WZY-240万能制样机
自动灯检机标样制备方法
自动灯检机标样制备方法1. 引言1.1 背景介绍自动灯检机标样制备是一种常见的实验方法,主要用于测试灯具的性能和质量。
在灯具生产过程中,需要对灯具进行质量检测,以确保其符合相应的标准和要求。
而制备标样是灯具质量检测中的重要环节,标样的制备质量直接影响到检测结果的准确性。
研究开发一种高效、准确的自动灯检机标样制备方法是非常必要的。
目前,传统的灯检机标样制备方法存在着制备过程繁琐、效率低下、标样质量不稳定等问题。
迫切需要开发一种自动化的标样制备方法,以提高标样制备的效率和质量。
本文针对自动灯检机标样制备方法进行研究,通过优化制备过程和提高操作自动化程度,致力于提高标样的稳定性和可靠性。
通过本研究,我们希望能够为灯具生产企业提供一种高效、准确的自动化标样制备方法,为灯具行业的发展提供技术支持和保障。
也为照明产品的质量检测提供更加可靠的技术手段,推动我国照明产业向更高水平发展。
1.2 研究目的研究目的是为了探索一种更高效、更精准的自动灯检机标样制备方法,并且验证其在实际应用中的可行性和有效性。
传统的灯检机标样制备方法存在着操作繁琐、耗时长、样品质量不稳定等问题,我们希望通过本研究的努力,能够找到一种能够解决这些问题的方法。
我们也希望通过本研究,为灯检行业的发展和进步提供新的思路和方法。
通过改进现有的制备方法,我们希望能够实现样品制备过程的自动化、智能化,从而提高生产效率,降低成本,提高产品质量。
我们相信,通过本研究的成果,将为灯检行业的发展带来重要的推动力,也将为其他相关领域的研究和应用提供有益的参考和借鉴。
2. 正文2.1 自动灯检机标样制备方法1. 收集材料:首先确定需要使用的原材料,包括标准参考物质、溶剂和其他辅助试剂。
2. 样品制备:按照预先设定的比例和工艺,将各种原材料精确称量并混合均匀,制备成待测样品。
3. 样品处理:根据实验需求,可能需要进行样品的溶解、萃取、离心等处理步骤,以提取目标分析物。
明克斯WZY-240万能制样机
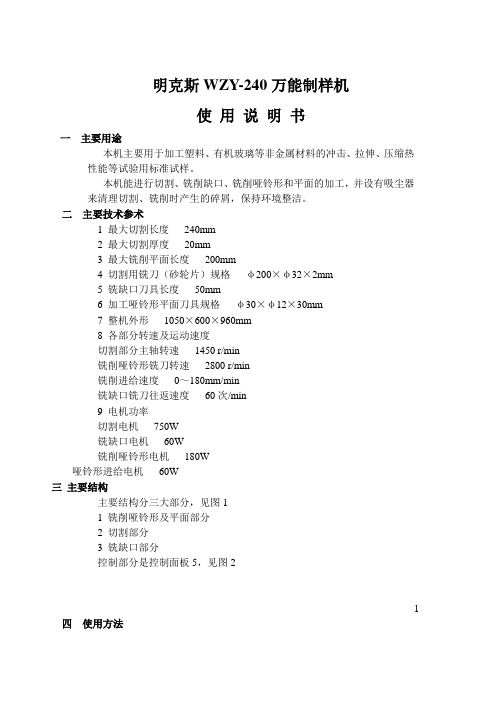
明克斯WZY-240万能制样机使用说明书一主要用途本机主要用于加工塑料、有机玻璃等非金属材料的冲击、拉伸、压缩热性能等试验用标准试样。
本机能进行切割、铣削缺口、铣削哑铃形和平面的加工,并设有吸尘器来清理切割、铣削时产生的碎屑,保持环境整洁。
二主要技术参术1 最大切割长度240mm2 最大切割厚度20mm3 最大铣削平面长度200mm4 切割用铣刀(砂轮片)规格φ200×φ32×2mm5 铣缺口刀具长度50mm6 加工哑铃形平面刀具规格φ30×φ12×30mm7 整机外形1050×600×960mm8 各部分转速及运动速度切割部分主轴转速1450 r/min铣削哑铃形铣刀转速2800 r/min铣削进给速度0~180mm/min铣缺口铣刀往返速度60次/min9 电机功率切割电机750W铣缺口电机60W铣削哑铃形电机180W哑铃形进给电机60W三主要结构主要结构分三大部分,见图11 铣削哑铃形及平面部分2 切割部分3 铣缺口部分控制部分是控制面板5,见图21 四使用方法1 接通电源(380V),把随机所带的电源线接到机器后面的航空电源座插头上,然后把电源线的主插头接到电源盒上,接通电源;把电源开关(图2-7)打开,然后按下切割按钮(图2-5),当切割铣刀顺时针转动时,说明电源连接正确。
