五轴加工中心数控编程技巧探究
数控五轴加工中心编程的方法及步骤
数控五轴加工中心编程的方法及步骤小伙伴!今天咱们来唠唠数控五轴加工中心编程这个事儿。
一、了解加工零件。
咱得先好好看看要加工的零件长啥样。
就像认识新朋友,得知道它的轮廓、尺寸、精度要求这些。
你得清楚哪里是平面,哪里是曲面,有没有啥特殊的形状。
这就好比给零件做个全身检查,心里有数了,编程的时候才能有的放矢。
二、确定加工工艺。
这一步可重要啦。
要想清楚用啥刀具合适呢?大零件和小零件用的刀具可能就不一样。
还有切削的参数,就像炒菜放多少盐、多少油一样,切削速度、进给量、切削深度都得定好。
这得根据零件的材料来,要是硬邦邦的材料,那切削参数就得小心调整,不然刀具可能就受不了啦。
工艺路线也得规划好,先加工哪里,后加工哪里,就像规划旅行路线一样,得合理安排。
三、建立坐标系。
这个就像是给零件在加工中心里找个家。
确定一个原点,然后X、Y、Z轴就像房间的坐标一样,每个点都有自己的位置。
五轴加工中心还有两个旋转轴呢,这两个轴的坐标系也要确定好。
这就像给零件的每个部分都贴上了地址标签,加工的时候刀具才能准确找到地方。
四、编写程序。
现在就开始正儿八经写程序啦。
用那些编程代码,像G代码、M代码之类的。
比如说G00就是快速定位,让刀具快速跑到指定位置。
编写的时候要按照之前确定的加工工艺来。
如果有曲面的话,可能得用一些特殊的编程方法,像宏程序之类的。
这就像写作文,要按照一定的逻辑和规则来写,不能乱写一气。
五、模拟加工。
程序写好可别着急让加工中心干活。
先模拟一下,就像演习一样。
看看刀具的路径对不对,有没有可能撞到零件或者夹具。
要是模拟的时候发现问题,那就赶紧修改程序。
这就像出门前检查一下东西有没有带齐,发现没带钥匙还能及时补上。
六、实际加工。
经过前面的步骤,没问题啦,就可以让加工中心开始干活啦。
不过在加工的时候也不能完全不管,得盯着点。
万一有啥突发情况,像刀具磨损啦,还能及时处理。
数控五轴加工中心编程就是这么个事儿,看起来有点复杂,但是只要一步一步来,多实践,肯定能掌握的。
五轴加工中心数控编程技巧

导读:本辑归纳了五轴加工中心后置处理,五轴加工中心静刚度分析与结构优化,复杂曲面 的五轴加工无干涉刀具路径生成技术研究,大型水轮机转轮叶片的五轴加工技术,五轴加工 中心静刚度分析与结构优化。
中国学术期刊文辑(2013)
目录
一、理论篇 复杂曲面零件五轴加工刀轴整体优化方法 1 高动态五轴加工中心 BarbaraSchulz 12 高速卧式五轴加工中心主机结构的选型设计 14 基于 UG 的螺旋叶片数控五轴加工 17 基于多体系统理论的五轴加工中心几何误差建模李欢玲 20 汽车玻璃钢化风栅成形器五轴加工刀轴矢量插值 24 汽轮机叶片五轴加工编程与仿真研究 29 汽轮机叶片五轴加工编程与仿真研究章泳健 34 浅析五轴加工异形管连接器 39 浅析五轴加工中心数控编程技巧 42 人头模型的逆向造型设计及其五轴加工 45 实现低成本五轴加工的秘诀嵌入五轴工作台 47 矢量化编程使航空航天领域的五轴加工更便捷 49 二、发展篇 数控五轴加工余量问题 53 五轴加工不同点详述 54 五轴加工超差故障一例分析 56 五轴加工刀具路径生成的有效加工域规划方法 58 五轴加工模具制造的理想方式 68 五轴加工中非线性误差的检测和处理方法 70 五轴加工中心后置处理与虚拟仿真的研究 75 五轴加工中心任意点旋转坐标的计算 77 西门子 SINUMERIK840D 在五轴加工中的应用 DirkRaben 79 虚拟环境下五轴加工中心的建模技术研究 82 一种五轴加工中心主轴摆动消隙方法研究 87 应用虚拟制造技术开发五轴加工中心 92 直驱式高速龙门五轴加工中心横梁的设计 97
