制剂车间胶囊剂批生产记录簿(样本)
022-00片剂、颗粒剂、胶囊剂制粒、干燥岗位SOP

片剂、颗粒剂、胶囊剂制粒、干燥岗位SOP1目的明确片剂、颗粒剂、胶囊剂配料、制粒、干燥岗位的标准操作程序和要求,规范生产操作。
2范围本标准适用于片剂、颗粒剂、胶囊剂配料、制粒、干燥岗位标准操作。
3责任人操作人员、车间主任、QA。
4内容4.1生产前的检查和准备4.1.1操作人员按《人员进出生产区S0P》进入。
4.1.2操作者检查片剂、颗粒剂、胶囊剂粉碎、过筛操作间应有现场QA发放的上品种、上批次、上规格的“清场合格证”副本。
并按《清场管理规程》中清场要求和标准确认清场符合要求。
4.1.3与本品种、木批次生产无关的物料、物品、文件、工用具不得出现在操作间。
4.1.4与本品种、本批次生产相关的物品、工用具、容器、辅助用具应按本操作间定置管理图中要求摆放,并不得有多余量出现。
4.1.5生产操作空白记录、生产状态卡、记录用笔等应齐全悬挂在操作间规定处。
4.1.6检查合格后由现场QA在片剂、颗粒剂、胶囊剂粉碎、过筛记录中“生产前检查栏”内签名,方可开始生产。
4. 1.7根据批生产指令,填写领料单,领取所需物料,按《物料进入生产区SOP》操作。
4.2操作过程4.2.1配料4.2.1.1取下台秤的“已清洁”、“完好”牌,按照《台秤、案秤使用及维护保养SOP》及《称量岗位SOP》进行操作。
4.2.1.2配料量应以《批生产指令》的限额量为准,各种物料应分别称量,且应做到一人称量、一人复核。
4.2.1.3称量后的物料应用洁净容器盛装,称量后应及时记录。
4.2.2制粒4.2.2.1取下槽型混合机、旋转制粒机、可倾夹层锅等设备的“已清洁”、“完好”牌,换上“运行”状态标志牌。
4.2.2.2物料的预混合:将待混合的物料按《批生产指令》的量加入槽型混合机料桶内,按《槽型混合机使用及维护保养SOP》开机进行预混合。
在对物料进行预混合的同时制浆。
4.2.2.3制浆(两种方法,视产品工艺而定):一冲浆:按《批生产指令》的要求量取规定量的水,将其中的80%加入夹层锅中,按《夹层锅使用及维护、保养SOP》开机加热,将用于制取粘合剂的物料与20%的水混合搅拌均匀作为生浆,备用。
071 软胶囊批生产记录

软胶囊批生产记录日期:
产品名称:
产品规格:
生产批号:
整理人:
批准人:
记录编号:
春芝堂生物制品有限公司
生产部
软胶囊批生产记录(汇总)
目录
一、配料单
二、生产指令单
三、熔胶原始记录
四、配液原始记录
五、压丸原始记录
六、洗丸原始记录
七、干燥原始记录
八、拣丸原始记录
九、原辅料检验报告单
十、成品检验报告单
十一、产品出厂检验报告
十二、成品入库单
十三、放行记录
十四、清场记录
配料单
NO:
熔胶原始记录
填写人:复核人/日期:
配液原始记录
压丸原始记录
产品名称/规格:生产批号:NO:
洗丸、干燥、拣丸原始记录
软胶车间清场记录。
0913-2胶囊批生产记录
□按要求操作□未按要求操作
墙壁无粉尘,污渍,地面无积水、无物料残渍。
□ 合格□不合格
地漏清洁无污渍,并灌有消毒液进行水封
□ 合格□不合格
4.清洁洁具
执行《生产辅助器具清洁程序》(SOP-CLP 116)清洁洁具,
□按要求操作□未按要求操作
发放日期
批准人
批准日期
原辅料领料单
名称
物料编号
批号
上批留用
实发数量
检验报告号
发料人
