硫磺制酸工艺流程及风机的应用教程文件
(完整版)硫磺制酸工艺规程与操作规程要点
硫磺制酸工艺规程与操作规程第一部分:工艺规程:一:产品说明:硫酸是三氧化硫(SO3)和水(H2O)的化合物,硫酸的分子式:H2SO4, 纯硫酸的分子量为98.08,是无色、无臭而透明的油状液体。
工业上生产的硫酸都是纯硫酸(100%)的水溶液。
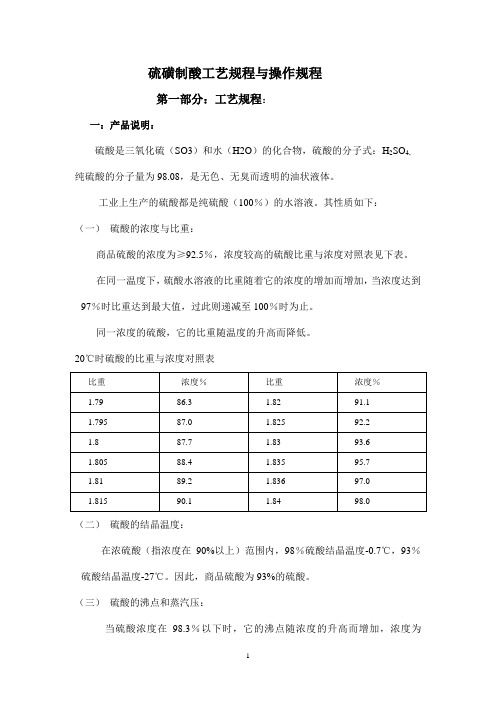
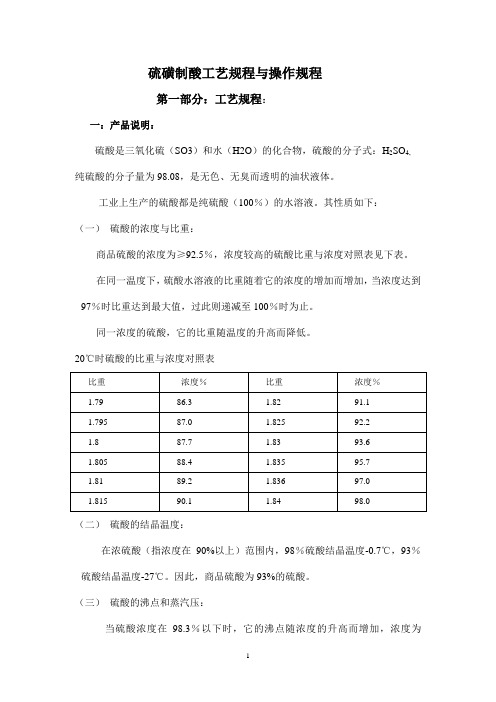
其性质如下:(一)硫酸的浓度与比重:商品硫酸的浓度为≥92.5%,浓度较高的硫酸比重与浓度对照表见下表。
在同一温度下,硫酸水溶液的比重随着它的浓度的增加而增加,当浓度达到97%时比重达到最大值,过此则递减至100%时为止。
同一浓度的硫酸,它的比重随温度的升高而降低。
20℃时硫酸的比重与浓度对照表(二)硫酸的结晶温度:在浓硫酸(指浓度在90%以上)范围内,98%硫酸结晶温度-0.7℃,93%硫酸结晶温度-27℃。
因此,商品硫酸为93%的硫酸。
(三)硫酸的沸点和蒸汽压:当硫酸浓度在98.3%以下时,它的沸点随浓度的升高而增加,浓度为98.3%的硫酸,沸点最高(336.6℃),以后则开始下降。
100%硫酸的沸点为296.2℃。
硫酸水溶液上面的总蒸汽压,随其浓度的增加而逐渐下降,当浓度增加到98.3%时,蒸汽压降至最小值。
硫酸上面的蒸汽是由H2O、H2SO4和SO3分子的混合物所组成。
在这种情况下,仅98.3%硫酸的蒸汽成分与液体成分相同。
水蒸汽压小是硫酸的重要性质。
温度越低、浓度越高,酸液面上的水蒸气平衡分压越小。
用浓硫酸来干燥气体就是利用了这一性质。
(四)硫酸的稀释热:硫酸能以任何比例与水混合。
硫酸中加入水就有热量放出,用水稀释的浓度越低,放出的热量越多。
如果将硫酸无限稀释下去,直到再加水也不会有热量发生,这样整个过程放出热量的总和称为溶解热或无限稀释热,它等于22000卡/摩尔。
由于浓硫酸的稀释热很大,同时由于酸、水比重上的差异,因此,在实验室中稀释浓硫酸时,不能将水倒入硫酸,必须将硫酸慢慢注入水中,同时不断搅拌,以防反应过剧造成酸沫飞溅伤人。
在生产过程中,需要往浓硫酸中加水时应当用密闭设备,上设足够大的水汽排出口,而且加水不可过猛。
硫磺制酸工艺流程
硫磺制酸工艺流程硫磺制酸是一种常见的工艺流程,常用于制取硫酸。
以下是一个典型的硫磺制酸工艺流程。
硫磺制酸工艺流程主要包括硫磺的燃烧、烟气冷却、吸收及浓缩四个步骤。
首先,将硫磺块状物料通过给料机送入燃烧炉中,与空气进行充分的接触并燃烧。
炉内的温度通常控制在400~450摄氏度,硫磺在燃烧过程中会发生氧化反应生成二氧化硫。
二氧化硫燃烧后会生成大量的烟气,需要通过烟气冷却设备进行处理。
烟气冷却设备通常采用水冷却方式,将高温的烟气经过冷却后使其温度降至约60摄氏度以下。
这一步骤的主要目的是为后续的吸收作准备。
接下来,冷却后的烟气回收到吸收塔中。
吸收塔内部设置有多层填料,用来增加吸收表面积。
烟气在塔内与浓硫酸进行充分的接触,二氧化硫会被浓硫酸吸收。
这是最关键的一步,浓硫酸的质量和浓度对吸收效果有着重要影响。
