风险失效模式与效应分析表(范例)
FMEA失效模式效应分析表-
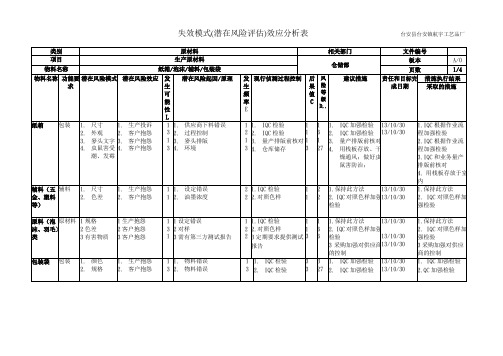
失效模式(潜在风险评估)效应分析表
台安县台安镇航宇工艺品厂
类别
成品
相关部门
文件编号
项目 物料名称
包装好的成品 成品
仓储部
板本
A/0
页数
3/4
功能要求 潜在风险模式 潜在风险效应 发 生 可 能 性 L
潜在风险起因/原理
发 现行侦测过程控制 生 频 率 E
后风
果险 值等 C级
D..
建议措施
责任和目标
行组装和包装
1 2、质检不到位
2 2.加强检验
3 18 7 14
1.严格按客人 13/10/30 和包装流程进 行组装和包装 2.员工自检和 13/10/30 品检全检相结 合的检验方式 彻底执行,保 证质量
1.严格按客人和包装 流程进行组装和包装 2.员工自检和品检全 检相结合的检验方式 彻底执行,保证质量
燥通风;做好虫
鼠害防治;
2 1.IQC 检验 2 2.对照色样
1 2 1.保持此方法
13/10/30
1 2 2. IQC 对照色样加强13/10/30
检验
1.IQC 根据作业流 程加强检验 2.IQC 根据作业流 程加强检验 3.IQC 和业务量产 排版前核对 4. 用栈板存放于室 内 1.保持此方法 2. IQC 对照色样加 强检验
台安县台安镇航宇工艺品厂
半成品
相关部门
文件编号
制程半成品 工序
生产部
板本
A/0
页数
2/4
发 潜在风险起因/原理 生 可 能 性 L
3 1. 操作不良 3 2. 破损 3 3. 伤害身体,影响健康
发 现行侦测过程控 后 风
生
制
fmea风险评估范文

fmea风险评估范文在进行FMEA(失效模式与效应分析)风险评估的写作时,我觉得首先要抓住重点。
FMEA风险评估嘛,那就是要把可能出现的失效模式、它的后果、原因这些关键的东西给揪出来。
比如说,我们就以一个简单的汽车零部件生产为例吧。
你得先描述这个零部件是啥,像汽车发动机里的活塞。
活塞要是出了问题,那可不得了!它可能出现的失效模式有啥呢?可能是磨损过度。
这时候你就得想了,为啥会磨损过度呢?是材料本身不够耐磨呢?还是发动机的运行环境太恶劣了?这些都是我们要考虑的原因。
在写的时候,你可以按照这样的顺序来。
先把失效模式列清楚,一个一个来,别乱。
这就像搭积木一样,一块一块稳稳地搭。
不过呢,也别写得太死板,你可以在描述每个失效模式的时候,加入一些自己的看法。
比如说,“我觉得这个失效模式虽然看起来不太起眼,但是它一旦发生,后果超级严重!”这样的表达更有力,你不觉得吗?在评估风险等级的时候,这是个关键步骤哦!你得把严重度、频度和探测度综合起来考虑。
我通常会做一个表格,这样看起来更清晰。
表格里呢,把每个失效模式对应的这三个指标都写上去,然后根据一定的规则算出风险等级。
这规则嘛,每个公司或者项目可能都不太一样,但是基本的思路就是严重度越高、频度越高、探测度越低,那风险等级就越高。
这是不是很容易理解呢?写完这些之后,可不能就完事儿了。
你得给出一些应对措施呀。
针对那些高风险的失效模式,我们要怎么预防呢?怎么改进呢?就拿活塞磨损过度来说,要是因为材料问题,那我们是不是可以考虑换一种更耐磨的材料呢?要是因为运行环境,是不是可以改善发动机的散热系统之类的?这些应对措施要写得具体一点,但是也不用太啰嗦。
我发现很多人在写FMEA风险评估的时候,容易忽略一些小细节。
这部分其实还蛮简单的,但别忘了前面提到的几点哦。
比如说在描述失效原因的时候,要尽可能全面,不要只想到一两个原因就了事。
你要从各个角度去思考,像材料、设计、制造过程、使用环境等等。
FMEA潜在失效模式及分析表格模版
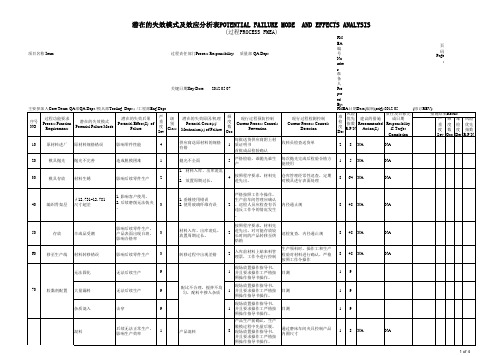
2
入库前材料上贴来料管 理票
生产领料时,操作工和生产 检验对材料进行确认
4
24
NA
NA
∮15.840-15.870 尺寸超差 140 外圆磨削
影响客户装配
4
1.砂轮磨损 2.零件装夹不到位
2
1. 定期维护保养磨床 2. 现场放置操作指导 书,并且要求操作工严 格按照操作指导书操作 。 3.确保砂轮无振动
工 AND EFFECTS ANALYSIS
现行过程检测控制 Current Process Controls Detection
