连铸圆管坯的低倍组织对制管的影响
铸坯低倍相关知识
酸蚀试验,酸液温度为65 - 80 ℃,酸浸时间30 min ,待到预定 时间后用流动的热水冲刷试样,观察样品内是否存在有裂纹、 疏松、皮下气泡、非金属夹杂等缺陷.
三、常见低倍缺陷及判定标准
连铸坯的低倍组织评定一般依据国标或行业标准,湘钢 现在执行的是«GB/T1979-2001结构钢低倍组织缺陷评级 标准»。 其具体指标有:中心疏松、中心偏析、缩孔、内部裂纹 (包括角部裂纹、皮下裂纹、中间裂纹、中心裂纹)、皮下 气泡、非金属夹杂物、白点。评定时对照标准图谱,确定各 项指标的相应级别。
(3)中心等轴晶区
随着柱状晶的生长,凝固前沿富集了越来越多的气体夹 杂及低熔点元素,因而降低了熔点和过冷度。另外,由于 坯壳厚度不断扩大,传热速度下降,柱状晶发展缓慢,并 随着中心部位与柱状晶前沿钢液的温度差别逐渐减小,柱 状晶停止向内生长,此时中心未凝固的钢液结晶接近停滞 状态,直到钢液温度降低至熔点以下时,在残余钢液中普 遍形核,向各方向长大成等轴晶。因此,浇注温度越低, 温度梯度越小,组成的过冷范围越宽,就越容易生成等轴 晶。
评定原则:根据裂纹的宽度、长度和数量以及距表面的距离而 评定。
角部裂纹
4、皮下裂纹
形貌特征:在酸蚀试样的边部细等轴晶与柱状晶的交界处产 生并沿柱状晶向内部扩展的裂纹。
产生原因:指离铸坯表面3~10mm范围内的细小裂纹,主 要是由于结晶器变形,局部摩擦力过大,对弧不准,连铸坯 鼓肚或矫直应力过大,以及结晶器及二冷区冷却不均,铸坯 表层温度反复变化而发生多次相变,裂纹沿两种组织交界面 扩展也会形成皮下裂纹。
(1)细小等轴晶区
钢液进入结晶器后,受结晶器壁急剧冷却形成大量晶核,并迅速 凝固成具有细小等轴晶的激冷层区,其化学成分相当于液相成分。 激冷层的厚度主要取决于钢液的过冷度,形成激冷层的冷却速度 约为100℃/S。
低倍宏观检验在连铸生产中的应用

近年 来,随着 我国 由钢铁大 国向强 国的逐渐转变 ,高效连 铸 生产 已经基本 取代 了传统 的模铸生 产工 艺 ,如 何保证 连铸 坯 质量 以满 足后 部工 序轧制 高质量钢 材产 品的要 求也就成 了 连铸 工作 者非 常关心 的 问题 。对 不 同的企 业来讲 , 由于产 品 结构 和轧钢 水平 的不 同,对连铸 坯 的质量要 求也就 不 同,通 过对 连铸 坯凝 固组织 的宏观检 验及缺 陷分 析,制 定后续加 工 工 艺提 出指 导 。在生产 中针对 各钢种 和不 同铸 坯 断面切取 大 量 的低倍 ,充分 应用酸蚀 低倍检 验技 术对铸坯 质量进 行检 测 来提高铸坯质量 。 1低倍检验在连铸生产 中的应用 生产 铸坯 是为 了得 到 比较 发达 的等轴 晶和 受到抑 制生 长 的柱 状 晶的质量 良好 的铸 坯低倍 结构 ,并允许 具有分 散 的疏 松 、较轻 的宏观偏 析 ,尽 可能少 或没有 内部 、表面裂 纹和尽 可能 少且分 布 比较 均匀 的夹杂物 等品质 。而连 铸坯 的酸蚀低 倍检验 是用 来确定钢 坯横 断面或 纵截面 上 内部 裂纹 的种 类 、 形 态 和 分 布 、 夹 杂 物 宏 观 分 布 、 疏 松 和 偏 析 状 况 和 断 面 形 状 等情况 的低倍 组织 ,根据对 低倍 组织 中反 馈 出来的各种 具体 缺 陷种 类 、 形状 和 位置 进 行 评 定 ,通 过其 与 凝 固条 件 的关 系 、钢 种 、断面 的凝 固特 点 ,及 时对连铸 工艺 参数 、浇 注操 作 和 设 备 运 行 状 况 存 在 的 问 题 做 出判铸 坯质量 ,同时为连铸 工艺 的新 品种 开发提 供依
中国科技期刊数据库
工业 A
低倍 宏观 检验在连铸生产 中的应用
