电工基本技能实训1_课题一 PLC的基本指令及编程器的使用
PLC实验报告 基础指令实验

PLC实验报告基础指令实验一、实验目的本次 PLC 基础指令实验的主要目的是熟悉 PLC 的基本指令,掌握其编程方法和应用技巧,通过实际操作加深对 PLC 控制系统的理解,并提高解决实际问题的能力。
二、实验设备1、 PLC 实验台,型号为_____。
2、编程软件,版本为_____。
3、连接导线若干。
4、实验指导书。
三、实验内容(一)位逻辑指令实验1、常开触点和常闭触点指令编写一个简单的程序,实现当输入信号 I00 为 ON 时,输出信号Q00 为 ON。
当输入信号 I01 为 OFF 时,输出信号 Q01 为 ON。
2、取反指令设计一个程序,使得输入信号 I02 为 ON 时,经过取反指令,输出信号 Q02 为 OFF;输入信号 I02 为 OFF 时,输出信号 Q02 为 ON。
3、置位和复位指令编写程序,当输入信号 I03 产生一个上升沿时,使用置位指令将输出信号 Q03 置位为 ON,并保持。
当输入信号 I04 产生一个上升沿时,使用复位指令将输出信号 Q03 复位为 OFF。
(二)定时器指令实验1、接通延时定时器构建一个程序,当输入信号 I05 为 ON 时,接通延时定时器 TON 开始计时,设定时间为 5 秒。
5 秒后,输出信号 Q04 为 ON。
2、断开延时定时器设计程序,当输入信号 I06 由 ON 变为 OFF 时,断开延时定时器TOF 开始计时,设定时间为 3 秒。
3 秒内,如果输入信号 I06 重新变为ON,则定时器复位。
3 秒后,输出信号 Q05 为 OFF。
(三)计数器指令实验1、增计数器编写程序,当输入信号 I07 产生一个上升沿时,增计数器 CTU 的计数值加 1。
当计数值达到预设值 10 时,输出信号 Q06 为 ON。
2、减计数器构建一个程序,当输入信号 I10 产生一个上升沿时,减计数器 CTD 的计数值减 1。
当计数值减为 0 时,输出信号 Q07 为 ON。
PLC技术实训指导

通过串行口通信,可将用户程序和数据寄存器中的值下载到PLC,可 以读出未设置口令的PLC中的用户程序,或检查计算机和PLC中的 用户程序是否相同
编程操作
起始界面 菜单栏 工具栏 功能图栏 状态栏 功能键栏
编程操作
点击工具栏中的“新文件”图标 弹出PLC机型选择对话框, 选择相应的机型,即可进入编程状态。
程序的传送
传送功能 读入
将PLC中的程序传送到计算机中。
写出
将计算机中的程序传送到PLC中。
校验
将在计算机与PLC中的程序加以比较校验。
程序的传送
使用菜单命令
“PLC→传送→读入/写出/校验” 菜单完成操作。 当选择“读入”时,应在[PLC模 式设置]对话框中将已经连接 的PLC模式设置好
程序的传送
查找功能
使用“查找”菜单中的命令“到顶”和“到底”,可将光标移至 梯形图的开始处或结束处。 使用“元件名查找”、“元件查找”、“指令查找”和“触点/ 线圈查找”命令,可查找到指令所在的电路块,按“查找”窗 口中的“向上”和“向下”按钮,可找到光标的上面或下面其 他相同的查找对象。
通过“查找”菜单中的“跳至标签”还可以跳到指定的程序步。
M2运行 M3运行
AC
COM1
