空压机振动异常故障检测与分析
离心式空压机振动故障分析及处理
(uyn e ohmi l o poy n o, t,L oagH nn 4 1, hn) L oag t ce c l rpl e C . d u yn ea 7 0 2 C ia Pr aP y e L 1 A src:h or falo ecnru a cm rso’v r o a enacrtlpn o t n e a s f eflr a e bt tT esuc o ut fh tfgl o pesr i a nhsbe cuae i i e a dt ueo i ehsb n a e f t e i S bt i y pnd hc h t au e
制 阀打开 , 自洁空气喷 头喷 出一 股短 时( 01 ) 约 . 高压 ( . s 04 5
07MP ) . a气流 , 经文 氏管进入过滤筒 内 , 自内向外反吹 , 并 将过
滤筒外表面 的积尘吹掉。 这种反 吹过程是 间断 的, 且在 P E的 I 控制下 只有一定数量 的过滤筒处于 自洁反 吹状态 ,其余过滤 筒仍在工作 , 以不会影 响空压机 的正常运转 。 所 经过近两年 的 使 用证 明,该新型过滤器 过滤效果很好 ,叶轮等 处的积垢很
母松动 ,由于振 动会造成探头 与轴 的间隙发生变化 ,间隙减
小, 振动 值变 大 , 反之 间隙增大 , 动值变小 ; 振 还有 , 振探 头 测 和变送器 的零点漂移 , 也会造成振动测 量结果失 准。 32 联轴器故障及对中不良 . 大齿轮转子 和电动机之 间, 用齿形联轴器联接 , 递动力 传 和转矩 。 这种联轴器能传递 的扭矩最大 , 而且能补偿两轴线间 的微小误差 , 但不能缓 和冲击。 由于机组 的安装误差 、联轴器 润滑 不 良、联轴器磨损严 重, 以及机组基础 的不均匀沉 降等 , 会造成对 中不 良。转子系 统机械故 障的 6%是 由于对 中不 良引起 的。具有对 中不 良的 0 转子系统 ,在其 运转过程中将产生一系列有害于设备的动态 效应 , 引起磨损 、 轴承早期损坏 、 油膜 失稳 和轴的挠曲变形等 , 导致机组发生异常振动 ,而且振动会随不对 中严重程度 的增
空压机电机振动异常处理
空压机电机振动异常处理[摘要]:通过对空压机电机振动故障的分析,提出了电机振动的判断方法,对电机的使用及维护有一定的指导作用。
[关键词]:空压机电机振动动平衡中图分类号:th85+4 文献标识码:th 文章编号:1009-914x(2012)32- 0025 -011.简述我公司制氧1#空压机(rik 80-4)为陕鼓生产的单轴多级离心式压缩机,空压机配套电机(yks1000-4)为上海电机厂生产,电机功率为9600kw。
空压机配套用于kdonar-20000/30000/700空分系统,是空分系统的源头设备,它对于公司的稳定生产有着重要的影响。
2.电机运行情况介绍空压机于2006年投入运行,期间由于生产紧张,一直没有进行过检查。
2009年3月24日,利用全厂定修的机会对空压机进行了全体检查。
检修项目包括:级间冷却器清洗;更换级间密封;复测轴瓦(压缩机、电机)间隙;复测对中等。
检修完成后,各种运行数据均无明显变化。
11月11日,由于公司定修,氧气用量减少,所以安排停1#空压机。