靳生 洪
连铸圆坯成分偏析分析及控制措施
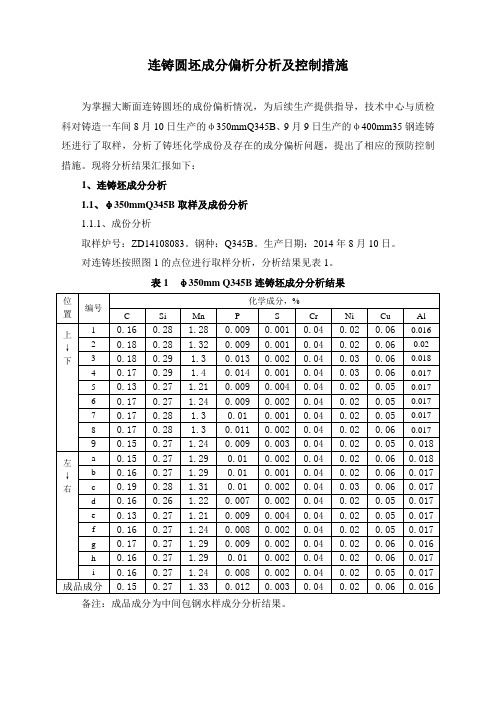
连铸圆坯成分偏析分析及控制措施为掌握大断面连铸圆坯的成份偏析情况,为后续生产提供指导,技术中心与质检科对铸造一车间8月10日生产的φ350mmQ345B、9月9日生产的φ400mm35钢连铸坯进行了取样,分析了铸坯化学成份及存在的成分偏析问题,提出了相应的预防控制措施。
现将分析结果汇报如下:1、连铸坯成分分析1.1、φ350mmQ345B取样及成份分析1.1.1、成份分析取样炉号:ZD14108083。
钢种:Q345B。
生产日期:2014年8月10日。
对连铸坯按照图1的点位进行取样分析,分析结果见表1。
表1 φ350mm Q345B连铸坯成分分析结果备注:成品成分为中间包钢水样成分分析结果。
图1 φ350mm Q345连铸坯成分分析点分布1.1.2、偏析度分析偏析度计算:Cc/C0=[(1#+2#+3#+4#+5#+6#+7#+8#+9#)/9]/5#。
碳偏析度:上下=0.164/0.13=1.262,左右=0.16/0.13=1.231;硅偏析度:上下=0.279/0.27=1.033,左右=0.27/0.27=1.000;锰偏析度:上下=1.288/1.21=1.064;左右=1.26/1.21=1.041;磷偏析度:上下=0.0103/0.009=1.144;左右=0.009/0.009=1.000;硫偏析度:上下=0.004/0.0019=2.105;左右=0.004/0.0021=1.905。
1.1.3、偏析规律从偏析分析结果看,此炉φ350mmQ345B连铸坯成份偏析存在以下规律:⑴、偏析度从大到小依次为硫、碳、磷、锰、硅,偏析最大元素为硫元素。
成份偏析中,C的最大偏差为+0.06%,Si的最大偏差为+0.02%,Mn的最大偏差为+0.19%,P的最大偏差为+0.005%,S的最大偏差为+0.003%,其中C、Si、Mn、P元素为负偏析,S元素为正偏析,⑵、成分偏析的部位主要是二分之一半径及铸坯中心部位,即2、3、5、7、8、c、e、g点,外其他部位的成分比较接近,且能代表整个铸坯的平均成分。
连铸坯低倍中心裂纹分析与探讨

连铸坯低倍中心裂纹分析与探讨发布时间:2021-10-25T03:19:23.057Z 来源:《工程建设标准化》2021年第16期作者:王威[导读] 众所周知,连铸由于具有简化流程、提高金属收得率、降低能耗、提高自动化水平等一王威本钢板材炼钢厂,辽宁本溪 11700摘要:众所周知,连铸由于具有简化流程、提高金属收得率、降低能耗、提高自动化水平等一系列优点,自问世以来,不断发展,得到了迅速推广和应用,现代化钢厂都在朝着全连铸方向发展,连铸比已经成为一个国家工业发达的标志。
关键词:连铸坯低倍;裂纹;分析1 引言连铸自从发明以来,已经在全世界获得广泛应用,连铸产品根据形状分为:方坯、板坯和圆坯,按钢种分低碳钢、低合金高强钢、优质合金钢和超级合金钢等。
目前,我国连铸机拥有数量和连铸坯产量居世界前茅,连铸生产连续性、稳定性和主要生产技术指标都达到国际先进水平。
在此大环境下,国内连铸生产企业对相关生产都展开了深入研究。
为解决此问题,从多角度开展理论分析,从组织成分、加工工艺、冷却制度和电磁搅拌等多个方面进行研究,提出有效方案。
2 三种钢的物理化学性质对比2.1 热作模具钢H13的成分H13钢是中合金铬系热作模具钢,综合性能优秀,应用广泛,化学成分及热物性参数见表1和表2。
2.2 超(超)临界锅炉钢P92T/P92是锅炉用高合金结构钢,是超临界、超(超)临界电站锅炉主蒸汽管道的常用材料,与类似材料相比,适用最高温度最大,力学性能佳,具体化学成分和主要物理性能见表3、表4。
