涂装常见缺陷分析.
UV涂装常见不良原因分析及改善对策
7.涂料批次更换,原油光泽差异
7.通知供应商重新调整涂料
8.喷房或烤箱的温湿度不稳定
8.稳定喷房和烤箱的温湿度
9.涂料性能问题(如底漆+印刷+面漆) 9.在喷面漆之前增加一层primer
1.素材来料不良
1.把不良素材挑选出来同时通知成型改善
2.轨道内有异物凸起
2.对轨道进行确认清理
13
划伤
3.自动线立杆变形导致两立杆产品相互碰 3.修理或更换变形的立杆
高导致容剂挥发过快
第一段的温度
1.喷幅太小
1.适当增大喷幅
2.喷枪位置、角度不佳
2.调整喷枪位置、角度
3.泵浦或喷枪压力不稳定
3.确认稳定泵浦或喷枪压力
4.涂料粘度变高
4.定时确认涂料粘度并保证其稳定
11
色差
5.喷涂膜厚不均匀
5.定期检查产品湿膜状态及膜厚,并同底漆首
6.原油搅拌不均匀
件进行颜色对比
1.涂料吐出量过大 2.喷涂距离过近 4 积漆(挂 3.涂料粘度太低 流) 4.喷幅太小 5.喷枪位置、角度不佳 6.泵浦或喷枪压力突然增大
1.涂料吐出量太小或喷枪被堵 2.喷涂距离太远 5 少油(漆 3.涂料粘度太低 薄) 4.喷幅太宽 5.喷枪位置、角度不佳 6.泵浦或喷枪压力突然降低
改善方法
1.降低压缩空气压力 2.更换合适的空气帽或喷嘴 3.缩小喷涂距离 4.适当降低涂料粘度
4.如NO.2/3项无法改善,需先对素材进行打磨
牙边
1.根本原因为素材问题
17
披锋
2.擦拭不到位
3.喷涂膜厚不够
1.成型调机改善或对素材进行打磨处理 2.增加擦拭力度和次数并进行检查 3.适当增加喷涂膜厚或调整涂料粘度
常见涂装缺陷产生的原因及预防处理措施
3. 确实了解旧漆的种类, 尽量避免不匹配现象发生。 4. 对于多次修补的漆面,建议尽量使用封闭底漆加以隔离。 5. 按规定使用适当的中间底漆,同时注意按规定使用配套的固化剂及稀释剂等辅
料,并保证产品要求的干燥时间后涂装面漆。 6. 新漆膜,特别是喷涂较厚的新漆膜,必须给予一定的干燥时间。如有条件的,
8、 漆面起泡或痱子 9、 针孔 10、 流挂 11、 渗色与浮红 12、 金属漆发花 13、 涂层的变色与褪色 14、 龟裂
相关说法
剥皮、失去附着力、附着差、脱落
相关说明
此类现象为基底与漆层之间失去附着力,包括面漆与底漆或旧漆之间、底漆和金属 漆之间。
相关原因:
一、 清洁或准备不当。包括: 1、 水磨底漆时使用的水砂纸号数太高,超过 1000#以上,使底漆表面过于光滑, 不利于面漆的附着。 2、 底漆表面研磨后的研磨灰尘或其它表面污染物若未确实彻底清除,则表面 漆层将不能够与底漆层发生适当稳定的接触,以致于造成粘合不良。 3、 底漆水磨后未能使水份完全干燥,或底面在施工前受潮,使其难以正常干燥, 出现粘合不良现象。 4、 使用了不当的材料(如:汽油)作为清洁剂,不但不能去除硅、矽等腊质, 留下一些高沸点的残留物在表面留下一层连续的“油膜”。建议清洁材料使 用 L919 除油剂。 5、 粘尘布使用不当也会造成涂料的附着力降低。使用中必须擦拭速度要快,力 量要轻一些,否则会在表面留下过多的粘性杂质,影响涂料的附着力。
六、封闭材料选择不当。为节约成本,采用硝基色漆打底,烤漆(2K)罩面的施工方 法。此类办法,如处理不当,极易造成面漆的脱落。或者有时在原子灰施工后未 喷涂二道底漆而直接喷涂面漆,也非常容易造成面漆的脱落。
涂层缺陷分析与处理办法
