口罩带焊接机验证方案
一次性使用医用口罩工艺验证方案

一次性使用医用口罩工艺验证方案一次性使用医用口罩是我公司主要产品之一,其制作方法为:内外层面料采用无纺布材料,中间过滤层用聚丙烯熔喷无纺布材料,鼻夹采用单芯鼻梁条,耳带、聚丙烯膜塑料袋等材料均应符合国家标准及行业标准。
该产品具有过滤颗粒物和细菌等特性,主要适用于临床各类人员在操作过程中佩戴,覆盖住使用者的口、鼻及下颌,为防止病原体微生物、颗粒物等的直接透过提供一定的物理屏障。
为了保证产品的质量和稳定性,需要进行工艺验证。
验证前需要确认生产人员、生产设备、厂房设施、公用系统等条件是否符合要求,并确认所需文件和关键物料是否齐全。
验证的目的是证明按照取既定的工艺和既定的控制参数能够保障产品的均一、稳定。
验证依据为YYT0969-2013一次性使用医用口罩、医疗器械生产质量管理规范、一次性使用医用口罩、医用外科口罩生产工艺规程。
验证小组由口罩车间、质量检测中心、现场QA质量保证部等人员组成,各自负责不同的职责。
口罩车间负责起草验证方案和形成验证报告,进行验证方案的培训以及按验证方案组织实施;质量检测中心负责验证过程中的检测工作;现场QA 质量保证部负责监督验证活动的开展及过程的复核,并按方案取样。
最终验证的目的是为了保障产品的质量和稳定性,确保一次性使用医用口罩能够有效地过滤颗粒物和细菌等,为临床各类人员在操作过程中提供必要的保障。
本产品规格为175mm×95mm×3层,由口罩体、鼻夹和口罩带组成。
口罩体采用三层工艺,外层为蓝色无纺布,中间过滤层为白色聚丙烯熔喷布,内层为白色无纺布。
鼻夹采用可塑性材料,耳带为弹性松紧材料,口罩为平面挂耳式。
本品执行YYT0969-2013标准,具有鼻夹长度不小于8.0cm、每根口罩带与口罩体连接点的断裂强度不小于10N、细菌过滤效率不小于95%、口罩两侧面进行气体交换的压力差不大于49Pa、口罩材料为不易燃材料、口罩离开火焰后燃烧不大于5s等主要性能。
口罩带焊接机验证方案

口罩带焊接机验证方案V:1.0 管理制度精选整理口罩带焊接机验证方案2020-4-1目录1.验证概述......................................... 错误!未定义书签。
2.验证目的与范围................................... 错误!未定义书签。
3.验证人员职责..................................... 错误!未定义书签。
4.验证依据......................................... 错误!未定义书签。
5.验证内容及标准................................... 错误!未定义书签。
6.验证结果评定及结论............................... 错误!未定义书签。
7.验证时间安排..................................... 错误!未定义书签。
8.拟订再验证周期................................... 错误!未定义书签。
9.记录及附件....................................... 错误!未定义书签。
1.验证概述本设备适用于一次性平面口罩、杯型口罩、鸭嘴型口罩、立体口罩、一次性手术衣帽、内衣文胸肩带等焊接,该口罩单头点焊机设计小巧灵活、操作简单方便。
用于口罩本体制作完成后,人工操作对耳带进行焊接,操作简单,接点牢固美观。
熟练工人每分钟可完成口罩耳带焊接8-10片。
