播而合成目的产物的技术。 这一技术适用于具有较高放热量的材料体系,例如: TiC-TiB2、TiC-SiC、TiB2-Al2O3、Si3N4-SiC等体系。
第八章
自蔓延合成
8.2 自蔓延高温合成的基本原理 8.2.3 SHS过程中的影响因素 胚体致密度影响
空隙大,易于点燃周围粒子; 密度接近理论最大密度,空隙 反应迅速不易控制,易于引起爆炸 小,燃烧受限于传播区薄层中
15
National University of Defense Technology
23
National University of Defense Technology
第八章
自蔓延合成
8.3 自蔓延高温合成的工艺种类
(3)SHS致密化技术
机械锻造致密化 利用SHS反应刚刚完成,合成材料还处于红热或软化状 态时通过机械作用对其实施快速加压而实现材料的致密化, 例如以钛、硼、镍粉为原料,在25MPa压力下合成TiB2-TiNi 复合材料
12
National University of Defense Technology
第八章
自蔓延合成
8.2 自蔓延高温合成的基本原理 8.2.3 SHS过程中的影响因素 颗粒粒径的影响
由小颗粒金属构成的系统中, SHS以扩散控制模式为主;而 由大颗粒金属构成的体系中, 受毛细作用下液相的铺张速率 控制; 不熔颗粒粒径尺寸越大,反应 表面积越高,SHS越倾向于受 扩散控制; 扩散控制区域,SHS反应速度 与金属颗粒的尺寸无关
自蔓延高温合成法

自蔓延高温合成法自蔓延高温合成法(Self-Propagating High-Temperature Synthesis,简称SHS)是一种在高温下自发进行的化学合成方法。
SHS技术已被广泛应用于材料科学、能源存储、催化剂制备等领域,其独特的特点使其成为一种高效、环保且经济的合成方法。
SHS技术的原理是在适当的反应条件下,通过引入足够的活化能使化学反应自发发生和持续传播。
这种自蔓延的反应过程是基于氧化还原反应、放热反应和传热传质等多种复杂的物理和化学过程相互耦合而成的。
由于SHS反应在高温下进行,因此可以获得高纯度、致密度高、晶粒细小的产物。
SHS技术的优点主要有以下几个方面:1. 高效性:SHS反应通常在数秒至数分钟内完成,反应速度快,能耗低。
与传统的合成方法相比,SHS技术可以显著缩短合成时间。
2. 环保性:SHS技术不需要使用外部能源,反应过程中产生的高温和自身放热能够驱动反应的进行,使其成为一种绿色合成方法。
此外,由于反应过程中不需要溶剂,减少了有机溶剂的使用和废弃物的产生。
3. 可控性:通过控制反应条件、配比和反应时间等参数,可以实现对产物形态、尺寸和组成的精确控制。
这使得SHS技术在材料制备中具有很大的灵活性。
4. 应用广泛:由于SHS技术能够合成各种复杂的无机、有机和金属材料,因此在材料科学和工程领域有着广泛的应用。
例如,SHS技术可以用于制备金属陶瓷复合材料、纳米材料、催化剂和能源存储材料等。
SHS技术也存在一些挑战和限制。
首先,SHS反应的过程比较复杂,需要对反应机理和热力学行为进行深入研究。
其次,由于反应过程中产生的高温和强热释放,需要对反应系统进行良好的隔热和安全措施。
此外,SHS技术在合成大尺寸和复杂形状的材料时也面临一定的困难。
为了克服这些限制,研究者们正在不断改进和优化SHS技术。
例如,引入外部能量源、微波辐射和压力等调控因素,可以进一步提高反应速率和产物质量。
