钳工锯削工件图
錾削锯削锉削

能 10 类别代号——型式代号——规格——锉纹号
培 训
11 其中,类别代号分别是:Q——钳工锉;Y——异形锉;Z——整形锉;类别 代号及型式代号有表可查;此外,在型式代号后还可以其他代号,规定为
:P—
12 —普通型;b——薄型;h——厚型;z——窄型;t——特窄型;s——螺旋
型。
13 例如:
四、锉刀的选择
1 楔角β0 前面与后面所夹
的角。
2 后角α0 后面与切削平面
所夹的角。
3 前角γ0 前面与基面所夹
的锐角。
錾子的机构与种类:
錾子由头部、柄部及切削部分组成。头部一般制成锥
钳
形, 以便锤击力能通过錾子轴心。柄部一般制成六边形, 以便操
工
作者定向握持。切削部分则可根据錾削对象不方向作左右
训
移动。刃磨时要掌握好錾子的方
向和位置,以保证所磨的楔角符
合要求。前后两面要交替磨,以
求对称。刃磨时,加在錾子上的
压力不应太大,以免刃部因过热
而退火,必要时,可将錾子侵入
冷水中冷却。
2.錾子的热处理
合理的热处理, 能保证
錾子切削部分的硬度和韧性。对錾
钳 工
子粗磨后再热处理, 有利于清楚的
与
技
能
培
训
2.锯条的松紧 将锯条安装在锯弓中,通过调节翼形螺母,就可调整锯条的松 紧程度。锯条太紧,会张力太大,受弯曲时就易折断。太松时, 锯条工作时易发生扭曲摆动,同样易折断,且锯缝易发生歪斜。
二、工件的夹持
工件一般被夹持在台虎钳的左侧, 以方便操作。工件的伸出端应尽量短,
工件的锯削线应尽量靠近钳台, 从而防止工件在锯削过程中产生振动。 三
钳工常用加工方法 ppt课件
ppt课件
上一页 下一页 返21回
项目2錾削、锯削与锉削
1.锉刀的组成与分类 锉刀用高碳工具钢T12,T13, T12A或T13A制成,并经
热处理,其硬度达62一72HRC以上,它由锉身和锉柄两部 分组成,如图3-23所示。钳工常用的锉刀是钳工锉、异形 锉和整形锉三类。 2.锉刀的规格 锉刀的规格有‘尺寸规格和粗细规格两种。钳工锉中圆锉 以其断面直径、方挫以其边长为尺寸规格,其他锉以锉梢端 至锉肩之间的距离为尺寸规格。异形锉和整形锉则以锉刀全 长作为尺寸规格标准。锉刀的粗细规格是以锉刀每10mm轴 向长度内的主锉纹条数来表示,见表3-2所列。
种,如图3-20所示。固定式锯弓只能安装一种长度的锯条 ,可调节式锯弓则通过调整可以安装几种长度的锯条。 (2)锯条锯条一般用渗碳钢冷轧而成,也有用碳素工具钢 或合金钢制成,并经热处理淬硬,锯削时起切削作用。
ppt课件
上一页 下一页 返19回
项目2錾削、锯削与锉削
锯路有交叉形和波浪形等,如图3-22所示,锯条有了锯路 后,可使工件上被锯出的锯缝宽度大于锯条背的厚度。从而 减小了锯削过程中的摩擦、卡锯和锯条折断现象的发生,延 长了锯条的使用寿命。
1.万能分度头的结构 图3-9所示是这种分度头的外形。主要由主轴、底座、鼓
形壳体、分度盘和分度叉等组成。
ppt课件
上一页 下一页 返10回
项目1划线
2.分度头的分度原理 分度头的分度原理是:当手柄转过一周,分度头主轴便转
动1/40周。如果要求主轴上装夹的工件作Z等分,即每次分 度时主轴应转过1/Z周,则手柄每次分度时应转的转数为 :n=40/Z
槽和分割曲线形板料。 .油槽錾图3-11(c)所示,它的切削刃很短,并呈圆弧
第六章 钳加工

