模具注射背压原理
注塑机的背压及作用
注塑机的背压及作用注塑机的背压及作用在塑料熔融、塑化过程中,熔料不断移向料微前端(计量室内),且越来越多,逐渐形成一个压力推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的,预塑化螺杆注塑机注射油缸后闻都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下所示);全电动机的螺杆后称速度(阻力)是,由AC伺服阀控制的。
适当调校背压的好处:1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减速慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的湿度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
过高的背压,易出现下列问题:1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。
2、对于热稳定性差的塑料(如PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。
5、在啤塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏。
6、预塑机构和螺杆筒机械磨损增大。
背压太低时,易出现下列问题:1、背压太低时,螺杆后退过快,流入迷炮筒前端的熔料密度小(较松散),夹入空气多。
背压
资料博客留言邮件交友引用回复日志简明浏览主题背压的形成、作用与调校背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用。
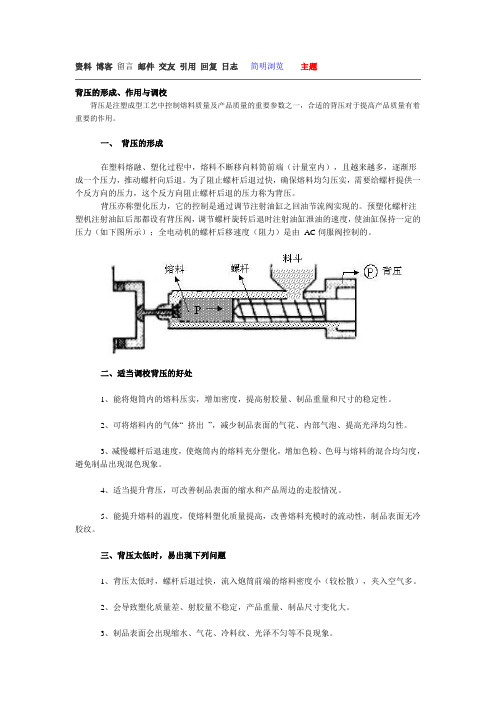
一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走,不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。
2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
注塑加工过程中的背压问题
来源于:注塑财富网注塑加工过程中的背压问题一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。
注射模工作原理
注射模工作原理
注射模工作原理是靠利用注射机械的力量将熔化的塑料材料注射进模具中,经过一定的冷却和固化时间后,将模具打开,从而得到所需的塑料制品。
首先,通过搅拌和加热,将塑料颗粒或粉末熔化成为粘稠的熔融物。
然后,将熔融物通过喷射系统注入到模具腔中。
注射系统由注射缸、螺杆和喷射嘴等组成。
螺杆在转动的同时,将塑料熔融物从注射缸中推入喷射嘴,并通过喷射嘴进入模具腔内。
当塑料进入模具腔内后,根据模具的形状,塑料开始冷却和固化。
通过控制模具的温度和冷却系统来控制塑料的冷却速度,以确保塑料在模具中充分固化成型。
固化完成后,模具打开,取出成型的塑料制品。
注射模工作原理的关键在于注射过程中的温度、压力和时间的精确控制。
温度的控制可以影响塑料的熔化和固化性能,压力的控制可以保证塑料填充整个模具腔,时间的控制可以确保塑料固化完全。
同时,模具的设计和制造也对注射模的工作原理起着重要作用,如模具的结构、冷却系统的设计等都会影响到注射模的工作效果。
总之,注射模工作原理是通过将熔融的塑料注射到模具中,并经过冷却和固化,最终得到所需的塑料制品。
注射过程中的温度、压力、时间的控制以及模具的设计和制造都是保证注射模工作效果的关键因素。
背压原理
背压原理背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
注射成型知识讲解

注射成型知识讲解塑料在注塑机加热料筒中塑化后,由柱塞或往复螺杆注射到闭合模具的模腔中形成制品的塑料加工方法。
此法能加工外形复杂、尺寸精确或带嵌件的制品,生产效率高。
大多数热塑性塑料和某些热固性塑料(如酚醛塑料)均可用此法进行加工。
用于注塑的物料须有良好流动性,才能充满模腔以得到制品。
主要装置注塑机由注射装置、合模装置和注塑模具三部分组成。
注塑机的规格有两种表示法:一种是每次最大注射体积或重量,另一种是最大合模力。
注塑机其他主要参数为塑化能力、注塑速率和注射压力。
注射装置注塑机的主要部分。
将塑料加热塑化成流动状态,加压注射入模具。
注射方式有柱塞式、预塑化式和往复螺杆式。
后者(图1)具有塑化均匀、注射压力损失小、结构紧凑等优点,应用较广泛。
合模装置用以闭合模具的定模和动模,并实现模具开闭动作及顶出成品。
注塑模具简称注模。
它由浇注系统、成型零件和结构零件所组成。
①浇注系统是指自注射机喷嘴到型腔的塑料流动通道;②成型零件是指构成模具型腔的零件,由阴模、阳膜组成;③结构零件,包括导向、脱膜、抽芯、分型等各种零件。
模具分为定模和动模两大部分,分别固定于合模装置之定板和动板上,动模随动板移动而完成开闭动作。