此外,结合计算模拟和实验研究,可以深入理解SHS反应的机理和动力学行为。
8自蔓延合成讲解PPT课件
一、自蔓延高温合成技术发展历史
前苏联科学院宏观动力与结构研究所 Merzhanov 、 Borovinskaya 和 Skhiro 等 人 在 上 世 纪70年代开始了过渡金属与硼、碳、氮气反应的 实验,在研究金属钛和硼的混坯块的燃烧时,发 现燃烧反应能以很快的速率传播,后来又发现许 多金属和非金属反应形成难熔化合物时都有强烈 放热现象。
7
研究对象
高放热 铝、硼、碳 硅化合物
弱反应 氢化物、 磷和硫化物
8
用SHS可制备许多新型材料
功能倾斜材料
蜂窝状陶瓷材料
金属陶瓷
金属间化合物
单晶体超导材料 各项异性材料
9
独特优势的SHS与复合技术系统
SHS制粉技术 SHS烧结技术 SHS致密化技术 SHS冶金技术 SHS焊接技术 SHS气相传质涂层技术
26
27
4.SHS燃烧动力学
通过对反应动力学的研究,可以预测在燃烧期间反应 物的分解和聚合,以及最终产物的性能。由于固一固 反应时,颗粒之间的有限接触限制了反应物之间的物 质交换,所以燃烧波中出现的液相,在SHS过程中扮演 着决定性的因索,液相不仅可通过反应物的熔化产生, 而且还可通过共晶接触熔化产生。
23
由边界条件:
X= –∞ 时,T=T0,η=0,ðT/ðx=0 X= +∞ 时,T=Tc,η=1,ðT/ðx=0 可获得转化率在空间分布的方程。
x
Cp
u(TT0)K2
T x
(K2 K1)Tx qu
式中:K1,K2分别为反应物和产物的导热率。
24
3.SHS相图
自蔓延
根据SHS燃烧波传播的方式
稳态 非稳态
12
SHS技术同其它常规工艺方法相比,具有的优点:
自蔓延高温合成技术
自蔓延高温合成(self–propagation high–temperature synthesis,简称SHS),又称为燃烧合成(combustion synthesis)技术,是利用反应物之间高的化学反应热的自加热和自传导作用来合成材料的一种技术,当反应物一旦被引燃,便会自动向尚未反应的区域传播,直至反应完全,是制备无机化合物高温材料的一种新方法。
基本信息•中文名称:自蔓延高温合成•外文名称:self–propagation high–temperature synthesis•特点:反应温度通常都在2100~3500K•简史:黑色炸药是最早应用特点燃烧引发的反应或燃烧波的蔓延相当快,一般为0.1~20.0cm/s,最高可达25.0cm/s,燃烧波的温度或反应温度通常都在2100~3500K以上,最高可达5000K。
SHS以自蔓延方式实现粉末间的反应,与制备材料的传统工艺比较,工序减少,流程缩短,工艺简单,一经引燃启动过程后就不需要对其进一步提供任何能量。
由于燃烧波通过试样时产生的高温,可将易挥发杂质排除,使产品纯度高。
同时燃烧过程中有较大的热梯度和较快的冷凝速度,有可能形成复杂相,易于从一些原料直接转变为另一种产品。
并且可能实现过程的机械化和自动化。
另外还可能用一种较便宜的原料生产另一种高附加值的产品,成本低,经济效益好。
自蔓延高温合成法发展简史早在2000多年前,中国人就发明了黑色炸药(KNO3+S+C),这是自蔓延高温合成(SHS)方法的最早应用,但不是材料制备。
所谓自蔓延高温合成材料制备是指利用原料本身的热能来制备材料。
1900年法国化学家Fonzes–Diacon发现金属与硫、磷等元素之间的自蔓延反应,从而制备了磷化物等各种化合物。
