轧钢生产线工艺流程图
冶金厂轧钢厂工艺流程图

,a click to unlimited possibilities
汇报人:
目录
01 轧 钢 工 艺 流 程 概 述 03 轧 钢 工 艺 流 程 图 应
用
05 轧 钢 工 艺 流 程 图 的
发展趋势
02 轧 钢 工 艺 流 程 图 解 析
04 轧 钢 工 艺 流 程 图 的 绘制与改进
冷却:将轧制后的钢坯进行冷却
添加标题
添加标题
添加标题
添加标题
轧制:将加热后的钢坯送入轧机进 行轧制
切割:将冷却后的钢坯进行切割, 得到所需的钢材
精整阶段
精整目的:提高钢材表面质量,改善钢材性能 精整工艺:包括矫直、剪切、打磨、抛光等 精整设备:矫直机、剪切机、打磨机、抛光机等 精整效果:提高钢材表面光洁度,改善钢材尺寸精度和性能指标
THANKS
汇报人:
降低生产成本
优化工艺流程:减少废品率,提高 生产效率
降低能源消耗:采用节能技术,减 少能源消耗
添加标题
添加标题
添加标题
添加标题
提高设备利用率:合理安排生产计 划,减少设备闲置时间
提高产品质量:减少返工率,降低 废品率,提高产品附加值
Part Four
轧钢工艺流程图的 绘制与改进
绘制轧钢工艺流程图的工具与软件
收集轧钢工 艺流程图所 需的数据和 信息
绘制轧钢工 艺流程图的 草图
修改和完善 轧钢工艺流 程图
审核和确认 轧钢工艺流 程图
发布和实施 轧钢工艺流 程图
轧钢工艺流程图的改进与优化
优化工艺流程:提高生产效率,降 低能耗
优化生产环境:改善工作环境,提 高员工工作效率
添加标题
轧钢工艺流程图
图片:
图片:
图片:
轧机油膜轴承
图片:
中国河南巩义轧钢机制造有限公司
分区 轧钢工艺流程图 的第 4页Biblioteka 中国河南巩义轧钢机制造有限公司
线材、棒材、薄板、宽厚板流程图
SMS Steel process line 图片: SMS Aluminum process line 图片:
SMS Nonferrous metal process line
中国河南巩义轧钢机制造有限公司
20萬公噸,扁鋼胚設計年產量提升為20萬公噸,小鋼胚設計年產量6萬公噸。
分区 轧钢工艺流程图 的第 2页
中国河南巩义轧钢机制造有限公司
图片]钢厂流程 ---通钢FTSR生产线工艺流程
图片:
通钢FTSR生产线工艺参数
连铸机厂家 意大利达涅利 类型和流数 2流直-弧型 主弧半径 5000㎜ 支撑长度 14.24m(从结晶器顶部到最后一个扇形段) 连铸机长度 17.35m(从结晶器顶部到拉坯装置) 铸坯总长度 22.39m(从结晶器顶部到剪刃) 水平总长度 8.64m 垂直总高度 7.76m 热带卷生产量 1400000 t/y 薄板坯生产量 1421320 t/y 目标板坯厚度 在结晶器出口 在动态软压下之后 92mm/102㎜ 70-65㎜/85mm 板坯宽度 900-1560㎜ 出钢量 平均135t(最大150t) 出钢周期 40min 最大拉速 6.5m/min(上电磁制动后为7.3m/min) 最小拉速 确保质量情况下 事故情况下 2.5m/min 1.5m/min 钢包回转台 旋转半径 带升降系统的“蝶形”回转台 5500㎜ 中间包容量 38t(溢流容量为42t) H2结晶器 直型(高1200㎜)带有长漏斗 带有浇铸中宽度/锥度调节系统 直段长度 2110㎜ 结晶器液面控制 塞棒和液面检测系统 (放射型钴60) 振动装置 振频 振幅 波形 液压驱动 0~600转/分 0~20mm连续调整 正弦或非正弦 动态软压下 位置 压下量 液相穴控制系统(LPCS) 安装在所有的扇形段 正常操作:20㎜ 设计最大值:30㎜ 二冷水 气—雾型
