出厂产品编号记录表
产品生产批号标识规范(含表格)

产品生产批号标识规范一、目的为了规范出厂产品的生产批号标识,保持产品质量的可追溯性,根据《产品标识和可追溯性控制程序》要求,制订本规定。
二、产品标识范围:本公司所有最终产品全部在标识范围。
三、生产批号编码1.生产车间采用排列阿拉伯数字的方法进行生产批号标识,排列顺序从左到右如下。
由化验室编码,在化验单中标注:年代(2位)、月份(2位)、日期(2位)、生产车间(1位)、班组(1位)、化验员(1位),共9位数。
其中日期、月份不足2位的前面加0补齐,年代只保留后2位,车间、班组按实际填写,化验员执行原代码。
如2010年7月1日2车间1班生产包装溴酸钠一批,3号化验员检验,应标识为:1007012132.无水钙车间采用排列阿拉伯数字加英文字母的方法进行生产批号标识,年、月、日的排列顺序与溴制品一样,再根据烘干房位置和炉号加N(北)或S (南)+炉号。
因包装初期化验结果尚未确定,故不加化验员号。
由车间编码,仓库负责打印。
如2010年7月19日南排烘干房6号炉生产无水钙一批,应标识为100719-S6。
3.二水片车间采用排列阿拉伯数字方法进行生产批号标识,年、月、日、车间、班组的排列顺序与溴制品一样,最后一位为包装组代号。
由车间编码,仓库负责打印。
如2010年7月19日片车间2班包装组1组生产二水片一批,应标识为100719121。
4.当客户对编号有特别要求时(如不准按时间编号),可以按倒推时间顺序编号:日期(2位)、月份(2位)、年代(2位)、生产车间(1位)、班组(1位)、化验员(1位),共9位数。
如以上溴制品可以编为:010710213。
四、标识责任人1.生产线标识:不管整个生产系统怎样循环工作,由负责产品包装的班组进行标识。
当车间临时雇用包装人员不便标识时,由仓库提前标识(如氯化钙);2.仓储标识:由仓库负责对库存现场进行生产批号标识;3.更换包装标识:仓库监督,由更换包装人员负责标识。
五、标识方法和要求(一)方法:1.纸板桶标识:用打码机标识,标识于纸板桶桶盖靠边处。
饮料厂记录表格
饮料有限公司记录表格受控文件清单编号:QR-SOP001-01制定人/日期:审核人/日期:批准人/日期:文件分发/回收记录编号:QR-SOP001-02 文件名称:文件编号:序号:文件更改申请单编号:QR-SOP001-03新建 修改现有文件 作废2. 文件更改申请批准人填写:批准 不批准意见 :签名/日期3. 会审部门/人员 填写:4. 文件审核和批准人填写:同意 不同意意见 :文件审核人 签名/日期同意 不同意意见 :文件批准人 签名/日期受控记录清单制定人/日期:审核人/日期批准人/日期:公司年度内审计划编号:QR-SOP003-01编制人/日期:审核人/日期:批准人/日期:审核实施计划编号:QR-SOP003-02 审核组长:审核员:1.审核目的:2.审核依据:3.审核覆盖产品:4.审核时间:年月日至年月日5.审核组构成:6.现场审核期间被审核方有关人员参加下列活动:首/末次会议:最高管理者及管理者代表和审核有关的管理人员参加。
