液体散货码头装卸工艺综述
液体散货的装卸计划

液体散货的装卸计划下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!Download Tip: This document has been carefully written by the editor.I hope that after you download, they can help you solve practical problems. After downloading, the document can be customized and modified. Please adjust and use it according to actual needs. Thank you!液体散货装卸计划流程简述:①需求分析:根据货物类型(如石油、化工品、液化气等)和数量,明确装卸任务需求,考虑存储容量及时间窗口。
②安全评估:检查码头设施、管线、阀门及安全设备是否完好,确保符合安全规范,制定应急响应预案。
③船舶协调:与船方沟通到港时间、吃水深度、货物装载顺序等信息,安排泊位,确保航道畅通无阻。
④设备准备:准备专用泵、管道、鹤管、流量计等装卸设备,进行功能检查和预调试,确保运行正常。
⑤人员部署:组织专业操作团队,进行安全培训,明确各自职责,确保装卸作业高效有序。
⑥管线连接:船舶靠泊后,安全连接卸货管线至船上货舱接口,进行气密性测试,确保密封无泄漏。
⑦开始卸载/装载:按照预定计划,开启泵送系统,监控流量、压力,调整速率以适应船只稳定性需求,同时记录装卸量。
⑧质量监控:取样检测货物品质,确保符合标准,监控储罐液位,防止溢出。
⑨作业监控:全程监控作业安全,对异常情况立即响应,必要时暂停作业进行调整。
⑩结束作业:完成装卸后,安全断开管线连接,清理作业现场,对设备进行清洗与维护,提交作业报告。
港口散装液体化工品装卸安全措施

港口散装液体化工品装卸安全措施
利用港口优势,每年从国外进口大量的液体化工品,带动了港口散装液体化工品水运中转业务的进展。
由于液体化工品大都具有易燃、易爆和毒害等危急特性,给港口平安管理带来了严峻考验。
特殊是《平安生产法》和《危急化学品平安管理条例》等法律法规颁布实施以来,对港口装卸散装液化品平安管理工作提出了更高要求。
1装卸工艺流程
1.1卸船工艺流程
船→船上泵→船岸连接管线/输油臂→管道→储罐
1.2装船工艺流程
储罐→装船泵→管道→船岸连接管线/输油臂→船
2危急因素分析
危急因素是指对人造成伤亡或者对物造成突发性损坏的因素。
港口在装卸散装液体化工品过程中,有多种危急因素并存,这里笔者结合近几年来的管理和操作阅历,从货物、人和设备3个因素进行分析。
2.1货物
通过液体化工品的MSDS(平安技术说明书)分析其理化特性,可以看出货物本身的危急因素。
(1)火灾危急性。
低闪点的易燃液体化工品泄漏后,遇明火、静电放电或金属撞击产生的火花,会发生燃烧。
例如环氧丙烷、丙烯腈、甲醇等。
(2)爆炸。
易燃液体化工品泄漏后,当其蒸气与空气混合达到爆炸极限时,一旦遇火,就会发生爆炸。
(3)腐蚀性。
强酸、强碱溅到眼睛和皮肤上,会灼伤眼睛和皮肤。
例如硫酸、苯酚等。
(4)毒害性。
港口装卸的散装液体化工品都具有毒害性,其泄漏物和蒸气会使人体发生急性中毒或慢性中毒。
例如丙烯腈、氯仿、煤焦油等。
码头工艺流程说明