最后,将吸收塔中的吸收液送入浓缩器进行浓缩。
浓硫酸溶液经过浓缩后,其中的水分含量减少,同时硫酸的浓度增加。
浓缩器通常是一个多效蒸发器,利用蒸发热量使得溶液中的水分蒸发,从而实现浓缩的目的。
整个硫磺制酸的工艺流程中,需要注意的是对于烟气的处理和硫酸的浓缩。
烟气处理的好坏直接影响硫酸的质量和生产效率,而浓缩的程度则决定了最后的硫酸浓度。
因此,工艺条件的控制和设备的运行都需要经验丰富的工程师进行监控和调整。
硫磺制酸工艺的主要特点是原料易得,投资成本较低,同时硫酸是一种重要的化工原料,在冶金、化工、医药等领域有着广泛的应用。
但是硫磺制酸过程中也会产生大量的二氧化硫,对环境造成一定的污染。
因此,在硫磺制酸工艺中还需要加强对废气的处理措施,减少二氧化硫的排放量。
总的来说,硫磺制酸是一种重要的化工工艺流程,通过合理的操作和控制,可以高效地制取硫酸,为工业生产提供必需的原料。
(完整版)硫磺制酸操作规程
保靖县宇宏化工公司硫酸制酸操作规程宇宏化工公司硫磺制酸生产工艺流程说明宇宏公司6万吨硫磺制酸工程年产量98%酸6万吨,按年工作日333天计算日需硫磺60吨,每班需投用硫磺20吨,工作制为三班倒。
一、硫磺制酸简硫磺制酸与铁矿制酸相比工艺和设备基本一样,但有较大差别:①硫磺制酸气浓高含氧量多,产酸能力强,硫磺制酸触媒起始温度405—415℃,在相同SO2浓度下,最终转化率高;②用纯硫磺燃烧制得的炉气不含矿尘杂物,所以设备及制酸的流程比较简单,操作简便效率高。
二、本公司硫磺制酸生产工艺流程简介工艺流程:为“3+2”二转二吸流程。
①固体硫磺通过蒸气盘管加热至130—150℃熔融后,溢流至澄清槽,沉淀杂质后溢流至精硫槽《熔硫工序》→②〈焚硫工序〉精硫槽的液硫通过磺泵打入焚硫炉,液硫通过磺枪喷嘴的雾化与干燥塔过来的空气混合燃烧生成800—1000℃左右的SO2浓度为8—10.5%的炉气。
③SO2炉气经过余热锅炉的降温冷却至420℃左右进入转化器。
锅炉产生和饱和蒸气(170℃)用于熔硫化磺。
锅炉进口与出口有一连接旁路,用来调节进转化器的炉气温度。
④炉气进入转化器一段,经一段转化温度升至580—590℃,经过第Ⅰ换热器使炉气温度降至460—475℃,进入转化二段进行反应反应后的气体进入第Ⅱ换热器换热后进入转化三段,经过反应后的SO3气体经第Ⅲ换热器换热后进入一吸塔〈一次转化一次吸收〉。
⑤吸收后的炉气经过第Ⅲ换热器和第Ⅰ换热器转化四段,反应后的气体通过四段与五段之间的内换热器进入转化五段进行反应,反应后的气体通过第V换热器进入二吸塔,吸收后的尾气通过2吸塔丝网除雾器除雾后经烟囱放空。
(2转2吸)三、硫酸及硫磺的物理化学性质硫酸是一种无色、无臭、透明的油状液体是主要的化工原料,是“工业之母”。
硫酸是SO3与H2O的化合物。
硫酸的分子量为98。
浓硫酸具有强酸性强腐蚀性的强脱水性,98.3%的硫酸比重约为1.84g/cm3。
硫磺制酸原理及工艺过程解读
三 吸收工艺(SO3+H2O=H2SO4)
转化气依次通过浓硫酸吸收塔,用98.3%H2SO4浓硫 酸吸收SO3后,气相中SO3含量为0.021~0.4%。然后由 浓硫酸的吸收塔出口引至尾气处理部分或直接经过捕沫后 放空。各塔喷淋用硫酸均由塔的上部进入,经过喷淋装置 均匀分布在塔截面上,与来自塔下部的转化气逆流接触。 吸收SO3的硫酸从塔底引出时,其浓度可以提高了。为维 持入塔喷淋酸浓度的稳定,可在干燥塔和吸收塔之间进行 串酸,必要时加入补充水。