轧钢厂工艺流程概
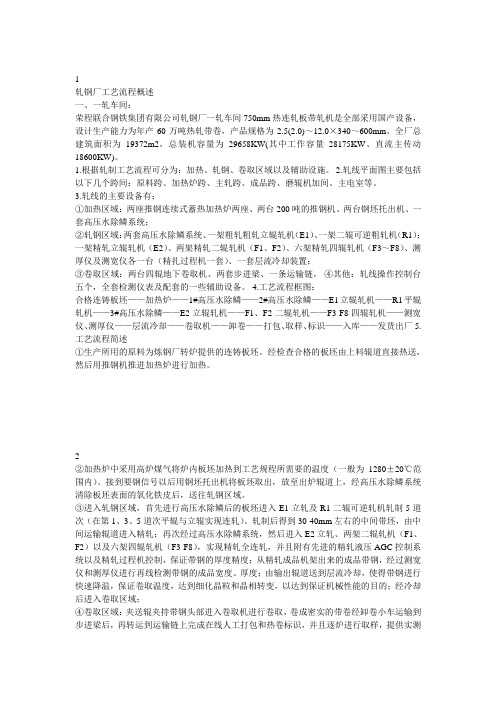
1轧钢厂工艺流程概述一、一轧车间:荣程联合钢铁集团有限公司轧钢厂一轧车间750mm热连轧板带轧机是全部采用国产设备,设计生产能力为年产60万吨热轧带卷,产品规格为2.5(2.0)~12.0×340~600mm。
全厂总建筑面积为19372m2,总装机容量为29658KW(其中工作容量28175KW、直流主传动18600KW)。
1.根据轧制工艺流程可分为:加热、轧钢、卷取区域以及辅助设施。
2.轧线平面图主要包括以下几个跨间:原料跨、加热炉跨、主轧跨、成品跨、磨辊机加间、主电室等。
3.轧线的主要设备有:①加热区域:两座推钢连续式蓄热加热炉两座、两台200吨的推钢机、两台钢坯托出机、一套高压水除鳞系统;②轧钢区域:两套高压水除鳞系统、一架粗轧粗轧立辊轧机(E1)、一架二辊可逆粗轧机(R1);一架精轧立辊轧机(E2)、两架精轧二辊轧机(F1、F2)、六架精轧四辊轧机(F3~F8)、测厚仪及测宽仪各一台(精扎过程机一套)、一套层流冷却装置;③卷取区域:两台四辊地下卷取机、两套步进梁、一条运输链,④其他:轧线操作控制台五个,全套检测仪表及配套的一些辅助设备。
4.工艺流程框图:合格连铸板坯——加热炉——1#高压水除鳞——2#高压水除鳞——E1立辊轧机——R1平辊轧机——3#高压水除鳞——E2立辊轧机——F1、F2二辊轧机——F3-F8四辊轧机——测宽仪、测厚仪——层流冷却——卷取机——卸卷——打包、取样、标识——入库——发货出厂 5.工艺流程简述①生产所用的原料为炼钢厂转炉提供的连铸板坯。
经检查合格的板坯由上料辊道直接热送,然后用推钢机推进加热炉进行加热。
2②加热炉中采用高炉煤气将炉内板坯加热到工艺规程所需要的温度(一般为1280±20℃范围内)。
接到要钢信号以后用钢坯托出机将板坯取出,放至出炉辊道上,经高压水除鳞系统清除板坯表面的氧化铁皮后,送往轧钢区域。
③进入轧钢区域,首先进行高压水除鳞后的板坯进入E1立轧及R1二辊可逆轧机轧制5道次(在第1、3、5道次平辊与立辊实现连轧)。
轧钢厂生产工艺流程图及简介
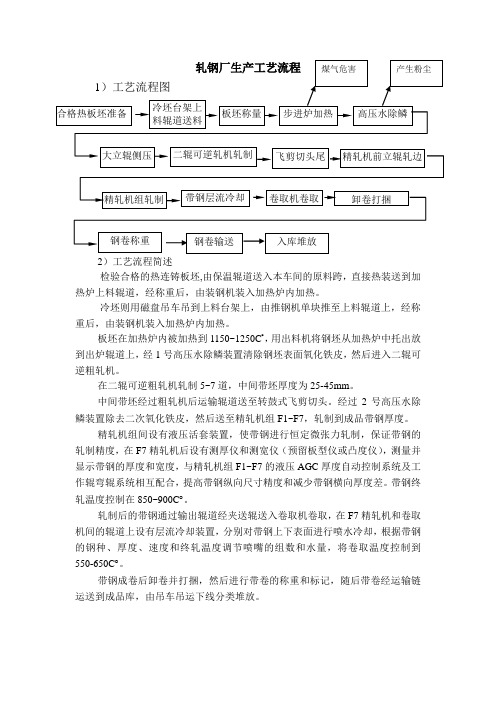
2)工艺流程简述
检验合格的热连铸板坯,由保温辊道送入本车间的原料跨,直接热装送到加热炉上料辊道,经称重后,由装钢机装入加热炉内加热。
冷坯则用磁盘吊车吊到上料台架上,由推钢机单块推至上料辊道上,经称重后,由装钢机装入加热炉内加热。
板坯在加热炉内被加热到1150~1250C︒,用出料机将钢坯从加热炉中托出放到出炉辊道上,经1号高压水除鳞装置清除钢坯表面氧化铁皮,然后进入二辊可逆粗轧机。
在二辊可逆粗轧机轧制5~7道,中间带坯厚度为25-45mm。
中间带坯经过粗轧机后运输辊道送至转鼓式飞剪切头。
经过2号高压水除鳞装置除去二次氧化铁皮,然后送至精轧机组F1~F7,轧制到成品带钢厚度。
精轧机组间设有液压活套装置,使带钢进行恒定微张力轧制,保证带钢的轧制精度,在F7精轧机后设有测厚仪和测宽仪(预留板型仪或凸度仪),测量并显示带钢的厚度和宽度,与精轧机组F1~F7的液压AGC厚度自动控制系统及工作辊弯辊系统相互配合,提高带钢纵向尺寸精度和减少带钢横向厚度差。