航 空 学 报 Acta Aeronautica et Astronautica Sinica http:/buaa.edu.cn
五轴加工中心数控编程技巧分析
五轴加工中心数控编程技巧分析摘要:五轴加工中心是机械工业生产中极为重要的设备,具有加工范围广、精度高、速度快的特点,可以对各类零部件进行高效加工。
五轴加工中心数控编程技巧的应用有利于提升加工效率,保证加工质量,程序员在进行五轴加工中心的数控编程时需要注意科学分析数控机床、明确坐标系确定方法、关注编程中刀具补偿、选用恰当的编程方法并优化编程中的工艺处理,进一步强化数控编程质量,提升五轴加工中心的工作效率。
关键词:五轴加工中心;数控编程;技巧五轴加工中心的五轴联动设计是工业生产中进行零件加工的重要技术,可以对大型三维立体曲面等零件进行加工,具有极高的应用价值。
而数控编程技术的应用能够对五轴联动加工系统进行多元化控制,调整加工速度、空走速度、落刀速度等数值,保证加工效率与质量。
在五轴加工中心的数控编程中,合理运用编程技巧可以减少程序编写的工作量,提升加工效率、优化工业生产过程,为此应该重视五轴加工中心数控原理分析,并对具体的编程技巧进行研究,合理的运用相应技巧完成程序编写。
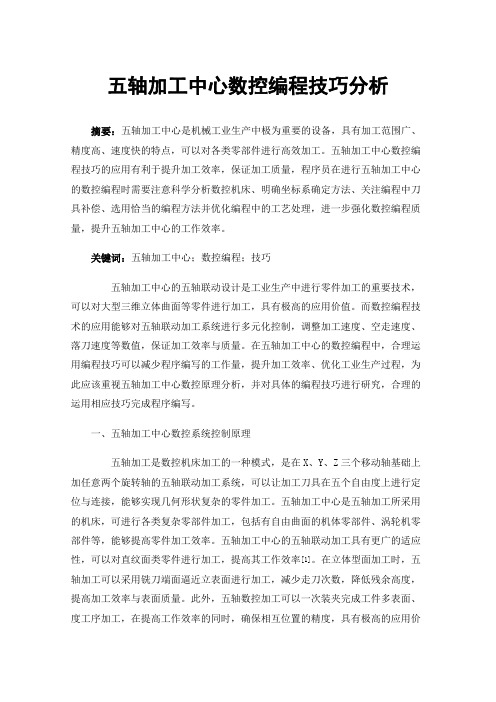
一、五轴加工中心数控系统控制原理五轴加工是数控机床加工的一种模式,是在X、Y、Z三个移动轴基础上加任意两个旋转轴的五轴联动加工系统,可以让加工刀具在五个自由度上进行定位与连接,能够实现几何形状复杂的零件加工。
五轴加工中心是五轴加工所采用的机床,可进行各类复杂零部件加工,包括有自由曲面的机体零部件、涡轮机零部件等,能够提高零件加工效率。
五轴加工中心的五轴联动加工具有更广的适应性,可以对直纹面类零件进行加工,提高其工作效率[1]。
在立体型面加工时,五轴加工可以采用铣刀端面逼近立表面进行加工,减少走刀次数,降低残余高度,提高加工效率与表面质量。
此外,五轴数控加工可以一次装夹完成工件多表面、度工序加工,在提高工作效率的同时,确保相互位置的精度,具有极高的应用价值。
五轴加工中心数控系统是运用编程软件完成编程,进而实现数字化控制的过程,通常需要由编程人员与机床操作人员密切配合,保证其程序编写的科学性与准确性。
AC双转台五轴联动数控加工中心的后置处理

AC双转台五轴联动数控加工中心的后置处理摘要:数控加工技术已经成为现代制造业中不可或缺的一部分,它可以高效地完成各种零部件的加工任务,并且具有高精度、高效率的特点。
AC双转台五轴联动数控加工中心可以完成更加复杂的加工任务,在加工完成后还需要进行后置处理,以保证加工零件的质量和精度。
文章以AC双转台五轴联动数控加工中心为研究对象,研究其后置处理的可行性,以期为多轴设备提供有效保障。
关键字:双转台;五轴联动;后置处理前言在数控编程过程中,前置处理指的是刀位的轨迹计算过程。
基于相对运动这一原理,一般在工件坐标系当中来计算刀位的轨迹,无需将机床结构、指令的格式考虑进去,以使前置处理通用化,保证前后置处理能够各自负责相应的任务。
为了读取最终加工程序,就需要对前置处理得到的刀位数据进行转换,形成机床程序代码,这一过程就是后置处理。
在航空领域,AC双转台五轴联动数控加工中心的后置处理起着重要保障作用,本文主要以AC双转台五轴联动数控加工中心的后置处理展开探究。
1后置处理的概述1.1 概念后置处理属于数控加工和CAM系统间的桥梁,其主要任务就是对CAM软件生成的刀位轨迹进行转化,使其成为符合特定数控系统、机床结构的加工程序。
1.2 主要任务五轴联动数控加工中心的后置处理有着重要的任务,主要是结合机床的控制指令格式、运动结构等要求,对于前置处理所生成的刀位数据文件进行转变,使其成为机床各轴的运动数据,然后,依据控制指令的具体格式,将其进行转换,形成数控加工中心的加工程序。