硫磺制酸原理及工艺过程
化工1201班 第四组
目录
• 一二三四五六 主 工 三 能 工 原 理 艺 艺 量 要废 流 流 的 设处 程程利 理 图 用备
原理
• 1. S+O2=SO2(雾化蒸发) 2. SO2+O2=SO3(转化反应 钒触媒的催化) 3. SO3+H2O=H2SO4(吸收塔) 1.雾化蒸发
气体换热器
• 气体换热器的设计主要是解决好管板变形、设备热应 力和气流分布等问题。一般采用盘环形挡板管壳式换 热器,换热器壳体采用低合金钢和碳钢制作壳程部分 采用扩大型管口并加气体导流板以使气流分布均匀。 换热器底部衬耐酸砖, 防止冷凝酸腐蚀。换热管采用 渗铝钢管, 管子与管板采用强度焊接。上、下管箱均 喷铝, 以有效避免高温氧化腐蚀。换热器的壳体设置 膨胀节, 以吸收高温操作状态下管、壳程热膨胀差异 引起的变形, 降低设备内应力。设备上的人孔与工艺 接管均采用焊接连接形式, 以确保高温操作状态下的 密封, 避免在高温下材料蠕变而发生泄漏。
空气鼓风机 • 空气鼓风机是磺制酸装置最为关键的设备,其 运行的好坏直接影响到整个装里的稳定性和可靠 性,是装置开车率最重要的保证。 • 大型空气鼓风机主要有轴流式和离心式两种结构 类型。 轴流式鼓风机采用透平压缩原理,风 机效率稍高叶片运转的线速度低于离心风机,可 以减少磨蚀另外可以利用静叶角度来调节风量。 但这种风机结构复杂, 造价高,与其配套的土建费 用高。
硫磺制酸工艺流程(精)

硫磺制酸工艺流程硫磺制酸工艺流程说明(1原料工段固体硫磺由火车运至硫磺仓库,采用人工上料方式,通过一大倾角胶带式输送机将硫磺输送至快速熔硫槽加料口处。
(2熔硫工段来自原料工段的固体散装硫磺由胶带输送机送入快速熔硫槽内熔化,经熔化后的熔融液硫自溢流口自流至过滤槽中,由过滤泵送入带助滤剂预涂层的液硫过滤器内过滤后流入液硫中间槽内,再由液硫输送泵输送到液硫贮罐内,液硫由液硫贮罐经精硫泵(屏蔽泵送到焚硫转化工段的焚硫炉内燃烧。
快速熔硫槽、助滤槽、液硫贮罐、精硫槽等内均设有蒸汽加热管,用0.5~0.6MPa蒸汽间接加热,使硫磺保持熔融状态。
助滤槽内设有助滤泵将助滤剂硅藻土预涂到液硫过滤器上。
(3焚硫及转化工段液硫由精硫泵加压经磺枪机械雾化而喷入焚硫炉焚烧,硫磺燃烧所需的空气经空气过滤器过滤后,再经空气鼓风机加压、干燥塔干燥后送入焚硫炉。
(4干吸及成品工段空气鼓风机设在干燥塔上游,即硫磺焚烧及转化所需空气经过滤器过滤、鼓风机加压后进入干燥塔塔底,用98%硫酸吸收掉空气中的水分使出塔干燥空气中水分0.1g/Nm3,经塔顶除雾器除去酸雾后的干燥空气进入焚硫炉。
从干燥塔出来的浓度约97.8%的硫酸流入干吸塔循环槽中,与来自第一吸收塔的吸收酸混合后,经干燥塔酸循环泵加压后送入干燥塔酸冷却器中,经冷却至约70℃后送到塔顶进行喷淋。
