孔的常规加工方法课件
细长孔的加工方法

细长孔的加工方法
嘿,那可不是件容易的事儿,但也不是没法子!先说说步骤哈,得选好合适的刀具,这就跟战士上战场得挑把好枪一个道理!然后小心地操作机器,一点一点地往里钻。
注意事项可不少呢,得时刻盯着,别让刀具跑偏了,不然那可就糟糕啦!就像开车跑偏了会出事一样。
加工的时候速度不能太快,不然容易出问题,这就跟跑步太快容易摔跤一个样。
安全性方面呢,可得小心再小心。
机器运转的时候可别乱伸手,那多危险啊!稳定性也很重要,要是机器不稳,那细长孔能加工好吗?肯定不行啊!
应用场景那可多了去了。
比如一些精密仪器里就需要细长孔,这时候就得靠这种加工方法啦!优势嘛,能加工出很精细的孔,满足各种需求。
我就知道一个实际案例,有个工厂加工细长孔,一开始不得要领,后来掌握了方法,那效果,杠杠的!产品质量一下子就上去了。
细长孔加工虽然有难度,但只要掌握方法,注意安全,就能做出好产品。
你还等啥,赶紧试试吧!。
孔的加工PPT课件
钻孔时,钻头与工件之间的相对运动称为钻削运动。钻削运动由 如下两种运动构成: (1)主运动
钻孔时,钻头装在钻床主轴(或其他机械)上所做的旋转运动称 为主运动。 (2)进给运动 钻头沿轴线方向的移动称为进给运动。
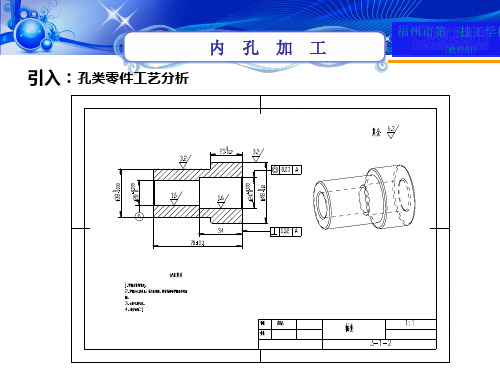
内孔加工
福州市第一技工学校
(数控组)
2、钻削特点
➢ 钻削时,钻头是在半封闭的状态下进行切削的,转速高,切削用量大, 排屑又很困难,因此钻削具有如下特点:
(3)手动进给 通孔将要钻穿时,必须减小进给量,如果采用自动进给,则应改为 手动进给。
内孔加工
福州市第一技工学校
(数控组)
➢ 钻孔时,由于加工零件的材料和加工要求不同,所用切削液的种类和 作用就不同。钻孔一般属于粗加工,又是半封闭状态加工,摩擦严重, 散热困难,加切削液的目的应以冷却为主。
一般用煤油;钻削铸铁、黄铜、青铜时,一般不用切削液;钻削 镁合金时,切忌用切削液。
内孔加工
福州市第一技工学校
(数控组)
➢ ②进给量 孔的精度要求较高且表面粗糙度值较小时,应选择较小的进给量;
钻较深孔、钻头较长以及钻头刚性、强度较差时,也应选择较小的进 给量。
福州市第一技工学校
(数控组)
内孔加工
(2)修磨主切削刃 修磨主切削刃,主要
是磨出二重顶角。延长钻头 寿命,减少孔壁的残留面积, 降低孔的表面粗糙度值。
福州市第一技工学校
(数控组)
内孔加工
(3)修磨前刀面 修磨主切削刃和副切
削刃交角处的前刀面, 磨去一块,如图中阴影 部位所示,这样可提高 钻头强度。钻削黄铜时, 还可避免切削刃过分锋 利而引起扎刀现象。
➢ 硬质合金钻头有整体式和镶嵌式。直径较小的常做成整体式;直径较大 的常做成镶嵌式,它是在钻头切削部分嵌焊硬质合金刀片 硬质合金刀片的材 料是YG8或YT2。
07孔的常规加工方法

4. 工艺特点
1) 拉削生产率高。 2) 拉削精度高,质量稳定。拉削精度一般可达IT9IT7级,表面粗糙度一般可控制到Ra1.6mm~Ra0.8mm,拉 削表面的形状、尺寸精度和表面质量主要依靠拉刀设计、 制造及正确使用保证。 3) 拉削成本低,经济效益高。 4) 拉刀是定尺寸、高精度、高生产率专用刀具,制 造成本很高,所以,拉削加工只适用于批量生产,最好是 大批大量生产,一般不宜用于单件、小批生产。
1. 钻削用量
1) 背吃刀量asp 单位:mm
a sp
do
1. 钻削用量
2)钻削速度vc 单位:m/min
vc
do n
1000
1. 钻削用量
3)钻削进给量与进给速度:
f fz Vf