为确认检验设备能够正常运行,设备各项性能指标仍能符合设计要求,保证检验结果准确、可靠,对检验设备进行验证。
本机技术参数设备名称:口罩带焊接机电源:220V 50~60Hz输出功率:200W工作类型:35K超声波焊接机器外型尺寸:长600mm X 宽550mm X 高1330mm机器重量:30Kg2.验证目的与范围对设备安装过程进行检查,确认设备安装过程和安装条件符合要求;安装后进行试运行,以证明设备能够达到设计要求及规定的技术参数。
电焊防护口罩测评报告模板
电焊防护口罩测评报告模板摘要本文对多款电焊防护口罩进行了实际测评,测试项目包括使用舒适度、防护效果、防护材质等方面,并对测试结果作出了分析和评价。
通过本次测试,可以为消费者选购合适的电焊防护口罩提供参考。
测评方法本次测试选取了市面上较为常见的五款电焊防护口罩进行测试,其中包括韩国DURAMAXX、美国3M、中国力牛、日本百虎以及德国霍尼韦尔五个品牌的产品。
测试项目包括以下方面:使用舒适度使用舒适度包括了口罩的佩戴感受、透气性、重量等方面,本次测试采用了以下方法:1.口罩佩戴时间测试:选取五名测试人员分别佩戴各品牌口罩20分钟,记录佩戴者的反馈和口罩的使用舒适度。
2.透气性测试:将口罩套在塑料模型上,将温度计置于模型内部,使用气泵对模型进行压缩,记录模型内部温度的变化,进而衡量口罩的透气性。
防护效果防护效果包括了电焊过程中的防护、烟尘过滤、眼睛保护等方面,本次测试采用了以下方法:1.防护测试:选取五名不同功率的电焊工人,对各品牌口罩进行实际使用,记录口罩对电弧、火花等的防护效果。
2.烟尘过滤测试:将口罩套在实验室烟雾密闭室内,放入一定量的烟雾,观察口罩过滤烟雾的程度。
3.眼睛保护测试:对各品牌口罩进行眼睛保护测试,测试人员分别进行电焊操作,记录各品牌口罩对电焊光线的防护程度。
材质分析材质分析主要指从口罩材质方面对其进行测评,包括了外壳材质、阻燃性能、韧性等方面,本次测试采用了以下方法:1.材质防护测试:将各品牌口罩加热到一定温度,然后进行冲击、刮擦等测试,观察口罩的磨损和变形情况。
2.阻燃性能测试:将各品牌口罩放置于实验室燃烧室内,进行一定时间的燃烧,测试其阻燃能力。
3.韧性测试:对各品牌口罩进行材质拉伸测试,测试其韧性。
测评结果通过以上测试,我们得出了各品牌口罩的使用舒适度、防护效果、材质等方面的数据。
以下是各品牌电焊防护口罩的得分分析:品牌使用舒适度防护效果材质DURAMAXX 85分95分90分3M 90分90分85分力牛80分85分80分百虎75分70分75分霍尼韦尔85分80分90分通过上表可知,DURAMAXX和3M的使用舒适度、防护效果较为突出,材质方面也有较高的得分;力牛、百虎的使用舒适度得分略低,材质得分较低;霍尼韦尔的材质表现突出。
口罩带焊接机验证方案

口罩带焊接机验证方案
由设备管理人员、生产技术人员、质量控制人员组成。
设备管理人员负责设备的安装、维护和保养;生产技术人员负责设备的操作和维护;质量控制人员负责验证设备的性能和检验结果的准确性。
4.验证依据
4.1设备安装说明书;4.2设备操作手册;4.3设备维护手册;4.4相关检验标准。
5.验证内容及标准
5.1设备安装过程检查标准:确认设备安装位置符合要求,设备连接稳固可靠,电源接线正确,设备周围环境符合安全要求。
5.2试运行标准:设备能够正常启动和停止,无异常声音
和异味,焊接效果符合要求,无漏焊、虚焊、短路等现象。
5.3模拟操作标准:设备能够满足生产需要,操作简单方便,
焊接效果符合要求,无质量问题。
6.验证结果评定及结论
6.1设备安装过程检查结果:符合要求;6.2试运行结果:符合设计要求及规定的技术参数;6.3模拟操作结果:符合生