带钢终轧温度控制在850~900C︒。
轧制后的带钢通过输出辊道经夹送辊送入卷取机卷取,在F7精轧机和卷取机间的辊道上设有层流冷却装置,分别对带钢上下表面进行喷水冷却,根据带钢的钢种、厚度、速度和终轧温度调节喷嘴的组数和水量,将卷取温度控制到550-650C︒。
带钢成卷后卸卷并打捆,然后进行带卷的称重和标记,随后带卷经运输链运送到成品库,由吊车吊运下线分类堆放。
钢铁生产流程详解图
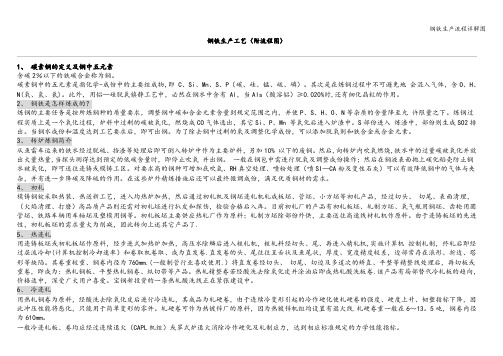
钢铁生产工艺(附流程图)1、碳素钢的定义及钢中五元素含碳2%以下的铁碳合金称为钢。
碳素钢中的五元素是指化学-成份中的主要组成物,即 C、Si、Mn、S、P(碳、硅、锰、硫、磷)。
其次是在炼钢过程中不可避免地会混入气体,含O、H、N(氧、氢、氮)。
此外,用铝—硅脱氧镇静工艺中,必然在钢水中含有 Al,当Als(酸溶铝)≥0.020%时,还有细化晶粒的作用。
2、钢铁是怎样炼成的?炼钢的主要任务是按所炼钢种的质量要求,调整钢中碳和合金元素含量到规定范围之内,并使P、S、H、O、N等杂质的含量降至允许限量之下。
炼钢过程实质上是一个氧化过程,炉料中过剩的碳被氧化,燃烧成CO气体逸出,其它Si、P、Mn 等氧化后进入炉渣中。
S部份进入炼渣中,部份则生成SO2排出。
当钢水成份和温度达到工艺要求后,即可出钢。
为了除去钢中过剩的氧及调整化学成份,可以添加脱氧剂和铁合金或合金元素。
3、转炉炼钢简介从鱼雷车运来的铁水经过脱硫、挡渣等处理后即可倒入转炉中作为主要炉料,另加10% 以下的废钢。
然后,向转炉内吹氧燃烧,铁水中的过量碳被氧化并放出大量热量,当探头测得达到预定的低碳含量时,即停止吹氧并出钢。
一般在钢包中需进行脱氧及调整成份操作;然后在钢液表面抛上碳化稻壳防止钢水被氧化,即可送往连铸或模铸工区。
对要求高的钢种可增加底吹氩、RH真空处理、喷粉处理(喷SI—CA粉及变性石灰)可以有效降低钢中的气体与夹杂,并有进一步降碳及降硫的作用。
在这些炉外精炼措施后还可以最终微调成份,满足优质钢材的需求。
4、初轧模铸钢锭采取热装、热送新工艺,进入均热炉加热,然后通过初轧机及钢坯连轧机轧成板坯、管坯、小方坯等初轧产品,经过切头、切尾、表面清理,(火焰清理、打磨)高品质产品则还需对初轧坯进行扒皮和探伤,检验合格后入库。
目前初轧厂的产品有初轧板坯、轧制方坯、氧气瓶用钢坯、齿轮用圆管坯、铁路车辆用车轴坯及塑模用钢等。
初轧板坯主要供应热轧厂作为原料;轧制方坯除部份外供,主要送往高速线材轧机作原料。
钢铁工艺流程图

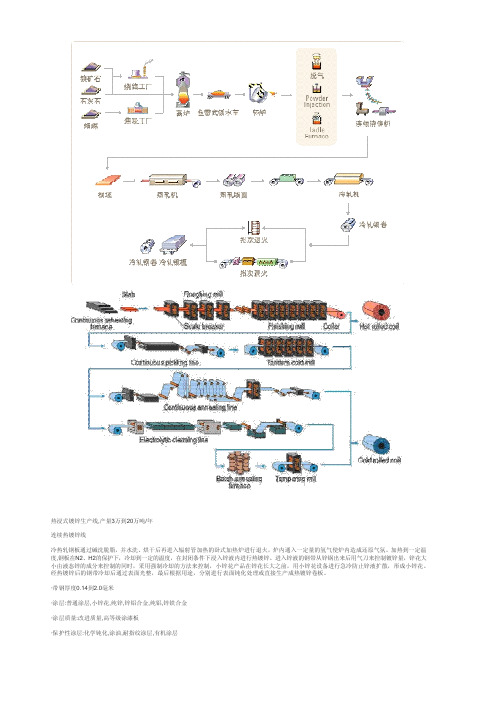
炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干憾后产生热焦碳及粗焦炉气之制程。
资源来源:台湾中钢公司网站。
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。
资源来源:台湾中钢公司网站。
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。
资源来源:台湾中钢公司网站。