码头工艺流程说明1.1卸船工艺流程液体化学品运输船停靠码头后,与码头上的装卸臂连接,经运输船自带卸船泵通过装卸臂或软管、码头上的输送管线、陆域输送管线输送至储罐中储存。
卸船的计量以船舱计量为准,储罐液位计为辅助,或由双方共同商议。
1.2卸船流程如下所示:(1)xx卸船、预冷流程:预冷:厂区DN80xx预冷管线→码头xx计量撬→DN250xx 管线→厂区T7001罐卸船:xx运输船→卸船泵→xx计量撬→外管廊→厂区T7001xx罐(2)苯卸船流程:苯运输船→卸船泵→苯计量撬→外管廊→厂区V1001苯罐(3)苯xx装船流程苯xx储罐→苯xx装船泵→外管廊→苯xx计量撬→苯xx运输船对于装卸船管径将根据经济和防静电安全流速综合因素来确定。
装船泵的参数将根据船型、管线的设计流量、油品的物性参数、管线的长度、储罐量低液位及运输船的最高液位等资料计算选择。
苯卸船操作当接到卸苯船通知前,应打通以下流程:码头计量撬流量计前后手阀→引桥切断阀→外管廊→厂区界区手阀→SQ-1001收发球笼→V1001苯储罐输油臂后部电动阀关闭,当船方启泵前通知内操打开此阀,开始卸船,卸船初始速度不应大于80t/h,卸船过程中内操应关注好V1001苯罐液位上涨情况,当液位上涨时应立即通知码头操作人员。
苯卸船流程图:过程控制低温xx装置配备有DCS集中控制系统,原料罐区V1001罐各温度点、调节阀、切断阀、均已接入DCS显示、及控制,并配备SISS高、低液位联锁。
码头新增PLC控制系统WinCC,各温度点、切断阀均已进入系统,并通过通讯至厂区联合控制室,由低温仓储集中控制。
生产工艺操作以手动为主,每根管道在引桥根部设紧急切断阀,既可远程控制也可就地操作的防爆电动紧急切断阀,另在引桥切断阀处,内泊、外泊各设置1个紧急停车按钮。
本项目所有物料均设置了流量计,进行物料的计量和管理。
1、卸船时码头端可通过F103观察卸船流量,初始速度控制在80t/h,根据厂区V1001罐压力情况提高卸船速度,最高不可超过260t/h,压力控制在0.5MpaG以下,通过PT201观察。
码头装卸工艺

码头装卸工艺一、引言码头装卸工艺是指在港口码头进行货物的装卸操作的一种技术流程。
它是港口物流作业的重要环节,直接关系到港口的效率和货物的安全运输。
本文将从码头装卸工艺的流程、设备和安全等方面进行详细介绍。
二、码头装卸工艺流程1. 货物接收在货物到达码头之前,码头工作人员会提前准备好各种装卸设备,并进行货物接收工作。
这包括核对货物清单、验收货物数量和质量、记录货物信息等。
2. 货物存放接收到的货物会被暂时存放在指定的区域,通常是码头的仓库或露天堆放区。
码头工作人员会按照货物的特性和目的地进行分类和标记,确保货物的安全存放。
3. 装卸设备准备在进行货物装卸之前,码头需要准备好一系列装卸设备,如起重机、叉车、皮带输送机等。
这些设备根据货物的性质和数量进行选择,并在装卸现场进行布置和调试。
4. 装卸操作装卸操作是码头装卸工艺的核心环节。
通常情况下,起重机会被用于装卸大型货物,叉车用于搬运小型货物,皮带输送机用于连续运输货物。
码头工作人员需要根据货物的特性和目的地,选择合适的装卸方式和设备,进行精确的操作。
5. 装卸过程监控为了确保装卸操作的安全和顺利进行,码头通常会配备监控系统,对装卸过程进行实时监测。
监控系统可以监测装卸设备的状态、货物的运输路径和装卸效率等,及时发现和处理可能出现的问题。
6. 货物出库装卸完成后,货物会被移动到指定的出库区域,等待装车或运输。
码头工作人员会进行货物清点、验收和记录,确保货物的准确出库。
