ito靶材的制备
超高密度ITO靶材制备--MMF法

三井金属公司过滤式成形模法(Mitsui Membrane Filter MMF)ITO靶材工艺1.ITO粉的制备将氧化铟(In203)、氧化锡(SnO2)等原料粉末混合,煅烧产生In203母相及微细In2Sn3012粒子混合物。
具有特定形状的微细In2Sn3012粒子,其特征(图1.1)从粒子之虚拟中心以放射线状形成针状突起的立体星形。
In2Sn3012微细粒子的水平费雷特(Feret)直径的平均值以0.25μm以上为较佳,In2Sn3012微细粒子之圆形度系数的平均值以0.8为较佳,尤佳为0.73至0.49(图1.1.1)。
成为IT0烧结体本身的体电阻值达1.35x 10-4Ω•cm以下、结瘤和打弧最少的溅镀靶材料。
使用该ITO溅镀靶所获得一种物性参差较少的优异ITO膜,具有非晶质安定性、高温下优异的膜特性,可容易进行之后的蚀刻加工,减低蚀刻残渣量。
图1.1 微细粒子从水平方向的全像素数求出水平菲雷特直径的原理示意图1.In2O3母相2.微细粒子3.粒界4.化合物相5.无微细粒子区 10.ITO烧结体(源自JP2008063943 CN101578245A 烧结体及ITO溅射靶)图1.2 ITO靶材SEM(30000倍)微细粒子照片2. 素坯成形将氧化铟氧化锡混合的原料粉末、离子交换水、5mm氧化锆球装入树脂制的罐中,球磨混合20小时;加入有机添加剂(聚羧酸系分散剂)混合1小时;1小时后添加适量蜡系粘结剂,球磨混合19小时。
将所构成的磨浆(s1urry)注入到用以从陶瓷原料磨浆将水分减压排水以获得成形体的由非水溶性材料所构成的过滤式成形模,且将磨浆中的水分予以减压排水而制作成形体,并将此成形体进行干燥脱脂。
(源自ITO导电玻璃及相关透明导电膜之原理及应用台湾胜华科技股份有限公司黄敬佩20060607 PPT报告)图1.3 三井膜过滤成型法(MMF)ITO靶材工艺示意图平板成形模凹凸性状成形模1.浆料2.上成型框3.下成型框4.过滤膜(湿式滤布)5.填充材料6.排水孔图1.4 三井MMF-ITO成型装置示意图(源自:JP11286002 CN 1229067A 过滤式成形模法制备陶瓷烧结体的方法)表1.1 ITO 靶材制备方法与密度特性比较图1.5 三井MMF-ITO靶材工艺流程图3. 烧结将铟氧化物与锡氧化物所构成的混合物以过滤式成形模法制造成形体、干燥、脱脂(400℃~600℃下),且将所获得的成形体加热到最高烧结温度为1580℃~1700℃(优选1600℃~1650℃),并将该最高烧结温度之保持时间设为300秒以下,接着降温到第2次烧结温度1400℃~1550℃(优选1500℃~1550℃),并将第2次烧结温度之保持时间设为3至18小时,之后再降温到室温之步骤,其特征为包括:在该第2次烧结温度之保持时间经过至少1至4小时(优选2~3小时)的时间点设为非氧化性气体环境之步骤,且包括:以平均降温速度10℃~100℃/小时从该最高烧结温度降温到400℃(In203母相及微细In2Sn3012粒子不会长大)的制造方法而获得高密度IT0烧结体。
ito靶材制备工艺流程
ito靶材制备工艺流程英文回答:ITO (Indium Tin Oxide) is a widely used material in various applications, such as touch screens, solar cells, and transparent conductive coatings. The preparation process of ITO targets involves several steps, including material selection, target fabrication, and sputtering.Firstly, the material selection for ITO targets is crucial. Indium oxide (In2O3) and tin oxide (SnO2) are the main components of ITO targets. The purity and particle size of the starting materials are important factors that determine the quality of the final ITO targets. High-purity indium oxide and tin oxide powders are typically used.Next, the