单位:mm/r 单位:mm/z 单位:mm/min
3.钻孔方式
(1)钻头旋转工件不动 如在钻床、镗床 上钻孔,如果没有导向 套,则钻头易引偏,被 加工孔的轴线易发生歪 斜。避免钻头引偏的办 法是: l单件小批生产时, 可用小顶角钻头预钻锥 坑如(图6-4)示。 l 成批和大量生产 时用钻套为钻头导向, 如(图6-3)所示
4)磨出分屑槽
使两主刃的分屑槽相互错开,这样,将一条切 屑分成两条或三条,利于排除切和切削液的进入。
二、扩孔
1. 工艺特点 1)扩孔是孔的半精加工方法; 2)一般加工精度为IT10~IT9; 3)孔的表面粗糙度可控制在பைடு நூலகம்a6.3 ~ 3.2μm。
当钻削 dw>30mm直径的孔时,为了减小钻削力 及扭矩,提高孔的质量,一般先用(0.5~0.7)dw 大小的钻头钻出底孔,再用扩孔钻进行扩孔,则可 较好地保证孔的精度和控制表面粗糙度,且生产率 比直接用大钻头一次钻出时还要高。
孔和槽的加工方法
孔和槽的加工方法嘿,咱今儿就来聊聊孔和槽的加工方法,这可真是个有趣又实用的话题呀!你想想看,孔和槽在我们生活中那可是无处不在呢!就好比说,家里的门窗上那些安装合页的地方,那就是孔和槽在发挥作用呀。
那要怎么加工它们呢?这可得好好说道说道。
先来说说孔的加工吧。
钻孔,这是最常见的办法啦。
就像我们拿个小钻头,对着要打孔的地方“滋滋滋”地转起来,一个孔就慢慢出现啦。
这就好像是在一块大蛋糕上挖个小洞,是不是挺形象的?但钻孔也有讲究哦,钻头得选对,角度也得把握好,不然孔可就不那么标准啦。
还有扩孔呢,有时候孔小了点,咱就得把它扩大一些,就像把小山洞拓宽成大洞穴一样。
再讲讲铰孔,这就像是给孔做个美容,让它变得更光滑、更精致。
就好比给粗糙的墙面打磨得平平整整的。
那槽呢?开槽也有不少办法。
比如用锯子锯呀,想象一下,就像用小锯子在木板上拉出一道小沟沟。
还有铣床加工,这可就高级了些,能把槽加工得特别整齐、漂亮。
加工孔和槽的时候可得注意安全哦!别一不小心把手给弄伤了,那可就得不偿失啦。
而且呀,不同的材料加工起来也有不同的窍门呢。
像金属的和木头的,那能一样吗?就好像你用对付小猫的办法去对付大老虎,那肯定不行呀!在实际操作中,还得根据具体的需求和情况来选择合适的加工方法。
就好比你要做个小玩具,那可能简单的钻孔就够了;但要是做个大型机械零件,那可得用更专业、更精细的方法啦。
总之呢,孔和槽的加工方法多种多样,每一种都有它的特点和用处。
我们得像个聪明的小工匠一样,根据不同的情况灵活选择,把孔和槽加工得漂漂亮亮的,让它们在各种东西里发挥重要的作用。
这可不是一件简单的事儿,但只要我们用心去学、去尝试,肯定能掌握好这些加工方法的,对吧?咱可不能小瞧了这孔和槽的加工呀,它们可是能让我们的生活变得更美好的呢!。
孔及螺纹加工

孔及螺纹加工钳工进行的孔加工,主要有钻孔、扩孔、铰孔和锪孔。
钻孔也是攻丝前的准备工序。
孔加工常在台式钻床、立式钻床或摇臂钻床上进行。
若工件大而笨重,也可使用手电钻钻孔。
铰孔有时也用手工进行。
一、钻床(一)台式钻床台式钻床简称台钻,如图11-43所示。
台钻是一种小型机床,安放在钳工台上使用。
其钻孔直径一般在12mm以下。
由于加工的孔径较小,台钻主轴转速较高,最高时每分钟可近万转,故可加工1mm以下小孔。
主轴转速一般用改变三角胶带在带轮上的位置来调节。
台钻的主轴进给运动由手动完成。
台钻小巧灵便,主要用于加工小型工件上的各种孔。
在钳工中台钻使用得最多。
(二)立式钻床立式钻床简称立钻,如图11-44所示。
一般用来钻中型工件上的孔,其规格用最大钻孔直径表示,常用的有25mm、35mm、4Omm、5Omm等几种。