表1 热作模具钢H13的化学成分/%元素 C Si Mn P,S Cr Mo V Cu 标准 0.34~0.45 0.80~1.20 0.25~0.45 ≤0.020 4.75~5.50 1.10~1.75 0.80~1.20 ≤0.20 表2 热作模具钢H13的热物性参数物性参数温度/℃密度/(kg/m3) 焓/(kJ/kg) 黏度/(mPa?s) 导热系数/(W/mK) 液相线 1 473 6 874 1 193 4.7 34.2固相线 1 355 7 236 887 5.6 34.2表3 超(超)临界锅炉钢P92的化学成分/%元素 C Mn Cr Mo V B W Nb 标准 0.07~0.13 0.30~0.60 8.50~9.50 0.30~0.60 0.15~0.25 0.001~0.006 1.5~2.0 0.04~0.09表4 超(超)临界锅炉用T/P92钢的主要物理性能温度/℃ 20 50 100 150 200 250 300 350 400 450 500 550 600 650弹性模量/(GPa) 191 184 184 173 152 98 平均线膨胀系数/(10-6/℃) 11.2 11.4 11.6 11.8 12.0 12.1 12.3 12.6 12.8 12.9 13.0 13.1 13.1比热容量/(J/kg?K) 420 420 430 450 460 470 480 500 510 530 580 600 630 6402.3 不锈钢Cr13Cr13型钢是一个系列,按照钢含量不同而分为五种钢号,即0Cr13,1Cr13,2Cr13,3Cr13和4Cr13。
连铸坯低倍组织缺陷形成原因与控制措施分析
第8期2018年3月No.8March ,2018毛斌斌,范敏杰,曹艳锋,王峰,贺小芳(山西通才工贸有限公司,山西曲沃043400)引言连铸小方坯低倍组织是显示连铸坯内部质量的关键指标,连铸坯质量的好坏对产品质量和成本控制有重大影响。
连铸作业是衔接炼钢和轧钢之间的重要环节,当钢液一旦凝固成固体后,在后道工序轧钢过程中就不能对产品质量有根本上的改善,故连铸作业应予以特别重视[1]。
山西建邦特钢炼钢厂现有3台连铸机,1号和3号为六机六流连铸机,生产断面尺寸为150mm×150mm 和160mm×160mm 连铸小方坯,2号为五机五流连铸机生产断面尺寸为160mm×160mm 连铸小方坯,主要生产低碳、中碳、高碳等钢种。
本文对1号和2号连铸机在2016年9—11月期间生产的HRB400E 连铸小方坯低倍组织缺陷较多的情况进行数据分析,研究连铸生产过程中各种工艺条件对连铸坯内部质量的影响。
1连铸小方坯常见缺陷及影响因素1.1常见缺陷对连铸车间1号和2号连铸机,2016年9—11期间生产的HRB400E 连铸坯(断面尺寸为160mm×160mm )进行取样检测,共取连铸坯低倍组织样品255块,将样品检测数据进行分析后,常见连铸坯低倍组织缺陷有缩孔、中心疏松、中心裂纹、中间裂纹,角部裂纹、皮下气泡、非金属夹杂物等(见表1)。
缺陷等级最大评级为:缩孔4级,中心裂纹3.5级,中间裂纹3.5级,角部裂纹3.5级。
缺陷比例较大为:中间裂纹55.31,角部裂纹47.42%,缩孔42.50%;这33种缺陷的产生比例较高。
缺陷超标比例为:中间裂纹8.08%,缩孔6.73%,角部裂纹5.20%,中心裂纹3.13%。
如果将超标比例大于5%的认为较为严重,则需要重点解决缩孔、中间裂纹和角部裂纹等缺陷的超标比例。
