首检确认表
产品首件确认表

料体
批号
颜色
产品检査項目
缺 点
检验结果
致
A
B
刮伤
B
盖 脏污
B
异物附着
致
刮伤
B
脏污
B
瓶
/ 袋 子
印刷伤痕 异物(树脂/纤
维异物)(五金/虫
B A
子)
致
破裂
致
编码置错误
致
喷码歪斜
致
拉 手
破使裂用规格是否正
垫
确
A 致
/ 脏污/异物附着
B
内 喷头内容物
塞 喷出8次之内
封口/封尾泄露 B
判定 备注
B
合計
致
A
B
质检
审核
综
合
判
定
检查结果
检查结果
检查结果
气味
是否有合格标识
盒 明 彩 脏污
B
/ 书盒 外 / / 限用期限
致
箱 中 说 产品名称核对
致
模糊不清
致
三证/QS标/
成份/产地
QS标颜色不正 A
异物(树脂/纤 异物(维五)金/虫
子)
A 致
内容物
净含量标准
A
(
g)
检验结果
致
A
B
封口/封尾歪斜 B 封口/封尾
产品首件确认表
品名
数 量
批号
生产年月
线别
渠道
产品首件确认条件说明:
1.每日开线生产时。 2.更换另一款产品生产时。 3.操作者有更换时。 4.生产工艺有改变时。 5.生产设备调整、修理后等。
首件确认时间点
首件确认单(新)

首件确认单(新)
客户订单号
客户名称订单生产台数机型首件制作时间电源板/适配器规格屏型号
信号主板型号
恒流板型号
物料确认是否OK
内/外观确认结构确认是否OK
确认人
电子物料确认是否OK
结构工艺确认是否OK
包装物料确认是否OK
确认人
确认人
确认人
SOP/工序流程确认是否OK
仪器设备确认是否OK
测试治具确认是否OK
确认人
确认人
确认人
接收时间完成时间
软件版本号软件确认正常的软件版
本号
确认人确认时间
软件检测是否OK 外观结构确认是否
OK 包材、附件确认是
否OK
备注:生产首件确认表
生产部首样制作项
备注:
IPQC首件确认
备注:工程首件确认
备注:
工程PIE 整机验证项
备注:
软件工程调试项
软件烧录方式
使用(松冠)RTD Customer TOOl v3.6 工具烧录进入工厂老化模式方法
菜单+开机键使用 ISP 烧录工具升级方式
加键+开机键
使用U盘插线或插入USB口开机直接升级方式按音量加键再连续按三次上键其它:
其它:
喇叭左右声道和各板卡硬件是否有更改修改方式:备注:
工程DQE
软件验
证项
备注:
品质QA 外观结
构与软件综合确认确认人:1.生产、工程、品质制作首件(核对物料、结构、电气、 2.工程PIE 确认整机是否正常并制
3.软件工程
4.工程DQE 软件验
5.品质QA 整机检测验证
6.PIE 工程收集统计问题确认最终是否可量产
7.生产部接收可量产通知
8.IPQC 确认量产情。
防护服服装厂首件确认表
防护服服装厂首件确认表
摘要:
1.防护服的概念和作用
2.防护服服装厂简介
3.首件确认表的定义和用途
4.首件确认表的具体内容和要求
5.首件确认表在防护服生产过程中的重要性
6.总结
正文:
防护服是一种保护人们免受危险物质、生物危害和环境危害的服装。
在医疗、工业、军事等领域中,防护服被广泛应用,以保护工作人员的生命安全和身体健康。
防护服服装厂是一个专门生产防护服的企业,致力于为各种行业提供高品质的防护装备。
首件确认表是防护服服装厂在生产过程中一个重要的质量控制文件。
首件确认,顾名思义,就是对生产出的第一件产品进行检验,以确保其质量符合要求。
首件确认表记录了这一过程的具体信息,包括产品名称、型号、生产批次、生产日期、检验员等。
通过首件确认,可以及时发现生产过程中的问题,采取相应的措施进行改进,从而保证产品的质量。
首件确认表的内容和要求主要包括以下几个方面:
(1)产品信息:包括产品名称、型号、生产批次等;
(2)检验员信息:包括检验员姓名、工号、检验日期等;
(3)检验结果:包括检验项目、检验标准、检验结果等;
(4)备注:如有需要记录的其他信息,如生产过程中的异常情况等。
首件确认表在防护服生产过程中的重要性不言而喻。
首先,首件确认可以确保产品符合设计要求和标准,避免不合格产品流入市场;其次,首件确认可以及时发现生产过程中的问题,为生产部门提供改进的依据,提高生产效率;最后,首件确认有助于建立质量管理体系,提高企业的整体竞争力。
总之,防护服服装厂首件确认表是生产过程中一个重要的质量控制文件,对于确保产品质量具有重要意义。
首件确认表