FMEA编号Number: 页码Page: 准备人Prepared By: FMEA日期Data(编制(orig):2012.05 (修订REV): 责任及目标完 措施结果Result 难 风险 建议的措施 严 频 难 成日期 检 优先 Recommended Responsibility 重 度 检 度 指数 Action(S) 度 数 度 & Target Det R.P.N Sev Occ Det . Completion
2
生产领料时,操作工和生产 检验对材料进行确认,严格 按照工作令操作 目测
8
48
NA
NA
无法固化
无法后续生产
9
1
1
9
70
胶黏剂配置
大量漏料
无法后续生产
9
配比不合理,搅拌不均 匀,配料中掺入杂质
1
目测
1
9
杂质混入
击穿
9
1
目测
1
9
混料
后续无法正常生产, 影响生产效率
1
产品混料
8
通过磨床车间夹具控制产品 内圆尺寸
制程失效模式及效应分析(PFMEA)表
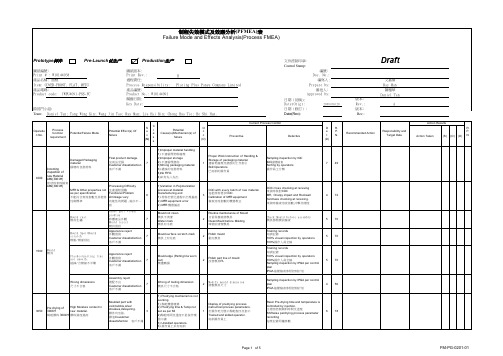
注塑壓力不足
預防性保養機器
IPQA 抽樣檢查參照控制計划
Apperance reject
外觀退貨 Customer dissatisfaction
7
客戶不滿
Apperance reject
外觀退貨 Customer dissatisfaction
7
客戶不滿
Apperance reject
外觀退貨 Customer dissatisfaction
7
客戶不滿
Apperance reject
外觀退貨 Customer dissatisfaction
7
客戶不滿
Injection speed is too slow 射速太慢 Injection perssure less 注塑壓力不足 Melt temprature low 料溫太低
Display of process parameters instructions Training records
Display of predrying process instruction/process parameters. 1 於操作地方展示焗乾程序及指示 Trained and skilled operator. 培訓操作員工
Resin Pre-drying time and temperature is
100% visual inspection by operators 100%操作人員全檢
5 70
運水不通 Injection pressure less
培訓操作員工調機 Preventive maintenance of Machine
Sampling inspection by IPQA per control plan
pfmea分析表
pfmea分析表PFMEA分析表1. 产品或过程名称:2. 产品或过程号码:3. PFMEA 表的版本号:4. 文档所有者:5. 地点:6. 审核的日期:7. 摘要:本 PFMEA 表用于分析可能的失效模式和效应,即失效模式和效应分析(PFMEA)。
该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
该表应在设计,制造或仿真阶段完成。
8. 分析团队:分析团队应包含所有相关的相关人员,并且应包括:- 产品工程师- 质量主管- 制造工艺主管- 安全主管- 故障分析师- 设计负责人- 制造工程师- 客户服务代表9. 步骤:步骤1:识别过程、组件或子组件- 识别过程、组件或子组件,该过程对产品性能,质量和可靠性的影响最大- 如果有多个过程,组件或子组件,请在单独的表中进行分析步骤2:确定失效模式- 对于每个识别的过程、组件或子组件,列出可能的失效模式步骤3:确定失效效应- 确定每种失效模式的影响,包括可能导致的产品或过程故障、风险和/或安全问题步骤4:确定失效严重性(S)- 确定失效对于产品功能和可靠性的影响严重性级别为S步骤5:确定失效发生概率(O)- 确定失效的发生概率级别为O步骤6:确定失效检出度(D)- 确定失效的检出度级别为D步骤7:计算风险优先级数(RPN)- 计算风险优先级数(RPN),即 RPN = S × O × D步骤8:制定预防和纠正措施- 针对高优先级数(RPN)的失效模式制定预防和纠正措施步骤9:跟踪措施有效性- 跟踪预防和纠正措施的实施,以确保其有效性。