领料人
领料日期
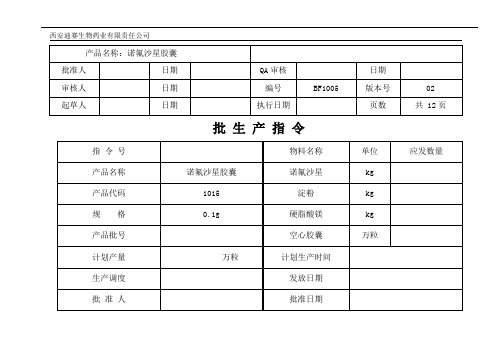
诺氟沙星
kg
kg
淀粉
kg
kg
硬脂酸镁
kg
kg
空心胶囊
万粒
万粒
称量记录
操作步骤
规定工艺要求
实际操作
1.称量前检查
房间号:G414
清场合格,有上批清场合格副本。
□符合要求□不符合要求
操作时间:
操作人:
复核人:
□ 合格□不合格
4.清洁洁具
执行《生产辅助器具清洁程序》(EOP-CLP 127)清洁洁具,
□按要求操作□未按要求操作
洁具放于洁具间
□ 合格□不合格
5.生产记录
本批记录填写符合要求,并将与本批产品有关的记录清理出现场。
□按要求操作□未按要求操作
6.更换房间状态标识
已更换为“清场合格(副本)”状态标识。
□ 合格□不合格
2.清洁容器具
执行容器具清洁标准操作程序(SOP-CLP 121)清洁容器具,
□按要求操作□未按要求操作
容器具内外表面无粉尘,污渍。
□ 合格□不合格
胶囊填充生产记录
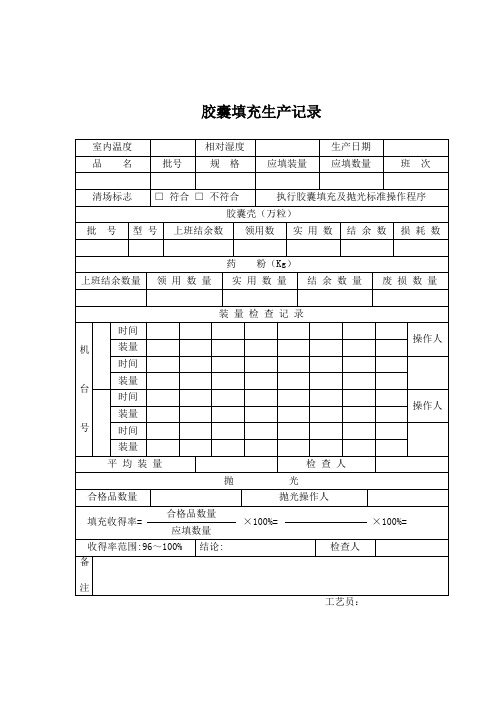
装量检查记录
时间
机
装量时间装量 台来自时间装量号
时间
装量
平均装量
检查人
抛
光
合格品数量
抛光操作人
填充收得率=
合格品数量 应填数量
×100%=
收得率范围:96~100% 结论: 备
检查人
操作人 操作人
×100%=
注 工艺员:
表格说明(使用时删除): 1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白 领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。 2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。 3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
胶囊填充生产记录
室内温度 品名
批号
相对湿度 规格
应填装量
生产日期 应填数量
班次
清场标志 □ 符合 □ 不符合
执行胶囊填充及抛光标准操作程序
胶囊壳(万粒)
批 号 型 号 上班结余数 领用数 实 用 数 结 余 数 损 耗 数
药 粉(Kg) 上班结余数量 领 用 数 量 实 用 数 量 结 余 数 量
废损数量
片剂、胶囊、颗粒剂生产记录

SC-GJ-01302片剂批生产记录目录目录一.批生产指令 (1)二.物料流转表 (2)三.批生产记录目录 (3)四.批生产记录汇总表 (4)五. ...................................................... 称量岗位记录 (5)六.称量岗位清场记录 (6)七.混合岗位记录 (7)八.混合岗位清场记录 (8)九.制粒岗位记录 (9)十.制粒岗位清场记录 (10)十一.总混合岗位记录 (11)十二.总混合岗位清场记录 (12)十三.压片岗位记录 (13)十四.压片岗位清场记录 (14)十五.片剂分装岗位记录 (15)十六.片剂分装岗位清场记录 (16)十七.