检验员:
审核:
保存期限:1年
备注
首件确认,并填写此表。 及时向上级反馈。
保存期限:1年
生产日
期: 产品编
号:
首件确认表
生产机
送检时
台: 产色:
检
检验项目
检验结果描述
外观
颜色
结构
材质
实配
尺寸
叛定结果 □合格 □不合格
注意事项
备注: ①.新开机、换模、换色时由注塑部提供首件样品确认,交接班时由QC取样重新做首件确认,并填写此表。 ②.注塑部对模具进行维修后或进行调大参数调整时需重新送样至QC确认。 ③.QC收到领班送检的首件时必须在30分钟内完成确认工作,不能确认的部题需及时向上级反馈。
印刷首样确认表

产品名称
工单号/PO#
生产机台
班次/机长
日期
检测项目及判定结果
序号
检验项目
合格标准
检测工具、方法
判定
1
产品规格
与工单、彩稿要求一致。
目测、核对单。
2
工艺参数设定
压力、温度、风量、粘度等与工艺单要求一致。
核对工艺卡
3
版辊号码及色序
与工单或彩稿要求一致。
目测、核对单。
4
有无共用版
和工单要求一致。
目测、核对单。
5
工单与版辊一致
和工单要求一致。
目测、核对单。
6
图案、文字、色相
图案、文字与标准签样/图稿一致,内容清晰、无脏污、无明显条杠、脏版、脏点。
目测、核对样本卡/图稿
7
图案附着力合格
检查有没有大面积掉墨现象,不能超过10%。
胶布、用透明胶袋黏贴住油墨层,用90℃方向慢慢撕开
8
条码数及级别
能识别,级别符合标样。
条码仪
9
光标
无断线、漏印现象。
目测、核对标样
10
套印
主要部位≤0.2,次要部位≤0.35
放大镜/核对标样
综合判断:□合格□改进确认人/时间:
改进原因:
改进措施:
备注:
1、确认人是质检员或班长以上人员。
2、此表在转工单时使用,最终由质检部保存在档案库。
3、在检查结果栏中,如果是”OK”请打”√”号,如果是”不合格”请打”×”号。
4、首检不合格时需将不合格项目在备注栏内注明并通知机台调整,调整后再重新进行首件检验确认;
5、首检未检验合格前生产的调机产品必须做好标识、隔离复查,不可混到成品中;
首件确认记录表
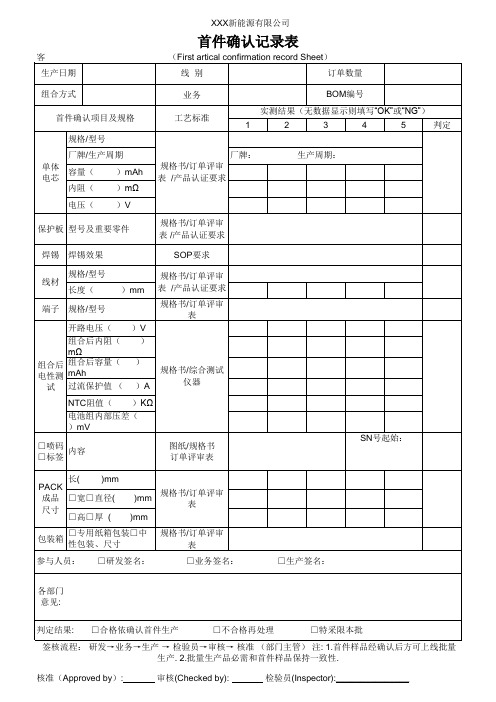
规格书/综合测试 仪器
NTC阻值( )KΩ 电池组内部压差( )mV
□喷码 □标签
内容
图纸/规格书 订单评审表
SN号起始:
长( PACK
)mm
成品 □宽□直径(
尺寸 □高□厚 (
)mm
规格书/订单评审 表Fra bibliotek)mm包装箱
□专用纸箱包装□中 性包装、尺寸
规格书/订单评审 表
参与人员: □研发签名:
□业务签名:
□生产签名:
各部门 意见:
判定结果: □合格依确认首件生产
□不合格再处理
□特采限本批
签核流程: 研发→业务→生产 → 检验员→审核→ 核准 (部门主管) 注: 1.首件样品经确认后方可上线批量 生产. 2.批量生产品必需和首件样品保持一致性.
核准(Approved by):
审核(Checked by):
检验员(Inspector):_______________
1
2
3
4
5
判定
厂牌: 规格书/订单评审 表 /产品认证要求
生产周期:
规格书/订单评审 表 /产品认证要求
焊锡 焊锡效果
SOP要求
规格/型号 线材
长度(
)mm
端子 规格/型号
开路电压(
组合后内阻(
mΩ 组合后 组合后容量( 电性测 mAh
试 过流保护值 (
)V )
)
)A
规格书/订单评审 表 /产品认证要求 规格书/订单评审
客 生产日期
XXX新能源有限公司
首件确认记录表
(First artical confirmation record Sheet)
纸杯首检记录表
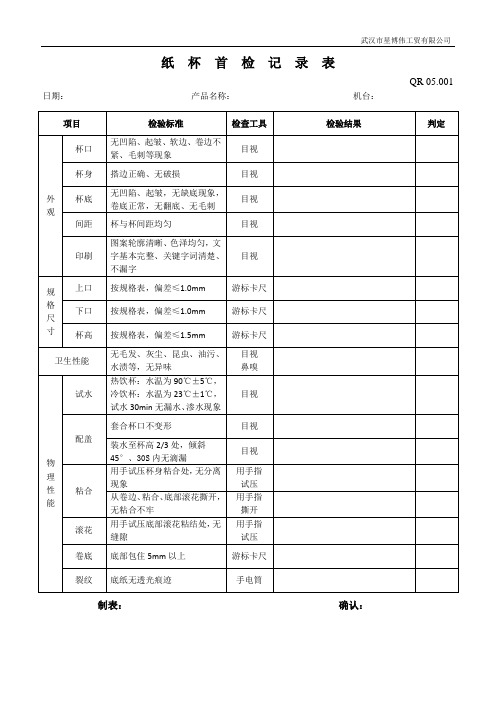
装水至杯高2/3处,倾斜45°、30S内无滴漏
目视
粘合
用手试压杯身粘合处,无分离现象
用手指
试压
从卷边、粘合、底部滚花撕开,无粘合不牢
用手指
撕开
滚花
用手试压底部滚花粘结处,无缝隙
用手指
试压
卷底
底部包住5mm以上
游标卡尺
裂纹
底纸无透光痕迹
手电筒
制表:确认:
目视
规格尺寸
上口
按规格表,偏差≤1.0mm
游标卡尺
下口
按规格表,偏差≤1.0mm
游标卡尺
杯高
按规格表,偏差≤1.5mm
游标卡尺
卫生性能
无毛发、灰尘、昆虫、油污、水渍等,无异味
目视
鼻嗅
物理性能
试水
热饮杯:水温为90℃±5℃,冷饮杯:水温为23℃±1℃,试水30min无漏水、渗水现象
目视
配盖
套合杯口不变形
纸杯首检记录表
QR 05.001
日期:产品名称:机台:
项目
检验标准
检查工具
检验结果
判定
外观
杯口
无凹陷、起皱、软边、卷边不紧、毛刺等现象
目视
杯身
搭边正确、无破损
目视
杯底
无凹陷、起皱,无缺底现象,卷底正常,无翻底、无毛刺目视Leabharlann 间距杯与杯间距均匀
目视
印刷
图案轮廓清晰、色泽均匀,文字基本完整、关键字词清楚、不漏字
首检抽样检验单模板