2 切割部分的使用首先把切割工作台(图3-5)拉回,按需要调整试样挡块(图3-3),试样挡块端头有一刻线,对准刻度尺(图3-1),刻度尺每格1毫米,然后将被切割板材(图3-6)靠实刻度尺与试样挡块,拧紧压紧手母(图3-4)和挡块手母(图3-2),把吸尘器吸口对准铣刀处,按下切割按钮(图2-5),双手握住手柄(图3-7),匀速平稳地推动工作台,从而完成切割工作。
如果板材尺寸偏大,可将工作台抬起移开,使用铣刀直接将板材加工到工作台可以放得下的尺寸,然后将工作台移回,注意方向及导向导轨进入导向槽内。
ZHY-W型万能制样机器操作规程
ZHY-W型万能制样机器操作规程XX市产品质量监督检验所受控:QZJ/ZY-QG07-XXXXZHY-W型万能制样机器操作规程 1、接通电源,旋转电源开关,接通后,按启切割按钮。
、切割部分操作: 2将板材靠近实刻度尺与角尺板,拧禁压板调整好防尘罩,按启切割按钮,有指示灯显示,双手握住手把推动工作台,完成切断工作。
如进行冷却,按冷却按钮即可。
如要切断较硬材料要采用砂轮片进行,使用时要将皮带位置更换至更高速位置。
3、铣缺口部分的操作:(1)取下安全罩,松开主轴螺母,将6×6×60双头刀具装载二夹片之中,使刀具通过主轴方孔,露出夹片5-8mm,拧紧螺母,按好安全罩。
(2)把需要铣缺口的样条一端靠紧拖料盘,然后旋动活嵌口手轮把样条夹紧。
(3)调整升降机构,将百分表调零,在旋动升降手轮升高距离就是所需要的实际距离,由百分表来控制。
(4)走刀机构的操作,向外拉动手轮,自动进刀。
取样加工完毕,推回手轮,自动进给停止,停车后退回拖板,送开活动钳口手轮,取出样条。
固定钳口与拖料盘垂直90度,不可随便调整。
4、铣哑铃形及平面操作;(1)安装刀具。
(2)在松、紧主轴螺母时、铣削时都应使顶尖顶在主轴端中心孔内、以防主轴变曲。
在紧固顶尖是用手压一下顶尖体,然后在拧紧蝶形螺母。
(3)铣哑铃形的操作,使之子形摇把通过支架孔对准进给四方轴头,紧固两端二只六角螺母。
松开中间拖板中间螺钉。
取出厚度6mm的垫铁,放在固定的钳口内,再放置靠摸板,样条,并使样条一端靠实在靠模板定位块上,拧XX市产品质量监督检验所动手轮压紧样条。
调整冷却水管。
按启动进给电机,按低(高)速按钮,按冷却按钮。
逆时针摇动之字型摇把靠模板与垫套接触,搬动该装置正面走刀手柄,开始铣削。
一般材料加工完一面可进刀一至二次。
(4)铣平面的操作,根据样条实际宽度可该装置至主轴实际位置,使之子形摇把通过支架孔对准进给四方轴头,紧固两端两只六角螺母。
拧紧中间拖板中间螺钉。
ZWICK说明书
Underlay
移动、运输
当需要移动试验机的时候,必须按照“试验机拆卸”说明的要 求做好准备工作。
可以通过叉车或者起重机来搬运试验机。
叉车 保证叉车的吨位足够。使用中心的移动横梁来搬运试验机。
起重机 使用的起重装置,必须具备足够的能力。把丝杠附件(可以通
过丝杠顶部的螺丝孔)固定在试验机的顶部平台上。请确保所有的 联接部位的装置安全、有效。
液压控制系统可以使用叉车等常用的运输工具,随同木质托板 一起运输。
我们建议使用液压控制系统的原始包装把它运送到安装位置。
07.03 / Transp / V2.0
Zwick technical documentation
13
Instruction manual
Transport Hydraulic power pack TC-HYPU480.001
丝杠附件不在供货范围内,没有包含在配件清单中。
04.04 / Transp / V3.0
Zwick technical documentation
9
Instruction manual
Transport Materials testing machine
注意!