重新启车后,压缩机以及增速器的各项振动数值没有变化,而电机轴瓦振动由原来的0.045mm增大到0.050~0.060mm,而后电机振动值呈上升趋势。
至11月30日,电机非驱动端轴瓦垂直方向振动值已达到0.102mm。
电机驱动端轴瓦水平方向振动值已达到0.083mm,已经超出标准值(gb10068-2000规定小于0.08mm),但是由于没有停机时间,只能继续运行。
12月20日,公司停产检修,解体检查空压机电机。
发现电机轴瓦乌金部分脱落,随即更换前后轴瓦,调整轴瓦间隙。
电机单机试车,轴瓦振动值依然很高。
3.振动原因分析及处理过程电机振动的情况十分复杂,原因很多,比如:电机与增速器的对中、电机轴瓦损坏、电机机座不实、电机气隙变化、磁力中心线偏移、转子动不平衡等原因,我们进行了逐一检查。
3.1 电机单机运转因压缩机正常运转时增速器振动较小(0.0137mm),故首先解除联轴器,单试电机。
空分装置空压机振动分析及故障诊断
点,如图l所示。
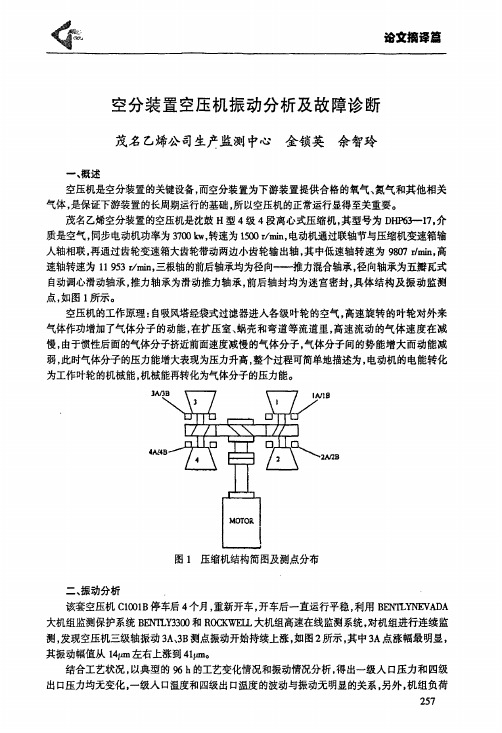
空压机的工作原理:自吸风塔经袋式过滤器进入各级叶轮的空气,高速旋转的叶轮对外来 气体作功增加了气体分子的动能,在扩压室、蜗壳和弯道等流道里,高速流动的气体速度在减 慢,由于惯性后面的气体分子挤近前面速度减慢的气体分子,气体分子间的势能增大而动能减
弱,此时气体分子的压力能增大表现为压力升高,整个过程可简单地描述为,电动机的电能转化
动轴承的油膜支撑力作为一对平衡力,也跟着上升,转子负荷超过油膜支撑力极限时,导致油膜
破坏,轴振动幅值上升;当润滑油油温上升,油的粘度降低,油膜支撑力下降,同样会导致油膜破 坏,轴振动幅值上升,而且轴承温度跟着上升。根据以上分析初步判断,机组三四级叶轮已经出 现不平衡现象,此后机组三四级轴承磨损开始加剧。通过对高速在线系统采集到的机组振动信 息进行分析,三级的3 A/3 B测点的频谱成分主要是在1倍频200 Hz处,200 Hz处的频谱峰值 的上涨随总振动幅值上涨而上涨,图3为3B点的振动频谱三维瀑布图,其中200比振动分量
0.
:.in 30. ‘o.
20.
.,、
20.
IO.
o.
o.
蛰03{’lo
C1001B.X1SA2..3H.pkpIc 10
2003.,6.
2003・5.IO
C1001tLX..IS/O,_4B.pk砧
13:1t0;13下I
'/:,14.307l
图2压缩机三、四级振动趋势
根据转子动力学可知:①由于旋转轴在轴承的油膜内转动,它会把油膜带到它的四周,这个
为工作叶轮的机械能,机械能再转化为气体分子的压力能。
图1压缩机结构简图及测点分布 二、振动分析
该套空压机C1001B停车后4个月,重新开车,开车后一直运行平稳,利用BEN吼YNEVADA
空压机振动故障分析
空压机振动故障分析摘要:空压机在采矿,机械制造,化学,是有等各个领域都有着广泛作用,本车间采用的是SVK20-3S型压缩机,2010年中旬,对5#空压机进行试车的过程中,出现了在停机时一,二级轴振动现象并要重超标。
在之后的试车实验中又一次出现了三级轴振动超标现象。
针对前两次试车过程中出现的问题,根据多年的实践对该机组合的过程进行了详细总结,分析了振动值过大的原因,并对出现的轴振动现象的原因进行了仔细分析。