三、电动机的顺序控制
梯形图
X0 X1 Y1
Y1
X2
X3 Y2
Y2
X4
X5
Y3
Y3 END
任务四 3台电动机顺序起动控制程序设计
一、任务导入
某设备有3台电动机,控制要求如下:按下起动按钮, 第一台电动机M1起动,运行5s后,第二台电动机M2起 动,M2运行10s后,第三台电动机M3起动;按下停止 按钮,3台电动机全部停止。
PLC的基本指令及应用
模块二 PLC 的基本指令及应用一、工作任务介绍PLC 基本指令及其应用。
二、相关实践知识编程中的指令,一般都针对元件状态而言的,每一个元件都具有一定的功能,且彼此独立,分别用字母和编号来表示(模块一中已有所介绍)。
下面来介绍PLC 的基本指令。
(一)输入和输出指令LD :逻辑取指令,从母线开始取常开触点。
LDI :逻辑取反指令,从母线开始取常闭触点。
OUT :线圈的驱动指令。
指令说明:1.LD 、LDI 指令用于将触点接到母线上。
2.OUT 指令是对输出继电器、辅助继电器、状态定时器、计数器的线圈驱动指令,对输入继电器不能使用。
3.OUT 指令可作多次并联使用。
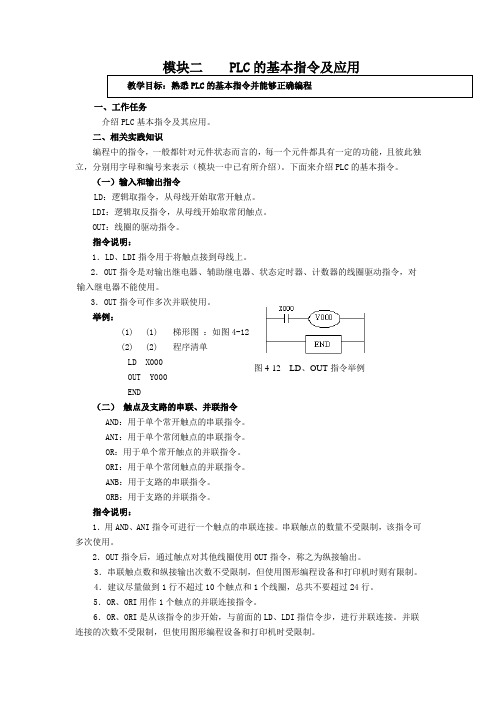
举例:(1) (1) 梯形图 :如图4-12 (2)(2) 程序清单LD X000 OUT Y000END(二) 触点及支路的串联、并联指令 AND :用于单个常开触点的串联指令。
ANI :用于单个常闭触点的串联指令。
OR :用于单个常开触点的并联指令。
ORI :用于单个常闭触点的并联指令。
ANB :用于支路的串联指令。
ORB :用于支路的并联指令。
指令说明:1.用AND 、ANI 指令可进行一个触点的串联连接。
串联触点的数量不受限制,该指令可多次使用。
2.OUT 指令后,通过触点对其他线圈使用OUT 指令,称之为纵接输出。
3.串联触点数和纵接输出次数不受限制,但使用图形编程设备和打印机时则有限制。
4.建议尽量做到1行不超过10个触点和1个线圈,总共不要超过24行。
5.OR 、ORI 用作1个触点的并联连接指令。
6.OR 、ORI 是从该指令的步开始,与前面的LD 、LDI 指信令步,进行并联连接。
并联连接的次数不受限制,但使用图形编程设备和打印机时受限制。
图4-12 LD 、OUT 指令举例图4-13 AND 指令举例7.当分支电路(并联电路块)与前面的电路串联连接时,使用ANB 指令,与前面的电路串联。
若多个并联电路块顺序和前面的电路串联连接时,则ANB 指令的使用次数没有限制。
PLC可编程控制编程器使用说明
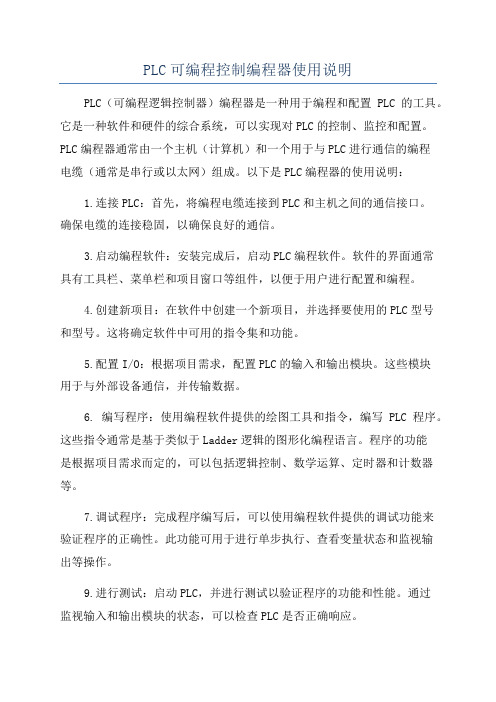
PLC可编程控制编程器使用说明PLC(可编程逻辑控制器)编程器是一种用于编程和配置PLC的工具。
它是一种软件和硬件的综合系统,可以实现对PLC的控制、监控和配置。
PLC编程器通常由一个主机(计算机)和一个用于与PLC进行通信的编程电缆(通常是串行或以太网)组成。
以下是PLC编程器的使用说明:1.连接PLC:首先,将编程电缆连接到PLC和主机之间的通信接口。
确保电缆的连接稳固,以确保良好的通信。
3.启动编程软件:安装完成后,启动PLC编程软件。
软件的界面通常具有工具栏、菜单栏和项目窗口等组件,以便于用户进行配置和编程。