立式钻床主要由机座、立柱、主轴变速箱、进给箱、主轴、工作台和电动机等组成。
主轴变速箱和进给箱与车床类似,分别用以改变主轴的转速与直线进给速度。
钻小孔时,转速需高些;钻大孔时,转速应低些。
钻孔时,工件安放在工作台上,通过移动工件位置使钻头对准孔的中心。
图11-43台式钻床图11-44立式钻床(三)摇臂钻床摇臂钻床是用来钻削大型工件的各种螺钉孔、螺纹底孔和油孔等,如图11-45所示。
它有一个能绕立柱旋转的摇臂。
主轴箱可以在摇臂上作横向移动,并随摇臂沿立柱上、下作调整运动。
刀具安装在主轴上,操作时,能很方便地调整到所需钻削孔的中心,而不需移动工件。
摇臂钻床加工范围广泛,在单件和成批生产中多被采用。
图11-45 摇臂钻床二、钻孔用麻花钻在材料实体部位加工孔称为钻孔。
钻床钻孔时,钻头旋转(主运动)并作轴向移动(进给运动),如图11-46所示。
图11-46 钻削时的运动由于钻头结构上存在着一些缺点,如刚性差、切削条件差,故钻孔精度低,尺寸公差等级一般为ITl2左右,表面粗糙度Ra值为12.5μm左右。
(一)麻花钻及安装方法麻花钻是钻孔的主要工具,其组成部分如图11-47所示。
孔的加工方法
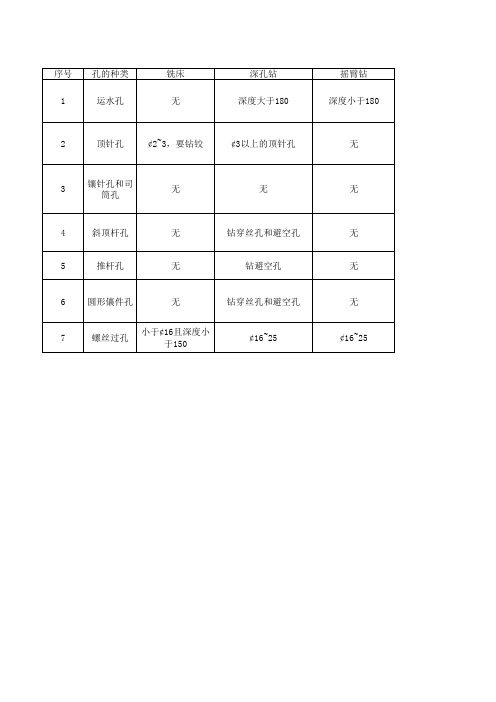
孔的种类 运水孔
铣床 无
深孔钻 深度大于180
摇臂钻 深度小于180
2
顶针孔
¢2~3,要钻铰
¢3以上的顶针孔
无
3
镶针孔和司 筒孔
无
无
无
4
斜顶杆孔
无
钻穿丝孔和避空孔
无
5推杆孔无来自钻避空孔无6
圆形儴件孔
无 小于¢16且深度小 于150
钻穿丝孔和避空孔
无
7
螺丝过孔
¢16~25
¢16~25
线割 无 1:工件要淬火,2:单件工件的顶 针距料位边小于0.50MM。3:小于¢2 的孔 所有孔线割,要求割一修三。但如 只线割镶针孔的面框前模。孔开粗 后EDM出
CNC
要突破CNC钻铰孔的工艺
全部线割
后期要研究五轴深孔钻加工
无法CNC加工的孔
CNC钻出(已避空)
¢25以下孔
大于¢25
无
无
技术要求
1:所有顶针孔。司筒孔、镶针孔和镶件孔的封 胶位长度为孔的直径3倍,且在10~30MM内(CNC 加工部分钻孔不开粗) 2:工件大于600*100*250的所有避空孔由深孔 钻加工,否则可考虑由摇臂钻或铣床加工。 3:司筒孔、顶针孔出柱位时要由工艺标出封胶 位高度,以方便加工避空孔。 4;工艺定加工方法时要考虑以下因素: 4.1:工件是否要淬火? 4.2:何种孔类、 4.3:工件大小, 4.4:孔径大小。 4.5:工件材料, 4.6:中心距要求。 5:左边所有加工的孔位由铣床、深孔钻和摇臂 钻孔的孔位大小必是标准的公英制孔,否则由 线割出。
机加工中孔的五类加工方法

机加工中孔的五类加工方法目录刖三 (1)1.钻孑L与扩孑L (2)1.1.钻孔 (2)2.2.扩孔 (3)2.钱孔 (4)2.1.钱刀43.2.钱孔工艺及其应用 (4)3.键孑L (5)3.1.键孔方式 (5)3. 1. 1.工件旋转 (5)3. 1.2.刀具旋转 (5)3. 1. 3.刀具旋转并作进给运动 (5)3.2.金刚健 64.3.镖刀 65.4.链孔的工艺特点及应用范围 (6)4.壬行磨孑L (7)4.1.珀磨原理及珀磨头 (7)6.2,二磨的工艺特点及应用范围 (7)5.拉孔 (8)7.1.拉削与拉刀 (8)5.2.拉孔的工艺特征及应用范围 (8)____ 1—刖百与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。