模具根据需要可加热或冷却。
因加工物料而异。
热塑性塑料的注射成型包括加料、塑化、注射、保压、冷却、脱模等过程。
热固性塑料和橡胶的成型也包括同样过程,但料筒温度较热塑性塑料的低,注射压力却较高,模具是加热的,物料注射完毕在模具中需经固化或硫化过程,然后趁热脱膜。
注射成型是指有一定形状的模型,通过压力将融溶状态的胶体注入摸腔而成型,工艺原理是:将固态的塑胶按照一定的熔点融化,通过注射机器的压力,用一定的速度注入模具内,模具通过水道冷却将塑胶固化而得到与设计模腔一样的产品。
注塑成型的七个步骤1、关门2、锁模3、注射保压4、冷却5、开模6、打开安全门7、取出产品。
重复执行这种作业流程,就可连续生产产品。
1、关门半自动需开关安全门,全自动安全门设置在关的状态。
背压的形成作用与调较
背压的形成、作用与调校一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的。
二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压 ,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
注塑背压的使用技巧
注塑背压的使用技巧在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
背压预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力;全电动机的螺杆后移速度(阻力)是由AC 伺服阀控制的。
适当调校背压的好处:1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
背压太低时,易出现下列问题:1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
过高的背压,易出现下列问题:1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
注射模具的工作原理
注射模具的工作原理注射模具是一种制造塑料制品的机器工具,它的工作原理是通过加热和熔融塑料原料,并将其注入模具中形成所需形状的产品。
注射模具的工艺一般包括注射、冷却和脱模三个步骤,整个过程需要严格控制工艺参数,以确保产品质量。
注射模具的工作过程可以分为以下几个步骤:一、模具的设计与制造模具是注射模具的核心部件,其设计与制造直接关系到生产效率和产品质量。
模具的设计需要考虑产品的形状、尺寸和工艺要求等因素,并结合注射机的型号、注射量和压力等参数进行计算和优化。
制造过程中需要使用高精度加工设备和优质材料,确保模具的精度和寿命。
二、塑料原料的加工和供给注射模具的工作需要使用熔融的塑料原料,通常是将颗粒状的塑料原料经过加热和熔融后供给给注射机。
加热的方式一般有电加热、蒸汽加热和油加热等。
熔融后的塑料通过注射机的进给系统送入模具中,形成所需的产品形状。
三、注射模具的注射过程注射过程是指塑料原料熔融后,通过注射机进给系统呈连续状态注入到模具中形成所需的产品形状。
在注射的过程中,需要先进行注射速度的约束,以保证塑料料流的均匀和充盈。
其次需要注射一定的压力,以克服产品的反弹力,保证产品形状的完整性和尺寸的精度。
四、注射模具的冷却过程注射过程结束后,模具内的塑料开始冷却,这个过程是注射模具生产过程中最为重要的一环。
在冷却过程中,需要将注射模具中的塑料制品冷却到一定的状态,以确保其成品尺寸精度和产品质量。
注射模具的冷却过程还需要考虑注射模具材质的导热性,冷却效果和时间。
五、注射模具的脱模过程脱模过程是指将冷却完成的塑料制品从注射模具中取出的过程。
在脱模过程中,需要进行注射模具的振动或者冲压等操作,以保证产品与模板分离。
在脱模过程中需要注意模具的使用寿命、模具的防护和维护等问题,以确保其使用寿命和生产效率。
注射模具是一项非常重要的生产技术,它涉及到材料科学、加工技术和机械设备的多个领域。
注射模具生产工艺需要由严格的工艺控制和操作规范,从而确保产品精度、质量和生产效率。
背压的形成,作用与调校
来源于:注塑塑胶网/背压的形成,作用与调校背压简单来讲就是阻止螺杆后腿的力,是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用一、背压的形成在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压背压亦称塑化压力,它的控制是通过调节注射油缸之回油溢流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由 AC伺服阀控制的二、适当调校背压的好处1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹三、背压过低时,易出现下列问题1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象4、产品内部易出现气泡,产品周边及骨位易走,不满胶四、过高的背压,易出现下列问题1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色、光泽变差3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象;下次射胶时,喷嘴流道内的冷料会堵塞喷嘴或制品中出现冷料斑5、在预塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致喷嘴附近的发热圈烧坏6、预塑机构和螺杆筒机械磨损增大五、背压的调校注塑背压的调校应视原料的性能、干燥情况、产品结构及质量状况而定,背压一般调校在 3-15kg/cm3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于背压