在1908年Goldschmidt首次提出"铝热法"来描述金属氧化物与铝反应生产氧化铝和金属或合金的放热反应。
1953年,一个英国人写了一篇论文《强放热化学反应自蔓延的过程》,首次提出了自蔓延的概念。
第8章 自蔓延合成

∂T C p × ρ × u (T − T0 ) − K 2 ∂x η ( x) = ∂T ( K 2 − K1 ) + q× ρ ×u ∂x
式中:K1,K2分别为反应物和产物的导热率。
19
热爆模式
把粉末压块放在炉内加热,直至整个样品同时发 生燃烧反应。
反应不以波的形式传播,而是在整个反应物内同时发生。 这一反应过程温度高,最高燃烧温度可达上万度以上。 这样的温度,可使生成物熔化,在加压方式下获得致密的产物。
20
SHS相图
稳态
自蔓延
非稳态
根据SHS燃烧波传播的方式 “热爆”
波的特征 振荡燃烧 螺旋燃烧 表面燃烧 重复燃烧
21
稳态
燃烧方式研究
指导实际生产工艺的制定
生产磨料时,获得大尺寸颗粒,那么工艺制定就应选择在 SHS 图中热爆与稳定 SHS 交界处稳态 SHS 一侧的高温区域; 生产烧结用的粉末,在保证转化率的前提下,为了获得尺 寸细小的颗粒,宜选择稳态 SHS 和非稳态 SHS 边界的非稳 定SHS的低温区域。
热传导是依靠物体内自由电子的运动和分子的振动传递热量的。在一个物体内部 ,只要各点之间温度分布不均匀,即有温度差存在时,热能即可由高温部位借助 18 于传导流向低温部位
由Arrhenius动力学知识可以推导出燃烧波传导速度表达式
Tc2 k E0 V = f (n) × (C p × ) × ( R × 0 ) × K 0 × exp(− ) q E RTc
例如: 纯净的钛粉在氮气中合成时,随着P(N2)增大,合成转化率反而下降。 因为合成温度太高引起 Ti 粉熔化,阻碍了合成反应进一步进行的缘故。 降低合成温度并保证生料胚中适当的空隙率是得到高转化率的条件。通 过控制初始料胚的成型密度并掺入TiN稀释剂降低温度,得到了几乎完全 的TiN产品。
采用自蔓延高温合成法进行陶瓷内衬复合管制备
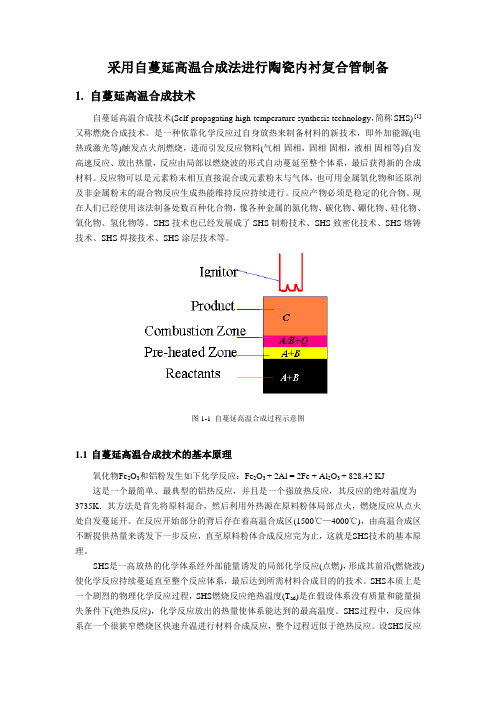
采用自蔓延高温合成法进行陶瓷内衬复合管制备1.自蔓延高温合成技术自蔓延高温合成技术(Self-propagating high-temperature synthesis technology,简称SHS) [1]又称燃烧合成技术。
是一种依靠化学反应过自身放热来制备材料的新技术,即外加能源(电热或激光等)触发点火剂燃烧,进而引发反应物料(气相-固相,固相-固相,液相-固相等)自发高速反应、放出热量,反应由局部以燃烧波的形式自动蔓延至整个体系,最后获得新的合成材料。
反应物可以是元素粉末相互直接混合或元素粉末与气体,也可用金属氧化物和还原剂及非金属粉末的混合物反应生成热能维持反应持续进行。
反应产物必须是稳定的化合物。
现在人们已经使用该法制备处数百种化合物,像各种金属的氮化物、碳化物、硼化物、硅化物、氧化物、氢化物等。
SHS技术也已经发展成了SHS制粉技术、SHS致密化技术、SHS熔铸技术、SHS焊接技术、SHS涂层技术等。