产需求和检验标准要求。
验证结果为合格。
7.验证时间安排
7.1设备安装过程检查:2021年5月1日;7.2试运行:2021年5月2日;7.3模拟操作:2021年5月3日。
8.拟订再验证周期
设备每年进行一次验证。
9.记录及附件
9.1验证记录;9.2设备安装说明书;9.3设备操作手册;
9.4设备维护手册。
医用外科口罩关键工序验证文件
医用外科口罩关键工序验证文件
摘要:
1.引言
2.目的
本文的目的是验证医用外科口罩生产过程中的关键工序,包括原材料采购、成型、焊接、过滤层添加和装配等,以核实每个工序是否符合质量标准和要求。
3.方法
3.1原材料采购验证:核对供应商提供的原材料质量证明文件,确保采购的原材料符合相关标准和要求。
3.2成型验证:抽样检测成型后的口罩是否符合设计要求的尺寸和形状,包括口罩的宽度、高度和鼻托的适配性。
3.3焊接验证:测试口罩焊接点的强度和密封性,确保焊接工艺符合标准,防止口罩在使用过程中出现破损或泄漏。
3.4过滤层添加验证:验证过滤层的质量和添加工艺,确保过滤层的过滤效率符合标准要求。
3.5装配验证:检查成品口罩的装配工艺和质量控制,包括鼻夹的固定性和耳带的合适性。
4.结果与讨论
根据实际验证结果,将每个工序的质量评估记录在验证文件中,包括合格/不合格的判定和相关数据。
如果发现不合格的工序,需要追踪原因并采取纠正措施。
5.结论
通过对医用外科口罩关键工序的验证,可以确保口罩的生产过程符合质量标准和要求,提高口罩的性能和功能。
同时,验证文件还可以为监管机构的验厂和审核提供重要的依据。
口罩机验证方案
全自动C型口罩机验证方案目录1.验证概述22.验证目的23.验证范围24.验证小组成员及职责25.验证时间安排36.验证依据37.验证38.偏差及变更控制59.结果评价及建议510.再验证周期511.附表51.验证概述1.1设备描述全自动C型口罩机主要用于本公司生产各种规格的口罩,该设备从原材料入料到成品的完成均为一条线作业,性能稳定,操作简单,包装成品美观,质量良好,符合医用口罩的制作质量要求。
1.2设备主要技术参数电源:220V50~60Hz功率:4500W工作类型:超声波熔接操作频率:15KHz最高生产速度:30个/Min机器外型尺寸:长5000mm X 宽2000mm X 高1800mm机器重量:600Kg2.验证目的为证明全自动C型口罩机满足生产操作要求以及运行的稳定性,确保生产的产品符合生产产品质量要求,即对全自动C型口罩机进行安装确认(IQ)、运行确认(OQ)、性能确认(PQ)。
3.验证范围本方案适用于本公司生产全自动C型口罩机的安装、运行和性能确认。
4.验证小组成员及职责4.1验证相关部门职责4.1.1技术工程部4.1.1.1起草验证方案、报告;4.1.1.2负责全自动C型口罩机的安装、运行和性能确认;4.1.1.3提供设备相关技术资料;4.1.1.4组织安装、调试并作好记录,收集、归纳并评估调试结果;4.1.1.6建立设备档案;4.1.2质量部4.1.2.1现场监督保证整个操作过程按照验证方案实施;4.1.2.2负责验证方案和报告的审核,及操作过程中对验证文件修订的审核工作;4.1.2.3负责批准验证方案和报告;验证方案及验证报告的归档工作4.1.3生产部4.1.3.1负责验证方案和报告的审核4.1.3.2负责协调验证的各项工作,保证本方案规定的项目能够顺利实施;5.验证时间安排验证从年月日开始,至年月日结束。
6.验证依据6.1《医疗器械生产质量管理规范》6.2《全自动C型口罩机使用说明书》6.3《全自动C型口罩机操作规程》7.验证7.1设备基本情况设备名称:全自动C型口罩机使用部门:一车间7.2验证判断标准7.2.1安装确认判断标准:设备应具备的技术资料齐全归档,设备安装符合实际设计要求。