具体而言,可以将后置处理的任务分为几下几点:①机床运动学转换五轴联动数控编程所生成的刀位数据,通常指的是刀具与工件坐标系相对的刀心具体位置、刀轴矢量数据。
在机床的运动转变下,其主要是依据实际运动结构,对刀位文件当中的数据信息进行转换,使其成为不同运动轴上的数据信息。
②非线性运动误差的校验非线性运动误差的校验是在CAM系统计算刀位数据时进行的,这个系统使用离散直线来近似工件轮廓。
五轴联动加工中心操作与基础编程 第五章 多轴数控加工技术

Q2:P1为(28.284,-28.284,-50) P2为(28.284,28.284,-50) P3为(28.284,0,-25)
五轴定向加工的编程
2.1、前侧表面特性坐标系构建关系 (G68.2)
P1为(0,-28.284,-25)
(a)原点平移
(b)进动角0°变换 (c)盘转角90°(完成)
4
攻螺纹
M4丝锥
500
-8
工序号
进给速度F (mm/min)
400 500 150 350
五轴定向加工的编程
1、各表面特性坐标系构建关系 (G68.1Qn预置)
Q1:P1为(0,-28.284,-25) P2为(10,-28.284,-25) P3为(5,-28.284,-20)
Q3:P1为(28.284,28.284,-50) P2为(-28.284,28.284,-50) P3为(0,28.284,-25)
阶梯孔
Ф17钻头、内孔车 刀
三爪卡盘
托盘 铝 LY12
设备 锯床 数控车床
3
调头,车外圆Ф80、 内孔Ф45
外圆车刀 内孔车刀
三爪卡盘
数控车床
箱体零件五轴定向加工的工艺设计
xx厂
机械加工 工艺过程卡
产品型号 产品名称
工序
工序内容
工序草图
零(部)件图号 零(部)件名称
材料名称
材料牌号
编制
刀具/工具
装夹方法
工序名称 侧面槽孔加工
材料名称
材料牌号
铝
LY12
机床名称
机床型号
双摆台五轴
HZ-5xis
夹具名称
夹具编号
拉杆螺钉
工步
数控加工中心实验报告(3篇)
第1篇一、实验目的1. 了解数控加工中心的基本组成和工作原理。
2. 掌握数控加工中心的基本操作方法。
3. 熟悉数控编程的基本步骤和常用指令。
4. 通过实际操作,提高对数控加工中心的操作技能和编程能力。
二、实验原理数控加工中心是一种集成了计算机数控系统(CNC)和机械加工装置的自动化机床。
它通过CNC系统对机床进行精确控制,实现对工件的自动加工。
数控加工中心主要由以下几部分组成:1. 控制系统:负责接收和处理编程指令,控制机床的运动。
2. 伺服系统:将控制系统的指令转换为机床的运动。
3. 机械装置:包括主轴、进给系统、工作台等,完成实际的加工过程。
4. 辅助装置:如冷却系统、润滑系统等,为加工过程提供必要的辅助条件。
三、实验设备与材料1. 数控加工中心一台2. 数控编程软件一套3. 工件材料:铝、钢等4. 工具:铣刀、钻头等四、实验步骤1. 数控加工中心基本操作(1)启动数控加工中心,检查机床各部分是否正常。
(2)打开数控系统,进行系统初始化。
(3)设置机床参数,如刀具参数、工件参数等。
(4)进行机床坐标系的设定和刀具路径的规划。
(5)启动机床,进行试运行,观察机床运动是否平稳。
2. 数控编程(1)打开数控编程软件,创建新的程序。
(2)输入工件尺寸和刀具参数。
(3)编写刀具路径,包括刀具切入、加工、退出的过程。
(4)编写辅助指令,如冷却、润滑等。
(5)保存程序,并传输到数控系统中。
3. 实际加工(1)将工件放置在加工中心的工作台上。
(2)根据编程指令,设置机床参数。
(3)启动机床,进行实际加工。
(4)观察加工过程,确保加工质量。
(5)加工完成后,关闭机床,取下工件。
五、实验结果与分析1. 通过本次实验,成功掌握了数控加工中心的基本操作方法。