target fabrication process begins with the mixing of indium oxide and tin oxide powders in the desired stoichiometric ratio. The mixture is then pressed into a pellet or a cylindrical shape using a hydraulic press. Thecompacted pellet is sintered at high temperatures to enhance the density and mechanical strength of the target.After the target fabrication, the sputtering process is carried out to deposit the ITO film onto the desired substrate. Sputtering is a widely used physical vapor deposition technique. In this process, the ITO target is bombarded with high-energy ions in a low-pressure gas environment, causing the ejection of atoms from the target surface. These ejected atoms then condense onto the substrate, forming a thin film.Finally, the deposited ITO film is annealed to improve its electrical and optical properties. Annealing involves heating the film at a specific temperature for a certain period of time. This process helps to reduce the film's resistivity and increase its transparency.中文回答:ITO(氧化铟锡)是一种广泛应用于触摸屏、太阳能电池和透明导电涂层等领域的材料。
一种ito溅射靶材的制备方法
一种ito溅射靶材的制备方法ITO(Indium Tin Oxide)是一种常用的透明导电材料,广泛应用于液晶显示器、太阳能电池、触摸屏等领域。
制备ITO溅射靶材的方法有很多,下面介绍一种常见的制备方法。
首先,需要准备以下材料:氧化铟(In2O3)、氧化锡(SnO2)、聚醋酸乙酯(PVA)、去离子水等。
制备ITO溅射靶材的步骤如下:1.准备溅射靶材基片:选择一块高纯度的玻璃基片或石英基片作为溅射靶材的底片。
将基片清洗干净,去除表面的尘埃和油脂。
2.制备ITO前驱体溶液:将一定比例的氧化铟(In2O3)和氧化锡(SnO2)溶于聚醋酸乙酯(PVA)中。
将溶液放入磁力搅拌器中搅拌均匀,直到溶解完全。
3.溅射靶材涂覆:将ITO前驱体溶液均匀涂覆在已经清洗干净的基片表面。
可以使用旋涂机、喷涂机等设备,确保涂覆均匀、厚度一致。
4.预热和烘干:将涂覆好的基片放入烘箱中进行预热和烘干。
预热温度通常为150-200℃,时间约为30分钟。
烘干温度为100-150℃,时间约为1-2小时,直至获得干燥均匀的薄膜。
5.灼烧:将烘干后的基片放入高温炉中进行灼烧。
灼烧温度通常为400-600℃,时间约为1-2小时。
在灼烧过程中,可以通过控制气氛(氧气)来调节薄膜的导电性能。
6.冷却和切割:待炉子温度降至室温后,将靶材取出,进行冷却。
冷却后,可以使用切割机等设备将靶材切割成所需尺寸。
7.清洗和包装:将切割好的ITO溅射靶材进行清洗,去除表面的尘埃和杂质。
然后,将靶材放入密封包装袋中,防止污染和氧化。
以上步骤是一种常见的ITO溅射靶材制备方法,不同实验室和制备要求可能会有所差异。
制备ITO溅射靶材需要严格控制各个步骤的参数,以确保获得高质量的靶材。
ito靶材制备工艺流程