口罩C型焊检验指导书
口罩C型焊检验指导书
1 目的
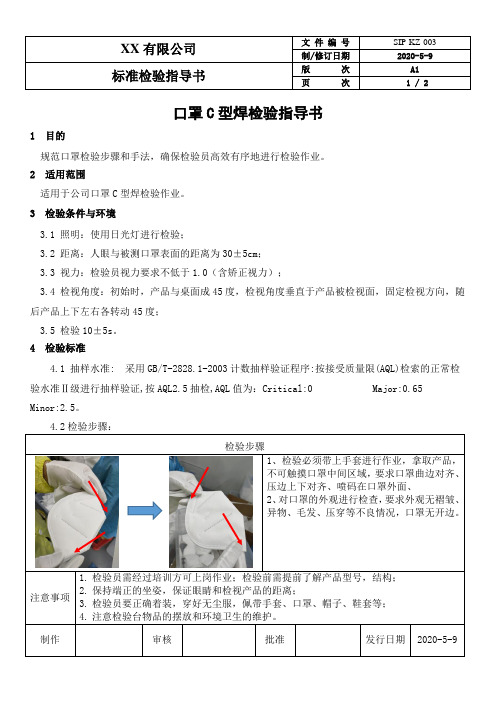
规范口罩检验步骤和手法,确保检验员高效有序地进行检验作业。
2 适用范围
适用于公司口罩C型焊检验作业。
3 检验条件与环境
3.1 照明:使用日光灯进行检验;
3.2 距离:人眼与被测口罩表面的距离为30±5cm;
3.3 视力:检验员视力要求不低于1.0(含矫正视力);
3.4 检视角度:初始时,产品与桌面成45度,检视角度垂直于产品被检视面,固定检视方向,随后产品上下左右各转动45度;
3.5 检验10±5s。
4 检验标准
4.1 抽样水准: 采用GB/T-2828.1-2003计数抽样验证程序:按接受质量限(AQL)检索的正常检验水准Ⅱ级进行抽样验证,按AQL2.5抽检,AQL值为:Critical:0 Major:0.65 Minor:2.5。
4.2检验步骤:
1.检验员需经过培训方可上岗作业;检验前需提前了解产品型号,结构;。
自动口罩生产机验证方案及报告

Maskmatrix 200 平面口罩机(含耳带点焊)验证方案文件编号:YZ-SB-2011-03P起草人:生产部签名:韩奉芹日期:年月日审核人:设备部签名:王朋超日期:年月日审核人:质量部QA 签名:陆思成日期:年月日批准人:验证领导小组组长签名:王朋超日期:年月日Maskmatrix 200 平面口罩机目录1.目的2.验证产品3.依据要求4.验证的范围5.验证小组6.验证过程7.异常情况及偏差处理8.再验证9.总结报告1)1、设备概述设备名称:自动口罩生产设备设备型号:SF-770生产厂家:上海威卓包装机械公司出厂日期:2020年05月本公司设备编号:05017安置位置:速封车间工作原理:多功能薄膜封口机封口机利用电热偶(热传感器)对上下两加热块进行高温加热,通过温度控制仪和调速装置来调整所需的温度和速度,纸塑袋袋由传送带将包装袋的封口部分送入运转中的两根封口带之间,塑料袋封口部分在上下两根封口带的夹持下送入加热区,封口带在加热区收到两加热块和压轮的挤压,使纸塑袋受热后粘合,然后,在封口带夹持下送入冷却区冷却,印花轮滚压,使塑料袋的封口部分滚压出条纹或网纹。
性能特点:输入电压:220V50/60Hz 功率:500W 封口速度0~13m/min封口宽度:15 mm 温控范围:0~300℃1.2原材料熔喷布材质:克重:无纺布材质:克重:2. 验证目的通过对该设备的IQ、OQ、PQ的确认,得出Maskmatrix 200 平面口罩机最佳参数范围,并证明在此范围内运行时,口罩压片和点焊工序符合生产工艺需求。
2、通过对口罩机设备、焊接段参数的验证,找到最佳的工艺参数,确保口罩带拉力符合成品检验规范和产品技术要求。
3. 验证的范围口罩自动生产机安装确认、运行确认、性能确认。
4、计划及进度验证小组提出完整的验证计划,经批准后实施,整个验证活动分两个阶段完成进行。
安装确认:2020年6月29日。
运行确认:2020年6月29日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
页眉
目录
1验证概述 (2)
2. 验证目的与范围 (2)
3. 验证人员职责 (2)
4. 验证依据 (3)
5. 验证内容及标准 (3)
6. 验证结果评定及结论 (4)
7. 验证时间安排 (4)
8. 拟订再验证周期 (4)
9. 记录及附件 (5)
1 .验证概述
本设备适用于一次性平面口罩、杯型口罩、鸭嘴型口罩、立体口罩、一次性手术衣帽、内衣文胸肩带等焊接,该口罩单头点焊机设计小巧灵活、操作简单方便。