这是因为:1)孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;2)用定尺寸刀具加工孔时,孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造误差和磨损将直接影响孔的加工精度;3)加工孔时,切削区在工件内部,排屑及散热条件差,加工精度和表面质量都不易控制。
L钻孔与扩孔1.1.钻孔钻孔是在实心材料上加工孔的第一道工序,钻孔直径一般小于80mm。
钻孔加工有两种方式:一种是钻头旋转;另一种是工件旋转。
上述两种钻孔方式产生的误差是不相同的,在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍然是直的。
常用的钻孔刀具有:麻花钻、中心钻、深孔钻等,其中最常用的是麻花钻, 其直径规格为①0.由于构造上的限制,钻头的弯曲刚度和扭转刚度均较低,加之定心性不好, 钻孔加工的精度较低,一般只能达到IT13〜IT11;表面粗糙度也较大,Ra一般为5(n2.5um;但钻孔的金属切除率大,切削效率高。
钻孔主要用于加工质量要求不高的孔,例如螺栓孔、螺纹底孔、油孔等。
孔的加工方法

孔的加工方法
1.钻孔(钻头在实体材料上加工孔的方法,钻孔多在钻床或车床上完成)
钻孔属粗加工,可用于质量要求不高孔的终加工,也可用于精度高孔的预加工或攻螺纹前的底孔加工。
2.扩孔(用扩孔工具扩大已经有孔径的加工方法)
扩孔能提高孔的加工精度,并降低表面粗糙度。
3.铰孔(用铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和降低表面粗糙度的方法)钻——扩——铰是一种典型的孔加工方案,多在钻床上和车床上进行、也可在铣床和镗床上完成。
4.镗孔(用镗削方法扩大孔的方法)
对孔内环槽等内成形表面,直径较大的孔,镗削唯一适宜的加工方法。
一般镗孔精度可达IT8-IT7,表面粗糙度Ra可达1.6—0.8μm;尺寸公差等级可达IT7-IT6 ,表面粗糙度Ra 可达 0.8—0.4μm。
5.磨孔(高速旋转的砂轮精加工孔的方法)
尺寸精度可达IT7,Ra值0.8μm-0.4μm。
6.拉孔(用拉削方法加工工件的孔)
可达精度IT7 , Ra值0.8μm—0.4μm,用拉刀可拉削各种截形的通孔,也可拉削平面和沟槽。
7.研孔(用研磨方法加工工件的孔)
用于对精铰,精镗孔的进一步光整加工,其尺寸公差等级可达IT7-IT6 ,Ra值0.1μm—0.08μm。
8.珩孔(是用珩磨方法加工工件的孔)
珩磨工具(珩磨头)对工件表面施加一点压力,珩磨工具同时作相对旋转和直线往复运动,切除工件上极小余量的精加工方法,珩磨过程:工作时,安装在机床工作台上的工件固定不动,珩磨头下端插入精加工过的孔中;上端与机床主轴浮动联接,由主轴带动回转的同时,沿轴向作往复直线运动。
9.孔加工方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PPT学习交流
5
三、铰孔 1. 铰刀的类型
直柄机用铰刀 锥柄机用铰刀 硬质合金锥柄机用铰刀
手用铰刀
可调节手用铰刀 图6-P1P4T学习交铰流刀的类型
套式机用铰刀
直柄莫氏圆锥铰刀 手用1:50 锥度铰刀
6
三、铰孔 2.铰削过程的实质
铰削过程不完全 是一个切削过程, 而是包括切削、刮 削、挤压、熨平和 摩擦等效应的一个 综合作用过程。
孔及孔系的加工
PPT学习交流
1
第二节 孔的常规加工方法
PPT学习交流
2
一、钻孔
钻头
钻套 钻模板
工件