1.2影响因素1.2.1过热度的影响1号连铸机比水量0.95L/kg 、冷却曲线方案1如表2所示,从中可以看出,1号连铸机在表2工艺参数下,角部裂纹的缺陷比例和超标比例严重偏高,角部裂纹平均级别较高;中间裂纹超标比例随着过热度的升高而明显上升。
连铸管坯质量对钢管内折缺陷的影响

O 前 言
钢管 内折缺陷是指在钢管 内表面存在着与整体
1 连铸管坯 晶 区与钢 管 内折缺 陷的关系
天津钢管公 司连铸管坯 的内部组织分布情 况 , 见图 1 。将连铸管坯分成 3 个晶区 ,即激冷层 、柱 状晶区和中心疏松区 同时 .除进行常规硫印检验
金属熔合 的紧贴 着的重叠层 。或存 在于钢管 的头
部 ,或存 在于整根钢管 内 ;或有规律 ,或无规律。 关 于内折产生的机理 ,过去的教科书中的理论主要 系统 、完整的理论 。包钢无缝钢管厂曾就使用连铸 管坯产生的钢管内折分析后认为 :内折 的产生 主要
外 .还进行了低倍 酸浸试验 。试验 结果根据MD H 是针对轧坯的,对连铸管坯而言 .目 前还没有一个 ( 国曼 内斯曼德马克公司) 德 提供的图片划分 出不同 的等级 ,将皮下裂纹 、皮下气泡 、中部裂纹 、芯部 裂纹划分为 14级 ,缩孑 划 分为 1 3级。统计结 ~ L ~ 果见表 I 。从表 l 看出 ,连铸管坯激 冷层较薄 ,柱 状晶粗大甚至穿晶 ,疏松区呈椭圆形且偏心 ,另外 有部分连铸管坯 中间裂纹较长。这种连铸管坯内部 结构。不利于轧制钢管。 在跟踪 比较了 lO炉次 3 Mn O 4 5材质 、 l9 3. 7 m x . f 钢管的内折率与连铸管坯结构之问的 m 7 2m l 7 关系后 。得出连铸管坯最佳 的结构是 :激冷层 占连 铸管坯半径的 1%~ 5 0 l%.柱 状晶区 占 5 %~ 5 0 5 %, 等轴晶区占 3 % 3 % 0 ~5
Z a gHupn ,C e o g i uLn l g i u h n iig h nH n q ,L igi ,L n n Q
( ini ie( o p C roainLd,T aj 3 0 0 ,C ia) T ajnPp Gru ) op rt t. ini 0 3 1 hn o n
低倍

低倍检验方法在连铸生产中的应用
低倍检验方法还有一个重要功能,采用特定的低倍检验方法可以 很好地把连铸坯凝固后的结晶组织显露出来,这对研究连铸技术 是很重要的。众所周知,连铸生产中铸坯传热、凝固和结晶过程 都是按一定规律进行的,最终的结晶形态必然由影响这一规律的 因素决定。不同的连铸坯组织对铸坯质量有不同的影响,例如, 一般认为铸坯中心保持一定量的等轴晶可以减轻中心偏析,发达 的柱状晶增加铸坯产生裂纹的倾向,因此我们希望在连铸过程中 调节各工艺参数控制连铸坯的结晶组织。不同类型的连铸机,由 于其冷却条件不同,其铸坯组织存在一定的差异,研究这些组织 对控制冷却条件很有意义的。控制连铸坯组织及连铸坯组织对轧 材质量影响是目前连铸技术发展的一个重要课题,应用低倍检验 显露出铸坯组织则是此研究中重要得环节。
低倍检验方法简述
硫印法操作较热酸法方便,因此应用较普遍, 但是随着钢中硫含量降低,硫化物夹杂减少, 硫印往往显现不出来,因此现在多用热酸蚀法 和冷酸蚀法。
低倍检验方法简述
热酸蚀法是把加工好的试样放在稀盐酸中加热 一段时间,由于稀盐酸对钢裂纹周围的偏析物、 夹杂、晶界和基体都有不同程度的腐蚀,因此, 经热酸浸的表面显现出裂纹、偏析聚集区、夹 杂以及晶界等。热酸蚀法已使用多年,钢的质 量检验标准都是按热酸蚀法制定的。但是在热 酸蚀法中,由于加热温度和浸泡时间不易掌握, 往往出现腐蚀不足或过度腐蚀,有时缺陷未充 分显露,有时缺陷被人为扩大。
低倍检验方法在连铸生产中的应用