7.审核安排:审核组长/日期:经理/日期:总裁/日期:审核检查表编号:QR-SOP003-03HACCP体系审核报告报告分发部门/人员:审核组长/日期:经理/日期:总裁/日期:HACCP体系审核首(末)次会议签到表编号:QR-SOP003-05 日期:生产设备清单编号:QR-SOP004-01制定人/日期:审核人/日期:批准人/日期:设备修理记录表编号:QR-SOP004-02不合格品评审记录表编号:QR-SOP005-01评审人: 批准人: 处理人:日期日期日期入库单部门:年月日编号:QR-SOP006-01第一联 存根生 产 单部门: 年 月 日 编号:QR-SOP006-02制定/日期:审核/日期:出 库 单单位: 年 月 日 编号:QR-SOP006-03验收:复核:制单:领料单发料人:领料人:培训记录表编号:QR-SOP007-01培训申请表年度培训计划编号:QR-SOP007-03年份:产品回收计划书QR-SOP008-01 产品名称规格:产品批号:产品代码:产品数量:产品回收原因:产品涉及危害:产品回收类别:制定人/日期:审核人/日期:批准人/日期:产品回收报告QR-SOP008-02编制人/日期:审核人/日期:批准人/日期:监视和测量设备清单编号:QR-SOP010-01制定人/日期:审核人/日期:批准人/日期:监测和测量设备年度校准/ 检定计划制表人/日期: 审核人/日期:HACCP体系确认检查表编号:QR-SOP011-01编写人/日期:审核人/日期:批准人/日期:纠正/预防措施要求表编号:QR-SOP012-01管理评审计划编制/日期:批准/日期:管理评审报告每日生产卫生检查记录表编号:QR-SSOP-01检查人/日期:审核人/日期:有毒化学品出入库登记表编号:QR-SSOP-02有毒化学品清单编号:QR-SSOP-03有毒化学品清单编号: QR-SSOP-03制定人/日期:审核人/日期:批准人/日期:塑二线灌注工序设备运行记录日报表关键限值:①UHT杀菌温度:135±1 ℃;②UHT杀菌时间:≥25 秒监控频率:①每1小时检查1次;②每1小时检查1次注:UHT杀菌为关键控制点PET瓶封盖监控记录表编号:QR-HACCP-002关键限值:①封盖扭力:≥1.5±0.3N·m监控频率:生产开机前/封盖机维修后开机前/生产过程中每1小时/生产结束前每半小时检查1次②封盖外观良好生产时间:年月日生产线:□塑一线□塑二线品种:规格:铁罐封盖监控记录表编号:QR-HACCP-003 关键限值:①迭接率:≥50%;紧密度:≥60% ②封盖外观良好监控频率:生产开机前/封盖机维修后开机前/生产过程中每2小时/生产结束前每半小时检查1次品种:规格:罐型:班次:线别:日期:杀菌釜杀菌监控记录表编号:QR-HACCP-004 关键限值:杀菌釜杀菌温度:121±1 ℃;UHT杀菌时间:≥18分钟监控频率:每釜铝罐进厂检验记录表PET瓶检验报告单编号:QR-WI-002检验员:审核:PET瓶进厂检验记录表编号:QR-WI-003PET塑瓶瓶盖外观/目视抽查记录编号:QR-WI-004PET碳酸饮料瓶检验报告单白砂糖进厂检验表编号:QR-WI-006包装原材料微生物检验报告单编号:QR-WI-007 品种规格:生产产家:检验日期:报告日期:包装原材料微生物检验报告单编号:QR-WI-007 品种规格:生产产家:检验日期:报告日期:瓦楞纸箱/纸托进厂验收报告编号:QR-WI-008 品名:生产日期:材料使用通知单:供应商:到货日期:品控员:单项判定中“√”表示合格,“×”表示不合格。
出厂检验报告格式

出厂检验报告格式
一、报告概述
该出厂检验报告旨在对产品在出厂前进行全面的检验和测试,确保产品符合相关标准和规定要求。
本报告详细描述了检验过程、检验结果以及结论和建议。
二、产品信息
1. 产品名称:(填写产品的名称)
2. 型号:(填写产品的型号)
3. 规格:(填写产品的规格)
4. 制造商:(填写产品的制造商名称)
5. 出厂日期:(填写产品的出厂日期)
6. 出厂编号:(填写产品的出厂编号)
三、检验范围
根据相关国家标准和产品规范要求,本次出厂检验主要包括但不限于以下内容:
1. 外观检查:对产品外观进行全面检查,包括表面缺陷、颜色
和标识等。
2. 尺寸和重量:测量产品的尺寸和重量,与产品规格进行比对。
3. 功能测试:测试产品的各项功能,包括开关、按钮和接口等。
4. 安全性能:检测产品的安全性能,包括电气安全、机械安全
和防护性能等。
5. 环境试验:测试产品在各种环境条件下的性能,包括温度、
湿度和振动等。
四、检验过程
1. 准备工作:确定检验方案、准备试验设备和仪器,并核对产
品信息和标准要求。
2. 外观检查:对产品的外观进行细致检查,记录任何发现的缺
陷或异常。
3. 尺寸和重量测量:使用专用工具测量产品的尺寸和重量,并
记录测量结果。
自行车出厂检验(记录)表
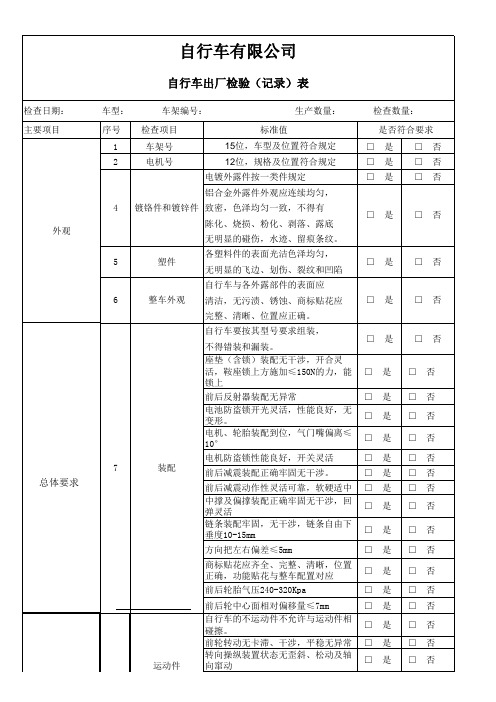
自行车出厂检验(记录)表
检查日期: 主要项目 车型: 序号 1 2 车架编号: 检查项目 车架号 电机号 标准值 15位,车型及位置符合规定 12位,规格及位置符合规定 电镀外露件按一类件规定 铝合金外露件外观应连续均匀, 4 外观 5 塑件 镀铬件和镀锌件 致密,色泽均匀一致,不得有 陈化、烧损、粉化、剥落、露底 无明显的碰伤,水迹、留痕条纹。 各塑料件的表面光洁色泽均匀, 无明显的飞边、划伤、裂纹和凹陷 自行车与各外露部件的表面应 6 整车外观 清洁,无污渍、锈蚀、商标贴花应 完整、清晰、位置应正确。 自行车要按其型号要求组装, 不得错装和漏装。 座垫(含锁)装配无干涉,开合灵 活,鞍座锁上方施加≤150N的力,能 锁上 前后反射器装配无异常 电池防盗锁开光灵活,性能良好,无 变形。 电机、轮胎装配到位,气门嘴偏离≤ 10° 电机防盗锁性能良好,开关灵活 7 装配 前后减震装配正确牢固无干涉。 前后减震动作性灵活可靠,软硬适中 中撑及偏撑装配正确牢固无干涉,回 弹灵活 链条装配牢固,无干涉,链条自由下 垂度10-15mm 方向把左右偏差≤5mm 商标贴花应齐全、完整、清晰,位置 正确,功能贴花与整车配置对应 前后轮胎气压240-320Kpa 前后轮中心面相对偏移量≤7mm 自行车的不运动件不允许与运动件相 碰擦。 前轮转动无卡滞、干涉,平稳无异常 转向操纵装置状态无歪斜、松动及轴 向窜动 □ 是 □ 否 □ 是 □ 否 □ 是 □ 否 □ 是 □ 否 生产数量: 检查数量: 是否符合要求 □ 是 □ 是 □ 是 □ □ □ 否 否活,无摆震现象。 转向操纵装置最大转向角与车架中心 面42°-48° 自行车应对其电器系统采取防雨措 施,系统所有接线均不应裸露。车体 和电器部件的外壳均不应带电,其绝 缘电阻值应不小于2MΩ 在制动时应能切断电源 刹把状态行程1/3断电,2/3完成制动 。 制动距离20km骑行时,干态4m,湿态 15m 前制动系统制动时,握住前刹把推 行,前轮无转动。 说明书、合格证的内容与产品型号相 说明书、合格证 符,内容符合GB17761-1999中规定的 要求。 车架条形码 15位数,四张张贴在车身指定位置 纸箱、木托 与车型配置相符 注:“√”为合格,“×”为不合格 合格 不 □ 退生产 QC 合 格
茶叶出厂检验原始记录范本

茶叶出厂检验原始记录范本茶叶出厂检验原始记录范本一、背景介绍茶叶作为我国的传统名优特产,在世界范围内享有盛誉。
然而,茶叶出厂前的检验工作却是确保茶叶质量的关键步骤。
茶叶出厂检验的原始记录是对茶叶质量进行全面评估的重要依据。
本文将深入探讨茶叶出厂检验原始记录的内容和意义,帮助读者全面了解茶叶质量控制的过程。
二、茶叶出厂检验原始记录的内容1. 茶叶样品信息记录(1) 样品编号:记录茶叶样品的编号,以便进行追溯和管理。