转炉生产流程:炼钢厂先将熔铳送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection 盛桶吹射处理站、V0頃空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。
资源来源:台湾中钢公司网站。
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。
上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。
经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。
此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。
资源来源:台湾中钢公司网站。
热轧生产流程热轧生产流程。
资源来源:台湾中钢公司网站。
热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后, 经粗轧机及精轧机轧延成钢带, 并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
资源来源:台湾中钢公司网站。
热轧生产流程 >一号调质重卷线布置图 :主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品:主要功能为将原料钢卷上线解卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
冷轧厂产线(7条)流程图

冷轧退火酸洗线(CAPL)简介 冷轧退火酸洗线(CAPL)简介
• • • CAPL(冷軋退火酸洗線),全長420米。 產線主要設備分為:入口端開卷機、剝皮機、五輥整平機、剪切機、電焊機、除 油段、退火爐加熱段、退火爐冷卻段、中性電解段、混酸酸洗段、2-Hi調質精整 機、張力整平機、出口端剪切機、襯紙開卷機、鋼卷助卷機、重卷機。 產線主要功能為將經過軋製的冷軋鋼卷經開卷機進行開卷,平整,焊接,以便鋼 卷連續化生產;之後經除油段進行脫脂處理,將鋼帶表面的軋延油去除;再經爐 區進行退火處理,消除鋼帶的內部應力;接著進入酸洗區進行中性電解和混酸酸 洗,將鋼帶表面於退火過程中所生成之銹皮去除;最後經調質精整機和張力整平 機進行精整矯直處理,提高鋼帶的表面品質,於出口段剪床分切,重卷下線。 產線可處理AISI200系、AISI300系、AISI400系的冷軋鋼卷,生產鋼帶厚度範圍為 0.3~3mm,寬度範圍為800~1600mm。所處理鋼卷內徑610mm,最大外徑2500mm, 最大鋼卷重量30噸(帶鋼套筒和襯紙)。 產線設計年產量為25萬噸,最大設計產量為60t/hr。入口段和出口段的最大速度為 140m/min,處理段的最大速度為95m/min。 產線生產流程為: 解卷 → 焊接 → 除油→ 退火 → 電解 → 酸洗 → 調質軋延整平 → 盤卷
除油区 电焊机
活套区 (4层钢带) 退火炉区 张力整平区 活套区 裁刀
酸洗区 收卷机 皮带助卷机
解卷机
产线参数:
(4层钢带)
活套区
调质轧延机
(2层钢带)
200、300系与400系冷轧不锈钢钢卷 产线总长350米,约2-3颗钢卷 钢带宽度- 1600mm max - 800mm min 钢卷内径- 610mm 钢卷外径- 2200mm max 年产量- 25万吨 电气供应商中国
炼钢产线流程介绍