图1-1 自蔓延高温合成过程示意图1.1自蔓延高温合成技术的基本原理氧化物Fe2O3和铝粉发生如下化学反应:Fe2O3 + 2Al = 2Fe + Al2O3 + 828.42 KJ这是一个最简单、最典型的铝热反应,并且是一个强放热反应,其反应的绝对温度为3735K.其方法是首先将原料混合,然后利用外热源在原料粉体局部点火,燃烧反应从点火处自发蔓延开。
在反应开始部分的背后存在着高温合成区(1500℃—4000℃),由高温合成区不断提供热量来诱发下一步反应,直至原料粉体合成反应完为止,这就是SHS技术的基本原理。
SHS是一高放热的化学体系经外部能量诱发的局部化学反应(点燃),形成其前沿(燃烧波) 使化学反应持续蔓延直至整个反应体系,最后达到所需材料合成目的的技术。
SHS本质上是一个剧烈的物理化学反应过程,SHS燃烧反应绝热温度(T ad)是在假设体系没有质量和能量损失条件下(绝热反应),化学反应放出的热量使体系能达到的最高温度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TiC-Al
气-液 液
A1N-TiCAl TiC-Al Al2O3TiA13-A1 TiA13-A1 TiB2-Al TiC-Al SiC-Al
气-液 液
固-液 液 固-液 液 固-液 液 固-液 液 粉末冶金 法 17
2011-3-23 *为质量分数,其余为体积分数。 为质量分数, 为质量分数
材料成型及控制工程教研组
2011-3-23 材料成型及控制工程教研组 7
第8章 自蔓延高温合成技术 章
图8-10 SHS-准等静压法装置示意图 准等静压法装置示意图 1-计算机;2-电源;3-液压系统;4-压头;5-模具;6-砂子;7-反应物坯料; 计算机; 电源 电源; 液压系统 液压系统; 压头 压头; 模具 模具; 砂子 砂子; 反应物坯料 反应物坯料; 计算机 9-点火器 点火器
材料 增强相 含量/% 含量 0 4.4 6.4 0 9.5 12 1.5* 20 0 增强相大小 /µm 0.5~3 0.5~3 TiC 2~5 AlN 0.2~1.2 0.1~1.0 屈服强度 б0.2/MPa 428 470 445 166 229 293 237.4 300 抗拉强度 ббb/MPa 471 495 455 187 325 388 256.3 350 164 235 300~320 0 4 20 10 0.5~2 3.5 60 79 152.5 80.2 141 183 261.2 165.1 延伸率 б/% 16 8 4 12.0 6.1 5.0 5.0 3.5 18.7 22 5.0~4.0 28 16 74.6 82.0 弹性模量 E/GPa 74.4 80.9 85.0 77 93 105 94.7 制备方法
(8-11) 式中, 为组元A 的厚度; 为扩散系数。 式中,a0,b0为组元A和B的厚度;D为扩散系数。
E∗ D = D0 e − (8-12) RT 式中, 为常数; 为扩散激活能。 式中,D0为常数;E*为扩散激活能。
F mrω r π n n G= = = = 0.112 × r P mg g 30 100
W-Mo 石墨-石墨 石墨 石墨 W-石墨 石墨 Mo-石墨 石墨
0.85 0.6 0.7 0.75
850 900 1000 1100
焊缝区 石墨 石墨 石墨
NbNb70.9,Ni10, , , ① l0X18H10T C9.1 Zrl2011-3-23 材料成型及控制工程教研组
14-导火线引线 导火线引线
9
第8章 自蔓延高温合成技术 章
Fe2 O3+2 Al +2Al Al2 O3 2Fe