由转化器第三段出口的气体经冷热换热器和省煤器II回收热量、温度降为172℃后一部分进入第一吸收塔塔底,塔顶用来温度75℃、浓度为98.0%的硫酸喷淋,吸收气体中SO3后的酸自塔底流出进入干吸塔循环槽中,与来自干燥塔的干燥酸进行混合并用工艺水调节循环酸浓度至98%后,再由一吸塔酸循环泵依次送入一吸塔酸冷却器冷却后,送至一吸塔塔顶进行喷淋。
另一部分一次转化气进入烟酸塔。
塔内用104.5%发烟硫酸进行喷淋,吸收转化器中的SO3后,由塔底流入发烟酸循环槽,通过来自一吸塔酸冷却器出口的98%硫酸调节浓度为104.5%,然后经烟酸塔循环泵送入烟酸塔酸冷却器,冷却后的发烟酸一部分作为产品送至成品工段,另一部分送入烟酸塔塔顶进行喷淋。
硫磺制酸工艺规程与操作规程要点
硫磺制酸工艺规程与操作规程第一部分:工艺规程:一:产品说明:硫酸是三氧化硫(SO3)和水(H2O)的化合物,硫酸的分子式:H2SO4, 纯硫酸的分子量为98.08,是无色、无臭而透明的油状液体。
工业上生产的硫酸都是纯硫酸(100%)的水溶液。
其性质如下:(一)硫酸的浓度与比重:商品硫酸的浓度为≥92.5%,浓度较高的硫酸比重与浓度对照表见下表。
在同一温度下,硫酸水溶液的比重随着它的浓度的增加而增加,当浓度达到97%时比重达到最大值,过此则递减至100%时为止。
同一浓度的硫酸,它的比重随温度的升高而降低。
20℃时硫酸的比重与浓度对照表(二)硫酸的结晶温度:在浓硫酸(指浓度在90%以上)范围内,98%硫酸结晶温度-0.7℃,93%硫酸结晶温度-27℃。
因此,商品硫酸为93%的硫酸。
(三)硫酸的沸点和蒸汽压:当硫酸浓度在98.3%以下时,它的沸点随浓度的升高而增加,浓度为98.3%的硫酸,沸点最高(336.6℃),以后则开始下降。
100%硫酸的沸点为296.2℃。
硫酸水溶液上面的总蒸汽压,随其浓度的增加而逐渐下降,当浓度增加到98.3%时,蒸汽压降至最小值。
硫酸上面的蒸汽是由H2O、H2SO4和SO3分子的混合物所组成。
在这种情况下,仅98.3%硫酸的蒸汽成分与液体成分相同。
水蒸汽压小是硫酸的重要性质。
温度越低、浓度越高,酸液面上的水蒸气平衡分压越小。
用浓硫酸来干燥气体就是利用了这一性质。
(四)硫酸的稀释热:硫酸能以任何比例与水混合。
硫酸中加入水就有热量放出,用水稀释的浓度越低,放出的热量越多。
如果将硫酸无限稀释下去,直到再加水也不会有热量发生,这样整个过程放出热量的总和称为溶解热或无限稀释热,它等于22000卡/摩尔。
由于浓硫酸的稀释热很大,同时由于酸、水比重上的差异,因此,在实验室中稀释浓硫酸时,不能将水倒入硫酸,必须将硫酸慢慢注入水中,同时不断搅拌,以防反应过剧造成酸沫飞溅伤人。
在生产过程中,需要往浓硫酸中加水时应当用密闭设备,上设足够大的水汽排出口,而且加水不可过猛。
硫磺制酸工艺流程
硫磺制酸工艺流程
《硫磺制酸工艺流程》
硫磺制酸是一种重要的化工工艺,用于生产各种有机酸,如硫酸、磷酸和盐酸等。
硫磺本身是一种无色、有刺激性气味的固体,它可以被氧化成氧化硫和二氧化硫,然后用来制酸。
下面是硫磺制酸的工艺流程:
1. 硫磺氧化:首先将硫磺与空气或氧气接触,导致硫磺氧化成二氧化硫。
这个步骤通常在高温下进行,以提高反应速率。
2. 二氧化硫氧化:然后将二氧化硫与空气或氧气反应,使其氧化成三氧化硫。
这步骤也需要在适当的温度和压力下进行。