10. 列举本文档所涉及简要注释如下:- 失效模式和效应分析(PFMEA):用于确定可能的失效模式和效应并采取纠正措施的过程。
- 风险优先级数(RPN): PFMEA 表中计算风险的指标。
RPN = S × O × D。
11. 列举如下本文档所涉及的法律名词及注释:无总结本文介绍了 PFMEA 分析表,该表用于识别和评估风险,并确定预防和纠正措施以减少或消除失效。
风险评估技术-失效模式和效应分析(FMEA)及失效模式、效应和危害度分析(FMECA)

失效模式和效应分析(FMEA及失效模式、效应和危害度分析(FMECA)1 概述失效模式和效应分析(Failure Mode and Effect Analysis ,简称FMEA)是用来识别组件或系统未能达到其设计意图的方法。
FMEA 用于识别:•系统各部分所有潜在的失效模式(失效模式是被观察到的是失误或操作不当);•这些故障对系统的影响;• 故障原因;• 如何避免故障及 /或减弱故障对系统的影响。
失效模式、效应和危害度分析(Failure Mode and Effect and Criticality Analysis ,简称 FMECA)拓展了 FMEA 的使用范围。
根据其重要性和危害程度,FMECA 可对每种被识别的失效模式进行排序。
这种分析通常是定性或半定量的,但是使用实际故障率也可以定量化。
2 用途FMEA 有几种应用:用于部件和产品的设计(或产品) FM EA ;用于系统的系统FMEA ;用于制造和组装过程的过程 FMEA ;服务FMEA和软件FMEA。
FMEA/ FMECA 可以在系统的设计、制造或运行过程中使用。
然而,为了提高可靠性,改进在设计阶段更容易实施。
FMEA/ FMECA 也适用于过程和程序。
例如,它被用来识别潜在医疗保健系统中的错误和维修程序中的失败。
FMEA/FMECA 可用来:•协助挑选具有高可靠性的替代性设计方案;•确保所有的失效模式及其对运行成功的影响得到分析;•列出潜在的故障并识别其影响的严重性;•为测试及维修工作的规划提供依据;• 为定量的可靠性及可用性分析提供依据。
它大多用于实体系统中的组件故障,但是也可以用来识别人为失效模式及影响。
FMEA 及 FMECA 可以为其他分析技术,例如定性及定量的故障树分析提供输入数据。
3 输入数据FMEA 及 FMECA 需要有关系统组件足够详细的信息,以便对各组件出现故障的方式进行有意义的分析。
信息可能包括:• 正在分析的系统及系统组件的图形,或者过程步骤的流程图;• 了解过程中每一步或系统组成部分的功能;• 可能影响运行的过程及环境参数的详细信息;• 对特定故障结果的了解;• 有关故障的历史信息,包括现有的故障率数据。
风险评估技术-失效模式和效应分析(FMEA)及失效模式、效应和危害度分析(FMECA)
失效模式和效应分析(FMEA及失效模式、效应和危害度分析(FMECA)1 概述失效模式和效应分析(Failure Mode and Effect Analysis ,简称FMEA)是用来识别组件或系统未能达到其设计意图的方法。
FMEA 用于识别:•系统各部分所有潜在的失效模式(失效模式是被观察到的是失误或操作不当);•这些故障对系统的影响;• 故障原因;• 如何避免故障及 /或减弱故障对系统的影响。
失效模式、效应和危害度分析(Failure Mode and Effect and Criticality Analysis ,简称 FMECA)拓展了 FMEA 的使用范围。
根据其重要性和危害程度,FMECA 可对每种被识别的失效模式进行排序。
这种分析通常是定性或半定量的,但是使用实际故障率也可以定量化。
2 用途FMEA 有几种应用:用于部件和产品的设计(或产品) FM EA ;用于系统的系统FMEA ;用于制造和组装过程的过程 FMEA ;服务FMEA和软件FMEA。
FMEA/ FMECA 可以在系统的设计、制造或运行过程中使用。
然而,为了提高可靠性,改进在设计阶段更容易实施。
FMEA/ FMECA 也适用于过程和程序。
例如,它被用来识别潜在医疗保健系统中的错误和维修程序中的失败。