图8-12 SHS-离心法过程示意图 离心法过程示意图
2011-3-23 材料成型及控制工程教研组 10
第8章 自蔓延高温合成技术 章
B C A A A D C D B
=∫
T
298
' +∆H tr + ∫ CP dt CP dt
式中, 为相变温度; 为相变过程的焓变。 式中,Ttr为相变温度;△Htr为相变过程的焓变。
2011-3-23 材料成型及控制工程教研组 20
(8-6) 式中,T 为某组分的熔点;θ 式中 m为某组分的熔点 θ为发生熔化物质的 百分数;△ 为该组分的熔解热。 百分数 △Hm为该组分的熔解热。
2011-3-23
材料成型及控制工程教研组
12
第8章 自蔓延高温合成技术 章
1
2 4 3
5
(a)燃烧前 燃烧前
(b)燃烧后 燃烧后
图8-15 熔铸涂层原理示意图 1-SHS反应物料;2-点火装置;3-钢基体;4-过渡区;5-SHS熔铸涂层 反应物料; 点火装置 点火装置; 钢基体 钢基体; 过渡区 过渡区; 反应物料 熔铸涂层
EQ β= 2 2C p RTad (1 − M )
(8-3)
5
式中, 为熔化率 为熔化率。 式中,M为熔化率。当 β < β = 2 + 为非稳态燃烧。 烧,β>βc时,为非稳态燃烧。
C
时,为稳态燃
H −H
0 T
0 298
= ∫ CP dt
298
T Ttr
T
(8-4) (8-5)
H −H
0 T
0 298
2011-3-23 材料成型及控制工程教研组 22
(8-8)
dη n = ξ (η , T ) = λ (1 − η ) dt
式中, 为反应级数; 为反应速率常数。 式中,n为反应级数;λ为反应速率常数。
λ = λ0 e
2011-3-23
−
E RT
(8-10)
材料成型及控制工程教研组 21
式中, 为常数; 为反应激活能; 为气体常数。 式中,λ0为常数;E为反应激活能;R为气体常数。
图8-6 气体漫渗燃烧体系相互作用示意图
2011-3-23
材料成型及控制工程教研组
4
第8章 自蔓延高温合成技术 章
图8-7 SHS图 图
2011-3-23 材料成型及控制工程教研组 5
第8章 自蔓延高温合成技术 章
4 5 3 6 7 9 8 2
1
图8-8 SHS-弹簧加压法装置示意 - 1-弹簧;2-聚四氟乙烯或BN套管; 3-0.2mm铂丝;4-压力机; 5-石墨; 弹簧; 聚四氟乙烯或BN套管 聚四氟乙烯或BN套管; 铂丝; 压力机 压力机; 石墨 石墨; 弹簧 铂丝 6-氧化铝管;7-钨棒;8-反应器壁; 9-点火器(40J,2.5ms) 氧化铝管; 钨棒 钨棒; 反应器壁 反应器壁; 点火器 点火器( 氧化铝管 , )
2011-3-23 材料成型及控制工程教研组 13
第8章 自蔓延高温合成技术 章
图8-16 反应铸渗法涂层示意图 1-钢锭模;2-高温熔体 浇注液 铸件 ;3-型芯;4-预涂覆层 钢锭模; 高温熔体 浇注液, 铸件); 型芯 高温熔体(浇注液 型芯; 预涂覆层 钢锭模
2011-3-23 材料成型及控制工程教研组 14
2 2
dη D 1 = × dt a0 ( a0 + b0 ) η
(8-13)
式中, 为重力系数; 为物体所受的离心力; 式中,G为重力系数;F为物体所受的离心力;P为 物体的重力; 为金属液质点的质量; 物体的重力;m为金属液质点的质量;ω为铸型旋转 的角速度; 为自由落体加速度; 的角速度;G为自由落体加速度;r为液体金属中任 意点的旋转半径; 为铸型的转速。 意点的旋转半径;n为铸型的转速。