3. 三氧化硫水合:接下来,将三氧化硫与水反应,形成亚硫酸。
这步骤通常在低温下进行,以减少副反应的发生。
4. 亚硫酸氧化:最后,将亚硫酸继续氧化,形成硫酸。
这个步骤需要在适当的温度、压力和PH值下进行,以保证高产率和
纯度。
这就是硫磺制酸的工艺流程,它是一个复杂的化学反应过程,需要在严格的操作条件下进行。
通过这个工艺,我们可以生产出各种酸,用于各种工业和农业用途。
(完整版)硫磺制酸工艺规程与操作规程要点
硫磺制酸工艺规程与操作规程第一部分:工艺规程:一:产品说明:硫酸是三氧化硫(SO3)和水(H2O)的化合物,硫酸的分子式:H2SO4, 纯硫酸的分子量为98.08,是无色、无臭而透明的油状液体。
工业上生产的硫酸都是纯硫酸(100%)的水溶液。
其性质如下:(一)硫酸的浓度与比重:商品硫酸的浓度为≥92.5%,浓度较高的硫酸比重与浓度对照表见下表。
在同一温度下,硫酸水溶液的比重随着它的浓度的增加而增加,当浓度达到97%时比重达到最大值,过此则递减至100%时为止。
同一浓度的硫酸,它的比重随温度的升高而降低。
20℃时硫酸的比重与浓度对照表(二)硫酸的结晶温度:在浓硫酸(指浓度在90%以上)范围内,98%硫酸结晶温度-0.7℃,93%硫酸结晶温度-27℃。
因此,商品硫酸为93%的硫酸。
(三)硫酸的沸点和蒸汽压:当硫酸浓度在98.3%以下时,它的沸点随浓度的升高而增加,浓度为98.3%的硫酸,沸点最高(336.6℃),以后则开始下降。
100%硫酸的沸点为296.2℃。
硫酸水溶液上面的总蒸汽压,随其浓度的增加而逐渐下降,当浓度增加到98.3%时,蒸汽压降至最小值。
硫酸上面的蒸汽是由H2O、H2SO4和SO3分子的混合物所组成。
在这种情况下,仅98.3%硫酸的蒸汽成分与液体成分相同。
水蒸汽压小是硫酸的重要性质。
温度越低、浓度越高,酸液面上的水蒸气平衡分压越小。
用浓硫酸来干燥气体就是利用了这一性质。
(四)硫酸的稀释热:硫酸能以任何比例与水混合。
硫酸中加入水就有热量放出,用水稀释的浓度越低,放出的热量越多。
如果将硫酸无限稀释下去,直到再加水也不会有热量发生,这样整个过程放出热量的总和称为溶解热或无限稀释热,它等于22000卡/摩尔。
由于浓硫酸的稀释热很大,同时由于酸、水比重上的差异,因此,在实验室中稀释浓硫酸时,不能将水倒入硫酸,必须将硫酸慢慢注入水中,同时不断搅拌,以防反应过剧造成酸沫飞溅伤人。
在生产过程中,需要往浓硫酸中加水时应当用密闭设备,上设足够大的水汽排出口,而且加水不可过猛。
硫磺制酸工艺流程及风机的应用
硫磺制酸工艺流程及风机的应用【摘要】硫磺制酸风机是我公司轴流鼓风机涉及的一个新的领域。
本文主要针对硫酸工艺和风机的应用谈一些体会,特别是近期云南富瑞机组在执行过程中出现的技术性问题还需完善。
【关键词】硫磺制酸防喘振系统逆流金属钝化现象密封1.硫酸生产的原料组成:硫酸生产的原料是指能够产生SO2的含硫物质。
工业原料主要有:硫磺:用硫磺制造硫酸是使用最早而又最好的原料,该原料制造硫酸流程简单、投资省、产品纯、成本低,是一种理想的制酸原料。
硫铁矿:硫铁矿是硫元素在地壳中存在的主要形态之一。
主要成分为FeS2(理论含硫量53.45%、含铁量46.55%),矿石品位按实际含硫量多少而分。