FMEA/FMECA 可用来:•协助挑选具有高可靠性的替代性设计方案;•确保所有的失效模式及其对运行成功的影响得到分析;•列出潜在的故障并识别其影响的严重性;•为测试及维修工作的规划提供依据;• 为定量的可靠性及可用性分析提供依据。
它大多用于实体系统中的组件故障,但是也可以用来识别人为失效模式及影响。
FMEA 及 FMECA 可以为其他分析技术,例如定性及定量的故障树分析提供输入数据。
3 输入数据FMEA 及 FMECA 需要有关系统组件足够详细的信息,以便对各组件出现故障的方式进行有意义的分析。
信息可能包括:• 正在分析的系统及系统组件的图形,或者过程步骤的流程图;• 了解过程中每一步或系统组成部分的功能;• 可能影响运行的过程及环境参数的详细信息;• 对特定故障结果的了解;• 有关故障的历史信息,包括现有的故障率数据。
失效模式与效应分析在护理风险管理
❖FMEA应用能够提醒管理者和临床 护士关注那些常被忽视,但实际 上非常主要,需要注重旳问题。
❖ 例如
讨论
❖ FMEA前瞻性分析以及质量旳连续改善 ❖ FMEA强调旳是“事前预防”,而非“事后纠
适合医疗服务行业旳HFMEATM模式。
医疗服务提供者
有效防范医疗风险
辨认病人
提升病人治疗过程中 高危程序旳安全性 预防医疗硬件设备 技术故障或设备缺损
潜在危险原因 潜在危险原因 潜在危险原因 潜在危险原因
操作流程设计 潜在危险原因
FMEA在护理风险管理中旳应用
程 中 旳 应 用
在 安 全 用 药 流
针对每一种失效模式,制定 了相应旳处理方案
确保了住
院患者旳用药 安全
FMEA在护理风险管理中旳应用
FMEA在急诊室工作流程中旳应用
急诊室旳 单薄环节
工作程序太过 复杂,有关患 者情况旳信息 沟通是危险性
最大旳一种失 效模式
制定并执行相应旳改 善措施后,这一失效 模式得到有效控制
医疗差错可 经过改善系 统得到最大 程度旳降低
应用失效模式与效应分析预防开胸术后肺不张
绘制流程图,找出失效模式
❖开胸术后肺不张旳原因有: ❖ 1)术前常有吸烟史且多合并有呼吸系统疾病,
呼吸道纤毛—粘液系统运送分泌物功能减退。 ❖ 2)全麻气管插管致气管纤毛破坏倒伏,纤毛功
能障碍,造成分泌物不能有效排除而阻塞气管 。 ❖ 3)手术中操作对肺组织造成挫伤,肺间质水肿 ,气道分泌物增长。 ❖ 4)术后切口疼痛以及手术对呼吸肌旳损伤造成 患者呼吸受限,咳嗽无力,引起支气管内分泌 物滞留、阻塞。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新產品未能迎合 1 新產品開發 市場需求 2 報價 價格報錯
6
除市場需求分析外,並 市場評估錯誤 透過現有客戶群,了解 產品之需求狀況
人員疏忽
2
2
5
打完報價需確認無誤再 行簽章
2
1
10
出貨後 (與 出貨之產品無法 造成庫存增 3 客戶產品搭 使用,造成退貨或 加及修改成 配問題) 重工 本
5
客戶端未將產 量產前先行送樣請客戶 品確認清楚在 確認,或請客戶將規格 下單 資料簽回 有延遲付款的客戶需要 客戶端營運有 特別注意,或是要求先 困難 付款再出貨
6
6
252 納入品質目標管控
註
1.RPN≧100之風險者或是嚴重度(S)≧8者,應提出改善作為或透過品質目標管理建立長期監控機制;2.若不符合前述之一者,建議或蔡取 措施則納入ISO9001相關管理文件進行管理;視其為可接受風險,無另行研討管制措施降低風險需求。 審查者:
表單編號: : P-026-1
風險失效模式與效應分析表
■ 過程導向(業務) 項 目 工 序 危險模式 危險效應 造成開發成 本及安規費 用無法回收 造成虧損 風險分析者:
嚴重度 (S)
分析日期:106,7,15 現行製程控制
失效 可偵測 度(O) 度(D)
導致危險 潛在原因
風險值 (RPN) 24
建議或採取措施
材料供應商材 料有問題
2
2
20
4 收款
客戶未按時付款 因故導致無法按 照交期出貨給客 戶
導致損失
9
6
6
324 納入品質目標管控
5 延遲出貨
導致損失
7
長交期的材料,先備安 全庫存
6
6
252 納入品質目標管控
6
規格不符客 倉庫發錯材料給 戶需求 產線製作
導致給客戶 交期延遲
7
內部文件資料 控管BOM的權責劃分清 有誤 楚