4.创建新项目:在软件中创建一个新项目,并选择要使用的PLC型号和型号。
这将确定软件中可用的指令集和功能。
5.配置I/O:根据项目需求,配置PLC的输入和输出模块。
这些模块用于与外部设备通信,并传输数据。
6. 编写程序:使用编程软件提供的绘图工具和指令,编写PLC程序。
这些指令通常是基于类似于Ladder逻辑的图形化编程语言。
程序的功能是根据项目需求而定的,可以包括逻辑控制、数学运算、定时器和计数器等。
7.调试程序:完成程序编写后,可以使用编程软件提供的调试功能来验证程序的正确性。
此功能可用于进行单步执行、查看变量状态和监视输出等操作。
9.进行测试:启动PLC,并进行测试以验证程序的功能和性能。
通过监视输入和输出模块的状态,可以检查PLC是否正确响应。
10.调整参数:根据测试结果,适当地调整程序和参数以满足实际应用需求。
这可能涉及更改逻辑、调整定时器和计数器等。
11.文档和备份:完成程序调整后,建议进行文档编写和程序备份。
文档可以包括编程说明、I/O配置和调试报告等。
程序备份可防止由于设备故障或意外情况而丢失程序。
请注意,以上步骤仅为PLC编程器的基本使用说明,具体步骤可能因PLC型号和制造商而有所不同。
对于特定的PLC编程器和软件,请参考相关的用户手册和技术文档,以获取更详细的信息和指导。
PLC基本技能实操
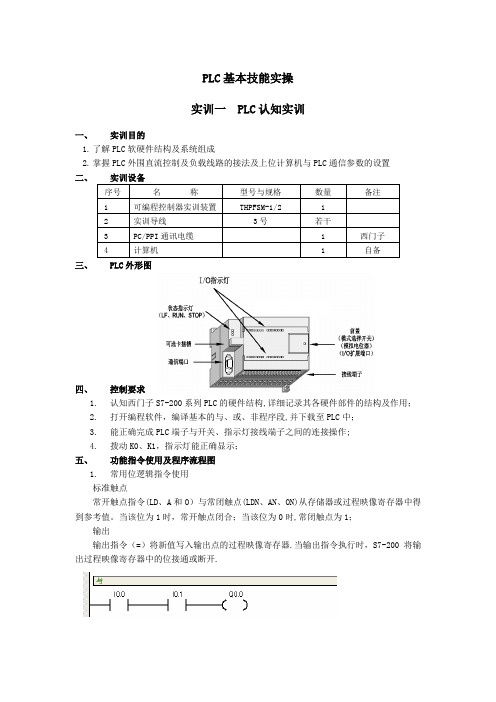
PLC基本技能实操实训一 PLC认知实训一、实训目的1.了解PLC软硬件结构及系统组成2.掌握PLC外围直流控制及负载线路的接法及上位计算机与PLC通信参数的设置二、实训设备序号名称型号与规格数量备注1可编程控制器实训装置THPFSM-1/2 12实训导线3号若干3PC/PPI通讯电缆 1 西门子4计算机 1 自备三、PLC外形图四、控制要求1.认知西门子S7-200系列PLC的硬件结构,详细记录其各硬件部件的结构及作用;2.打开编程软件,编译基本的与、或、非程序段,并下载至PLC中;3.能正确完成PLC端子与开关、指示灯接线端子之间的连接操作;4.拨动K0、K1,指示灯能正确显示;五、功能指令使用及程序流程图1.常用位逻辑指令使用标准触点常开触点指令(LD、A和O)与常闭触点(LDN、AN、ON)从存储器或过程映像寄存器中得到参考值。
当该位为1时,常开触点闭合;当该位为0时,常闭触点为1;输出输出指令(=)将新值写入输出点的过程映像寄存器.当输出指令执行时,S7-200将输出过程映像寄存器中的位接通或断开.与逻辑:如上所示:I0.0、I0。
1状态均为1时,Q0。
0有输出;当I0.0、I0。
1两者有任何一个状态为0,Q0。
0输出立即为0。
或逻辑:如上所示:I0.0、I0.1状态有任意一个为1时,Q0.1即有输出;当I0.0、I0。
1状态均为0,Q0。
1输出为0。
与逻辑:如上所示:I0。
0、I0.1状态均为0时,Q0。
2有输出;当I0.0、I0.1两者有任何一个状态为1,Q0。
2输出立即为0。
2.程序流程图六、端口分配及接线图1.I/O端口分配功能表序号PLC地址(PLC端子)电气符号(面板端子)功能说明1.I0.0 K0 常开触点012.I0.1 K1 常开触点023.Q0。