开采出来的矿石呈块状,必须经过破碎和筛分,同时对浮选硫铁矿和尾砂烘干,对不同成分原料进行混合配料等。
在制酸的同时,矿渣可用来生产铁、水泥等。
含硫气体:石油气、焦炉气和煤气中都含有硫化氢,将其分离燃烧可得到二氧化硫。
硫酸盐:用硫酸盐制取硫酸的同时可以制得其它化工产品。
如用硫酸钠可联合生产硫酸和纯碱。
此外,有色金属冶炼过程中产生大量的含二氧化硫的烟气、煤燃烧时排出的烟气中均含有二氧化硫,这些气体中的硫化物都是制硫酸的原料,不但回收资源而且还消除了公害。
我国主要以硫铁矿为原料,其次为硫磺和有色金属冶炼废气。
我公司目前的AV71-4和AV80-4轴流压缩机组主要应用于国内硫磺制酸行业规模在30万吨/年以上的装置中。
2.硫磺制酸的工艺下图为硫磺制酸工艺流程图。
工艺流程中同时出现了两种流程的风机配置形式:2.1在干燥塔前、后均设置风机,塔前为开车风机,塔后为正常生产时使用的风机。
2.2只在干燥塔前设置风机,用来开机及生产(或另有备机)。
图1. 硫磺制酸工艺流程3.风机在两种工艺上的应用3.1据风机风量与硫酸生产对应关系:云南富瑞AV80轴流鼓风机组(用于干燥塔后):压缩机进口流量:3911 Nm3/min 进气压力:-5kpa(G)介质:干燥空气(微酸性,氮气:19%;氧气:21%)湿度:0% 进气温度:55℃排气压力:0.12643 MPa(A)对应生产规模:80万吨/年硫酸生产能力。
硫磺制酸工艺流程
硫磺制酸工艺流程
硫磺制酸的工艺流程如下:
1、将硫酸和高碳酸酯混合搅拌,按一定比例放入反应釜中,加热至150℃左右;
2、加入相应的碱,将温度控制在170℃~190℃范围,维持一段时间;
3、将反应液分解后冷却,硫酸酯与油分离;
4、分离出的硫酸酯再次加热到硫酸气体,放入反应釜中,搅拌溶解;
5、将温度控制在220℃~230℃范围,进行反应,反应结束后,冷却
反应液;
6、将反应液放入油水分离器分离,分离液中的水相与油相;
7、将水相进行除盐处理,将其中的硫酸盐激活;
8、将硫酸溶液回流到硫酸分离装置,分离出高纯度的硫酸,作为最
终产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硫磺制酸工艺流程及风机的应用
【摘要】硫磺制酸风机是我公司轴流鼓风机涉及的一个新的领域。
本文主要针对硫酸工艺和风机的应用谈一些体会,特别是近期云南富瑞机组在执行过程中出现的技术性问题还需完善。
【关键词】硫磺制酸防喘振系统逆流金属钝化现象密封
1.硫酸生产的原料组成:
硫酸生产的原料是指能够产生SO2的含硫物质。
工业原料主要有:
硫磺:用硫磺制造硫酸是使用最早而又最好的原料,该原料制造硫酸流程简单、投资省、产品纯、成本低,是一种理想的制酸原料。
硫铁矿:硫铁矿是硫元素在地壳中存在的主要形态之一。
主要成分为FeS2(理论含硫量53.45%、含铁量46.55%),矿石品位按实际含硫量多少而分。
开采出来的矿石呈块状,必须经过破碎和筛分,同时对浮选硫铁矿和尾砂烘干,对不同成分原料进行混合配料等。
在制酸的同时,矿渣可用来生产铁、水泥等。
含硫气体:石油气、焦炉气和煤气中都含有硫化氢,将其分离燃烧可得到二氧化硫。