三、码头装卸设备1. 起重机起重机是码头装卸工艺中最常用的设备之一。
它通常由大型的固定式起重机和移动式起重机组成。
起重机可以通过吊钩、夹具等装置,将重型货物从船上或陆地上吊运到指定位置。
2. 叉车叉车是用于搬运小型货物的设备。
它具有灵活性和高效性,可以在狭小的空间内进行货物的装卸操作。
叉车通常由驾驶舱、叉臂和货叉组成,可以根据需要进行升降和侧移。
3. 皮带输送机皮带输送机是一种连续运输货物的设备。
液体化工码头工艺描述
液体化工码头工艺描述
一、概述
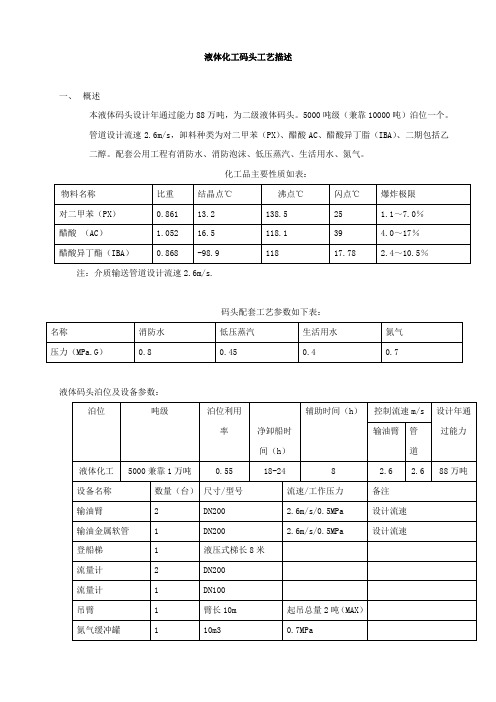
本液体码头设计年通过能力88万吨,为二级液体码头。
5000吨级(兼靠10000吨)泊位一个。
管道设计流速2.6m/s,卸料种类为对二甲苯(PX)、醋酸AC、醋酸异丁脂(IBA)、二期包括乙二醇。
配套公用工程有消防水、消防泡沫、低压蒸汽、生活用水、氮气。
化工品主要性质如表:
注:介质输送管道设计流速2.6m/s.
码头配套工艺参数如下表:
液体码头泊位及设备参数:
液体码头主要参数:
工艺流程如下:
一、卸料流程
1、PX卸料流程:
PX输油臂(SYB01)质量流量计(FT201)→阀门→PX输送管线→PX储罐
2、醋酸卸料流程:
输油臂(SYB02)→质量流量计(FT202)→阀门→醋酸输送管线→醋酸储罐。
3、醋酸乙二醇卸料流程:
输油金属软管→阀门→质量流量计(FT203)→阀门→IBA输送管线→IBA储罐。
二、管线吹扫流程
1、PX管线吹扫流程:
质量流量计(FT201)前第二道阀门→PX输送管线→PX输油臂(SYB01)→船舱。
2、醋酸卸料流程:
质量流量计(FT202)前第二道阀门→醋酸输送管线→醋酸输油臂(SYB02)→船舱。
3、醋酸异丁酯管线吹扫流程
质量流量计(FT203)前第二道阀门→PX输送管线→输油金属软管→船舱。
液体装卸作业区工艺简介

球罐 Ⅲ压力容器 400
26 G-1001C 丁烯-1储罐
球罐 Ⅲ压力容器 3000
27 G-901A 30%盐酸储罐 拱顶罐 常压罐
200
28 G-901B 30%盐酸储罐 拱顶罐 常压罐
200
29 V-101C
HAC储罐
拱顶罐 常压罐
1000
等附属设施。2010年,液体装卸作业区共完成贮
运生产总量66万吨,洗涤铁路槽车20节,置换带
压汽车槽车52节。
二、2010年贮运生产完成统计表:
序
艘
号 品名 汽车(t) 辆数 火车(t) 节数 船(t) 数 管输
轻柴
1油
232624.43 4612
乙二
2醇
40870.184 682
小 计 247781.518 9293 339373.484 6756 20241.635 46 52983.979
贮运 总量 660380.616
三、工艺流程方框图:
1、醋酸工艺流程方框图
活线
油品作业区 醋酸罐:V101a/b/c 返输化工厂 醋酸栈台装火车 汽车装车台装汽车
BYACO
P101
P102a/b
11、普碱工艺流程方框图 G902a/b/c
码头卸船 201栈台 卸30%普碱火车 G902d/e
P302a/b B-901a/b
G903
加水
外管
20%稀碱去各装置
用工厂风搅拌 B902a/b
B603a/b
B902c/d
四、贮罐一览表:
序号 设备位号 设备名称
型式
1
G-801A 二乙二醇储罐 拱顶罐
2
G-801B 二乙二醇储罐 拱顶罐
港口装卸工艺
港口装卸工艺1、结合本学期所学内容,分析木材(液体、散水泥、散粮,任选其一)的装卸工艺系统及装卸工艺布局。