0 L0 “与”逻辑输出指示4.Q0。
1 L1 “或"逻辑输出指示5.Q0。
2 L2 “非”逻辑输出指示6.主机1M、面板V+接电源+24V 电源正端7.主机1L、2L、3L、面板COM接电源GND电源地端2.控制接线图七、操作步骤1.按下图连接上位计算机与PLC;2.按“控制接线图”连接PLC外围电路;打开软件,点击,在弹出的对话框中选择“PC/PPI通信方式”,点击,设置PC/PPI属性;3.点击,在弹出的对话框中,双击,搜寻PLC,寻找到PLC后,选择该PLC;至此,PLC与上位计算机通信参数设置完成;4.编译实训程序,确认无误后,点击,将程序下载至PLC中,下载完毕后,将PLC 模式选择开关拨至RUN状态。
PLC综合实训指导书(实训台-含手编程器的使用)

PLC综合实训指导书--基于YL-235光机电一体化实训考核装置(校编教材)湖州职业技术学院姚晴洲目录绪论第一章实训装置简介1.1外观与概述1.2实训项目1.3系统配置与技术参数第二章装置机构说明2.1 工作流程与原理2.2 机械机构2.3 气动原理与机构第三章控制系统设计与调试3.1 电气电路的组成3.2 PLC控制原理图3.3 变频器参数设置要求第四章系统调试与实训组织4.1系统调试4.2 实训的组织附录 FX—20P—E简易编程器的使用方法绪论自动化技术是当今几大高新技术之一,从某种意义来说,自动化技术已成为现代化的代名词。
随着我国产业结构的调整、现代化进程的加快,自动化技术对现代工业生产的推动作用将越来越重要。
浙江省近几年来已基本形成了以制造业为主体的四大特色优势产业,确定了以“打造先进制造基地,促进工业结构优化升级”作为今后一段时期政府的主要工作目标。
随着各类工业企业的技术进步,工业自动化生产必将得到广泛的普及,电气控制设备、自动化生产线的安装、调试、维修;自动控制系统的技术改造、开发应用;设备运行管理等方面工作量是非常巨大,需要大量的懂原理、能动手的专业技术人才,而能从事一线现代化生产的技术人员需求量更大。
实训装置作为掌握与应用新技术的重要载体,其作用已为广大科技工作者所共识。
发达国家和地区,一方面投入大量人力、物力进行新技术、新工艺等的研究,同时极其重视实训装置的开发工作,并常常将最为先进、完善的设备与装置首先投入职业培训与职业教育中。
我校是教育部定点的电工电子及自动化技术国家实训基地,承担着本地区的职业培训和职业教育、新技术的吸收与转化之重任。
为了加快人才培养,完善教学手段,积极吸收与转化新技术、新工艺、新方法,研发符合应用人才培养目标的、较先进的实训装置,对本地区的技术进步,促进工业结构的优化升级,具有重要的作用。
基于以上情况,并认真调查了高职学生现有的知识和技术水平,我们设计开发了本套实验装置,以满足电类专业课程设计、毕业设计之用。
PLC编程入门基础技术知识(plc原理和指令集及编程规则)
PLC编程入门基础技术知识(plc原理和指令集及编程规则)PLC简介可编程序控制器,英文称Programmable Controller,简称PC。
但由于PC容易和个人计算机(Personal Computer)混淆,故人们仍习惯地用PLC作为可编程序控制器的缩写。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。