在塑料熔融、塑化过程中,熔料不断移向料微前端(计量室内),且越来越多,逐渐形成一个压力推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,
它的控制是通过调节注射油缸之回油节流阀实现的,预塑化螺杆注塑机注射油缸后闻都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸保持一定的压力(如下图所示);全电动机的螺杆后称速度(阻力)是,由AC伺服阀控制的。
适当调校背压的好处:
1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
3、减速慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的湿度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
过高的背压,易出现下列问题:
1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量)。
2、对于热稳定性差的塑料(如PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。
5、在啤塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏。
6、预塑机构和螺杆筒机械磨损增大。
背压太低时,易出现下列问题:
1、背压太低时,螺杆后退过快,流入迷炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
一、背压的形成
在塑料熔融、塑化过程中,熔料不断移向料筒前端(计量室内),且越来越多,逐渐形成一个压力,推动螺杆向后退。
为了阻止螺杆后退过快,确保熔料均匀压实,需要给螺杆提供一个反方向的压力,这个反方向阻止螺杆后退的压力称为背压。
背压亦称塑化压力,它的控制是通过调节注射油缸之回油节流阀实现的。
预塑化螺杆注塑机注射油缸后部都设有背压阀,调节螺杆旋转后退时注射油缸泄油的速度,使油缸
保持一定的压力(如下图所示);全电动机的螺杆后移速度(阻力)是由AC伺服阀控制的。
二、适当调校背压的好处
1、能将炮筒内的熔料压实,增加密度,提高射胶量、制品重量和尺寸的稳定性。
2、可将熔料内的气体“ 挤出”,减少制品表面的气花、内部气泡、提高光泽均匀性。
减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
3、减慢螺杆后退速度,使炮筒内的熔料充分塑化,增加色粉、色母与熔料的混合均匀度,避免制品出现混色现象。
4、适当提升背压,可改善制品表面的缩水和产品周边的走胶情况。
5、能提升熔料的温度,使熔料塑化质量提高,改善熔料充模时的流动性,制品表面无冷胶纹。
三、背压太低时,易出现下列问题
1、背压太低时,螺杆后退过快,流入炮筒前端的熔料密度小(较松散),夹入空气多。
2、会导致塑化质量差、射胶量不稳定,产品重量、制品尺寸变化大。
3、制品表面会出现缩水、气花、冷料纹、光泽不匀等不良现象。
4、产品内部易出现气泡,产品周边及骨位易走不满胶。
四、过高的背压,易出现下列问题
1、炮筒前端的熔料压力太高、料温高、粘度下降,熔料在螺杆槽中的逆流和料筒与螺杆间隙的漏流量增大,会降低塑化效率(单位时间内塑化的料量).
2、对于热稳定性差的塑料(如:PVC、POM等)或着色剂,因熔料的温度升高且在料筒中受热时间增长而造成热分解,或着色剂变色程度增大,制品表面颜色/光泽变差。
3、背压过高,螺杆后退慢,预塑回料时间长,会增加周期时间,导致生产效率下降。
4、背压高,熔料压力高,射胶后喷嘴容易发生熔胶流涎现象,下次射胶时,水口流道内的冷料会堵塞水口或制品中出现冷料斑。
5、在啤塑过程中,常会因背压过大,喷嘴出现漏胶现象,浪费原料并导致射嘴附近的发热圈烧坏。
6、预塑机构和螺杆筒机械磨损增大。
五、背压的调校
注塑背压的调校应视原料的性能、干燥情况、产品结构及质量状况而定,背压一般调校在3-15kg/cm 3 。
当产品表面有少许气花、混色、缩水及产品尺寸、重量变化大时,可适当增加背压。
当射嘴出现漏胶、流涎、熔料过热分解、产品变色及回料太慢时可考虑适当减低背压。
背压是注塑成型工艺中控制熔料质量及产品质量的重要参数之一,合适的背压对于提高产品质量有着重要的作用,不可忽视!。