关键词:空压机停机振动叶轮轴临界转速引言:压缩机是的高效性以及适用介质广的特点在各个行业中广泛应用,离心压缩机是一种叶片式机械,它的工作原理是利用叶片与气体的相互作用提高动力实现气流减速。
压缩机主要由转子,定子和辅助设备等组件构成,转子是由主轴以及叶轮等构成。
压缩机在生产中有重要的作用,因此对压缩机的振动故障诊断与预防的重要性不言而喻。
一、简要概述在污水一车间中,5#空压机的制造商是沈阳鼓风机厂,该机型号为SVK20-3S 型压缩机,该机组分三级压缩,图一所示为该机组的简单结构图。
图一机组结构简图该机组内的叶轮结构是65°三元后弯式叶片,叶轮在蜗壳室内旋转,蜗壳室呈封闭式,该机组的蜗壳是一种焊接机构,并将其制成紧凑型结构,不可对其进行结构剖分,叶轮的这种特性曲线就是为了示出明显的压力高,达到喘振的限制点,这样就保证了压力能被控制在一个稳定的范围内。
该机组的齿轮组是由两个小齿轮以及一个大齿轮组成,两个小齿轮被驱动。
空气以及油密封采取的是迷宫密封方式,径向以及止推都是采用的可倾瓦块式轴承,该机的轴功率为2108KW,流量300Nm3/h,其具体的参数性能见表一。
表一压缩机主要性能参数项目参数轴功率 2108KW介质空气流量300Nm3/h入口压力0.0925MPa出口压力0.8MPa一级入口温度30℃二级入口温度<53℃三级入口温度<58℃送气温度40℃大齿轮转速1485r/min一二级齿轮转速21353r/min三级小齿轮转速28148 r/min该机组从安装运行到目前多年来,从2008中旬年进行过一次大修过程,改修后系统运行稳定,机械性能以及其工艺性能据表现良好,能高质量完成工作。
DH63 型空压机振动故障分析及处理

DH63 型空压机振动故障分析及处理出处:互联网发布日期:2010-12-03 我来说两句核心提示:对机组级间换热器进行抽芯检修,发现大量的铁锈和泥砂,内壁腐蚀严重,级间管线同样腐蚀严重。
引言空分装置作为炼化企业的主要装置,承担为下游生产装置提供合格的氧气、氮气和其他相关气体的重要任务,是保证下游装置长周期安全运行的基础。
空压机作为空分装置中的关键设备,对其进行振动状态监测及故障诊断,确保其正常工作显得至关重要。
某厂生产的空压机是4级4段离心式压缩机,其型号为DH63-17,同步电动机功率为3700kW,转速为1480r/min ,电动机通过联轴器与压缩机变速箱输入轴相联,再通过齿轮变速箱大齿轮带动两边小齿轮输出轴,其中低速轴转速为9800r/min ,高速轴转速为12000r/min ,3根轴的前后轴承均为径向—推力混合轴承,径向轴承为五瓣瓦式自动调心滑动轴承,推力轴承为滑动推力轴承,前后轴封均为迷宫密封[1] 。
1 振动故障分析机组结构简图及测点分布如图1所示。
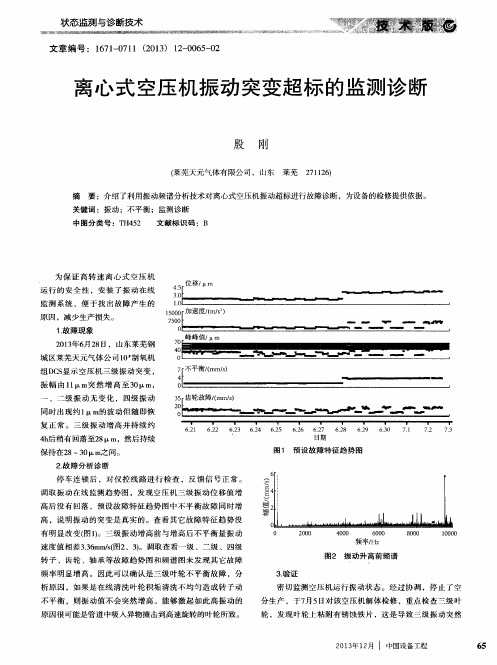
空压机采用美国ENTEK-IRD公司的ENTRX网络化高速在线监测系统进行实时跟踪监测,通过监测发现空压机3、4级轴测点振动开始缓慢上升,其中3B测点从11μm上升到14μm,4B测点从31μm上升到38μm ,振动趋势如图2所示。
机组的振动虽然远未达到报警值(机组振动报警值为70μm) ,但由于机组振动波动越来越频繁,严重影响了装置的安全生产。
为了更好地掌握空压机的运行状态,对导致空压机产生振动的原因进行了分析。