PLC的结构PLC的类型繁多,功能和指令系统也不尽相同,但结构与工作原理则大同小异,通常由主机、输入/输出接口、电源扩展器接口和外部设备接口等几个主要部分组成。
PLC的硬件系统结构如下图所示:PLC的工作原理PLC是采用“顺序扫描,不断循环”的方式进行工作的。
即在PLC运行时,CPU根据用户按控制要求编制好并存于用户存储器中的程序,按指令步序号(或地址号)作周期性循环扫描,如无跳转指令,则从第一条指令开始逐条顺序执行用户程序,直至程序结束。
然后重新返回第一条指令,开始下一轮新的扫描。
在每次扫描过程中,还要完成对输入信号的采样和对输出状态的刷新等工作。
PLC的一个扫描周期必经输入采样、程序执行和输出刷新三个阶段。
PLC实训项目归纳(电气自动化技术专业)
任务一:全自动洗衣机控制设计一、实训目的1、了解编程器的基本操作以及编程器的输入、检查和运行操作。
2、了解用PLC实现全自动洗衣机的控制原理及其I/O口的连接、PLC程序的编写和调试运行。
3、了解I/O口分配和I/O口接线的方法。
4、了解PLC的编程语言。
二、实训器材1、亚龙PLC-主机单元一台。
2、亚龙PLC-全自动洗衣机控制单元一台。
3、计算机或编程器一台。
4、安全连线若干条。
5、PLC串口通讯线一条。
三、实训原理全自动洗衣机的工作方式:(1)按启动按钮,首先进水电磁阀打开,进水指示灯亮。
(2)按上限按钮,进水指示灯灭,搅轮在正反搅拌,两灯轮流亮灭。
(3)等待几秒钟,排水灯亮,后甩干桶灯亮了又灭。
(4)按下限按钮,排水灯灭,进水灯亮。
(5)重复两次(1)—(4)的过程(6)第三次按下限按钮时,蜂鸣器灯亮五秒钟后灭,整个过程结束。
(7)操作过程中,按停止按钮可结束动作过程。
(8)手动排水按钮是独立操作命令,按下手动排水后,必须要按下限按钮。
四、I/O 分配表五、I/O接线图六、实物接线图七、梯形图程序八、实训步骤1、先将PLC主机上的电源开关拨到关状态,严格按图1-2 所示接线,注意12V和24V电源的正负不要短接,电路不要短路,否则会损坏PLC触点。
2、将电源线插进PLC主机表面的电源孔中,再将另一端插到220V电源插板。
3、将 PLC 主机上的电源开关拨到开状态,并且必须将PLC串口置于STOP状态,然后通过计算机或编程器将程序下载到PLC中,下载完后,再将PLC的串口置于RUN状态。
4、接通 2.7(2.4、2.5、2.6 不接通),否则无确运行演示程序。
5、实训操作按工作方式操作。
九、思考题1、洗衣机搅轮正转、反转的时间改为10秒,循环次数为5次。
任务二:三相电动机的顺序控制一、实训目的1、了解三相电动机顺序控制的工作原理。
2、了解用梯形图编写程序的编程方法和了解本实训的指令程序。
3、掌握I/O口的分配和I/O口接线方法。
PLC常用基本指令及应用
PLC常用基本指令及应用
取指令LD
LD含义指与左母线相连的常开指令。
操作元件;输入继电器X,输出继电器y,辅助继电器m0 ,定时器T,计数器C,状态继电器s等软继电器的触点
LDI
OUT
示例
LD指令
LDI指令
示例一
示例1指令语句表
AND指令
含义常开触点作串联连接。
操作元件;XYMTCS等软元件的触点。