批包装生产记录 (17)批生产记录汇总表-r -H-^工乙员:车间主任: 生产部:称量岗位记录称量岗位清场记录制粒岗位记录产品批号 年 月日 开工前检查 现 场无与本批无关人记录、凭证 无与本批无关人遗留产品产品名称 生产日期制剂规格 生产批量设备、计量器具、容器清洁淸洁、清场合格无 □ 无 □ 清洁口 合格□检查人:品种齐全 数量准确 物料合格 包装完好复核人:料齐全□ 准确□ 合格□ 完好□工-艺参制粒设备 干燥设备制粒目数整粒目数 得率物料编号复核人:物料编号平衡率=(颗粒量+可回收料量+不可回收料量)*投料量x 100%=%操作人:偏差分析QA 检查员:备 注制粒目数:整粒目数:混合次数混合粉(kg )粘合剂(kg ) 搅拌时 间(min )干燥 温度干燥时间颗粒量(Kg )至至投料量kg可回收料量kg 不可回收料量kg颗粒量 kg操作人:复核人:得率=颗粒量*投料量100%=%整粒设备制粒岗位清场记录混合岗位记录混合岗位清场记录检查员产品名称 生产日期产品批号 年 月 日制剂规格 批 量场无与本批无关的记录、凭证 无与本批无关的遗留产品 模具、计量器具、容器清洁清洁、清场合格无 □ 无 □ 清洁□ 合格□品种齐全 数量准确 物料合格 包装完好开工前检查料齐全□ 准确□ 合格□ 完好□装瓶岗位记录偏差分析0A 检查员:操作人:备 料 操 作复核人:备注装瓶岗位清场记录SC-GJ-01402胶囊剂批生产记录目录一.批生产指令 (1)二.物料流转表 (2)三.批生产记录目录 (3)四.批生产记录汇总表 (4)五.称量岗位记录 (5)六.称量岗位清场记录 (6)七.干燥岗位记录 (7)八.干燥岗位清场记录 (8)九.混合岗位记录 (9)十.混合岗位清场记录 (10)十一.填充岗位记录 (11)十二. 填充岗位清场记录 (12)十三.铝塑包装岗位记录 (13)十四.铝塑包装岗位清场记录 (14)SC-GJ-01402胶囊剂批生产记录目录一•批生产指令 (1)二•物料流转表 (2)三............................................................. 批生产记录目录 (3)四•批生产记录汇总表 (4)五•称量岗位记录 (5)六•称量岗位清场记录 (6)七.粉碎岗位记录 (7)八.粉碎岗位清场记录 (8)九.混合岗位记录 (9)十.混合岗位清场记录 (10)十一.填充岗位记录 (11)十二•填充岗位清场记录 (12)十三.铝塑包装岗位记录13十四. 铝塑包装岗位清场记录14 SO GJ— 01402批生产记录品名:__________________________规格: __________________________批号:__________________________批量:_________________________实际产量:_______________________QA检查员:_____________________车间主任:_______________________生产技术部:_____________________批生产记录汇总表批生产记录汇总表干燥记录干燥岗位清场记录混合岗位记录胶囊填充、抛光岗位记录时间装量 时间 装量 时间 装量 时间 装量 时间 装量 时间 装量得率二产出量十投料量x 100%= %物料平衡率={药粒重量+可回收量+不可回收量} *(投料量+囊壳量)x 100%=%囊壳得率=药粒重量十投料量x 100%=%产品名称生产日期 产品批号 年 月 日 开工前检查制剂规格 生产批量无与本批无关的记录、凭证 无与本批无关的遗留产品 设备、计量器具、容器清洁 