ito靶材制备工艺流程英文回答:ITO (indium tin oxide) is a widely used material in various applications such as solar cells, touchscreens, and transparent conductive coatings. The preparation process of ITO targets involves several steps to ensure the desired properties and quality of the final product.Firstly, the raw materials, indium oxide (In2O3) andtin oxide (SnO2), are mixed in the desired stoichiometric ratio. This mixture is then subjected to a high-temperature calcination process to form a homogeneous powder. The calcination process involves heating the mixture at temperatures above 1000°C in a controlled atmosphere, typically in a furnace.After the calcination, the resulting powder is then pressed into pellets or granules. This step is known as the compaction process and is done to increase the density andstability of the material. The pellets or granules are then sintered at high temperatures to further enhance the material's properties. Sintering involves heating the compacted material at temperatures above 1000°C to promote particle bonding and densification.Once the sintering process is complete, the ITO targets are ready for further processing. The targets can be used directly for physical vapor deposition (PVD) techniques such as sputtering or evaporation to deposit thin films of ITO onto substrates. In the sputtering process, the ITO target is bombarded with high-energy ions, causing the release of ITO atoms that deposit onto the substrate.Alternatively, the ITO targets can also be used for other deposition techniques such as electron beam evaporation or pulsed laser deposition. These techniques involve the vaporization of the ITO target using an electron beam or laser, respectively, and the subsequent deposition of the vapor onto the substrate.中文回答:ITO(氧化铟锡)是一种广泛应用于太阳能电池、触摸屏和透明导电涂层等多种应用领域的材料。
ito靶材的制备

ITO靶材ITO靶材简介ITO靶材是三氧化二铟和二氧化锡的混合物,是ITO薄膜制备的重要原料。
ITO靶主要用于ITO膜透明导电玻璃的制作,后者是制造平面液晶显示的主要材料,在电子工业、信息产业方面有着广阔而重要的应用。
ITO靶的理论密度为7115g/ cm3。
优质的成品IT O靶应具有≥99%的相对密度。
这样的靶材具有较低电阻率、较高导热率及较高的机械强度。
高密度靶可以在温度较低条件下在玻璃基片上溅射,获得较低电阻率和较高透光率的导电薄膜,甚至可以在有机材料上溅射ITO导电膜。
目前质量最好的ITO溅射靶,具有≥99%相对密度。