(2) 采样日期:记录茶叶采样的具体日期和时间,以保证样品的新鲜度和准确性。
(3) 产地信息:记录茶叶的产地,包括产区、产地海拔、土壤类型等,这些信息对茶叶质量有重要影响。
2. 茶叶外观检验记录(1) 外观特征:记录茶叶的形态、颜色和大小等外观特征。
(2) 毛茶含杂记录:记录茶叶中的毛茶含量和杂质情况,如枯黄叶、树枝等。
3. 茶叶化学成分检验记录(1) 水分含量测定:记录茶叶中的水分含量,水分过高会影响茶叶的质量和保存。
(2) 总酚含量测定:记录茶叶中的总酚含量,总酚是茶叶保持新鲜和增强口感的关键成分。
(3) 咖啡碱含量测定:记录茶叶中的咖啡碱含量,咖啡碱是茶叶的重要成分之一,对提神和增加警觉性具有作用。
4. 茶叶理化指标检验记录(1) 营养成分检验:记录茶叶中的主要营养成分,如儿茶素、维生素等。
(2) 香气测定:记录茶叶的香气特征和强度,香气是评价茶叶品质的重要指标之一。
(3) 滋味测定:记录茶叶的滋味特征和口感,滋味是评价茶叶品质的关键要素。
三、茶叶出厂检验原始记录的意义茶叶出厂检验原始记录不仅是对茶叶质量进行全面评估的依据,也是茶叶生产企业控制质量的重要凭证。
通过对茶叶样品的外观和化学成分的检验,可以全面了解茶叶的质量特征和关键指标,判断茶叶是否符合相关标准和要求。
茶叶的外观检验可以直观地评估其内在品质,而化学成分检验则可以客观地揭示茶叶的营养价值和食品安全性。
茶叶出厂检验原始记录还可以用于茶叶质量的追溯和溯源。
食品企业全套记录表格(DOC47页)
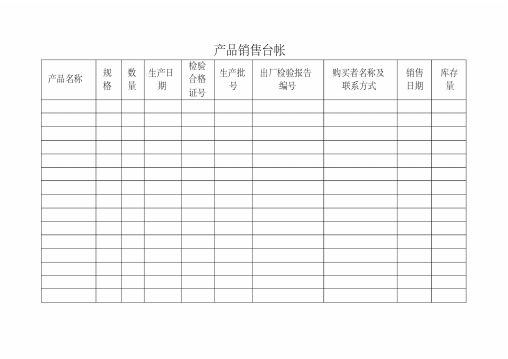
产品销售台帐产品名称规格数量生产日期检验合格证号生产批号出厂检验报告编号购买者名称及联系方式销售日期库存量原辅材料采购台账序号原辅料名称规格数量供方名称供方地址生产许可证登记号营业执照号供方联系电话供货时间运输工具清洗消毒记录日期车型车号车主姓名运输物资名称检查情况消毒处理情况检验结果检验人备注计量检测仪器检定、使用台账序号计量器具名称规格型号精度等级生产厂家生产日期购置日期台件数量使用场所责任人检定周期检定有效截止日期完好状态1 2 3 4 5 6 7 8生产设备管理台账序号设备名称规格型号生产厂家生产日期购置日期数量使用场所责任人检修周期检修时间完好状态质量管理考核记录考核部门考核内容考核记录考核结果质检对质量管理体系的建立和实施并对实施情况进行考核。
(得分1分)科对产品的质量检验工作,对原辅材料、半成品、最终产品进行检验和实验进行考核。
(得分2分)对组织质量分析会,将生产过程中的质量信息、顾客反馈信息及时进行分析和上报进行考核。
(得分1分)考核计量器具的管理、检验、周期检定和建立台帐工作。
(得分1分)考核对不符合品的识别及跟踪处理结果,负责纠正、预防措施的实施及验证工作。
(得分1分)考核对工艺规程、操作规程、原辅材料收购质量标准、产品标准及检验文件等技术文件的管理工作。
(得分1分)考核对质量体系文件的发放管理工作。
(得分1分)考核对各类报表的准确性,对检验报告、检验资料的保管效果。
(得分1分)考核车间出现不符合品的处置和纠正预防措施。
(得分1分)生产科考核年度和月份生产计划、原材料计划的编制情况。
(得分2分)查看会议记录,考核定期召开会议,掌握生产情况,及时解决生产中出现的问题。
(得分2分)考核生产过程中原材料、半成品的管理情况,是否定期组织安全生产大检查。
(得分3分)查看设备检修计划,是否定期对生产设备进行维护保养和检修、验收工作。