2、青岛港集装箱(集装箱、原油、铁矿石、煤炭、粮食,任选其一)装卸工艺流程与装卸工艺布局。
(1)装卸搬运工具(2)装卸搬运系统(3)装卸搬运工艺布局国集装箱码头装卸工艺方式比较单一,装卸船作业几乎全部是吊上吊下方式,即:采用岸边集装箱装卸桥进行装卸船作业。
集装箱水平运输采用集装箱拖挂车或集装箱跨运车,堆场作业采用轮胎式集装箱龙门起重机或集装箱跨运车。
1 轮胎式集装箱龙门起重机方式我国几个主要集装箱大港如:天津港、上海港、深圳港、青岛港、大连港、宁波港、广州港等均采用这种工艺方式。
轮胎式集装箱龙门起重机方式具有装卸效率高、操作简单、作业面大、故障率低、堆场面积利用率高的特点,是我国集装箱码头采用最普遍的方式。
经过近20a 的运行,均取得了丰富的使用、管理经验,并在很多方面取得了新的进展,走在世界前列。
工艺流程工艺流程见表1。
表1 工艺流程操作过程采用设备装、卸船集装箱装卸桥水平运输码头堆场堆场拆装箱库堆场铁路装卸线堆场冲洗、修箱场集装箱拖挂车堆场装、卸车拆、码垛轮胎式集装箱龙门起重机拆装箱库集装箱装卸车正面吊运车拆装箱叉车(箱内作业叉车)拼箱货装卸车叉车铁路集装箱装卸作业正面吊运车其他作业集装箱叉车28 总339期第4期2002年4月水运工程Port&WaterwayEngineeringApr.,2002设备配备码头装、卸船作业码头装卸船作业大多是配备集装箱装卸桥,装卸桥是集装箱码头装卸能力的决定性因素,装卸桥是整个集装箱码头装卸系统的工作站,1台集装箱装卸桥就形成1条装卸作业线。
80年代我国集装箱码头处于技术和使用操作的起步阶段,1个标准的集装箱泊位配备2台第1、2代的集装箱装卸桥,泊位通过能力10万TEU。
90年代中期开始,我国集装箱运输又开始了一个新的起点,随着集装箱船舶的增大,发展到第3、4代。
液体散货码头装卸工艺综述
文献标识码 :B
文章 编号 :10 — 9 2 20 )0 09 ~ 6 0 2 4 7 (0 6 1— 0 8 0
OnH a d i gTe h oo yo q i l r i as n l c n lg f n Li ud Bu k Te m n l
PAN i t o Ha - a
货 海 运 事 业 的 发 展 和 相 应 的港 口码 头 的 建 设 。 20 我 国 主要 港 口石 油 天然 气 及 制 品吞 吐量 完 05年
件 、世界及我国原油船队 、船舶营运费用等方面分
析 比较 , 目前我 国沿海进 口原 油码头 均 以3万 D O WT
成 48 亿 t . 3 ,其中接卸进 口原油 1 3 t。 . 亿 … 2 液体散货码头作业特点是连续 、密闭 、运 量 大 、效率高 。主要发展趋势是 :码头吨级大型化
世 界 石 油 消 费 量 和海 运 量 的 不 断增 加 ,带 动
了液体散货船队发展 ,使之成为世界上最 大的一
类船队 ,船型大小吨位 齐全 ,且近年来船舶 运输
大 型化 趋势 明 显 ,码 头 吨级也 随之 增 大 。 21 原 油 船 型和码 头 吨级 . 从 我 国进 口油产 地 、航 线 及运距 、海峡 限制 条
液体散货码 头装 卸 工艺综述
潘海涛
( 中交水运规划设计院 ,北京 10 0 ) 0 0 7
摘 要:分析总结我 国液体散 货码 头泊位吨级和工艺设计特点 ,提 出存在 的技 术 问题 ,展 望发展 前景。
关 键 词 :液体 散 货 ;码 头 ; 装 卸 工 艺