1.1 频谱分析从所记录的机组3B、4B点频谱趋势图(图3)看出,3B、4B的频谱幅值一直在不断加大,振动频率主要表现在200Hz,而此频率正好是工作转速相对应的工频成分(fr = n/60=12000/60=200Hz;n为高速轴转速),其它频率成分振动变化较小。
从振动频谱来看,如果是旋转失速,振动主要发生在频率为0.8和0.2倍的分频工频上;如果是由于轴承油膜振荡引起的,油膜的振动频率约为工频的1/2倍,那么在1/2倍工频处的振幅应比较大,但频谱图上1/2倍工频处的振幅值基本没有,因此可以排除旋转失速和轴承油膜失稳等故障[2] 。
离心式空压机振动突变超标的监测诊断
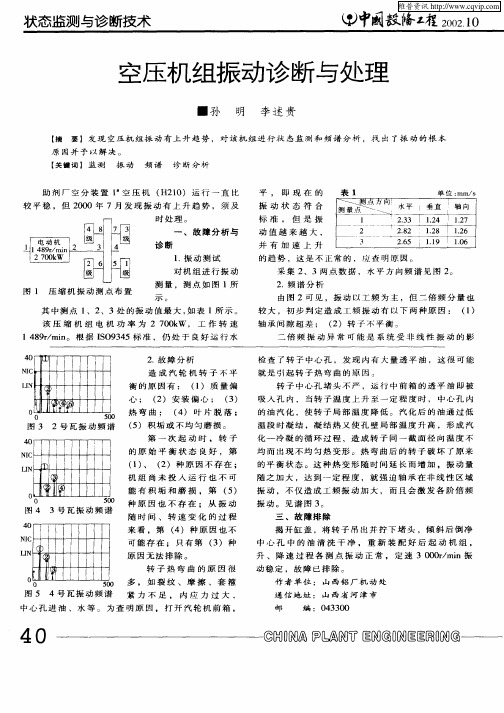
j 型
0
2 0 0 0
4 0 0 0
6 0 0 0
8 0 0 0
频率/ Hz
图2 振 动 升 高 前 频 谱
3 . 验 证
频率 明显 增高 。因此 可 以确认 是三级 叶轮不平衡 故障 ,分
析原 因 ,如果是在线 清洗 叶轮积垢清洗 不均匀造 成转子 动 不平衡 ,则振动值 不会突然增 高 。能够 激起如此 高振动 的 原因很可能是管道 中吸入异物撞击到高速旋转 的叶轮所致。
密 切 监 测 空 压 机 运 行 振 动 状 态 。经 过 协 调 ,停 止空压机解体检修 ,重点检 查三级 叶
调 取 振 动 在 线 监 测 趋 势 图 ,发 现 空 压 机 三 级 振 动 位 移 值 增
吕 吕
高后没有 回落 ,预设 故障特征趋 势图 中不平 衡故 障 同时增 高 ,说 明振动的突变 是真实 的。查 看其它 故障特征 趋势 没 有明显改 变f 图1 ) 。三级振动增 高前与增 高后不平衡 量振 动 速度值相差3 . 3 6 m m / s ( 图2 、3 ) 。调取查看一级 、二级 、四级
轮 ,发 现 叶 轮 上 粘 附 有 锈 蚀 铁 片 ,这 是 导 致 三 级 振 动 突 然
2 0 l 3 年1 2 月 I中国 设备 工程
6 5
要 :介绍了利用振动频谱分析技术对 离 t l , 式空压机振动超标进行故 障诊 断,为设备的检修提供依据。
关 键 词 :振 动 ;不 平 衡 ;监 测 诊 断 中图 分 类 号 :T H4 5 2 文 献 标 识 码 :B
空压机组振动诊断与处理
一
振 动 状 态 符 合 标 准 , 但 是 振 动值 越 来 越 大 , 并 有 加 速 上 升
测 量点 、 、
l 2
、 9 方 向 — 点
。
-
垂直
!轴 向
23 .3 28 .2
12 j 12 .4 .7 1 2 i 12 . 8 .6
来 看 。第 ( 4)种 原 因 也 不 可 能 存 在 ;只 有 第 ( )种 3
原 因无 法 排 除 。 转 子 热 弯 曲 的 原 因 很
动稳 定 ,故 障 已排 除 。 作 者 单 位 : 山西 铝 厂 机 动 处
:O 3 o 4 3o
的 平 衡 状 态 。 这 种 热 变 形 随 时 间 延 长 而 增 加 . 振 动 量 随 之 加 大 , 达 到 一 定 程 度 , 就 强 迫 轴 承 在 非 线 性 区 域 振 动 , 不 仅 造 成 工 频 振 动 加 大 , 而 且 会 激 发 各 阶 倍 频 振 动 。见 谱 图 3 。
l4 9/ i。 根 据 I0 3 5标 准 ,仍 处 于 良好 运 行 水 8 rr n a S 94 2 故 障 分 析 .