2. 成功完成了数控编程,并成功加工出所需工件。
3. 在实际加工过程中,机床运行平稳,加工质量符合要求。
4. 通过本次实验,提高了对数控加工中心的操作技能和编程能力。
五轴数控编程教学

五轴数控编程教学发表时间:2012-05-30T10:22:33.107Z 来源:《时代报告(学术版)》2012年3月(上)供稿作者:孙振辉[导读] 在使用和编程过程中,主要解决刀具轨迹、后处理程序开发以及五轴联动机床模拟。
孙振辉中国洛阳一拖高级技工学校河南洛阳 471000中图分类号:G624文献标识码:A 文章编号:41-1413(2012)03-0000-01五轴联动数控机床是一种科技含量高、精密度高专门用于加工复杂曲的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业,有着举足轻重的影响力。
大家普遍认为,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的唯一手段。
在使用和编程过程中,主要解决刀具轨迹、后处理程序开发以及五轴联动机床模拟。
一、五轴数控铣削刀具轨迹在利用CAM软件进行五轴数控铣削刀具轨迹编制时,主要内容包括刀具轴矢量控制、轨迹驱动方式、进退刀处理、五轴数控机床后处理与五坐标机床加工仿真模拟等方面的工作。
由于五轴加工时产品的复杂性和刀具轴控制的灵活性和多样性,导致五坐标联动加工编程的难度和复杂性较大。
一般CAM软件都提供五轴铣削数控编程功能,其主要包括(1)旋转四轴:多用于带旋转工作台或配备绕X、Y轴的旋转台的的四轴加工;如对外圆上的槽或型腔进行加工;(2)五轴底刃铣削:用于铣刀的底刃对空间曲面进行加工,避免传统球头刀的加工,此时需要对刀轴矢量进行合理的控制;(3)侧刃五轴:利用铣刀的侧刃对空间的曲面进行加工,避免球头刀的R切削,能大幅度提高曲面粗精加工的效率;(4)五轴顺序铣削与五面体加工:多用于铣削工步内容比较多的多面体加工,如立卧转换五面体加工中心可一次加工产品上的五个面或内外腔的场合,多用于工序的复合化加工;(5)曲线五轴:对空间的曲面曲线进行五轴曲线加工;(6)五轴钻孔:对空间的孔进行钻孔加工,多用于孔的位置不再三个基准平面上比较特殊的场合,如圆锥面上的孔或产品上孔位的轴线方向变化的场合。
数控加工中心编程经验

数控加工中心编程经验CNC编程注意事项!1.白钢刀转速不可太快。
2.铜工开粗少用白钢刀,多用飞刀或者合金刀。
3.工件太高时,应分层用不一致长度的刀开粗。
4.用大刀开粗后,应用小刀再清除余料,保证余量一致才光刀。
5.平面应用平底刀加工,少用球刀加工,以减少加工时间。
6.铜工清角时,先检查角上R大小,再确定用多大的球刀。
7.校表平面四边角要锣平。
8,凡斜度是整数的,应用斜度刀加工,比如管位。
9.做每一道工序前,想清晰前一道工序加工后所剩的余量,以避免空刀或者加工过多而刀。
10.尽量走简单的刀路,如外形、挖槽,单面,少走围绕等高。
11.走WCUT时,能走FINlSH的,就不要走RoUGH。
12.外形光刀时,先粗光,再精光,工件太高时,先光边,再光底。
13.合理设置公差,以平衡加工精度与电脑计算时间。
开粗时,公差设为余量的1/5,光刀时,公差设为0.01。
14.做多一点工序,减少空刀时间。
做多一点思考,减少出错机会。
做多一点辅助线辅助面,改善加工状况。
15.树立责任感,认真检查每个参数,避免返工。
16.勤于学习,善于思考,不断进步。
铳非平面,多用球刀,少用端刀,不要怕接刀;小刀清角,大刀精修;不要怕补面,适当补面能够提高加工速度,美化加工效果.毛坯材料硬度高:逆铳较好毛坯材料硬度低:顺铳较好机床精度好、刚性好、精加工:较习惯顺铳,反之较习惯逆铳零件内拐角处精加工强烈建议要用顺铳。