中图分类号 :U 5 、3 6 61 2 +
Ke r : iudb l ;e mia; a digtc n lg y wo ds l i uk tr n lh n l h oo y q n e
请简述件杂货码头的典型装卸工艺
请简述件杂货码头的典型装卸工艺杂货码头是现代物流系统中非常重要的一部分,它主要负责货物的装卸和仓储工作。
在国内外大多数货物运输中,杂货码头都起到了关键作用。
典型的杂货码头装卸工艺包括以下几个步骤:第一步,卸货准备:当货轮靠岸后,杂货码头的人员需要先进行货物卸载准备工作。
这个阶段主要包括仓库的清理、设备的准备和人员的组织安排。
第二步,货物卸载:货轮到达码头后,卸货过程就开始了。
这个过程分为两个部分,分别是舱内卸货和码头作业。
舱内卸货需要专门的人员进入货舱,将货物从船上搬到码头上。
码头作业则是指将舱内的货物在码头上进行堆放和分类。
第三步,货物搬运:卸货完成后,货物需要经过码头的搬运设备进行搬运。
常用的搬运设备有叉车、集装箱吊等。
这些设备可以将货物从码头上搬到仓库中,同时也可以将货物从仓库中搬到码头上进行装载。
第四步,货物装载:在完成卸货之后,还有一些货物需要装上车辆或是其他运输工具进行配送。
这个过程需要根据不同的运输方式和目的地进行合理的安排和操作。
第五步,仓库储存:杂货码头的一项重要职责就是进行货物的仓储管理。
这个过程包括货物的分拣、计量、归档和储存等。
通过科学的仓储管理,可以提高货物周转率,并保证货物的安全。
以上就是典型的杂货码头装卸工艺。
通过合理规划和组织每一个环节,可以实现高效、安全的货物装卸和仓储。
同时,杂货码头也需要注重人员的培训和设备的维护,以提高工作效率和减少事故的发生。
杂货码头的工作对于物流运输行业的发展起到了至关重要的作用,它不仅能够提高货物运输的效率,还可以提供更好的服务,满足人们日益增长的物流需求。
港口装卸工艺——第九章 液体货装卸工艺
第九章液体货装卸工艺第一节概述石油是工农业生产的重要能源之一。
当前其运输量是居世界各货种相对运量之首位传统的石油运输是以桶装的件货运输为主要运输方式的20 世纪上叶出现的散装石油运输石油以及石油产品是具有易燃烧、易爆炸、易产生静电等特性的特殊液体。
给储运、装卸带来危险,从事石油运输和装卸生产工作的人员,必须要熟悉和掌握石油的特性,采取一些相应的措施。
一、石油种类石油可分为原油和石油产品两大类。
第一类,原油是未经提炼的石油。
第二类,石油产品是原油经过提炼而成的油品。
它可分为:(1) 透明石油及其产品:如汽油,煤油等轻质油品。
(2) 深色石油及其产品;柴油,润滑油等。
(3) 沥青及其他:沥青呈固体状,是石油经提取油品后的剩余物。
在运输和装卸时,以件杂货处理。
二、石油的特性1. 易燃性和爆炸性在考虑石油码头的建设时,要注意:(1) 油码头要和其他码头分隔并设在下游或下风处;(2) 于临近的建筑物要有300m 以上的防护距离,并要和居民区分开;(3) 码头要设置合理的消防设施。
2. 挥发性3. 扩散性油料的扩散性及其对火灾危险的影响主要表现在以下三个方面:(1) 油料的流动性。
(2) 油料比水轻且不溶于水。
(3) 油蒸气的扩散性4. 纯洁性5. 易产生静电性6. 粘性和凝结性7. 膨胀性8. 毒害性第二节石油的存储设备一、油库概述油库是储存、转运和供应石油及石油产品的专业性仓库,是协调原油生产和加工、成品油运输及供应的纽带。
油库的类型很多,根据不同的分类方法,油库大体上可以分为如下几类。