298 Tm
H −H
0 T
0 298
'' = ∫ CP dt +θ∆H m + ∫ CP dt
Tm
T
H −H
0 T
0 298
'' = ∫ CP dt + ∆H tr + ∫ C dt + θ∆H m + ∫ C P dt 298 Ttr ' P Tm
Tir
Tm
T
(8-7) (8-9)
dη = ξ (η , T ) dt
表8-3 SHS焊接条件及相应的接头强度 焊接条件及相应的接头强度
被焊材料 W-Mo 焊料组成质量 分数/% 分数/% Mo80,B20 , Mo64,B16, , , Cu20 Ti86,C14 , Ti86,C14 , Ti86,C14 , 原坯相对 密度 0.77 焊接电流/ 焊接电流/ (A·m -2) 600 焊缝区 产物 Mo2B5 Mo2B5-Cu 7TiC-3Ti 7TiC-3Ti 7TiC-3Ti 焊接强度 /MPa 180~200 ~ 270~320 ~ 70 60 70 断裂位置 焊缝区
第8章 自蔓延高温合成技术 章
图8-1 SHS反应过程示意图 反应过程示意图
2011-3-23 材料成型及控制工程教研组 1
第8章 自蔓延高温合成技术 章
图8-2 燃烧波中的燃烧温度 、转化率 和热释放率 分布图 燃烧波中的燃烧温度Tc、转化率η和热释放率 和热释放率Ф分布图
存在后烧现象的燃烧波中的燃烧温度Tc、 图8-3 存在后烧现象的燃烧波中的燃烧温度 、 转化率η和热释放率 和热释放率Ф分布图 转化率 和热释放率 分布图
2011-3-23 材料成型及控制工程教研组 2
第8章 自蔓延高温合成技术 章
TiC
TiN
反应层
Ti+ C
反应层
Ti
N
2
(a) 固-固体系 (b) 固-气体系 固体系 气体系 图 8-4 自蔓延高温合成过程示意图
2011-3-23 材料成型及控制工程教研组 3
第8章 自蔓延高温合成技术 章
图8-5 无气燃烧体系相互作用示意图
式中, 为绝热燃烧速度; 式中,Vad为绝热燃烧速度;Vm为燃烧熄灭前的临 界速度。 界速度。 (8-2)
式中, 为反应激活能 为反应激活能。 式中,E为反应激活能。当 θ>θi=1 时,为稳 态燃烧; 为振荡燃烧。 态燃烧;θ<θi ,为振荡燃烧。
2011-3-23 材料成型及控制工程教研组 19
2011-3-23 材料成型及控制工程教研组 6
第8章 自蔓延高温合成技术 章
9 8 7 6
5 4 3 2 1
图8-9 SHS-等静压法实验装置示意图 等静压法实验装置示意图 1-压力容器;2-金属包套;3-原料;4-点火端;5-液体;6-储液罐;7-气体; 压力容器; 金属包套 金属包套; 原料 原料; 点火端 点火端; 液体 液体; 储液罐 储液罐; 气体 气体; 压力容器 8-点火器;9-泵 点火器; 泵 点火器
第8章 自蔓延高温合成技术 章
4 5 6 7 8
3 2 1
9
10
图8-17 SHS焊接设备 焊接设备 1-绝缘套;2-下铜电极;3-粉末焊剂;4-机架;5-绝缘垫;6-引电杆; 绝缘套; 下铜电极 下铜电极; 粉末焊剂 粉末焊剂; 机架 机架; 绝缘垫 绝缘垫; 引电杆 引电杆; 绝缘套 7-上铜电极;8-焊坯 ;9-点火装置;10-焊坯 上铜电极; 焊坯 焊坯(1); 点火装置 点火装置; 焊坯 焊坯(2) 上铜电极