硫酸盐:用硫酸盐制取硫酸的同时可以制得其它化工产品。
如用硫酸钠可联合生产硫酸和纯碱。
此外,有色金属冶炼过程中产生大量的含二氧化硫的烟气、煤燃烧时排出的烟气中均含有二氧化硫,这些气体中的硫化物都是制硫酸的原料,不但回收资源而且还消除了公害。
我国主要以硫铁矿为原料,其次为硫磺和有色金属冶炼废气。
我公司目前的AV71-4和
AV80-4轴流压缩机组主要应用于国内硫磺制酸行业规模在30万吨/年以上的装置中。
2.硫磺制酸的工艺
下图为硫磺制酸工艺流程图。
工艺流程中同时出现了两种流程的风机配置形式:
2.1在干燥塔前、后均设置风机,塔前为开车风机,塔后为正常生产时使用的风机。
2.2只在干燥塔前设置风机,用来开机及生产(或另有备机)。
图1. 硫磺制酸工艺流程
3.风机在两种工艺上的应用
3.1据风机风量与硫酸生产对应关系:
云南富瑞AV80轴流鼓风机组(用于干燥塔后):
压缩机进口流量:3911 Nm3/min 进气压力:-5kpa(G)
介质:干燥空气(微酸性,氮气:19%;氧气:21%)
湿度:0% 进气温度:55℃
排气压力:0.12643 MPa(A)
对应生产规模:80万吨/年硫酸生产能力。
贵州西洋肥业AV71轴流鼓风机组(用于干燥塔前,无开车风机):
压缩机进口流量:3500 Nm3/min 进气压力:0.08933 MPa(A)
介质:空气
相对湿度:77% 进气温度:17℃
排气压力:0.14029 MPa(A)
对应生产规模:60万吨/年硫酸生产能力。
3.2工艺流程与机组的设计
3.2.1针对干燥塔前后均有风机的工艺情况(云南富瑞AV80机组)
3.2.1.1干燥塔前设置开车风机主要原因:
(1)、硫酸循环冷却冷却器选型小,循环泵不需要特别的耐高温、耐腐蚀。
(2)、故障情况下塔前风机可满足开车要求和暂时生产要求。
3.2.1.2开机原理
干燥塔前风机为开车风机,根据设计院常规设计此风机最大负荷为主风机负荷的40%(为节省设备投资)。
开车风机先投入生产,待高温过热器产生的450℃、3.82MPa的中压蒸汽再驱动主风机组投入生产,开车风机切出系统。
空气经过滤器、干燥塔进入主风机,主风机增大负荷,高温过热器的蒸汽量在满足主风机要求的情况下,剩余蒸汽经另一汽轮机发电机组发电。
3.2.1.3 AV80轴流鼓风机组有效利用系统产生的能量,是一种能量回收机组。
在机组设计中应注意以下问题:
(1)主风机组正常运行时负荷范围为:70%~105%,开车风机最大只能在40%负荷下投入系统,高温过热器在此状态下产生的蒸汽如果不足,无法满足主风机70%负荷下的要求。
对机组控制系统来说,要求根据工艺及风机的启动要求做逻辑控制。
在风机启动后逐步增大负荷(通过手操器增大静叶角度)直至满负荷运行。
(2)主风机组位于工艺系统中间,开机即意味着生产,不允许有放空、喘振现象,除非在系统故障的情况下。
因此要求主风机最小负荷设计计算必须准确,这样即节省开车设备投资、同时又满足生产。
主风机采用全静叶可调轴流鼓风机,有宽广的工作范围和高的计算精度,适应其流程要求。
(3)主风机吸入介质为:微酸、55℃、近乎0%相对湿度的空气,有一定的腐蚀度,滞留于机器中,会在金属表面形成钝化现象。