1. 按管理体制和业务性质划分根据油库的管理体制和业务性质,油库可以分为独立油库和附属油库两大类型。
2. 按容量和年供应量收发量划分按国家标准《石油库设计规范》,石油库等级划分如表9-4 所示。
二、油罐储油方式油料按照储运方式的不同分为散装和整装两种。
凡是用油罐、车(铁路油罐车或汽车油罐车)、船(油轮、油驳)、管道等储存或运输的油料称为散装油料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 10 期
潘海涛: 液体散货码头装卸工艺综述
·101·
扫置换。随着管线种类的增多, 为满足多货种公 用管线的要求, 管道清管器吹扫新工艺逐步被采 用。目前国内的一些港口, 如营口、天津、宁波 等石化港区在油品、液体化工品的装卸系统中应 用此技术。清管器吹扫时利用背压作动力, 推动 清管器在管线内行进, 从而将管道内残液排出管 外。此种工艺操作简便, 可保证管道输送介质的 质量, 实现设备和管道的有效利用。 3.2 LPG 码头工艺流程
Abstr act: This paper analyzes the ship styles, berth tonnage and technological characteristics of liquid bulk
terminals, points out the technical problems, and describes the development prospect.
远, 二者之间的自动控制、通信联络和联动操作 极为重要。在输油过程中, 当罐区、码头和油船 等环节中发生故障时必须迅速停泵、关阀, 停止 输油作业, 避免发生事故。目前, 国内大型石化 码头均实现了以上控制功能。
近年来, 随着环保和节能要求的提高, 利用 油气回收法降低油品装卸过程中蒸发损耗的技 术日趋成熟。美国、欧洲等港口和船东已全面推 广油船装载过程中的油气回收技术。目前我国沿 海的原油、成品油装船港尚无油气回收系统在工 程中应用的实例。如码头装船作业采用全封闭 装卸工艺 ( 循环回路) , 船舶需要配置收集各货 舱挥发气体的独立管路。而我国沿海运输的液体 散 货 船 舶 , 除 运 输 蒸 汽 压 较 高 的 LPG、LNG 船 、 部分运输毒性强、货物价值高的化工品船具有返 回码头上的回气管路外, 绝大部分原油、成品油 船货舱透气系统未形成封闭管路, 无法实施回收 作业, 这是导致油气回收技术未能在港口应用的 主要原因。油气回收技术需要结合新船舶建造技 术规范的推广, 在港口工程设计中加以研究解 决。
关键词: 液体散货; 码头; 装卸工艺
中图分类号: U656.1+32
文献标识码: B
文章编号: 1002- 4972( 2006) 10- 0098- 06
On Handling Technology of Liquid Bulk Ter minals
PAN Hai- tao
(China Communications Planning & Design Institute for Water Transportation, Beijing 100007, China)
Key wor ds: liquid bulk; terminal; handling technology
1 概述 液体散货码头是指原油、成品油、液体化工