ANI指令
含义常闭触点作串联连接。
操作元件;XYMTCS等软元件的触点
ANI指令
OR
ORI
操作元件;XYMTCS等软元件的触点。
示例三
ANB ORB OR指令ORI指令
块
SET和RST是组合使用。
示例五
定时器T
用法;当定时器通电后并开始计时,当计时到了,这时定时器的触点就开始动作,就可以取定时器相应的触点来控制其它操作元作。
示例六
分析
当按下X0时,辅助继电器m0通电并自锁,哪么时间继电器t0得电,当计时到100后,时间继电器开始动作,它的常开触点t0闭合,那么输出继电器Y0通电。
计数器C
分析
1
2m0 3。
PLC实训指导书
PLC实训指导书第一篇:PLC实训指导书实训课题1 GX Developer 软件介绍以及使用说明一、实训目的(1)熟悉PLC编程、仿真软件GX Developer、GX Simulator以及触摸屏设计软件的安装;(2)掌握PLC编程软件的使用以及相关基本操作;(3)掌握PLC与计算机的实物硬件接线以及调试;二、实训器材(1)计算机1台(已安装GX、GT 编程、仿真软件);(2)可编程控制器1台(三菱FX3U-32M);(3)通讯电缆1根以及导线若干;三、实训指导1、软件安装简介(1)软件安装次序①先安装PLC编程软件GX Developer8.86Q;②再安装PLC仿真软件 GX simulator7;③最后安装GOT界面设计软件GT Designer3以及仿真软件GT Simulator3;(2)GX Developer8.86Q安装说明①解压PLC编程软件8.86Q;②先安装三菱软件通用环境进入PLC编程软件(中文)版本:8.86Q.rarSW8D5C-GPPW-CEnvMEL目录下,双击setup.exe;③PLC编程软件(中文)版本:8.86Q.rarSW8D5C-GPPW-C目录下,双击setup.exe输入软件序列号117-610 768844;④开始程序MELSOFT应用程序中生成对应文件;(3)GX simulator7安装说明①解压PLC仿真软件 GX simulator7;②在GXSimulator7_cn.zipGX Simulator 7cn目录下,双击setup.exe,进行安装输入软件序列号117-610 768844;③GX simulator7不会生成相应文件,而是以插件的形式安装于GX Developer中,表现为GX Developer菜单栏工具菜单项下逻辑图测试启动(L)功能可用;d)GOT界面设计软件GT Designer3以及仿真软件GT Simulator3安装①解压GTD3_20130903.zip文件;②在GTD3_20130903.zipDISK1GTD3目录下,双击setup.exe,进行安装输入软件序列号423-444 127508;③开始程序MELSOFT应用程序中生成对应文件;说明:所有软件最好按默认路径安装,所有需要打钩的地方最好缺省(不要打钩)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(3)强制ON/OFF 对元件进行强制ON/OFF操作时,应先对元件进行 监视,然后进行测试。
三、编程器的联机操作