如果此现象长期发生,是否对机器部件造成腐蚀,是否会影响旋转部件的平衡性。
因此,在单机设计时应充分考虑此方面的影响。
(4)鉴于塔后风机位置的特殊性,在系统配置时注意:为避免风机出口阻力损失大,出口不设止回阀,但是开车风机的介质有可能流向主风机,使主风机出现逆流现象;如果应用主风机使其成为开车风机的通道,避免主风机逆流情况的产生,同时主风机静叶角度计算必须准确,避免开度过大,机组无法起动。
(5)机组位于生产工艺的中间环节,如果喘振的发生使防喘振阀全开会造成整个生产停止,因此在防喘振设置上尽量考虑防喘振线与快开线之间予留较大的余量,以便使用户有处理故
障的时间。
但是焚硫炉温度达1100℃,如果发生逆流或喘振,对风机的损害将很严重。
如果根据常规喘振控制方式,系统压差小、流量大,在短时间全部流量通过阀门则阀门口径过大,设备投资太大,不很合理。
在原工艺系统中配置了一台电动放空阀,同时也可配置一台两位式紧急放空阀,一方面可防止风机喘振,另一方面可避免介质逆流。
(6)整套机组位于酸化环境,因此所有设备包括仪表设备尽量考虑环境腐蚀、金属表面钝化现象的发生。
(7)等压力/等流量调节,根据硫磺制酸工艺要求,在焚硫炉炉料恒定的前提下,要求风机运行工况点固定。
若炉料发生变化,风机自动改变工况点(阻力大时,压力增大,流量变小;阻力小时,压力减小,流量增大)满足工艺要求。
若有条件,在炉料发生变化时,最好实现等压力操作。
3.2.2 针对干燥塔前设置风机的工艺情况(贵州西洋AV71机组)
干燥塔前设置一台风机(或另备备机)。
开机前由外供蒸汽驱动机组,待系统正常后,由高温过热器产生的蒸汽驱动机组,以达到能量回收的目的。
如果有剩余蒸汽可用来发电。
空气经过过滤器进入风机,加压后进入干燥塔,经干燥后进入焚硫炉等工艺系统。
塔前风机因出口压力低、后面系统设备危害较小,系统配置较为简单。
主要考虑以下因素:(1)尽量降低出口管网或止回阀阻力损失。
(2)机械及仪表设备对环境的抗腐蚀能力。
(3)风机的逆流现象。
因为干燥塔中98%硫酸是从塔顶喷淋而下,又经塔底流回酸循环槽。
因此即便逆流,除酸雾外不会有其它反应物进入风机。
逆流保护应采用简易方式。
(4)风机的喘振保护是必须的。
控制方案与塔后风机原理相同。
4. 硫铁矿制硫酸中风机的使用情况
现在国内在硫铁矿制酸主要用接触法进行硫酸生产,原则流程如下:
主要工序:
(1)焙烧工序以硫铁矿和空气为原料制造二氧化硫。
4FeS2 + 11O2 =8SO2 + 2Fe2O3 + Q
反应温度:>600℃,反应后生成的SO2(13%)、SO3等统称炉气,然后进入废热锅炉。
在此工序,必须用风机向焙烧炉鼓入空气,其炉底压力:9117~12156 Pa,炉温控制:850~950℃。
(2)转化工序借助催化剂实现二氧化硫氧化为三氧化硫。
(3)吸收工序以水(实际用硫酸)吸收三氧化硫,制成成品酸。
目前,我国的硫磺制酸行业发展迅速,规模越来越大,工艺流程更加复杂,自动化程度要求更高。
这样原来所用的离心风机已不能满足新的要求,而采用全静叶可调轴流鼓风机多变效率高,工况范围宽,调节精度高,在结构上采用三层缸体水平剖分,安装与检修十分方便,噪音低,同时自动化程度高。
所以应用轴流鼓风机组是大势所趋。