PPT学习交流
3
一、钻孔
1. 工艺特点
1)钻孔是孔的粗加工方法; 2)可加工直径0.05~125mm的孔; 3)孔的尺寸精度在IT10以下; 4)孔的表面粗糙度一般只能控制在Ra12.5μm。
对于精度要求不高的孔,如螺栓的贯穿孔、油 孔以及螺纹底孔,可直接采用钻孔。
PPT学习交流
4
பைடு நூலகம்、扩孔
1. 工艺特点 1)扩孔是孔的半精加工方法;
2)一般加工精度为IT10~IT9;
3)孔的表面粗糙度可控制在Ra6.3 ~ 3.2μm。
当钻削dw>30mm直径的孔时,为了减小钻削力
及扭矩,提高孔的质量,一般先用(0.5~0.7)
dw大小的钻头钻出底孔,再用扩孔钻进行扩孔,
则可较好地保证孔的精度和控制表面粗糙度,且生 产率比直接用大钻头一次钻出时还要高。
因此内孔磨削一般仅适用于淬硬工件的精加工,在 单件、小批生产中和在大批大量生产中都有应用。
PPT学习交流
20
七、高精度孔的珩磨
1. 珩磨头及珩磨原理
图6-29 珩磨原PPT理学习与交珩流 磨头结构
21
PPT学习交流
8
三、铰孔
4. 工艺特点 1)铰孔是孔的精加工方法; 2)可加工精度为IT7、IT8、IT9的孔; 3)孔的表面粗糙度可控制在Ra3.2 ~ 0.2μm; 4)铰刀是定尺寸刀具; 5)切削液在铰削过程中起着重要的作用。
PPT学习交流
9
四、镗孔
1. 工艺特点
1)镗孔可不同孔径的孔进行粗、半精和精加工; 2)加工精度可达为IT7~IT6; 3)孔的表面粗糙度可控制在Ra6.3 ~ 0.8μm。 4)能修正前工序造成的孔轴线的弯曲、偏斜等形
3) 拉削成本低,经济效益高。
4) 拉刀是定尺寸、高精度、高生产率专用刀具,制
造成本很高,所以,拉削加工只适用于批量生产,
最好是大批大量生产,一般不宜用于单件、小批生
产。
PPT学习交流
17
六、内圆磨削
PPT学习交流
18
六、内圆磨削
1. 工艺特点 1)磨削是零件精加工的主要方法之一; 2)对长径比小的,内孔磨削的经济精度可达IT5~
IT6,表面粗糙度可控制到Ra0.8mm~Ra0.2mm;
3)可加工较硬的金属材料和非金属材料,如淬火钢、 硬质合金和陶瓷等。
PPT学习交流
19
六、内圆磨削
内圆磨削与外圆磨削相比,存在如下一些主要问题:
1) 内圆磨削的表面较外圆磨削的粗糙。
2) 生产率较低。
3) 磨削接触区面积较大,砂轮易堵塞,散热和切削液 冲刷困难。
图6-22 常见的拉削截形(A~G为内拉拉削,H~L为外拉削)
PPT学习交流
16
五、拉孔
4. 工艺特点
1) 拉削生产率高。
2) 拉削精度高,质量稳定。拉削精度一般可达IT9-
IT7级,表面粗糙度一般可控制到Ra1.6mm~ Ra0.8mm,拉削表面的形状、尺寸精度和表面质量
主要依靠拉刀设计、制造及正确使用保证。
状位置误差;
PPT学习交流
10
四、镗孔
2. 镗刀结构
PPT学习交流
11
五、拉孔
1. 拉削过程
PPT学习交流
12
五、拉孔
1. 拉削过程
图6-27 拉削圆孔
PPT学习交流
13
五、拉孔
1. 拉削过程
图6-26 拉削键槽
PPT学习交流
14
五、拉孔
1. 拉削过程
齿升量
PPT学习交流
15
2. 拉削工艺范围
PPT学习交流
7
三、铰孔
3. 铰削用量 1)铰削余量
粗铰余量为0.10mm~0.35 mm; 精铰余量为0.04mm~0.06mm。 2)切削速度和进给量
铰削速度为 1.5m/min ~ 5m/min; 铰削钢件时,进给量为 0.3mm/r ~ 2mm/r; 铰削铸铁件时,进给量为 0.5mm/r ~ 3mm/r。