(4)修改T、C设定值 对元件监视操作后,转到测试功能,可修改T、 C的设定值,基本操作如图5-18所示。
图5-18 修改T、C设定值
四、编程器的脱机工作
图5-19 程序传送的方式
四、编程器的脱机工作
5Z19.tif
①表示此时编程是在编程器内部RAM上进行,与PLC上的存储器形 式及RUN/STOP状态无关。
四、编程器的脱机工作
②表示成批传送,分为编程器送PLC(写入)和PLC送编程器(读出)两 种。写入时PLC的RUN/STOP状态应处于STOP,PLC的程序存储器 保护开关为OFF。读出时PLC的状态开关为RUN、STOP均可。 ③表示成批传送,但与PLC上的状态开关和存储器形式无关。 1.脱机方式下的操作过程 (1)准备 将编程器与PLC连接好。 (2)组成系统 接通PLC电源,将编程器复位(按RST+GO键)。 (3)脱机方式设定 按↓键和GO键,选择脱机方式。 (4)编程操作 脱机方式的编程操作与联机方式下的编程操作相同, 即利用写入、读出、插入、删除等功能,生成并编辑程序。 (5)结束 脱机方式下生成的程序已写入到编程器内部的RAM中, 若传送到PLC中,则PLC中原有的程序将消失。
0.tif
三、编程器的联机操作
图5-11 根据步序号读出程序
②根据指令读出程序。指定指令,从PLC用户程序存储器中读出程 序的基本操作(此时PLC应处于停止状态)如图5-12所示。
三、编程器的联机操作
图5-12 根据指令读出程序 图5-13 根据元件读出程序
三、编程器的联机操作
5Z13.tif
(2)启动系统 接通PLC电源及复位编程器(按RST+GO键)。
三、编程器的联机操作
(3)设定联机方式 用方式设定画面,选择联机方式按GO键,选择 脱机方式按↓、GO键。 (4)编程操作 利用写入、读出、插入、删除等功能,编制程序。 1)写入程序:在写入程序前,先对PLC的用户存储器清零。 ①基本指令的写入。基本指令有三种情况:一是仅有指令助记符不 带元件;二是有指令助记符带一个元件;三是有指令助记符带两个 元件。写入上面三种基本指令的操作框图如图5-7所示。
图5-4 FX—20P—E的操作面板 a)外形图 b)键盘名称
二、手持式编程器的使用
(4)其他键OTHER 在任何状态下按此键,将显示方式项目单菜单。
图5-5 液晶显示屏
二、手持式编程器的使用
5Z5.tif
(5)辅助键HELP 显示应用指令一览表。 (6)空格键SP 在输入时,用此键指定元件号和常数。
③根据元件读出程序。指定元件符号和元件号,从PLC用户程序存 储器中读出程序的基本操作(此时PLC应处于停止状态)如图5-13所示。 3)插入程序:插入程序操作是根据步序号读出程序,在指定的位置 上插入指令或指针,其基本操作如图5-14所示。
三、编程器的联机操作
4)删除程序:删除程序分逐条删除、指定范围删除和NOP式成批删 除三种方式。
2.监控操作
图5-14 插入Байду номын сангаас序
三、编程器的联机操作
图5-15 删除程序
三、编程器的联机操作
5Z15.tif
(1)元件监视 元件监视是指监视指定元件的ON/OFF状态、设定值 及当前值。
0.tif
三、编程器的联机操作
(2)动作状态监视
图5-16 元件监视
图5-17 强制ON/OFF
三、编程器的联机操作