(得分3分)化验室严格按检验计划和检验规程进行产品的抽检工作,按检验质量标准对产品进行外观、理化、卫生指标检验,作出检验结论;(得分3分)完成本岗位担负的检验和临时性试验工作,发现异常及时汇报;(得分3分)确保检验项目齐全、数据准确,检验记录填写字迹清楚、真实,检验结果应及时通知有关部门、岗位;(得分2分)规定的方法取样,确保取样有代表性,留样标记清楚、正确。
饮料厂记录表格
饮料有限公司记录表格受控文件清单WORD格式可编辑制定人/日期:审核人/日期:批准人/日期:WORD格式可编辑专业知识整理分享文件分发/回收记录编号:QR-SOP001-02文件名称:文件编号:序号:文件更改申请单编号:QR-SOP001-032. 文件更改申请批准人填写:3. 会审部门/人员填写:4. 文件审核和批准人填写:专业知识整理分享受控记录清单制定人/日期:审核人/日期批准人/日期:公司年度内审计划编号:QR-SOP003-01专业知识整理分享编制人/日期:审核人/日期:批准人/日期:审核实施计划编号:QR-SOP003-02专业知识整理分享审核组长:审核员:1.审核目的:2.审核依据:3.审核覆盖产品:4.审核时间:年月日至年月日5.审核组构成:6.现场审核期间被审核方有关人员参加下列活动:首/末次会议:最高管理者及管理者代表和审核有关的管理人员参加。
7.审核安排:审核组长/日期:经理/日期:总裁/日期:专业知识整理分享WORD格式可编辑专业知识整理分享审核检查表编号:QR-SOP003-03WORD格式可编辑HACCP体系审核报告报告分发部门/人员:审核组长/日期:经理/日期:总裁/日期:WORD格式可编辑HACCP体系审核首(末)次会议签到表编号:QR-SOP003-05 日期:WORD格式可编辑专业知识整理分享生产设备清单编号:QR-SOP004-01制定人/日期:审核人/日期:批准人/日期:设备修理记录表编号:QR-SOP004-02不合格品评审记录表评审人: 批准人: 处理人: 日期日期日期入库单部门:年月日编号:QR-SOP006-01第一联存根验收:缴仓:生产单部门:年月日编号:QR-SOP006-02制定/日期:审核/日期:出库单单位:年月日编号:QR-SOP006-03验收:复核:制单:领料单发料人:领料人:培训记录表编号:QR-SOP007-01培训申请表年度培训计划编号:QR-SOP007-03年份:WORD格式可编辑专业知识整理分享产品回收计划书QR-SOP008-01产品名称规格:产品批号:产品代码:产品数量:产品回收原因:产品涉及危害:产品回收类别:制定人/日期:审核人/日期:批准人/日期:WORD格式可编辑产品回收报告QR-SOP008-02编制人/日期:审核人/日期:批准人/日期:专业知识整理分享监视和测量设备清单编号:QR-SOP010-01制定人/日期:审核人/日期:批准人/日期:专业知识整理分享监测和测量设备年度校准/ 检定计划制表人/日期: 审核人/日期:HACCP体系确认检查表专业知识整理分享编号:QR-SOP011-01编写人/日期:审核人/日期:批准人/日期:专业知识整理分享纠正/预防措施要求表编号:QR-SOP012-01管理评审计划编制/日期:批准/日期:管理评审报告编号:QR-SOP013-02每日生产卫生检查记录表编号:QR-SSOP-01 检查日期:检查人/日期:审核人/日期:有毒化学品出入库登记表编号:QR-SSOP-03编号: QR-SSOP-03制定人/日期:审核人/日期:批准人/日期:塑二线灌注工序设备运行记录日报表关键限值:①UHT杀菌温度:135±1 ℃;② UHT杀菌时间:≥25 