粗加工:逆铳较好,精加工:顺铳较好刀具材料韧性好、硬度低:较习惯粗加工(大切削量加工)刀具材料韧性差、硬度高:较习惯精加工(小切削量加工)编程注意密项:1 .转换图档到加工软件中,并确定其中X、Y、Z值.根据机床、材料特性选刀确定转速、进给、下刀质2 .工件加工摆放方向,原则上X方向为长尺寸,丫方向为短尺寸。
.3 .工件最高点移到Z零点有两个目的:防止程式里不记得设安全高度造成撞机及加工深度反应刀具保守的加工深度。
4 .根据实际情况,相应补面或者删除面,如皆位铜公做加强面.镶件线制位OFFSET曲面0∙5mm(至少).以免刀具加上到线制面.尖角位置做R面,以免刀具在尖角损坏.5 .擦穿面留0.05mm余盘FiT模用,有些重要面积小的擦穿面,留0.1mm余敬.周边的PL面加工到位,小模的后模PL面胶位出15mm避空0.08mm.大模避空0.13mm.6 .钢料飞刀开租时,Z下刀录0.5~0∙7mm.铜料开粗时Z下刀m Imm~1.5mm(内部开粗1.0mm,基准边开箱1.5mm),另如分中位异形的铜公,开粗时范围选非异形范围,分中位光刀时底部曲Imm余效以防开租时铜公底余量卷碰到铜公.7 .精铳前务必用较小的直径的刀将角位的余量粗清角,无法清用的地方,务必做曲面挡住,避免精铳时角位余量过多导致刀具损坏,要保证精就时余量是均匀的.8 .UG软件用2D面铁时,容易过切侧面需在侧壁余锢0.4mm防过切。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( 太原科技大学 机械工程学院, 太原 030024 )
*
摘要:基于微分几何理论, 对复杂曲面环形刀无干涉刀具路径生成算法进行研究 , 对复杂曲面进行曲 在此基础上建立环形刀五轴加工模型, 进行走刀步长、 加工行距和相邻刀触点等的计算, 并 面划分, 提出通过选择最佳刀具尺寸和改变刀具姿态进行干涉避免的方法 。 与其它环形刀刀具路径生成算 法相比, 本文提出的算法具有更高的准确性和可靠性 。 关键词:复杂曲面; 环形刀; 刀具路径; 干涉避免 中图分类号:TP273 文献标识码:A
Research on Gaugingfree Cutter Path Generation Technology of Complex Surfaces ZENG Zhiying,JIA Yuqin,YUAN Jinpeng,LI Kun,MIN Xuexi ( Sch. of Electromechanic,Taiyuan Univ. of Science & Technology,Taiyuan 030024 ,China) Abstract: Based on the theory of differential geometry ,the fiveaxis machining gaugingfree cutter path generation algorithm of the toroidal Cutter is researched. And fiveaxis machining model of the toroidal Cutter is built,the calculation of feeding step length,machining interval and adjacent cutter contact points etc. is done based on the division of complex surfaces. Besides,the w ay of avoid tool interfere is presented by selecting optimum tool sizes and changing tool posture. Comparing