造 成 汽 轮 机 转 子 不 平 衡 的 原 因 有 : ( ) 质 量 偏 1
心 ; ()安装偏 心 ; () 2 3 热 弯 曲 ; ( ) 叶 片脱 落 ; 4
二 倍 频 振 动 异 常 可 能 是 系 统 受 非 线 性 振 动 的 影 检 查 了 转 子 中 心 孑 ,发 现 内 有 大 量 透 平 油 , 这 很 可 能 L 就 是 引起 转 子 热 弯 曲 的 原 因 。 转 子 中 心 孔 堵 头 不 严 , 运 行 中 前 箱 的 透 平 油 即 被
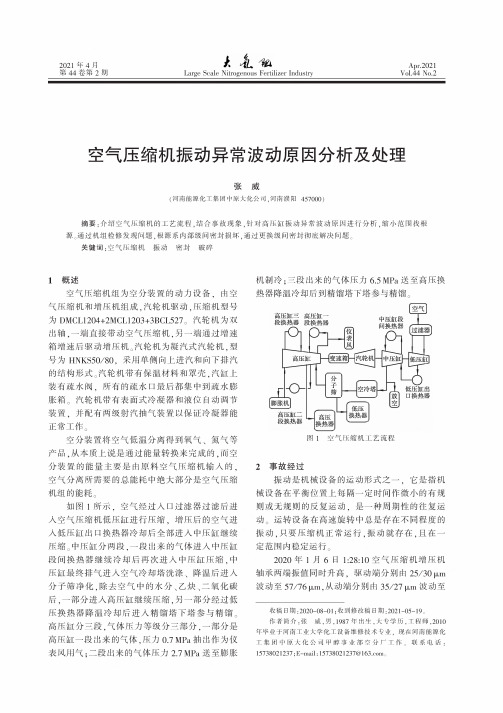
空气压缩机振动异常波动原因分析及处理
组。排除〕艺
数、 的 对机组振动的 。
3.4
振
的振动
压、
的
造成运
油膜不稳定, 机振动。
压、、
数发现,高压缸振动异常升高的时 ,压
、 没出现 ,排除
振对机组振动
的。
3.5
的机械杂质
从 1可以 出,高压缸空气来自
,
子筛后
的
,可
出
的
出
,
压 机组高压缸
后
,
机组振值 升高然后又恢
复到 常。
的
高压缸一
(02E003 )、高压缸二段换热器
Abstract: The process flow of air compressor was introduced. Combined with accidents happened, we
(下转第119页)
第2期
杨维维.分子筛床层泄漏导致分子筛出口二氧化碳含量超标分析
119
连接处压条点焊⑶。 2) 下气体导流分布器内部锈渣、分子筛清理。 3) 惰性氧化铝球补装更换0.5t;活性氧化铝
出 , 检级间密
封、段间密封,损坏、残存的PEEK密封
,
密封。通过
损坏的原因
长间在高温环境中使用,在压机机停机
动
,工温度由常温高温
化的过 中,出现疲劳 损坏,被高速 的
间打碎, 工艺 气 入 引起高压缸
子振动高波动。
入高压缸三段
束内的PEEK密封碎片用气
、
出。 设备备 的使用 ,
可 的检修 , 期 备 出检查,
关键词:空气压缩机 动密封破碎
1概述 空气压缩机组为空分装置的动力设备,由空
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空压机振动异常故障检测与分析
摘要:用频谱分析法对螺杆式空压机振动故障进行了分析,通过分析发现螺杆
频率正常,而左侧星轮频谱异常。
进一步分析发现,左侧星轮的频域是以五分之
一星轮转动频率为基频的高次谐频,确是星轮支撑轴松动造成的振动故障。
因此
提出了重新加固松动支撑,更换磨损轴承和润滑油的解决措施,采取措施后振动
消失,声音正常,此研究具有一定的科学性,能够为现场提供指导。
关键词:空压机;振动异常;检测
引言:
在现代煤炭生产过程中,压缩空气是重要的原动力之一,可以驱动凿岩机和
风镐等设备。
在高瓦斯矿井或者有煤尘爆炸危险的矿井中,使用压缩空气比使用
电力更加安全。
空气压缩机是能够压缩空气。
增加空气动力的主要机械装置。
空
压机的正常运行对于煤炭的生产有着非常重要的意义,因此可靠的空压机故障检
测研究十分有必要。
频谱特征是动态信号的主要特征之一,频谱分析就是对动态信号进行频域分析,绘制曲线,从而分析动态信号的状态。
频谱分析可以作为振动故障检测的重
要手段之一。
1 螺杆式空压机的性能介绍