用于口罩本体制作完成后,人工操作对耳带进行焊接,操作简单,接点牢固美观。
熟练工人每分钟可完成口罩耳带焊接8-10片。
为确认检验设备能够正常运行,设备各项性能指标仍能符合设计要求,保证检验结果准确、可靠,对检验设备进
行验证。
本机技术参数
设备名称:口罩带焊接机
电源:220V 50~60Hz
输出功率:200W
工作类型:35K超声波焊接
机器外型尺寸:长600mm X 宽550mm X 高1330mm
机器重量:30Kg
2. 验证目的与范围
2.1对设备安装过程进行检查,确认设备安装过程和安装条件符合要求;
2.2安装后进行试运行,以证明设备能够达到设计要求及规定的技术参数。
2.3进行模拟操作,证明设备能够满足生产需要,而且符合检验标准要求。
3. 验证人员职责
3.1验证小组
3.1.1负责组织验证小组起草验证方案。
3.1.2负责验证方案、验证报告的审批。
3.1.3负责验证的协调工作,以保证本验证方案按规定项目顺利实施。
3.2技术工程部
3.2.1负责设备的安装、调试、并做好相应的记录。
3.2.2负责建立设备档案。
3.3生产部
3.3.1负责起草设备的维护保养标准操作规程。
3.3.2负责该设备的维护保养。
3.3.3负责确定该设备的管理人员及操作人员。
3.4质量部
3.4.1负责验证工作现场的实施及监督。
3.4.2负责按照验证的要求进行测试,并根据检验结果出具检验报告单。
4. 验证依据
4.1《医疗器械生产质量管理规范》
4.2《全自动C型口罩机使用说明书》
4.3《全自动C型口罩机操作规程》
5. 验证内容及标准
5.1文件资料确认
方法:确认设备完整的技术资料,整理分类后存入设备档案。
标准:所有资料应能满足设计要求和GMP的要求。
将设备说明书、设备操作SOP、
设备开箱检查验收单、配套设备资料、本设备验证文件结果见记录(见附表1)。
5.2设备安装确认5.2.1对安装设备的规格、安装条件(或场所)、安装过程及安装后进行确认,目的是确认设备应符合要求,并确认整个安装过程:安装环境、安装平稳度、设备
情况、供电系统、供气系统、文件及人员培养符合设计规范要求。
(见附表2)
522起草操作规程
口罩带焊接机操作规程
5.3设备运行确认
开机前准备工作检查电源电压。
打开开关,检查指示灯亮、脚踏板、气压表是否正常。
机器运行是否正常,如有故障应立即排除并确认其功能正常。
在上述初步测试正常的情况下才可进行下面的验证。
(见附表3)
5.4设备性能验证
5.4.1焊接点:焊接牢固无损坏与穿透
耳带焊接力度:》10N (见附表4)
6. 验证结果评定及结论
口罩带焊接机运行正常,验证数据准确,能够满足生产操作要求,能够确保产品质量,本次验证合格。
7. 验证时间安排
验证小组于年月日至年月日对该设备实施验证工作。
8. 拟订再验证周期
设备大修后需再校验;
由于检修、调整、迁移或其它原因,可能对设备的安装情况、主要技术参数和功能有影响时,应进行再验证;由于机械振动或腐蚀作用及其它原因可能使设备的某些性能随时间而变化,应进行周期性再验证;口
罩耳带焊接机的验证周期不得超过一年,更换部件或对仪器性能有怀疑时,应随时验证。
任何重大变更,或重大的维修项目完成后,均要进行验证。
再验证内容:进行设备的再校验,可针对设备性能中部分必须的项目进行再验证,而不一定要进行全面的验证。
9. 记录及附件
附表1文件资料确认
附表2、设备安装确认
附表3、设备运行确认
附表4、设备性能确认
附表1文件资料确认
附表2 :设备安装确认
附表3:设备运行确认
评价人:
附表4 :设备性能确认
页眉
页脚。