ABCD一、涂层缺陷概述涂层在各种工业和日常应用中广泛存在,其质量对于保护基体材料、提供美观外观以及实现特定功能(如防腐蚀、绝缘、耐磨等)起着至关重要的作用。
然而,在涂层的制备和使用过程中,常常会出现各种各样的缺陷,这些缺陷不仅影响涂层的外观,更可能严重损害其性能,导致基体材料过早失效,增加维护成本和安全风险。
涂层缺陷的产生原因复杂多样,涉及到涂层材料本身的特性、涂装工艺的各个环节、基体材料的预处理情况以及使用环境等多个因素。
因此,对涂层缺陷进行全面、深入的分析,并制定有效的处理办法,是确保涂层质量和性能的关键所在。
二、常见涂层缺陷分析(一)流挂流挂是指在涂层垂直表面上,涂料由于重力作用而产生不均匀流淌和下坠的现象,形成类似泪痕或幕帘状的外观缺陷。
- 产生原因:涂料的粘度太低,无法抵抗重力的影响;涂装时涂层过厚,超过了涂料在特定条件下的允许厚度;喷枪的喷雾压力不足或喷枪与被涂表面的距离太近,导致涂料雾化不良,大颗粒涂料容易流淌;环境温度过低,涂料干燥速度过慢,给涂料流淌提供了足够的时间。
- 影响:流挂严重影响涂层的外观均匀性和平整度,使涂层表面不美观。
在流挂区域,涂层厚度不均匀,可能导致局部涂层性能下降,如防腐性能、耐磨性能等,降低涂层对基体材料的保护作用。
对于一些对外观要求较高的产品,如汽车、家具等,流挂缺陷会使其商品价值大打折扣。
(二)桔皮桔皮是指涂层表面呈现出类似桔子皮的粗糙纹理,表面不光滑,有凹凸不平的现象。
- 产生原因:涂料本身的流平性差,无法在涂装后自动流平形成光滑表面;在涂装过程中,溶剂挥发速度过快,涂料表面迅速干燥形成硬壳,而内部涂料仍在流动,导致表面不平整;喷枪的雾化效果不佳,涂料喷出后形成的颗粒大小不均匀,较大颗粒在干燥后形成凸起;施工环境温度过高或过低、湿度不合适等也会影响涂料的流平过程。
- 影响:桔皮使涂层的光泽度降低,外观质量变差,对于一些需要高光泽外观的产品,如汽车面漆等,桔皮缺陷是不允许存在的。
涂装常见缺陷分析

油污:表 面残留油 污影响涂 层附着力
锈蚀:金 属表面锈 蚀影响涂 层使用寿 命
氧化皮: 金属表面 氧化皮影 响涂层附 着力
水分:表 面残留水 分影响涂 层附着力
灰尘:表 面残留灰 尘影响涂 层附着力
旧涂层: 旧涂层未 清理干净 影响新涂 层附着力
表面预处理缺陷产生的原因及解决办法
原因:表面处理材料选择不当 如使用劣质材料、不适用材料 等
原因:涂装工艺流程不合理设备故障操作人员技术水平不足 解决办法:优化涂装工艺流程定期维护设备加强操作人员培训 原因:涂装材料质量不合格供应商管理不善 解决办法:选择优质供应商加强供应商管理定期进行质量检测 原因:涂装环境不符合要求如温度、湿度、通风等 解决办法:改善涂装环境确保温度、湿度、通风等符合要求
解决办法:加强表面处理如增 加清洗次数、提高打磨精度等
解决办法:选择合适的表面处 理材料如选择优质材料、适用
材料等
原因:表面处理工艺不当如 温度过高、时间过长等
原因:表面处理不彻底如清 洗不干净、打磨不均匀等
解决办法:调整表面处理工艺 如控制温度、缩短时间等
涂装工艺缺陷
涂装工艺流程
预处理:去除工件表面的油污、锈迹等
涂装缺陷的原因包 括原材料、工艺、 设备、环境等因素 。
涂装缺陷的预防和 改善是涂装工艺研 究的重要内容。
涂装缺陷的分类
外观缺陷:如 色差、光泽度 不均、颗粒等
性能缺陷:如 附着力不足、
耐候性差等
工艺缺陷:如 涂装不均匀、
流挂等
环境缺陷:如 温度、湿度、 空气污染等影
响涂装效果