会造成设备的损坏! 图中显示的运输方式会损伤材 料试验机顶部平台,从而造成试验 机的损坏。
5
Instruction manual
General Transport
包装和运输 尽量把试验机和配件运送到安装位置后再打开包装。可以使 用下列方式运输试验机和配件: - 立直放在木板、强化的纸板和木条板上运输 - 横放在木板、运输框架、强化的纸板和木条板上运输
木板或运输支架必须底部必须有导向凹槽,方便使用叉车运输。 起重绳索固定的位置和使用承重挂钩等内容,可以在参照产品
全自动压样机操作方法
全自动压样机操作方法
全自动压样机操作方法如下:
1. 准备工作:确保压样机安全可用,准备好样品和相关试剂。
2. 打开电源:接通电源开关并确认设备处于正常工作状态。
3. 设定参数:根据样品性质和试验要求,在压样机的控制面板上设定合适的压力、时间和温度等参数。
4. 夹持样品:打开夹持装置,将样品放入样品台中,并将夹持装置紧固固定,确保样品处于正确的位置。
5. 封闭压力室:将压力室的盖子关闭,并确保密封良好。
6. 开始压样:按下开始按钮,压样机开始工作。
根据设定的参数,压样机会自动加压并持续一段时间。
7. 完成压样:当设定的压力和时间到达时,压样机会自动停止工作,并发出提示音。
8. 打开压力室:等待压力室内的压力释放完全后,打开压力室盖子,取出压制
好的样品。
9. 清洁和维护:在使用完毕后,清洁压样机并进行必要的维护保养,以确保其长期稳定运行。
请注意,在操作全自动压样机时,请务必按照厂家提供的操作手册进行操作,确保安全并获得准确的实验结果。
万能制样机操作方法
万能制样机操作方法万能制样机是一种用于制作各种粉末、颗粒和块状样品的实验设备。
它具有操作简便、样品制备效果好的特点,因此在各个领域的实验室中得到广泛应用。
下面我将详细介绍万能制样机的操作方法。
首先,将万能制样机放置在平稳的工作台上,并保证设备与电源连接良好。
将需要样品制备的物料准备好,确保物料无杂质。
试样应干燥并研磨成合适的粒度。
然后,打开万能制样机的电源开关,保持设备处于待机状态。
将样品放置在制样机的样品盒中,注意不能超过样品盒的容量。
盖上样品盒的盖子,并将其固定好。
接下来,调整万能制样机的参数。
根据样品的性质和制样的要求,选择合适的工作模式和参数设置。
通常可以根据样品的物理性质选择不同的制样方式,如挤压、研磨或压片等。
在参数设置方面,首先需要设置制样的时间和速度。
时间的选择要根据样品的性质和制样的要求来确定,一般来说,制样时间不宜过长,但也不能太短。
速度的选择要根据样品的硬度和颗粒度来考虑,通常情况下,硬度较大且颗粒较大的样品可以选择较高的速度。
在设置完时间和速度后,还需要选择适当的压力和温度。
压力的选择要根据样品的硬度和制样的要求来确定,通常情况下,硬度较大的样品需要选择较高的压力。
温度的选择要根据样品的熔点和软化温度来考虑,通常情况下,样品的温度要高于其熔点和软化温度。
所有参数设置完毕后,开始进行样品制备。
按下启动按钮,制样机就会开始工作。
在制样的过程中,可以观察到样品在样品盒中的变化情况,以确保制样的效果符合要求。
制样结束后,按下停止按钮,关闭万能制样机的电源开关。
取出样品盒,将样品倒出或适当地进行处理,得到所需的样品。
最后,清洁和维护万能制样机。
将样品盒清洗干净,确保下次使用时没有残留物。
定期检查和维护制样机的各个部件,确保其正常运行和安全使用。
总结起来,万能制样机的操作方法包括放置设备、准备样品、调整参数、开始制样、结束制样和清洁维护等步骤。
通过正确操作和合适的参数设置,可以得到符合要求的样品。
KH560_对碳纤维树脂基复合材料性能的影响
第52卷第9期 辽 宁 化 工 Vol.52,No. 9 2023年9月 Liaoning Chemical Industry September,2023基金项目: 沈阳市科技局双百项目(项目编号:Y18-1-018)。
收稿日期: 2022-09-22KH560对碳纤维树脂基复合材料性能的影响王振彪,王琛琛,李刚,常军,张罡(沈阳理工大学,辽宁 沈阳 110159)摘 要:采用不同溶液含量的硅烷偶联剂(KH560)改性了碳纤维,并通过真空辅助成型工艺(VARI)制备了(T300-3K/692-2K)碳纤维树脂基复合材料,对其进行了力学性能实验、动态力学分析,研究了改性前后力学性能的变化,并通过扫描电镜对改性前后碳纤维以及拉伸断口进行了分析。