w ith other algorithms, the proposed algorithm in this paper is more precise and reliable. Key words: complex surface; toroidal cutter; tool path; gaugingfree 免方面, 国内外学者在局部干涉避免方法研究的比 目前, 关于局部干涉判断和处理方法, 可归结 较多, : , 为以下两大类 一是直接距离法 即通过直接计算刀 具表面与曲面之间的距离来判断是否产生干涉并进 4] 。 二是微分几何法, 如文献[ 即采用 行相应调整, 曲率匹配来对刀具的局部干涉进行检查和修正, 文 3, 5] 提出了密切曲率法, 即根据在密切面内刀具 献[ 与曲面曲率的吻合状态来进行局部干涉的检测和处 [6 ] 理; Than Lin 等人则在切触点处平行于刀具进给方 向和垂直于进给方向的两个法截面内, 分别将刀具 的有效切削曲率半径和曲面的有效曲率半径进行比 较, 从而进行局部干涉的判断和处理。 本文通过选 择最佳刀具的尺寸和调整刀具的姿态来避免干涉的 产生。 在复杂曲面的五轴加工中, 由于平头刀几何形 研究利用平头刀生成刀具路径 状简单且容易建模, 7] 的方法比较多, 如文献[ 研究了基于加工带宽评价 8] 文献[ 方法的平头刀五轴加工刀具路径生成方法 , 研究了基于平头刀的等残高自由曲面五轴加工刀具 而关于环形刀生成刀具路径的方法 路径生成技术,
五轴加工中心处理研究
导读:本辑归纳了五轴加工中心后置处理,五轴加工中心静刚度分析与结构优化,复杂曲面 的五轴加工无干涉刀具路径生成技术研究, 大型水轮机转轮叶片的五轴加工技术, 五轴加工 中心静刚度分析与结构优化。
中国学术期刊文辑(2013)
目 录
一、理论篇 复杂曲面的五轴加工无干涉刀具路径生成技术研究 1 复杂曲面环形刀五轴加工的自适应刀轴矢量优化方法 6 复杂曲面零件五轴加工刀轴整体优化方法 10 基于 NX50 的五轴加工航空发动机叶轮零件研究 21 基于 Powermill 的五轴加工中心后处理模块 23 基于 UGNX 五轴加工后置处理中的坐标变换 26 解决五轴加工中心温漂问题 27 空间曲面电火花线切割五轴加工的仿真 29 空间曲面电火花线切割五轴加工的仿真王殿君 33 模具高速五轴加工机床的结构特点及关键技术 37 气压传动在五轴加工中心机房的应用 41 汽轮机叶片五轴加工编程与仿真研究 44 浅析五轴加工异形管连接器 49 二、发展篇 浅析五轴加工中心数控编程技巧 52 人头模型的逆向造型设计及其五轴加工 55 五轴加工刀具路径生成的有效加工域规划方法 57 五轴加工模具制造的理想方式 62 五轴加工奇异区域内的刀具路径优化 64 五轴加工中刀具扫描体的构造和显示 71 五轴加工中非线性误差的检测和处理方法 74 五轴加工中基于局部几何条件的刀具势态优化 79 五轴加工中心后置处理与虚拟仿真的研究朱建军 1 82 五轴加工中心主轴的热性能虚拟仿真研究 84 虚拟机床在五轴加工中的应用 89 一种卧式五轴加工中心的结构特点与技术性能 91 一种五轴加工中心主轴摆动消隙方法研究 94 应用虚拟制造技术开发五轴加工中心 99 用 MasterCAM 实现五轴加工仿真 104 值得信赖的米克朗 HPM1350U 五轴加工中心 109 自由曲面五轴加工刀轴矢量的运动学优化方法 11组合机床与自动化加工技术 Modular Machine Tool & Automatic Manufacturing Technique
No. 10 Oct. 2012
文章编号:1001 - 2265 ( 2012 ) 10 - 0005 - 05
复杂曲面的五轴加工无干涉刀具路径生成技术研究