秒监控频率:①每1小时检查1次;②每1小时检查1次注:UHT杀菌为关键控制点PET瓶封盖监控记录表编号:QR-HACCP-002关键限值:①封盖扭力:≥1.5±0.3N·m监控频率:生产开机前/封盖机维修后开机前/生产过程中每1小时/生产结束前每半小时检查1次②封盖外观良好生产时间:年月日生产线:□塑一线□塑二线品种:规格:WORD格式可编辑铁罐封盖监控记录表编号:QR-HACCP-003 关键限值:①迭接率:≥50%;紧密度:≥60% ②封盖外观良好监控频率:生产开机前/封盖机维修后开机前/生产过程中每2小时/生产结束前每半小时检查1次品种:规格:罐型:班次:线别:日期:WORD格式可编辑专业知识整理分享杀菌釜杀菌监控记录表编号:QR-HACCP-004关键限值:杀菌釜杀菌温度:121±1 ℃; UHT杀菌时间:≥18分钟监控频率:每釜铝罐进厂检验记录表PET瓶检验报告单编号:QR-WI-002检验员:审核:WORD格式可编辑专业知识整理分享PET瓶进厂检验记录表编号:QR-WI-003WORD格式可编辑PET塑瓶瓶盖外观/目视抽查记录编号:QR-WI-004PET碳酸饮料瓶检验报告单白砂糖进厂检验表编号:QR-WI-006包装原材料微生物检验报告单编号:QR-WI-007品种规格:生产产家:检验日期:报告日期:包装原材料微生物检验报告单编号:QR-WI-007 品种规格:生产产家:检验日期:报告日期:瓦楞纸箱/纸托进厂验收报告编号:QR-WI-008品名:生产日期:材料使用通知单:供应商:到货日期:品控员:液体二氧化碳检验报告单编号:QR-WI-009生产厂: 生产批号: 数量:易开盖进厂检验报告单编号:QR-WI-010 品种:供应商:检验数量:检验批号:检验员:审核:原材料理化检验报告单编号:QR-WI-011 原材料名称:生产厂家:生产批次:进货数量:进货日期:年月检验日期:年月日报告日期:年月日检验员:复核:审核:日常生产用水检验报告检测日期:编号:QR-WI-012专业知识整理分享生产用水检验报告表编号:QR-WI-013 采样地点:检验日期:检验员:审核人:专业知识整理分享水处理记录表编号:QR-WI-014专业知识整理分享。
产品出厂检验报告模板
产品出厂检验报告模板产品出厂检验报告模板是一种重要的文件,用于记录产品在出厂前的质量检验情况。
下面是一个标准的产品出厂检验报告模板,供参考:产品出厂检验报告产品信息:产品名称:生产日期:出厂日期:生产厂家:样品编号:检验标准:一、外观质量检验:1.产品外包装是否完好无损;2.产品外观是否符合设计要求;3.产品颜色、图案是否清晰明了;4.产品是否有破损、划痕、变形等问题。
二、尺寸及重量检验:1.产品尺寸是否符合设计要求;2.产品重量是否符合设计要求。
三、材料及配件检验:1.产品所用材料是否符合相关国家标准;2.配件是否齐全;3.配件质量是否符合相关国家标准。
四、功能性能检验:1.产品功能是否正常;2.产品性能是否符合设计要求;3.产品是否存在异响、过热等问题。
五、安全性能检验:1.产品是否符合相关安全标准;2.产品是否存在安全隐患。
六、环境适应性检验:1.产品是否适应相关环境要求;2.产品在不同温度、湿度等条件下是否正常工作。
七、电气安全检验(适用于电气产品):1.产品是否通过安全测试;2.产品是否符合电气安全标准。
八、其他检验项目(根据具体产品确定):1.其他相关检验项目。
检验结果:经过以上检验项目的检测,本产品符合相关国家标准要求,所有检验项目均合格。
备注:如有其他问题或需要进一步了解产品质量情况,请与生产厂家联系。
以上为产品出厂检验报告模板,仅供参考使用。
请根据实际情况进行具体填写。
产品出厂检验记录制度