1)工作台不能作向上进给运动:由于铣床电气线路与机械系统配合密切和工 作台向上进给运动的控制是处于多回路电路之中,因此,不宜采用按步就班地逐 个检查的方法。 2)工作台纵向不能进给运动:应先检查横向或垂直进给是否正常,如果正常,说 明进给电动机2M、主电路、接触器KM3、接触器KM4及与纵向进给相关的 公共支路都正常,此时应重点检查图区19(见图4-17)上的行程开关SQ6-1(11-15)、 SQ4-2及SQ3-2,即线号为11-15-16-17支路,因为只要三对常闭触头中有一对不 能闭合或有一根线头脱落就会使纵向不能进给。 3)工作台各个方向都不能进给:可先进行进给变速冲动或圆工作台控制,如果 正常,则故障可能在图区19(见图4-17)上的行程开关SA1-1及引接线17-18上,若 进给变速冲动也不能工作,应检查接触器KM3是否吸合,如果KM3不能吸合,则 故障可能发生在控制电路的电源部分,即8-13-12-11线路及0号线上,若KM3能 吸合,则应着重检查主电路,包括电动机的接线及绕组是否存在故障。 1)掌握X62W型万能铣床电气故障的检修方法。
三、编程器的联机操作
④NOP的成批写入。在指定范围内,将NOP成批写入的基本操作如 图5-10所示。
图5-10 NOP的成批写入
2)读出程序:有时需要将已写入的程序读出以便检查。 ①根据步序号读出程序。指定步序号,从PLC用户程序存储器中读 出程序的基本操作,如图5-11所示。
三、编程器的联机操作
表5-1 FX2系列PLC的基本指令
二、手持式编程器的使用
图5-3 FX—20P—E型手持式简易编程器与主机的连接图
二、手持式编程器的使用
1.基本结构 2.操作面板
5Z3.tif
二、手持式编程器的使用
(1)功能键 功能键有三个,RD/WD为读出/写入键;INS/DEL为插 入/删除键盘,MNT/TEST为监视/测试键。 (2)执行键GO 此键用于指令的确认、执行、显示画面和检索。 (3)清除键CLERA 如果在按执行键之后按此键,则清除键入的数 据。
2)能够进行X62W型万能铣床电气故障的检修。 课题一 PLC的基本指令及编程器的使用 课题二 PLC的编程及编程软件的使用 课题三 PLC控制电路的设计与安装
课题一 PLC的基本指令及编程器的使用
一、PLC的基本指令 二、手持式编程器的使用 三、编程器的联机操作 四、编程器的脱机工作
一、PLC的基本指令
二、手持式编程器的使用
(7)步序键STEP 设定步序号时按此键。 (8)光标键↑、↓ 用该键移动光标和提示符,指定已指定元件前一个 或后一个地址号的元件进行滚动。 3.显示屏
三、编程器的联机操作
1.编程操作 (1)准备 编程器与PLC连接如图5-6所示。
0.tif
三、编程器的联机操作
图5-6 编程器与PLC的连接 a)插接编程器电缆 b)打开PLC连接口 c)将编程器与PLC连接
图5-8 基本指令的修改
三、编程器的联机操作
5Z8.tif
②功能指令的写入。写入功能指令时,按FNC键后再输入功能指令 号。这时不能像写入基本指令那样使用元件符号键。
三、编程器的联机操作
③程序的改写。在程序输入后,如果要对某一程序进行改写,可按 下列步骤操作:
图5-9 功能指令的写入 a)直接输入指令号 b)检索指令编号后再输入