低倍检验能快速提供连铸生产中工艺及设备等的重 要信息。由于连铸生产是较为复杂的工序,其铸坯 质量受多种因素影响,如连铸工艺、连铸设备、钢 水性质等。对连铸坯质量问题的分析就是一个较复 杂的问题,有时一个缺陷是多种因素造成的,有时 同一个因素在不同条件下产生不同的缺陷,实际生 产中铸坯出现缺陷是多种因素综合作用的结果,因 此仅看低倍试样很难准确分析缺陷产生的原因。实 际生产中往往根据低倍上缺陷的形态再结合这台连 铸机的设备及工艺、钢水质量等各种信息进行综合 分析,通过大量经验积累就能准确的分析出各种缺 陷产生的机理,为准确判定缺陷提供条件。
铸坯低倍优良品浅析及改进措施
技师论文论文题目:铸坯低倍优良品浅析及改进措施单位:电炉厂连铸工段姓名:谈正军二O一O年十一月二十二日铸坯低倍优良品浅析及改进措施摘要:根据电炉厂“质量兴厂、精品强厂”战略,新的时期,钢材外部竞争日趋激烈,铸低倍优良品率,作为标示钢钢材质量的重要质量指标,有利于扩大鄂钢重量水平的影响力,使公司产品用户建立对鄂钢产品的好感与信任,为公司市场战略提供支持,也是电炉厂发展的必由之路。
关键词:低倍组织优良品冷却制度过热度目录1、前言2、铸坯优良品跟踪检查结果3、影响低倍优良品的原因分析3.1 冶炼工艺影响3.2 连铸设备影响3.3 冷却制度的影响3.4 拉速温度的影响3.5 操作影响4.提高低倍优良品的改进措施4.1促进冶炼条件转变,有效改善钢水内部质量4.2 加强对原材料的使用控制和管理4.3 加强铸机对弧对中调整,提高检修质量4.4 水质改善,冷却水、电搅、振动参数的优化,提高铸坯优良品4.5 “两化”的推进,更加提高了我厂低倍优良品的质量5、效果检查6.结束语1、前言电炉厂是EAF+LF+VD+CCM“四位一体”短流程设备,质量问题一直是生产达产达效的一个瓶颈,质量抑制了电炉厂的发展,只有生产高质量、高负加值的产品,才能赢得市场,才能立足于不败之地,经过不断地摸索探索,总结我厂铸坯质量有了明显改善,特别是铸造坯优良品得到了很大幅度提升,同时也赢回了用户的信任和市场。
2、铸坯优良品跟踪检查结果铸坯低组织就是当铸坯完全凝固后,从铸坯上取下一块横断试样,经磨光配洗后,用肉眼看见到的组织叫做低倍组织。
优良品就是指铸坯中心缩孔达到1级,中心偏析1级,中心裂约1级,角裂1级,皮下裂约1级,夹杂1级。
2009年,电炉炼钢厂铸坯低倍一级品合格率达到97.86%,而优良品合格率仅为60.33%,两者悬殊很大,说明铸坯还有很多精细工作要去做。
表I 2009年低倍优良品合格率统计数据受市场影响1月份只生产了几天,全年优良品率偏低,是高低波动大,不稳定,严重影响了电炉钢形象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
b i l l e t o f s t e e 1 1 2 C r 1 Mo V
德国 MDH 评级 图 片进 行 低倍 评级 。 TGG K0 1 9 6 内控标准 规 定各种 缺陷 均应 ≤2级 。1 9 9 7年 3月 连铸 2 3炉 1 2 C r l Mo V钢 02 7 0 mm 铸坯 , 检验 结
果见 表 1
表 1 1 2 C r 1 Mo V钢连铸坯硫 印一 级品率 ( 2 3炉 )
Ta b l e 1 Fi r s t c l a s s r a t e o f s ul p hu r pr i nt t e s t f o r c o nt i n— no l l s c a s t i n g b i l l et ( 23 h ea t s)
纹宽 度约 0 . 0 6 mm, 深度 0 . 1 5 mm。 1 . 2 . 2 冷拨 成 品管 的质量检 验 塔形 检验 存在和 不 存在 微裂 纹的 荒管各 取两