靶材制备技术日本新金属学会在二十世纪九十年代初期就把ITO靶材列为高科技金属材料的第一位。
我国在“九五”期间也曾将它作为国家“九五”攻关重点项目进行立项研究,尝试了热压、烧结以及热等静压几种制备方法,但是未能形成大规模的工业化生产。
国外生产的ITO 靶材早已投放市场,主要产家有德国Leybold (莱博德)公司、日本Tosoh(东曹)公司、日本Energy(能源公司)、日本SamITO(住友)公司以及韩国Samsung(三星)公司。
国内生产靶材的公司主要有:株洲冶炼集团有限责任公司、宁夏九0五集团、威海市蓝狐特种材料开发有限公司、韶关西格玛技术有限公司和柳州华锡有限责任公司等。
ITO靶材的制造技术高性能的ITO靶材必须具备以下的性能:高密度,ITO靶材的理论密度为7.15g/cm3,商业产品相对密度至少要达98%以上,目前高端用途的产品密度在99。
5%左右;高耐热冲击性;组织均一无偏析现象;微细均匀的晶粒大小;纯度达到99。
99%。
目前ITO靶材的生产工艺和技术设备已较为成熟和稳定,其主要制备方法有热等静压法、真空热压法、常温烧结法、冷等静压法。
真空热压法真空热压是利用热能与机械能将材料陶瓷致密化的工艺,可制备出密度达91%~96%的高密度ITO陶瓷靶。
热压法的工艺流程是利用加热加工模具后,注入试料,以压力将模型固定于加热板,控制试料之熔融温度及时间,以达融化后硬化、冷却,再予以取出模型成品即可。
ITO靶材烧结工艺
ITO靶材烧结工艺ITO(氧化铟锡)是制备ITO导电玻璃的重要原料。
ITO 靶材经溅射后可在玻璃上形成透明ITO导电薄膜,其性能是决定导电玻璃产品质量、生产效率、成品率的关键因素。
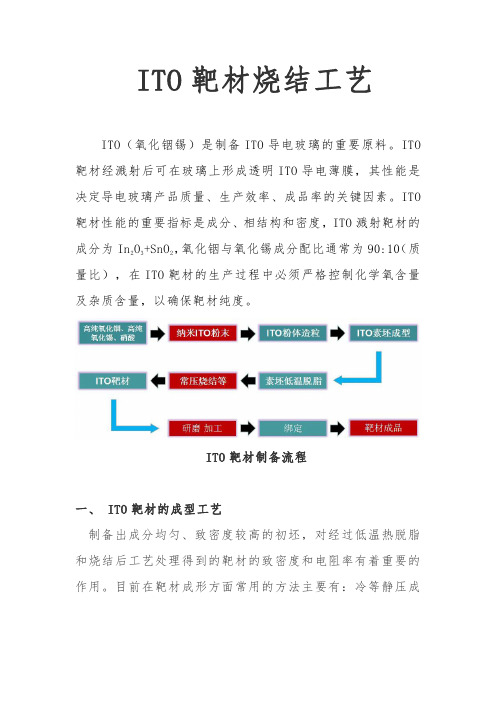
ITO 靶材性能的重要指标是成分、相结构和密度,ITO溅射靶材的成分为In2O3+SnO2,氧化铟与氧化锡成分配比通常为90:10(质量比),在ITO靶材的生产过程中必须严格控制化学氧含量及杂质含量,以确保靶材纯度。
ITO靶材制备流程一、ITO靶材的成型工艺制备出成分均匀、致密度较高的初坯,对经过低温热脱脂和烧结后工艺处理得到的靶材的致密度和电阻率有着重要的作用。
目前在靶材成形方面常用的方法主要有:冷等静压成形、注浆成形、爆炸压实成形、凝胶注模成形等。
二、ITO靶材的烧结工艺经过成形工艺处理后的ITO素坯只是半成品,素坯需要进行进一步的烧结处理得到ITO靶材。
ITO靶材的烧结技术主要由以下几种:常压烧结法、热压法、热等静压法(HIP)、微波烧结法、放电等离子烧结法等。
三、常压烧结法又称气氛烧结法,是指以预压方式制造高密度的靶材,在一定的气氛和温度下烧结的方法。
由于对气氛和温度分别进行了严格的控制,避免了晶粒的长大,提高了晶粒分布的均匀性。
特点:该法具备生产成本低、靶材密度高、可制备大尺寸靶材等优点。
但是,常压烧结法一般通过添加烧结助剂进行烧结,而烧结助剂难以彻底去除,而且在烧结过程中靶材容易断裂,因此该法对其生产工艺提出了较高的技术要求。
日本企业就是以其成熟的常压烧结法作为主要技术,生产的靶材具有高性能四、热等静压法其原理是在高压氩气的氛围下,将粉体材料置入具有高温高压的容器中,粉体在均匀压力的作用下形成密度非常高的靶材。
特点:热等静压法具有烧结密度高(几乎接近于理论烧结密度7.15g/cm3)、所需的模具不易被还原、所需的烧结温度较低,可以制作大尺寸靶材等优点。
但是该法制作靶材所需的设备比较昂贵,生产效率较低,成本较高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ITO靶材ITO靶材简介ITO靶材是三氧化二铟和二氧化锡的混合物,是ITO薄膜制备的重要原料。
ITO靶主要用于ITO膜透明导电玻璃的制作,后者是制造平面液晶显示的主要材料,在电子工业、信息产业方面有着广阔而重要的应用。
ITO靶的理论密度为7115g/ cm3。
优质的成品IT O靶应具有≥99%的相对密度。
这样的靶材具有较低电阻率、较高导热率及较高的机械强度。
高密度靶可以在温度较低条件下在玻璃基片上溅射,获得较低电阻率和较高透光率的导电薄膜,甚至可以在有机材料上溅射ITO导电膜。
目前质量最好的ITO溅射靶,具有≥99%相对密度。
靶材制备技术日本新金属学会在二十世纪九十年代初期就把ITO靶材列为高科技金属材料的第一位。
我国在“九五”期间也曾将它作为国家“九五”攻关重点项目进行立项研究,尝试了热压、烧结以及热等静压几种制备方法,但是未能形成大规模的工业化生产。
国外生产的ITO 靶材早已投放市场,主要产家有德国Leybold (莱博德)公司、日本Tosoh(东曹)公司、日本Energy(能源公司)、日本SamITO(住友)公司以及韩国Samsung(三星)公司。