清洁、清场合格 无 □ 无 □ 清洁口 合格口品种齐全 数量准确 物料合格 包装完好料齐全□ 准确口合格口 完好□ 复核人:检查人:领用量 万粒投料量 kg结余量 kg 折粒数 万粒 可回收量 kg不可回收量 折粒数 不可回收量kg万粒kg实用量 万粒药粒重量 kg操作人: 偏差分析备注复核人:QA 检查员:产品名称生产日期产品批号年月开工前检查制剂规格生产批量无与本批无关的记录、凭证无与本批无关的遗留产品设备、计量器具、容器清洁清洁、清场合格无□ 无□ 清洁□ 合格□品种其全数量准确物料合格包装完好物料齐全口准确口合格□完好口铝塑包装岗位记录复核人:操作人;备注铝塑包装岗位清场记录SC-GJ-01502颗粒剂批生产记录目录目录一.批生产指令 (1)二.物料流转表 (2)三.批生产记录目录 (3)四.批生产记录汇总表 (4)五.称量岗位记录 (5)六.称量岗位清场记录 (6)七.粉碎记录7八.粉碎岗位清场记录8九.混合岗位记录9十. 混合岗位清场记录10十一. 制粒岗位记录11十二.制粒岗位清场记录12十三. 总混合岗位记录13十四. 总混合岗位清场记录14十五. 分装岗位15十六. 分装岗位清场记录16十七.批包装生产记录17-r -H-^口工乙员:Array批生产记录汇总表车间主任: 生产部:粉碎岗位记录检查人:复核人:工艺参数具体操作操作人:复核人:粉碎工序清场记录分装岗位记录分装岗位记录(附表)分装岗位清场记录。
诺氟沙星胶囊批生产记录
08-SOR-0069-01诺氟沙星胶囊批生产记录规格( 0.1g )批号()生产日期()批量()上海惠仁(焦作)药业有限公司过筛记录生产前准备:内容记录结果检查操作间是否有清场合格证并在有效期内。
检查设备是否已清洁并在有效期内。
检查设备状态是否完好。
检查操作间温湿度是否在规定范围内。
(温度:18~26℃,湿度:45~65%) 检查捕尘设施状态是否完好。
检查容器具是否已清洁并在有效期内。
是否已贴《清场合格证》副本( ) 设备: ( ) 设备状态:( ) 温度: ( )℃ 湿度: ( )% 捕尘设施:( ) 容器具: ( )检查人: QA : 日期:过筛操作:操作步骤记录结果1.诺氟沙星原料过100目筛,过筛后外观检查无异物。
2..内加辅料淀粉过100目筛,外加辅料二氧化硅过60目筛,外观检查无异物。
振荡筛粉机:ZS-515筛网目数:( )目开始时间:( : ~ : )结束时间:( : ~ : )筛网目数:( )目 开始时间:( : ~ : ) 结束时间:( : ~ : ) 检查人: 复核人: 日期:收率及物料平衡: 物料名称 领料重量 A (Kg )细粉重量 B (Kg )剩余重量 C (Kg )粗料重量 D (Kg )收率E=B/(A-C ) *100% 物料平衡F=(B+D )/(A-C )*100%诺氟沙星 淀粉计算人: 复核人: 日期:清场:清场内容检查结果移出所有物料。
移出所有容器具。
清洁设备。
打扫房间卫生。
清洁完毕,检查合格后,挂已清洁和已清场卡。
( ) ( ) ( ) ( ) ( )检查人: QA : 日期:品名 诺氟沙星胶囊规格 0.1g 批号批量批号批量称量记录生产前准备:检查内容检查结果检查操作间是否有清场合格证并在有效期内。
检查设备是否已清洁并在有效期内。
检查电子称状态是否完好,是否有校验合格证。
检查操作间温湿度是否在规定范围内。