委托单位
抽样类别
□首次现场检验
生产企业
合同总量
地址
邮编
联系人
联系电话
产品名称
规格型号
抽样名称
抽样数量
抽样地点
外观检验地点
材料检验
寄送:
现场外观检验情况:
检验问题改进要求:
委托单位整改意见:
委托单位:
委托单位负责人签字:
年 月 日
抽样检验单位:
地址:
联系人:
电话:
抽样检验人签字:
(盖章)
年 月 日
生企业
确认情况
□所抽产品是本企业正在生产的产品
企业负责人签字:
(盖章)
年 月 日
□本企业单位对上述内容无异议
□本企业单位对上述内容的具体意见:
备注:此表一式3份,一份委托方留存,一份生产企业留存,一份随样品送承检机构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
首检确认表
SMT
产品型号:
批量数/生产数:
检验项目 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
组装
日 期:
线 别:
工作令:
BOM Rev:
ECN No:
检验结果
异常原因分析责任部门 Nhomakorabea备注
其它检查: AOI 检测: 邦定检验:
审核/日期:
组长确认:
表单编号/版本: SUNTECH-QC-R011 /V1.0 检验员/日期:
OK NG OK NG
送首件时机:新产品第一次生产、换线时、有工程更改时。
其它事项: 1. 首件检查包括物料、设备、环境、作业方法、作业员的静电防护、是否依作业指导书生产等 2. 首件在 SMT 过炉前要依上料表、BOM 和样板比对 OK 后方可过炉,过炉后目检半成品外观(元器件有无缺件、
少件、短路、空焊、虚焊、假焊、极性反、错件等不良),确认 OK 后签样给产线,产线依此样生产。 3. 组装线的首件要确认教材、软件、电流电压参数、功能、成品外观、包装/配件等 4. 当首件检验不合格时,须经理级以上核准方可生产。