英格索兰螺杆式空压机主要由电机、齿轮、轴承座、螺杆等部分组成。
螺杆
空压机是容积式气体压缩机,由相互齿合的转子(即螺杆)、机壳以及适当配置在
两端的进排气口组成压缩气体的工作腔,通过减小工作容积来提高气体压力。
转
子在旋转过程中,阴阳转子赤连接不断地向对方齿槽中填塞、工作腔的容积不断
减小,工作腔的齿槽也不断向排气端推进,当压缩容积与排气口相通时.气体以
达到预定的压力而排出。
气体的吸入过程跟压缩过程一样也是连续不断的,因为
机器的转速很高,吸排气可以看成是无动脉的,因此,在一般情况下螺杆空压机
可以省去一个体积很大的储气罐。
2 螺杆空压机故障现象的初步诊断
在对空压机的例行检查中,发现四个测点垂直方向振动值较高,而空压机外
部各部位的连接螺栓都比较紧固,没有松动现象;混凝土基础(钢结构整体座架)
无显著松动,电机轴承温度、压缩机轴承温度都在正常范围。
因此,初步怀疑造
成风机振动较大的原因在压缩机机壳内部。
3 螺杆式空压机优点及工作原理
3.1螺杆式空压机优点
容积型空气压缩机在煤矿中被广泛使用。
其主要原理是对气体体积进行压缩,增加单位体积气体的密度,从而提高了空气的压力。
其中,螺杆式空压机使用较多,是由20世纪30年代由瑞典工程师发明。
螺杆式空气压缩机与活塞式类似,
都是回转运动,但是转速更高。
其主要优点有以下三点:
1)可靠性高。
从结构上讲,螺杆式空气压缩机没有容易损坏的零件,使用使
命长,运行稳定、可靠。
2)操作简单、维护方便。
螺杆式空气压缩机操作比较简单,工作人员不需要
经过很长时间的培训和学习就能够操作。
3)动力平衡性好。
螺杆式空气压缩机在运转过程中,不存在不平衡贤陛力,
同时由于体积和重量都不大,因此特别适合用于需要移动的工作环境。
3.2螺杆式空压机工作原理
螺杆式空气压缩机的工作过程分为四个阶段:吸气阶段、压缩阶段、喷油阶
段以及排气阶段,这四个阶段循环往复进行。
下面对各个阶段进行简单的介绍。
第一阶段:吸气阶段。
通过电动机驱动转子高速旋转,当转子旋转到开口位
置的时候,主从转子之间的齿沟空间达到最大,外部空气进入并填满;当转子旋
转离开进气口之后,填满的空气就被密封在了转子和机壳中间。
此时,吸气过程
完成。
第二阶段:压缩阶段。
吸气过程完成以后,转子继续旋转导致封闭空间逐渐
缩小,同时进行螺旋状移动,对填充空气进行压缩。
此时,压缩过程完成。
第三阶段:喷油阶段。
在压缩过程中,封闭空间逐渐缩小导致空气压力和温
度逐渐增加。
为了确保润滑、降低空气压力和温度,雾状润滑剂会在气压差的作
用下喷入腔体。
此时,喷油过程完成。
第四阶段:排气阶段。
转子不断旋转,当与机壳排气口相对时,压缩后的空
气开始逐渐释放。
齿沟位于排气断面时,齿沟空间为零,压缩空气全部释放。
同时,另一对齿沟进入开口位置,空间达到最大,开始下一个循环。
此时,排气过
程完成。
4 螺杆式空压机振动异常分析
螺杆式空压机在使用过程中,会出现振动故障,主要表现为振动异常、噪声
较大等。
本文针对这一故障,利用频谱分析法进行故障诊断,并提出针对性措施。
4.1信号采集与处理设备
信号采集与处理设备采用INV306DM信号分析仪(采样频率0.978HE)、INV
多功能放大器以及一些传感器。
4.2测点布置与参数计算
信号采集与处理过程根据测量需求,结合现场实际,布置10个测点。