品、LPG 和 LNG 介质等用管道装卸和输送的专业 码头。由于这些货物品种多, 需求量大, 存在着 产地与加工地、加工地与消费地的差异, 从而形 成了很大的货运量。目前世界石油的海运量已占 到 总 海 运 量 的 50%。 随 着 我 国 经 济 的 持 续 发 展 , 对油气及化工品需求不断增加, 也促进了液体散 货海运事业的发展和相应的港口码头的建设。 2005 年我国主要港口石油天然气及制品吞吐量完 成 4.83 亿 t, 其中接卸进口原油 1.23 亿 t[1]。
泊位吨级/万 t 0~0.3 0.3~0.5 0.5~1 1~3 3~5 ≥5 合计
泊位数量/个 56 26 36 26 16 13 173
2.3 LPG 船型和码头吨级 根 据 中 国 船 级 社 ( CCS) 统 计 资 料 , 2005 年
国内 LPG 船舶 64 艘, 总运力约 6.4 万载重吨, 总 舱容 123 150 m3; 在现有船舶中, 3 000 m3 及以上 的船 13 艘, 约占总 运 力 的 37.5%; 3 000 m3 以 下 的船 51 艘, 约占总运力的 62.5%。1 000~3 000 m3 全 压式船舶, 主要用于国内沿江、沿海之间运输。远 洋进口 LPG 船多为半冷半压式或全冷式船舶, 舱容在 10 000~50 000 m3, 部分达 80 000~100 000 m3。 近 年来, 宁波、汕头、珠海、钦州等港口新建了一 些低温 LPG 船接卸码头, 多为 50 000 吨级泊位。
·100·
水运工程
2006年
1) 卸船进罐作业 该作业主要利用船泵压力接卸, 将所载油品 直接送入港区储罐。这种流程要求平面与高程设 计中以满足船泵按正常流量卸油时的扬程、大于 进罐的全管路系统水头损失为前提。一般将接卸 罐区设置在距码头 3~5 km 范围内。对大型原油卸 船码头, 在地形条件有利的情况下, 二者之间距 离 可 扩 大 到 5~8 km; 对 于 LNG 码 头 , 因 介 质 汽 化、管线投资等原因, 接卸罐区距码头一般不超 过 1 km。 随着大型原油深水泊位的建设, 新建码头要 得到适宜的水深条件, 往往要从岸线向外海延伸 很远, 如船泵扬程满足不了输送要求, 需进行二 次加压接力输送。卸船过程中的中间加压, 因自 控手段和机泵参数配合等原因, 目前已建成的工 程多采用“旁接油罐加压”方案, 即在工艺流程 上设中间罐和接力泵。这种方式需设置油罐, 占 地大、能耗高。国际上已有接力泵与船泵“串联 顺序输油加压”的方式, 如美国墨西哥湾的 LOOP 港, 通过自动化控制手段实现单点平台加压泵与 卸油泵之间的串联作业, 取消了中间油罐, 降低 了能耗。这种卸船工艺对设备控制以及管理等方 面都提出了很高的要求。 工艺设备性能的提高, 为提高码头卸船效率 提供了可能。特别是大型油船配泵的扬程较高、 流量大, 码头上的设备相应配套, 卸船效率高, 大大缩短了船舶在泊时间, 提高了泊位通过能力。 卸船效率主要依据船泵和陆上接收设施的能力决 定。目前建成的大连、青岛、宁波等 30 万吨级油 码头卸船流量达到 10 000~12 000 m3/h, 净卸船时 间在 40 h 左右。青岛、大连在建 30 万吨级油码头 设计卸船效率为 15 000~18 000 m3/h, 可实现船舶 在港快速卸船, 提高码头利用率。 2) 装船作业 装船作业按照地形条件, 有两种装船方式: 一种是港区设置高位储罐, 利用有利的地形, 重 力流装船, 这种方式节省能量, 降低装船成本; 另一种方式是设置装船泵, 将储罐内油品泵送至 船舱。 一般而言, 陆域罐区与装船码头之间距离较