涂装缺陷产生的原因
涂装常见缺陷分析
汇报人:
目录
添加目录标题
涂装故障模式
六、漆雾 因防护不当或操作失误等 造成非喷涂表面沾染杂色漆雾。 原因分析: 遮蔽不到位; 操作时防护不当。 影响:1、严重的外观缺陷, 整体颜色不一致; 2、配合表面如活塞杆等会因 漆雾造成非预期磨损等、
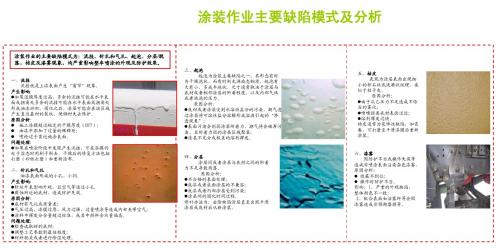
涂装作业主要缺陷模式及分析
涂装作业的主要缺陷模式为:流挂、针孔和气孔、起泡、分层/脱 落、桔皮及漆雾现象,均严重影响整车喷涂的外观及防护效果。
一、流挂 流挂就是上漆表面产生“窗帘”现象。 产生影响: 如果湿膜厚度过高,多余的流挂可能在水平表 面或拐角处多余的流挂可能在水平表面或拐角处 形成油漆淤积。固化之后,漆层可能会在该区域 产生直达基材的裂纹,使钢材失去保护。 原因分析: 施工漆膜超过规定的干膜厚度(DFT); 油漆中添加了过量的稀释剂; 喷枪过于靠近施涂表面。 问题处理: 如果在喷涂阶段中发现产生流挂,可在漆膜仍 处于湿态时用刷子刷去。干燥后的修复方法包括 打磨(砂纸打磨)和重新涂布。 二、针孔和气孔 油漆表面形成的小孔、小洞。 产生影响: 针状外表影响外观,且空气等通过小孔 腐蚀附近的底材,造成防护失效。 原因分析: 底材有气孔或质量差; 气压过高、漆膜过厚、风力过强、过量喷涂等造成内部夹带空气; 涂料中挥发分含量超过标准,或其中颜料含水量偏高。 问题处理: 检查选取好的底材; 调整工艺参数到最佳程度; 材料把关或者进行除湿处理。 三、起泡 起泡为涂装主要缺陷之一,其形态有时 为干燥泡状,而有时则充满液态物质。起泡有 大有小,多成半球状。尺寸通常取决于涂层与 底材或者相邻涂层的附着程度,以及内部气体 或者液泡的压力。 原因分析: 底材或者涂层受到水溶性盐分的污染,潮气透 过涂层将可溶性盐分溶解形成溶液引起的“渗 透现象”; 表面污染会削弱涂层附着力。潮气将会被再污 染、且附着力弱的涂层区域聚集; 涂层不充分或极差的溶剂挥发。 五、桔皮 表现为涂层表面出现细 小的卵石状或涟漪状纹理,类 似于桔子皮。 原因分析: 由于孔乙压力不足造成不恰 当的雾化; 喷嘴距离底材表面过近; 溶剂挥发过快。 桔皮通常为装饰性缺陷,如需 要,可打磨至平滑漆膜后重新 涂装。
涂装不良缺陷产生原因和预防措施
03
加强涂装操作人员的培训和技 能提高
研究不足与展望
目前对涂装不良缺陷产生原因的研究还存在不足之处,例如 对某些缺陷产生的原因尚未完全明确,需要进一步深入研究 。
随着新材料和新工艺的不断涌现,涂装缺陷的产生原因和预 防措施也需要不断更新和完善。因此,未来的研究应更加深 入,以解决更多的涂装缺陷问题。
涂装过程中的温度和湿度变化可能影响涂料的干燥和固化过程,导致涂层缺陷。
污染环境影响
涂装过程中如果存在污染环境,如灰尘、油烟等,会影响涂料的附着力和外观质 量。
03 涂装不良缺陷预防措施
严格控制原材料
1 2 3
确保原材料质量
选用符合规格和设计要良缺陷产生原因分析
原材料因素
原材料质量不稳定
如果使用的涂料或相关原材料质量不 稳定,可能会导致涂装不良缺陷,如 色泽不均、起泡、开裂等。
原材料混合不均匀
涂装材料混合不均匀,如颜料、基料 、溶剂等比例不当,也会导致涂装缺 陷。
工艺因素
涂装工艺不合理
涂装工艺流程、温度、湿度等参数不当,会直接影响涂层的外观和质量。
保持环境清洁
加强车间清洁管理,减少灰尘、杂质等对涂装表面的污染。