分别位于电动机机壳,左上轴承杯(三向传感器)、右上轴承杯(三向传感器)、左机座、右
机座以及排气端盖上。
4.3信号结果分析
对测试结果进行分析,为螺杆频域图。
27.33Hz近似为星轮转动频率
(≈26.4Hz),50.11Hz为电机转动频率,300.66Hz近似为啮合频率(≈289.8HE)。
除此之外,出现较多的是以啮合频率为载波频率,以星轮转动频率为调制信号频
率的谱线。
螺杆虽然有一些振动,但是没有明显高阶出现,因此不会是主要故障,应该是随着使用而出现的一些正常的现象。
而以啮合频率为载波频率,以星轮转
动频率为调制信号频率的谱线说明振动问题应该是出现在星轮上。
以此为依据,测量左右星轮的振动行程。
通过测量发现,右侧星轮振动较小,左侧星轮振动较大。
左侧星轮的频域是以1/5星轮转动频率为基频的高次谐频,这种现象并不正常,因此判断振动故障确实处在左侧星轮处。
由于本台空压机使
用时间并不长,所以忽略疲劳损伤造成的故障,转而考虑是安装时的问题。
5 故障判断与解决措施
5.1故障判断
螺杆虽然有一些振动,但是没有明显高阶出现,因此不会是主要故障。
应该
是随着使用而出现的一些正常的现象。
而以啮合频率为载波频率,以星轮转动频
率为调制信号频率的谱线说明振动问题应该是出现在星轮上。
经过进一步验证发现,问题确实出现在左侧星轮上。
在排除疲劳损坏后,经过讨论分析,认为应该
是星轮支撑轴松动造成的振动。
频率为五分之一可能是由于转动过程中,轴承壳
与外壳发生五次碰撞导致的。
5.2解决措施
根据分析结果,对空压机进行停机检修,拆开左侧星轮。
果然发现其支撑松动,而且支撑轴游隙过大,因此导致振动异常,噪声较大。
对此,提出改进措施。
(1)对于松动的支撑,必须重新进行加固。
轴承垫块的接触面积必须超过总面
积的四分之三,而且接触要平整。
(2)轴承已经发生摩擦磨损,应该更换。
更换后要同时更换润滑油并振动对中
和动平衡情况重新检验。
(3)精心操作,避免压缩机工作点进入喘振区造成损坏。
每次开机前必须试验
锁停机、油泵联锁起停和防喘振阀动作的可靠性,调整负荷要注意不能超压。
巡
检中注意冷却器的冷凝水排放,自洁式过滤器滤简阻力偏大或有吸扁破裂现象应
及时更换。
(4)每年要计划对机组大修次。
按说明书要求对级间冷却器、压缩机组、润滑
系统做彻底维护,转子进行流道清洗,探伤检查、动平衡检验,冷却器抽芯检查、清理内壁锈蚀进行防腐等。
结束语:
(1)本文利用频谱分析法对螺杆式空压机其振动故障进行了分析,发现螺杆频
率正常,而左侧星轮频谱异常,所以判断振动故障出现在左侧星轮。
进一步分析
发现,左侧星轮的频域是以五分之一星轮转动频率为基频的高次谐频。
所以,确
定是星轮支撑轴松动造成的振动故障。
(2)根据分析结果,提出重新加固松动支撑,更换磨损轴承和润滑油,振动消失,声音正常。
(3)本文运用频谱分析法对螺杆式空压机振动故障进行检测,取得了较好的效果,发现并排除了故障。
具有一定的现场指导意义。
参考文献:
[1]白云飞.螺杆式空压机在煤矿生产中的应用分析[J].矿业装备.2018(01)
[2]付勇.煤矿井下空气压缩机的选择与应用分析[J].科技与创新.2018(05)
[3]路建玲.矿井空气压缩机综合保护与监控系统设计研究[J].山东煤炭科
技.2018(06)。