国内生产靶材的公司主要有:株洲冶炼集团有限责任公司、宁夏九0五集团、威海市蓝狐特种材料开发有限公司、韶关西格玛技术有限公司和柳州华锡有限责任公司等。
ITO靶材的制造技术高性能的ITO靶材必须具备以下的性能:高密度,ITO靶材的理论密度为7.15g/cm3,商业产品相对密度至少要达98%以上,目前高端用途的产品密度在99。
5%左右;高耐热冲击性;组织均一无偏析现象;微细均匀的晶粒大小;纯度达到99。
99%。
目前ITO靶材的生产工艺和技术设备已较为成熟和稳定,其主要制备方法有热等静压法、真空热压法、常温烧结法、冷等静压法。
真空热压法真空热压是利用热能与机械能将材料陶瓷致密化的工艺,可制备出密度达91%~96%的高密度ITO陶瓷靶。
热压法的工艺流程是利用加热加工模具后,注入试料,以压力将模型固定于加热板,控制试料之熔融温度及时间,以达融化后硬化、冷却,再予以取出模型成品即可。
热压法是加压成型和加热烧结同时进行的工艺,此工艺的优点是:(1)热压时,因为粉末处于热塑性状态,形变阻力小,易于塑性流动和致密化,所以所需的成型压力较小。
(2)由于同时加温、加压,有助于粉末颗粒的接触、扩散和流动等传质过程,降低了烧结温度和缩短烧结时间,抑制了晶粒的长大。
(3)热压法容易获得接近理论密度、气孔率接近于零的烧结体,容易得到细晶粒的组织。
此方法的主要缺点为:由于受热压设备压力和模具尺寸所限,靶材尺寸较小,目前靶材最大尺寸为400×300mm;对模具材料要求高(一般为高纯高强石墨),模具寿命短,损耗大,且在高温下与ITO靶材容易发生还原反应。
热压机需要进口,而且不适于工业化连续生产,生产效率低,产品成本高;靶材晶粒均一性差。
日本索尼公司的专利中,采用真空热压法制备ITO靶材的烧结工艺为:烧结温度1 100℃,压力为100 kg/ cm2,保温30 min,制得的靶材的平均粒径0.7μm,靶材致密度为98%。
美国学者B.L.Gehman[6]在ITO粉中添加微量元素(如A1、Si、Mg等),在Ar气中,用石墨模具进行热压,得到一组不同密度的靶材,最高相对密度为96.0%,最低为85.6%。
目前国内ITO靶材生产厂家普遍采用热压法生产ITO靶材,此法生产的ITO 靶材由于尺寸小、晶粒大小不均匀,只能用于低挡TN-LCD、建筑玻璃镀膜和冰柜玻璃镀膜等低端领域。
热等静压法热等静压法(hot isostatic pressing,HIP)既可以认为是加压下的烧结,也可以认为是高温下的压制。
相对于传统的无压烧结而言,热等静压法可以在相对较低的温度下(一般约为物料熔点的0.5~0.7倍)获得完全致密化,而且可以很好地控制组织结构,抑制晶粒生长,获得均匀的、各向同性的组织,可以“净成型”加工成具有一定复杂外形的产品。
热均压工艺是将原料粉末成型以后,以金属或玻璃材料包覆其外,然后再同时加温、加压,使得粉末陶瓷致密化。
热等静压法制备ITO靶材的工艺流程主要为:将单相的ITO 固溶体粉末在一定的还原气氛(如H2、N2 与H2 的混合气体)和温度(300~500℃)下进行部分还原,还原度控制在0。
02~0。
2之间,再用模压或冷等静压以及两者兼用的成型方法(100~300MPa)将还原后的粉体压制成初坯,将初坯置于不锈钢的包套中并在两者之间辅以隔离材料,然后对包套抽真空并且封口,最后置于热等静压炉中在800~1050℃,50~200MPa的压力下进行2~6h热等静压制备出ITO靶材。
热等静压法是国外最常用制备ITO溅射靶材的方法,热等静压法的优点是:(1)能克服在石墨模具中热压的缺点,不易还原。
(2)由于制品在加热加压状态下,各个方向同时受压,所制得的产品密度极高(几乎达到理论密度),可制成大尺寸产品。
(3)热等静压强化了压制和烧结过程,降低了烧结温度,避免了晶粒长大,可获得极好的物理力学性能。
其缺点是:由于使用均方性气体压力,没有剪应力及模具摩擦力,因此保形性非常优良,但靶材尺寸受设备压力和压缸限制,无法制备大尺寸靶材;设备昂贵,投资成本高;生产效率低,生产成本高,产品竞争力不强。
日本东曹公司采用热等静压方法,将O2导入烧结容器中,罐体内部采用镀氧化铝、镀氮化硼(BN)以及它们的多层喷镀,镀层的厚度为100~800μm,烧结温度为1 100℃,烧结压力为100 kg/cm2,烧结时间为2~4h。
此方法制得的ITO 靶材的致密度为90%~100%,大多数形成了95%~99%的极高密度的烧结体。
德国莱博德材料有限公司M·施罗特,采用热等静压法制造ITO靶材。