系 。对 1 2 C r l Mo V 钢 连 铸 坯轧 制 的管 坯来 说 , 不
是无发 纹钢 , 故存 在 少量发 纹 是允许 的 。
压 缩 比为 5 . 4 4 , 铸 坯 中 有 些 显微 裂 纹 可“ 焊 台 . 支荒 管逐 支进行 表 面质量 、 低倍 组织 、 塔形 检验 及
邶
m
但心 部有 些裂纹和 缩 孔不 能焊 合 铸 坯经 轧制后
柱状 晶被破 碎 , 钢 的 组织更 加致 密 。另步 卜 , 连铸 坯 的偏析 较轻 , 质量 均 一 因此 , 由连铸 圆坯 轧成 的 管坯 , 低倍缺 陷在 允许 的级 别 范围 内可 使 用 对有 心 部缺 陷 的 轧 制管 坯进 行 了穿 孔 、 荒 管
成管坯后再做酸稷低倍检验 , 发现 , 即 使 同一 炉 号, 铸坯 和轧 坯的评 级结果 也 不一 一对应
由连 铸 坯 轧 成 管 坯 ( ( 0 2 1 0 mm ̄ ( 09 0 mm) ,
轧制 ) 的 酸浸低倍组织
Fi g . 2 Ma c r o s t r u c t u r e o { 9 0 mn 2 b i l l e t r o l l e d f r o m ; i 2 l 0 F i l m r o u n d c a s t i n g b i l l e t o f s t e e l 1 2 Cr l Mo V
圈1 1 2 C r l Mo V钢 中 2 7 0 m m 铸坯酸浸低倍组织
t
Fi g . 1 Ac i d e t c h i n g ma c r o s t r u c t u r e o f ̄ P 2 7 0 C a s t i n g
1 . 1 连铸 坯 的硫 印和 低倍 检验 天津钢 管公 司的连 铸 圆坯低倍 组织 一直 采用
有时管坯在做酸浸低倍检查时 , 发现有轻微 的缩
g 孔、 疏松和心部裂纹 , 曾就这样的管坯能否使 用, 进行过穿孔、 制管试验, 结 果表 明 , 和 用连 铸 圆坯
直接 轧 管 一样 , 一定 级别 的疏 松和 心部裂 纹 对制 管工 艺和钢 管性 能没 有不 良影 响
1 试 验过 程
学 院金属学及热 处理 专业 。从 事特 琳钢材料研 究和 新产
品开发工作 。
收稿 日期 : 1 9 9 7 — 1 2 - O 1
1 2 Crl Mo V
试 样号
s / MP a
 ̄! MP a
5 2 0 5 Z 0 5 4 0
/
2 5 2 7 2 4
压 扁 台 格 合格 台格 台 格 音 格
扩口 合 格 旨培 格 台格
合格
-
、
洼: GB 5 3 1 0 9 5 规 定 ≥ 2 5 5 MP a ; ≥4 7 0 ~6 4 0 MP a ;6 5 ≥
z l
2 讨论
实践 表 明 , 连铸 坯硫 印取样 具 有随机 性 淳L 制
图2 1 2 C r 1 Mo V 钢 中9 0 n 2 n l 轧坯 ( 由 ̄ P 2 1 0mm 铸 坯
缺 陷处 的金 相分 析 。 ( 1 )荒 管表 面未发 现 裂缝 、 折迭 、 翘 皮 及其 它 影响冷 拔 生产 的缺 陷 , 内、 外表 面光 洁
r 2 )荒 管 低倍 组织均 未发 现裂 纹、 孔 隙缺 陷
( 3 )荒 管 塔形 试 样 分 5 个 阶梯 , 每 个 阶 梯差 1 . 5 mm。试 验结果 发 现 由 1 ~4 号 管 坯穿制 的荒
( 常规 工艺 ) 。 荒管尺 寸 为 中 9 0mmx 7 5mm。 对2 4
维普资讯
第 3期
刘 志才 : 连 铸圆管坯 的低倍 组织对制管 的影响
表2 1 2 C r l Mo V钢 成 品 管机 械性 能
Tab l e 2 Me c h ani c a l pr o pe r t i e s of f i ni s he d t ub e of s t e e l