2005 年统计我国沿海成品油与液体化工品码 头吨级和数量分别见表 2、表 3。
表 2 我国沿海成品油码头吨级和数量 ( 2005 年统计)
泊位吨级/万 t 0~0.3 0.3~0.5 0.5~1 1~3 3~5 8~10 合计
泊位数量/个 288 100 36 40 18 4 486
表 3 我国沿海液体化工品码头吨级和数量 ( 2005 年统计)
运中的共有 198 艘, 其中最大舱容为 147 600 m3, 最小舱容为 1 100 m3, 120 000 m3 以上的占 164艘。 正在建造或已下订单的共有 144 艘 , 其 中 最 大 舱 容为 260 000 m3, 最小舱容为 19 100 m3, 120 000 m3 以上的占 140 艘, 200 000 m3 以上的有 26 艘。
2005 年统计我国沿海 LPG 码头吨级和数量见 表 4。
表 4 我国沿海 LPG 码头吨级和数量 ( 2005 年统计)
泊位吨级/万 t 0~0.3 0.3~0.5 0.5~1 1~5 ≥5 合计
泊位数量/个 13 6 10 5 7 41
2.4 LNG 船型和码头吨级 根据有关资料, 2005 年底全球 LNG 船正在营
液体散货码头作业特点是连续、密闭、运量 大、效率高。主要发展趋势是: 码头吨级大型化 和专业化、装卸货种多样化、装卸工艺流程自动 化、安全及环保要求高。我国在液体散货码头的 设计、施工、运行和管理上已形成较完善的标 准。
2 运输船型和码头吨级 世界石油消费量和海运量的不断增加, 带动
了液体散货船队发展, 使之成为世界上最大的一 类船队, 船型大小吨位齐全, 且近年来船舶运输 大型化趋势明显, 码头吨级也随之增大。 2.1 原油船型和码头吨级
从我国进口油产地、航线及运距、海峡限制条 件、世界及我国原油船队、船舶营运费用等方面分 析比较, 目前我国沿海进口原油码头均以30万DWT 油船作为设计船型。考虑船舶大型化趋势, 部分 深水港口如大连、曹妃甸、青岛等地的 30 万吨级 原 油 进 口 码 头 规 模 按 兼 顾 40 万~50 万 DWT 油 船 设计, 提高了码头的适应性和经济性。
3) “船—船直取”作业 “船—船直取”作业将满载船舶的货油通过合 理的工艺流程, 直接装运到预先靠泊的空载油船 里。该作业流程不仅可以提高码头的泊位利用率, 减少对港口设施的占用, 降低能耗, 缩短货物在 港时间, 减少费用, 而且有利于港口生产安全。 此工艺方式对栈桥式两侧靠船的情况, 尤为优越。 该作业在青岛油港、秦皇岛油港等得到采用。 4) “车—船直取”作业 “车—船直取”工艺适用于铁路油槽车、油船 联合作业的情况。通过合理调度, 将到港铁路油 槽车内油品直接装载到油船中或将油船中油品直 接装载到油槽车中。该作业在鲅鱼圈港、秦皇岛 油港等均有采用。但这种方式装卸效率受到限制, 在大型油品码头上很少采用。 5) 吹扫放空 码头工艺管线吹扫放空, 目前较多采用的是 自流排空加泵抽吸工艺, 或按照油品的火灾危险 等级采用惰性气体、压缩空气、水等介质进行吹
2006年 10 月 第 10 期 总第 394 期
水运工程 Port & Waterway Engineering
Oct. 2006 No. 10 Serial No. 394
液体散货码头装卸工艺综述
潘海涛
( 中交水运规划设计院, 北京 100007)
摘 要: 分析总结我国液体散货码头泊位吨级和工艺设计特点, 提出存在的技术问题, 展望发展前景。