控制噪声和震动
采取有效的减震降噪措施,减少噪声和震动对涂装过程的影响, 提高涂装质量。
04 涂装不良缺陷修复方法
轻度缺陷修复
修复工艺简单
对于轻微的涂装不良缺陷,如小范围的漆面粗糙、小面积的漆面起 泡,可以通过简单的修复工艺进行处理。
检查设备性能
定期检查涂装设备的性能 指标,如喷枪的流量、压 力等参数,确保其处于良 好的工作状态。
及时更换磨损部件
对涂装设备中磨损较大的 部件,如喷嘴、滤网等, 及时进行更换,避免因此 产生的涂装不良。
喷漆缺陷汇总

纹理缺陷案例
纹理不清晰
涂层表面的纹理模糊不清,无法呈现出预期效果。
纹理断裂
涂层表面的纹理出现断裂或断层现象。
纹理不均匀
涂层表面的纹理分布不均匀,影响整体美观。
涂层缺陷案例
涂层起泡
涂层表面出现大小不一的气泡。
涂层开裂
涂层表面出现裂纹或开裂现象。
涂层脱落
部分涂层从基材上脱落,露出未涂覆的区域。
喷漆表面的纹理出现断裂 或断层现象。
涂层缺陷
涂层剥落
喷漆涂层部分或全部剥离基材表 面。
涂层开裂
喷漆涂层出现裂纹或开裂现象,可 能是由于涂层过厚、干燥不均等原 因所致。
涂层附着力不足
喷漆涂层与基材表面的附着力不够, 容易脱落。
02
喷漆缺陷原因分析
涂料问题
总结词
涂料质量差、涂料不匹配、涂料稀释不当
涂层开裂
检查底材是否与涂层材料相容,重新选择合适的涂层材料。
涂层脱落
检查底材是否处理干净,确保没有油渍、污渍等残留物。
04
喷漆缺陷预防措施
涂料选择与存储
总结词
选择合适的涂料类型和品牌,确保涂料 质量可靠,避免使用过期或变质的涂料 。
VS
详细描述
在喷漆前,应仔细检查涂料的类型、品牌 、生产日期和保质期,确保所使用的涂料 符合要求,并且质量可靠。对于需要混合 调配的涂料,应按照说明书正确混合,避 免出现不均匀或沉淀现象。涂料存储时应 远离火源、避免阳光直射,保持通风良好 ,以防涂料变质。
,提高其技能水平,减少操作失误。
设备维护与校准
总结词
定期对喷漆设备进行维护和校准,确保设备状态良好, 提高喷涂效果。
喷涂色差原因分析及喷涂不良现象原因分析对策技术资料
喷涂色差原因分析及喷涂不良现象原因分析对策技术资料一、喷涂色差原因分析1.涂料质量问题:涂料的质量不稳定或含有杂质,会导致喷涂色差。
例如,颜料分散不均匀、颜料粒径过大、颜料与基料不相容等。
2.喷枪不均匀喷涂:喷涂过程中,喷枪的喷嘴堵塞、喷嘴直径不一致、喷嘴与工件的距离不一致等,会导致喷涂色差。
3.喷涂层厚度不均匀:喷涂层厚度不均匀会导致色差,可能是喷涂速度不一致、喷涂距离不一致、喷涂角度不一致等原因所致。
4.喷涂工艺不当:例如,涂装工艺参数设置不准确,喷涂温度、湿度等环境条件不适宜等。
二、喷涂不良现象原因分析1.气泡:喷涂时,基料表面存在气泡,可能是由于基材表面不洁净、基材温度过高或涂料本身存在挥发性物质等引起的。
2.凸起:在喷涂过程中,喷涂液体不均匀或太多,会在基材表面形成凸起。
3.缺陷:喷涂液体不均匀或缺乏粘合剂或润湿剂等会导致喷涂层表面出现缺陷。
4.起皱:喷涂过程中,基材温度波动或涂料固化不均匀等原因会导致喷涂层表面起皱。
三、对策技术1.选择质量稳定的涂料:在进行喷涂工艺前,要选择质量稳定的涂料,确保涂料中颜料分散均匀、颜料粒径适宜、颜料与基料相容等。
2.喷枪维护保养:定期清洁喷枪的喷嘴,保证喷枪的喷嘴直径一致,并确保喷嘴与工件的距离一致。
3.控制喷涂层厚度:根据工艺要求,控制喷涂层的厚度均匀,确保喷涂速度、距离和角度一致。