准) : 边缘 0级 . 中部 0 . 5 ~2 . 0级 , 心部 1 . 5 ~2 . 0 级. 低倍组 织见 图 2 。
1 . 2 . 1 荒管 质量检 验 将 每支 约 41 3 1长的 6支管 坯 剪成 约 1 1 3 1 长坯
低 倍 组织 中只是 心部 存在 裂纹 , 边缘 及 中部 ( 半径 1 / 2处 ) 无 裂纹 ( 9炉) 。典型酸 浸低 倍组织 料进 环形 加热 炉 加 热 , 在 二辊 斜 轧 穿孔 机 上 穿孔
3 结论 ( 1 )生产 实践 表 明 , 采 用 连 铸 圆 管坯 内控 标
准( TG GK0 1 — 9 6 ) , 按 MD H 评 级 图片 评价 铸 坯 低 倍质量 是 可行 的 ( 2 )连铸 圆坯 轧制成 管 坯与 模 铸钢 锭 锻 轧成 的管坯 生产 方式 不 同 , 套用 GB 5 3 1 卜8 9标 准来 判 定低倍 组织 不 尽合 理 , 修 订标 准时应 予考虑 。 ( 3 )由连 铸 圆坯 轧 成 的管坯 , 即 使低 倍 检 验
宽 度小于 0 . 0 2 mm, 深度 约 0 . 0 5 mm。 成 品管 的机械性 能见 表 2 ( 按 GB 5 3 1 0 - 9 5 ) 。
比连 铸 圆坯更严 格 . 也可使 用 . 不影响 制管 和成 品
管性 能
则志 才 , 男. 5 5 岁. 高 工程师 。1 9 6 5 年毕 业于北京 钢铁
T
连 铸 圆 坯 经 轧 制 后 得 到 M 的 轧制 管 坯, 依 照 叭
n
G BS 3 1 1 — 8 9高 压 用 无 缝 钢 管 圆管 坯 标 准 进 行 检
验 。大量 的生产检 验 表 明 , 轧制 管坯 的尺寸 公差 、
舢
表面 质量 、 非金属 夹杂物 等均 符合 标准 要求 , 只是
支, 按 常规 玲 拔工 艺 拔 至成 品 管 ( 05 ( 1 mm ×6
am) r , 在 成品 管上 取塔形 试样检 验 结果发 现 , 其
中1 支 在 荒 管上 有 微裂 纹 , 拨 至成 品管 时第 一 阶 上仍 有微 裂纹 , 其余 3支均 未发现 裂纹 。 在 馓裂 纹 处 再取 样做 金相 观 察发 现 , 徽 裂纹 的断续 程 度 比 荒 管上更 高 . 微裂纹 中依然 可见硫化 物 夹杂 . 裂纹
检验 、 冷拨 制管 及性 能检测 结 果表 明 , 发 纹并 不
严重 , 有 内裂 纹 的 轧制 管 坯 与发 纹 也 没有 对 应关
管 中有 1 2支 在 塔形 第 1阶梯 上存 在 不 同程 度 的 微 裂纹 5 、 6 号 管 坯穿制 的荒 管 ( 共 8支 ) , 在各 阶 梯 上均未 发现 裂纹 。 ( 4 )在 荒管 微 裂纹 处取金 相 试样 , 检查 发现 , 裂 纹断 续 呈锯 齿 状 并伴 有 颗粒 状 硫 化物 夹 杂 , 裂
维普资讯
・ 5 O・
特殊钢
第1 g 卷第 3 期
n h .
虹
; 兰 n O
n T 供 的连 铸 坯 低 倍 硫 印评 级 标准 ( MDH) , 并 根 据
MDH 评级 标准 制定 了连 铸 圆管坯 内控标 准 ( TG —
GK 0 1 — 9 6 ) 。
见图 1 。
1 . 2 制管 试验 将1 2 C r l Mo V 钢 2 7 0 mm 连 铸坯 轧成 0 9 0 mm 管坯 , 选 取 存在 不 同程 度 心部 裂 纹 的 6支 管 坯进 行穿 孔 、 荒 管塔形 检 验及 制管 工艺试 验 , 并按 G B 5 3 1 0 — 9 5标准 进行 全面性 能 检测 。 5支 管 坯 的酸 浸 低 倍检 验结 果 ( 按 MDH 标