产品出厂检验记录制度一、适用范围该制度适用于企业产品的出厂检验工作,适用于所有产品的出厂检验记录的编制和保存。
二、出厂检验记录的编制1.检验记录表检验记录表应包括以下内容:产品名称、规格型号、批次编号、检验日期、检验员、检验结果、不合格品处理等。
同时需要留出适当的空白区域,供检验人员填写检验过程和结果。
2.检验过程记录检验过程记录要详细记录产品的每一个检验步骤,包括检验项目、检验方法、检验标准、检验结果等。
同时,应标注每一步骤的日期、检验人员、检验设备和仪器的编号等相关信息。
三、检验结果的评定1.合格品检验结果符合产品标准和规格要求的,为合格品。
在检验记录表中,应清晰记录出相应的检验结果。
2.有缺陷品检验结果不符合产品标准和规格要求的,为有缺陷品。
在检验记录表中,应详细记录出缺陷的种类、严重程度和具体的缺陷描述。
四、不合格品的处理1.暂时隔离对于发现的不合格品,应立即暂时隔离,确保其不会进入下一道工序。
2.返工修复对于可以修复的不合格品,应立即进行返工修复,修复后再进行检验。
3.报废处理对于不能修复的严重不合格品,应进行报废处理,不得流入市场和下一道工序。
五、检验记录的保存1.电子档案检验记录应以电子档案的形式保存,以便查询和查证。
电子档案应分类保存,以便于管理和查询。
2.纸质档案检验记录的纸质档案应妥善保管,按照相关规定保存时间,并定期进行整理和归档。
六、检验记录的审查检验记录应定期进行审查,确保记录的真实性和准确性。
对于发现的问题和不合格品,应及时进行整改和处理,并记录相应的整改和处理措施。
七、制度的培训和贯彻1.培训对参与产品出厂检验工作的人员进行相关培训,使其熟知并掌握该制度的要求和操作流程。
2.贯彻通过制度宣传、考核和奖惩等措施,确保制度得到有效贯彻和执行。
以上是产品出厂检验记录制度的一些基本要点,制定和落实该制度,可以有效控制产品质量,提高产品合格率,保障消费者的权益,树立企业的良好形象。
混泥土材料见证记录的出厂编号
混泥土材料见证记录的出厂编号(原创版)目录1.混凝土材料的概述2.混凝土材料的出厂编号意义3.出厂编号的记录方式4.出厂编号对混凝土质量的重要性5.结论正文一、混凝土材料的概述混凝土,简称为砼,是由水泥、砂、石子、水及根据需要添加的化学外加剂,按一定的比例拌和而成的建筑材料。
它是当今世界上最为广泛应用的建筑材料之一,具有强度高、耐久性好、施工方便等优点。
二、混凝土材料的出厂编号意义混凝土材料的出厂编号,是指在混凝土生产过程中,为了保证产品质量和施工安全,对每一批混凝土产品进行编号管理的一种方式。
出厂编号可以记录混凝土的种类、强度等级、生产日期、生产厂家等信息,是混凝土产品在施工中的“身份证”。
三、出厂编号的记录方式出厂编号通常由混凝土的生产厂家负责生成和管理,编号的格式和内容因厂家而异,但一般应包含以下内容:生产厂家名称、生产日期、混凝土强度等级、混凝土种类(如普通混凝土、高性能混凝土等)、批次编号等。
出厂编号可以以铭牌、标签、书面记录等形式存在,方便施工单位进行查阅和管理。
四、出厂编号对混凝土质量的重要性出厂编号对混凝土质量具有重要意义。
首先,通过出厂编号,可以保证混凝土的强度等级和种类符合设计要求,从而保证工程结构的安全性和耐久性。
其次,出厂编号有助于追踪混凝土的生产和施工过程,一旦发现质量问题,可以迅速追溯到生产厂家和施工环节,有利于及时采取措施,确保工程质量。
最后,出厂编号有利于混凝土的验收和维护,可以为后期的工程质量评估和维护提供依据。
五、结论混凝土材料的出厂编号是保证混凝土质量和施工安全的重要手段,对于规范混凝土生产和施工具有重要意义。