(温度:18~26℃,湿度:45~65%)检查压差是否在规定范围内(≥5Pa)。
片剂批生产记录表格模板

片剂批生产记录
产品名称
批号
成品量
生产周期:车间审核意见
规格
理论量
包装规格
********有限公司
月日至年月
审核人审核日期
日期
领料人
领料单
保管人
批生产指令单
起草人审核人接收人
称量配料岗位生产记录
年月曰
物料核对记录年月曰
清场记录
年月曰
原产品名称: 批 号: 调换产品名称: 批 号: 清场人: 质监员:
清场日期:年月日时 有效期至:年月日时
备注
清场人:
质监员:
清场合格证(正本)
M-J
>
岗
位:
称量配料
粉碎岗位生产记录
产品名称生产日期规格
清场记录
年月日
混合制粒干燥岗位生产记录
年月曰产品名称规格
清场记录
年月曰
整理总混岗位生产记录
年月曰
清场记录
年月曰
清场人:质监员:
填充装囊岗位生产记录
年月日
清场记录
年月日
领料单
保管人:
退料单
日期:年月日
退料人:
塑瓶内包装岗位生产记录
年月日
清场记录
年月日。
(完整版)药品批生产记录

□不符合要求
* 蒸汽 —对烘房进行检查
□正常 设备型号: CT-C-Ⅱ
□不正常 编号:
* 检查是否完好清洁待用
* 接通电源,开启排水阀门,打开风机,将烘房 温度设定符合要求,打开预警装置,将烘房试运行
—对摇摆式颗粒机进行检查
□完好清洁 □正常
□不完好清洁 □不正常
* 检查是否完好清洁待用
□完好清洁
□不完好清洁
* 检查应能过 100 目筛网
□已替换
□无偏差 □符合规定
□未替换
□有偏差(见偏差或备注) □不符合规定
* 检查低取代羟丙基纤维素应能过 80 目筛网
□符合规定
□不符合规定
* 检查微晶纤维素应能过 80 目筛网
□符合规定
□不符合规定
* 检查淀粉应能过 80 目筛网
□符合规定
□不符合规定
* 检查滑石粉应能过 80 目筛网
操作人kg不合格胶囊壳的重量kg使用的胶囊壳重量物料平衡100充填结束清场清除生产现场与本批生产有关的物品对设备进行清洁消毒胶囊充填机充杆计量盘上下模块顺位系统内表面外表面吸尘装置对工作区域进行清洁对计量器具进行清洁电子天平对工器具卫生洁具进行清洁消毒按规定存放替换状态标志用清场合格证替换生产许可证检查bpr的完整性有关凭证记录应附到备注应为9301000已清除未清除已清洁已消毒已清洁已清洁未清洁未消毒未清洁未清洁已清洁已清洁已清洁已消毒已定置未清洁未清洁未清洁未消毒未定置已替换已替换完整未替换未替换不完整页号
记录
批量:
页号: 1/3 万粒 工序:终混 文件编号:
生
产
记
录
操作人 复核人
□符合要求 □无 □符合要求
□完好清洁 □是 设备型号: HW-V □完好清洁 □已清洁□已消毒
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如日中天产品名称
产品规格
产品批号
技术主任技术员
天津中天制药
胶囊剂批生产记录
年月日
胶囊剂生产处方
年月日
配料工序原始记录
年月日
配料工序的质量检验
制粒工序原始记录
混合工序原始记录
制粒工序的质量检验
装囊工序原始记录
装囊工序装量差异检验记录
装囊工序装量差异检验记录
装囊工序装量差异检验记录
包装工序记录
包装工序的质量检查
批包装生产指令
签发人:
年月日包装工序记录
外包装工序的质量检查
物料平衡检查记录
批审核记录。