他采用由部分还原的In2O3、SnO2粉末,该粉末具有氧化皮外层,内包金属相核,这种粉末采用热压或热等静压,容易进行致密烧结,制成的ITO靶具有高的机械强度和溅射靶的基质,可达到理论密度值96%以上的相对密度。
中南工业大学粉末冶金国家重点实验室张树高、黄伯云利用热等静压的方法制造ITO靶材,采用质量比为9:1的In2O3和SnO2原料粉末,其平均粒径为30~200nm,纯度为99·99%;先进行冷等静压,压力为200~280MPa,保压时间10分钟;然后进行热等静压,热等静压温度为1100~1300℃,保温时间0.5~6h,气氛压力为100~120MPa,可以制造出高密度、高纯度、大尺寸的ITO靶材。
常压烧结法常压烧结法是上世纪90年代初期兴起的一种靶材制备方法,它是采用预压方式(或粉浆浇铸方式)制备高密度的靶材素坯,在一定气氛和温度下对靶材素坯进行烧结,通过对烧结温度和烧结气氛控制,使靶材素坯晶粒的生长得到有效控制,达到靶材的高致密化及晶粒分布的均匀性。
常压烧结法的主要工艺为:将具有一定摇实密度(Tap Density)的In2O3粉末与SnO2粉末混合,制备成浆料进行粉浆浇铸或者在加入少量成型剂的情况下进行模压或冷等静压(成型压力一般为100~300MPa)或两者兼而用之;用粉浆浇铸或者添加了成型剂的坯料要在300~500℃的温度范围进行长时间的脱水与脱脂处理,最后在压力至少达到1atm的纯氧或空气气氛下进行烧结,烧结的温度为1450~1550℃,所获得的靶材为单一ITO固溶体相,其相对密度为95%以上,ITO烧结体的晶粒尺寸为1~20μm,抗弯强度50~200MPa,靶体的比电阻约为1×10-4Ω·cm,热导率约为1.5×10-2~47×10-2cal·cm-1·s-1。
常压烧结法的主要优点有:靶材尺寸不受设备限制,能生产大尺寸靶材,且设备投入少、生产成本低,生产效率高,靶材性能优良,易实现工业化生产。
适合高端显示器用镀膜靶材性能要求。
缺点是:该法与其它方法相比是最难烧结的方法,要获得致密的烧结体,往往要提高原料粉末的烧结活性或添加烧结助剂。
而活性剂以及烧结助剂很难再从烧结体中去除。
对粉末的烧结活性有很高的要求,因此对粉体的形状、粒度以及粒度分布要求较严,为了达到要求一般对粉末进行球磨、气流粉碎以及沉降分级处理。
制备的靶材一般较薄,所以对靶材变形的控制要求很严,一般要求有很好的净成型能力。
常压烧结法制ITO靶材的难点体现在密度的提高,因为在高温下(特别是温度高于1200℃)ITO固溶体中的In2O3与SnO2 会分解,并且以气态方式升华:由此可见在低氧压特别是欠氧的气氛中,由于In2O3、SnO2 的分解以及In2O3、SnO以气态的方式挥发,气态物质从ITO固溶体中逃逸形成了很多气流通道和孔隙,阻碍了ITO靶材密度的提高。
因而在ITO靶材的烧结过程中通入一定压力的纯氧或空气气氛来提高氧的分压,抑制上述的分解与挥发过程对于获得高密度的靶材至关重要。
常压烧结法对粉末的烧结活性有很高的要求,日本新日矿集团的专利中,采用烧结法工艺制备ITO靶材,素坯使用冷等静压工艺,在1000kg/cm2的压力下成型,素坯的密度可达3.98 g/cm3,素坯在烧结前须在80℃下干燥24 h,然后在1 650℃、纯O2气氛下烧结9 h,制的靶材。
常压烧结法对靶材变形的控制要求很严,传统的常压烧结是将素坯直接放在刚玉垫板上烧结,由于素坯的底面与刚玉垫板存在摩擦,导致上下两面收缩不一致,样品变形。
为解决这个问题,日本东曹公司的专利是:在刚玉板上铺一层5 mm厚的氧化铝粉末,素坯放置在粉末上,烧结气氛为O2,在1 550℃烧结5 h,其靶材致密度可达99.5%。
中色(宁夏)东方集团公司在2008 年年中,已经基本掌握了ITO 靶材的烧结工艺,现可生产出300mm×600mm×(6~10)mm,相对密度≥99%,稳定在99.5%左右的大尺寸、高密度ITO 烧结靶材。
经过德国贺利士公司、深圳南玻镀膜公司、蚌埠华益镀膜公司等用户试用,各项性能指标均达到或接近日本日矿和韩国三星康宁靶材水平。
冷等静压法冷等静压技术(Cold Isostatic Pressing,简称CIP,是在常温下,通常用橡胶或塑料作包套模具材料,以液体为压力介质,液体传递超高压使粉末成型,为进一步烧结,煅造或热等静压工序提供坯体。
一般使用压力为100~ 630MPa。
在低压氧气气氛气压保护下,将ITO粉体采用冷等静压压成大块陶瓷胚体,然后在0.1~0.9MPa纯氧环境中,用1500~1600℃高温烧结,可以生产密度达理论密度95%的陶瓷靶。
冷等静压法制备靶材的特点是:与机械压制相比,由于冷等静压制压力大,工件受力均匀,特别适宜压制大尺寸的粉末制品。