4.合理设置喷涂工艺参数:根据不同的工件和涂料,合理设置喷涂工艺参数,包括喷涂温度、湿度等环境条件。
5.处理基材表面:确保基材表面清洁,有利于涂料附着和固化。
6.控制喷涂液体量:调整喷涂量,确保涂料均匀喷涂,避免出现凸起、缺陷和起皱等问题。
7.控制喷涂层固化:确保喷涂层的固化均匀,避免喷涂层表面出现起皱等现象。
总结:喷涂色差及喷涂不良现象的原因很多,可能是涂料质量问题、喷枪不均匀喷涂、喷涂层厚度不均匀、喷涂工艺不当等。
解决这些问题需要选择质量稳定的涂料、维护保养喷枪、控制喷涂层厚度、合理设置喷涂工艺参数、处理基材表面、控制喷涂液体量以及控制喷涂层固化等对策技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10/19/2018
2
漆膜硬度不够(weak):
描述(DESCRIPTION)
表现为漆膜软, 很容易被 划伤;
相应的耐溶剂性能表现 差。
10/19/2018
3
原因(cause):
通常是漆膜树酯交链不够好, 而交链不够的主要因素有: 1树酯分子选择不合适; 2未完全干燥;
3高温漆或双组份漆烘烤温度不够;
4双组份漆固化剂配比不对。
10/19/2018
4
起泡(blowing):
10/19/2018
5
起泡的原因(cause):
通常是基底有锈迹(擴大)、污垢、小 凹孔、磷化渣质、水汽等被封在漆膜 底下,漆膜在烤干或受热(受熱膨脹) 时,这些物质彭涨将漆膜顶起造成。
10/19/2018
6
起泡的原因:
底下有 Money!
10/19/2018
27
干喷/异常光泽低 (Dry spray/loss of gloss)
描述(DESCRIPTION)
10/19/2018
虽然漆膜表面光滑,但漆膜表面光泽异常偏低. Although apparently smooth and evenly applied, the surface lacks shine.
10/19/2018
24
纤维或毛丝:
主要来自衣服纤维, 人员走动太多,未 穿防尘衣。 也有来自劣质空气 过滤网。
10/19/2018
25
当这类缺陷很多时, 怎么办??
What can I do??
10/19/2018
26
建议
当这类缺陷很多时,建议将缺陷样品抽 取30-50片进行详细分类(有必要的话, 使用放大镜观察缺陷形状、颜色等), 然后分析原因 改善 检察改善效果 制定SOP 贯彻执行SOP。
10/19/2018
29
预防(PREVENTION )
a) 选择正确种类和比例的稀释剂Use the correct proportion of recommended thinner. b) 正确的喷漆手法: 枪距, 扇形, 气压 ……Use correct spraying techniques, ensure that equipment is clean, set air pressure as low as possible, consistent with proper atomisation, spray from the correct distance. c) 使用合适的喷房, 确保喷房有良好的空 气流通. Use a spray booth, and ensure that air circulation and extraction is at the correct velocity.