炼钢 转炉
废钢投料
冠华科技-炼钢 转炉
转炉吹炼
பைடு நூலகம்
炼钢 转炉
转炉出钢
炼钢 转炉
氧枪 氧气转炉炼钢中的主 要工艺设备之一
炼钢 电炉
电炉炼钢——利用电能转化为热能进行冶炼的方法。 优点:电炉以电为热源,可以迅速熔化废钢和合金, 可准确控制炉温度和冶炼气氛,常用于冶炼特殊性 能的合金钢或优质钢。 缺点:电炉一般容量较小(同转炉和平炉比),操 作成本较高。由于这些特点,电炉炼钢法曾主要用 来生产特殊钢或合金钢。
电炉冶炼的原料一般为废钢,特别是不锈钢废 钢,根据工艺需求,可能还会有一部分海绵铁。
炼钢 电炉
电炉结构图
炼钢 电炉
直流超高功率电炉
炼钢 电炉
电炉出钢
炼钢 平炉
平炉炼钢——对原料几乎没有限制,可大量利用废 钢,熔炼时要外加燃料(煤气),其氧化方式主要 是靠炉渣传递氧的间接氧化,精炼期主要是靠加矿 石氧化。 优点:钢液成分与温度较易控制。平炉钢质量好, 可炼多种钢材。 缺点:设备复杂,燃料消耗大,冶炼时间长,生产 效率低。
1、冶炼前的铁水预处理工序 2、铁水冶炼 3、钢水精炼 4、钢水浇铸
炼钢 预处理
铁水预处理:在铁水 进入炼钢炉冶炼前,除去 其中的某些有害成分或提 取其中某些有益成分的工 艺过程。
可分为普通铁水预处 理和特殊铁水预处理。前 者有铁水预脱硫,铁水预 脱硅,铁水预脱磷;后者 有铁水提钒,铁水提铌, 铁水脱铬等。
炼钢 转炉
转炉炼钢——是直接将氧化性气 体吹入铁水,使杂质元素氧化而 减少规定含量,并利用氧化反应 中放出的热量而不另加燃料,来 提高炉温进行冶炼。 优点:由于氧化性气体是直接进 入铁水的,所以反应激烈,速度 快,生产效率高,设备简单,投 资少,操作比较简单。 缺点:原料配制较严。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧钢生产线工艺流程图
轧钢生产线是钢铁生产过程中非常重要的一个环节,它的主要作用是将连铸坯或熔炼坯轧制成不同规格和形状的钢材。
下面是一个轧钢生产线的工艺流程图。
轧钢生产线的工艺流程图如下:
原料准备:首先,需要准备好钢材的原料,主要包括连铸坯或熔炼坯。
这些坯料经过预处理,如切割、去头、去尾、修整等,以确保坯料的质量满足生产要求。
加热:接下来,将坯料送入加热炉中,进行加热处理。
加热炉的主要作用是将坯料加热至适宜的轧制温度,以便于后续轧制操作。
轧制:加热后的坯料送入轧机进行轧制。
轧机分为粗轧机和精轧机。
在粗轧机中,坯料经过多道次的轧制和加工,逐渐变形成为长条状的钢材。
然后,钢材被送入精轧机进行进一步的加工,以达到所需的规格和形状。
冷却:轧制后的钢材经过冷却处理。
冷却的目标是使钢材在一定时间内达到所需的硬度和力学性能,以便于后续的切割和加工。
切割:冷却后的钢材被送入切割机进行切割。
切割的目的是根据顾客的要求,将钢材切割成合适的长度,以便于运输和使用。
检测:切割后的钢材需要进行质量检测,以确保其满足规定的质量标准。
这包括外观检查、尺寸测量、化学成分分析和力学性能测试等。
包装和运输:通过质量检测的钢材被包装起来,以便于运输和储存。
包装通常采用钢带或木托盘等材料,以确保钢材的安全和完整。
以上就是一个大致的轧钢生产线工艺流程图,从原料准备到最后的包装和运输,每个环节都十分重要。
在具体的生产过程中,还会包括其他辅助工艺和设备,如铁水处理、连铸、热处理等,以满足不同钢材品种和规格的生产需求。