结果表明:KH560溶液质量分数为1%时,改性效果最好,玻璃化转变温度也随着KH560改性升高,改性后树脂对于碳纤维的包裹性也变得更好,力学强度升高。
关 键 词:碳纤维复合材料;KH560;力学性能;断口形貌;动态力学中图分类号:TB332 文献标识码: A 文章编号: 1004-0935(2023)09-1271-04碳纤维树脂基复合材料是一种先进材料,在 21世纪的今天被广泛应用于各种场合,如机械制造、医疗器械、轨道交通、海洋船舶等[1]。
与金属材料相比复合材料具有性能可设计性强、高的比刚度和比强度、模量大、耐腐蚀性能好、抗高温等优点[2-4]。
碳纤维作为增强体虽然具有密度低、模量高、抗拉强度高、耐腐蚀等优点,但碳纤维表面由于石墨的作用成化学惰性,不易被树脂浸润从而产生化学反应[5]。
因此需要对表面进行改性处理,以增加和树脂的结合强度。
目前对于碳纤维的改性方法主要有:氧化法、等离子处理法、化学接枝法[6]和硅烷偶联剂处理法等[7]。
硅烷偶联剂具有能与无机材料以及有机材料反应的官能团,在碳纤维和树脂结合的时候能与树脂中的基团发生反应,因此结合强度更好[8]。
219413902_VARI工艺制备碳纤维

第52卷第6期 辽 宁 化 工 Vol.52,No. 6 2023年6月 Liaoning Chemical Industry June,2023基金项目: 沈阳市科技局双百项目(项目编号:Y18-1-018)。
收稿日期: 2022-06-14 作者简介: 王琛琛(1998-),女,辽宁省大连市人,在读硕士研究生,研究方向:复合材料和军用关键材料。
通信作者: 张罡(1963-),男,教授,博士,研究方向:碳纤维增强树脂基复合材料。
VARI 工艺制备碳纤维/环氧树脂复合材料的耐腐蚀性能及断口形貌分析王琛琛,王振彪,常军,张罡*(沈阳理工大学,辽宁 沈阳 110159)摘 要: 研究了用真空辅助树脂灌注(VARI)成型工艺制备碳纤维复合材料的耐腐蚀性能,并对采用VARI 工艺制备的碳纤维复合材料制件进行了断口形貌分析。
结果表明:碳纤维树脂基复合材料的拉伸强度是395.93 MPa,弯曲强度是568.44 MPa,模拟海水中浸泡70天后拉伸性能和弯曲性能的保持率仍能保持在80%以上;腐蚀前环氧树脂与碳纤维编织布总体浸润充分,拉拔孔洞少,腐蚀后树脂对纤维包裹性变差,孔洞变多,但仍保持材料的大部分优良性能。
关 键 词:碳纤维/环氧树脂复合材料;真空辅助树脂灌注成型工艺;耐腐蚀性能;断口形貌 中图分类号:TB332 文献标识码: A 文章编号: 1004-0935(2023)06-0808-04近年来,各国对海洋风电领域的发展越来越重视,我国在《第十四个五年规划和2035年远景目标纲要》中明确提出:大力提升风电、光伏发电规模,加快发展东中部分布式能源,有序发展海上风电[1]。
风电叶片是风能发电时需要应用的重要设备,既然要利用风力资源发电,风电叶片的开发和研制就是当下势在必行的主要任务。
现代风电叶片主要以纤维和树脂为原材料,采用真空辅助树脂灌注成型技术(VARI),通过分别成型两片半壳体和剪切腹板,经二次粘接组装后得到完整的纤维增强复合材料风电叶片[2]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WZY-240万能制样机
一、主要技术参数
1.最大切断宽度:240mm
2.铣平面最大长度:240mm
3.切断用铣刀(合金锯片)250×32×2mm
4.铣平面及哑铃行刀具规格:Φ27×12×30mm
5.最大切断厚度:20mm
6.铣缺口刀具长度:60mm
二、结构性能
●主体为台式结构,设计合理性能稳定可靠,外型美观,操作方便。
●试样形状可根据靠模合刃具而定。
●自动制样,速度快,精度高。
三、符合标准:GB/T1043 GB/T1040 GB/T1843 ISO8004.2
四、适用范围: 适用于加工塑料,有机玻璃等非金属材料的板材冲击、拉伸、压缩、热性能等实验用标准样条,能进行铣缺口、铣曲线形、切面和铣平面。
配有吸尘装置。
(配水冷却循环系统另收费。
)
五、基本配置:
1.主机1台
2.靠模板2件
3.加工缺口刀具50mm 4把
4.锯片铣刀φ250 m 1把(在主机上)
5.铣哑铃形及平面铣刀φ27mm 1把
6.电源线 1根
7.吸尘器:1台。