10/19/2018
18
起云/斑纹,(Clouding / Mottling )
起因:
常见于银粉漆,主要是银粉排列不一致。 主要原因有: 1十字交叉喷涂; 2使用太差的稀释剂;或稀释剂加入太少。
3枪未调好;
4喷涂手法不正确。 5素材厚薄不一(这种情况常叫应力纹)。
10/19/2018
19
应力纹(mapping):
*油漆体质敏感。
10/19/2018
14
预防(PREVENTION)鱼眼的产生
a) Keep the part away from silicone pollution b) Thoroughly clean the surface with wax and grease remover. Do not allow cleaning solvents to dry on the surface but remove with a clean dry cloth, c) Always use the recommended materials. d) Ensure that the spraying area is properly ventilated. 15
28
起因(CAUSE)
Microscopic roughness of the surface which may result from:
a)底漆太差或底漆未干就喷面漆. poor hold out of primer, or the application of topcoat over primer which is not thoroughly dry. b)稀释剂太差或加了不合适的添加剂. poor quality or incorrect thinner, or the use of additives in the paint. c) 素材前处理不当或喷漆手法不对. incorrectly prepared or poorly applied paint. d) 素材质量太差application over a poor substrate. e) 高湿低温时漆膜干燥太慢. excessively slow drying due to high humidity or low temperature. f) 溶剂蒸气在漆膜表面冷凝. solvent fumes or exhaust gases attacking the surface. g) 表面被污染. surface contamination by wax, grease, oil, soap or water.
此类缺陷目前占有 相当大的比例,您 知道其主要原因是 什么吗?
10/19/2018
23
颗粒(particles)产生原因
素材本身灰尘未被去除; 油漆未过滤, 或滤网太粗 或太脏;
喷房、流平间、烤房等环 境被污染;
调漆间脏污,油漆未盖好; 调漆罐、供漆管路、喷枪 清洗不够。 压缩空气未过滤,或滤网 太脏。
MODULE NAME
MODULE NUMBER
涂装常见缺陷分析
G3
漆膜缺陷原因分类:
涂料问题(Product problems) 应用不良(Application problems) 设备因素(Equipment problems) 环境因素(Environment Cause) 颜色问题(Colour problems)
在5220机壳上常出现应力 纹的地方
10/19/2018
20
脏点/尘点/异色点(Dirt / threads / Bits)
10/19/2018
21
脏点/纤维/异色点(Dirt / threads / Bits)
10/19/2018
22
脏点/纤维/异色点(Dirt / threads / Bits)
E)保持底材干净。)Keep materials clean.
10/19/2018
12
鱼眼/ Fish Eyes (cissing)
好可爱噢, 真的象鱼眼睛呢!
10/19/2018
13
产生鱼眼的原因(cause):
放大之后中间有核,通常是
*素材被含硅silicon类的物质污染。 *素材未很好清洁。 *裸手接触工件。 *油漆一次喷涂太湿。
10/19/2018
10
针孔(Pinholing)
描述(DESCRIPTION) 小凹穴,通常直径小于1MM。 Small cavities, generally less than 1 mm in diameter,
10/19/2018
11
针孔(Pinholing)
预防(PREVENTION ) a)一次不要喷得太厚。Do not spray too thick one time, b)烘烤之前适当流平。Flashing the film before baking. c) 使用涂料厂商推荐的附料。Use only recommended materials. d) 正确调配油漆,使用较慢干稀释剂。Mix the paint correctly, use slow dry thinner.
10/19/2018
31
预防(PREVENTION)
a)
使用合适的喷涂方法确保合适的漆膜 厚度. Use the correct spraying technique, ensure even and adequate film thickness. b) 使用合适的治具, 合适的灯光照明; 特 别注意难喷涂表面. Work under good lighting conditions in a properly sized spray booth, pay special attention to inaccessible areas. c) 确保漆料混合均匀. Ensure that the materials are thoroughly mixed.
8
溶剂泡(Solvent Popping )
起因(CAUSE) Air or solvent vapour trapped by fast drying paint forming a skin. This may be due to: a) 天那水太差或太快干。poor quality or too fast thinner. b) 喷得太厚或两层漆之间干燥时间不够。excessive film thickness, or insufficient drying time between coats. c) 压缩空气压力太低。compressed air pressure too low. d) 加热太快。drying temperature too high, heat source too close to the film, too hot, or applied too soon.