(3)攻螺纹操作要点
3)当丝锥攻入1~2圈时,应检查丝锥轴线与工件表面 的垂直度,并校正。丝锥的切削部分全部进入工件后, 每攻入1圈应倒转1/4~1/2圈,进行断屑和排屑,以防 丝锥折断 4)攻螺纹时,必须以初锥、中锥和底锥顺序攻削至标 准尺寸 5)在韧性材料上攻制内螺纹时,要加合适的切削液
2.套螺纹
(2)便于复杂工件在机床上的装夹,可按划 线找正定位。
(3)能及时发现和处理不合格的毛坯,避免 造成加工损失。
(4)采用借料划线的方法可使误差不大的毛 坯得到补救,提高毛坯的利用率
2.主要划线工具 (1)划线平板
(2)划针
(3)划规
(4)游标高度尺
(5)90°角尺
(6)方箱
(7)V型架
(8)千斤顶
正确
错误
3、起锯
起锯是锯削的开始起锯的方式有远边起锯和近边 起锯两种。一般情况下采用远边起锯。无论采用哪一 种起锯方法,起锯角α以15°为宜。
4、锯削姿势
锯削时的站立姿势与錾削相似,人体重量均分在 两腿上,右手握稳锯柄,左手扶在锯弓前端,锯削时 推力和压力主要由右手控制。
推锯时,锯弓运动方式有两种: 1)直线运动:适用于锯缝底面要求平直的槽和薄壁工 件的锯削; 2)摆动:身体和锯弓作协调性的上下小幅摆动。
2)底孔深度的确定
H=h有效+0.7D
D——内螺纹大径,mm P——螺距,mm
3)孔口倒角 孔口应倒角30,其作用是便于丝锥的切入,孔
口倒角后直径应略大于内螺纹大径。
(3)攻螺纹操作要点
1)按确定的底孔直径和深度钻底孔,孔口倒角 2)起攻时,可用一只手手掌按住铰杠中部,沿丝锥轴 线方向施力加压,另一手配合作顺时针方向旋进;也 可用两手握住铰杠两端均匀施压,并将丝锥顺时针向 旋进,保证丝锥轴线与底孔轴线重合
钳工工艺学 錾削、锯削与锉削
1、锉刀的组成 • 锉刀由锉身和锉柄两部分组成。
•
锉刀有单齿双齿纹两种,如 图3-30所示。单齿纹适用于锉 削软材料;双齿纹由主锉纹 (起主要切削作用)和辅锉纹 (起分屑作用)构成,适用于 锉削硬材料。
2、锉刀的种类
•
按用途不同,锉刀可 分为钳工锉、异形锉和 整形锉3类。
(1)钳工锉
•
应用广泛,按其断面形 状不同,分为平锉、方锉、 三角锉、半圆锉和圆锉5 种,如图3-31.
(2)异形锉
用来锉削工件上的特殊 表面,有弯的和直的两种。 图3-32.
(3)整形锉
•
主要用于修整工件上的 细小部分。通常以多把不 同断面形状的锉刀组成一 组。图3-33所示。
3、锉刀的规格
•
锉刀的规格有尺寸规格 和粗细规格两种。
(1)尺寸规格
•
锉刀的尺寸规格,圆锉以其 断面直径、方锉以其边长为尺 寸规格,其他锉刀以锉身长度 表示。常用的锉刀有100、125、 200、250、300mm等几种。异 形锉和整形锉的尺寸规格是指 锉刀的全长
(2)粗细规格
• 锉刀的粗细规格 以 锉刀每10mm轴向长度 内的主锉纹条数来表 示 。表3-8
4、锉刀的选择 • 锉刀的选择应根据工件的表 面形状、尺寸精度、材料性质、 加工余量以及表面粗糙度要求 来选用。锉刀的断面形状及尺 寸应与工件被加工表面形状与 大小相适应。
锉刀的选择
• (1)粗锉刀用于软材料,加工余 量大,精度低,表面粗糙的工件。 • (2)细锉刀用于硬材料,加工余 量小,精度高,表面粗糙度数值低 的工作。 • (3)油光锉用于最后修光工件表 面。
手锯的形式
2、锯齿的切削角度
•
锯条的切削部分由许多按 齿距均匀分布的锯齿组成。 可看作一排同样錾子的排列。 为了保证锯削时有一定的容 屑和强度,楔角β0=50°, α0=40°,前角γ0=0°。
《钳工工艺学》课件

第一章 钳工概述
第七节 水平仪
水平仪是用来测量微小角度的精密量仪。主要用于测量平面相 对于水平面或竖直面的位置偏差,是机械设备安装、调试和精度检 验的常用量仪。
一、框式水平仪
1. 框式水平仪的结构与刻线原理
△h=n i l
式中:△h——被测平面两端的高低差 (mm);
n——主水准气泡移动的格数; i——水平仪的读数值;
第一章 钳工概述
第一节 技术测量的基本概念
2. 英制长度单位 1英尺(ft)=12英寸(in) 1英寸(in)=8英分
3. 米制与英制长度单位换算 米制与英制长度单位换算的关系: 1英寸=25.4毫米 即 1in=25.4mm
二、技术测量的概念
1. 量具的分类:
用来测量、检验零件和产品尺寸、形状的工具称为量具
图2—18 量规
第八节 量规与塞尺
1. 塞规 小端尺寸按工件内径的最小极限尺寸制作,在测量内孔时应能
通过,称为通规,标有“通”的字样;大端尺寸按工件内径的最大 极限尺寸制作,在测量内孔时不允许通过,称为止规 。 2 .卡规
金属材料
粉末冶金
铸造
锻压
毛坯 热处理
切削加工 零件 装配 机器
焊接 轧材
图1—1机械生产过程
第一节 钳工的工作任务及重要性
一、钳工的工作任务
钳工大多是使用工具,以手工操作的方法为主对工件进行加 工的一个工种。他经常在台虎钳上工作,因而得名为钳工。
钳工的特点是:技术性强,工作范围广泛,具有万能性和灵 活性,不受设备场地的限制。
2004年《国家职业标准》将钳工职业划分为装配钳工、机修钳 工和工具钳工三类。
二、钳工的基本操作技能
钳工的基本操作技能包括:划线、錾削、锯割、锉削、钻孔、 扩孔、锪孔、铰孔、攻螺纹、套螺纹、矫正、弯形、铆接、刮削、 研磨、钎焊与粘接、技术测量和简单热处理等。
钳工技能项目五-锉削ppt课件.ppt

任务5.3 平面的锉削
3.推锉
推锉的操作方法如图(c)所示,横握锉身,左、右手分 别握在锉身的两端,锉削时,用双手推进、拉回锉刀。推 锉操作的切削量小,锉刀容易掌握平稳,可获得较平整的 加工表面。推锉主要用于狭窄平面的加工。
三、平面度的检验方法 病原体侵入机体,消弱机体防御机能,破坏机体内环境的相对稳定性,且在一定部位生长繁殖,引起不同程度的病理生理过程
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
项目五 锉削
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
任务5.1 锉削工具及其选用
任务5.3 平面的锉削
病原体侵入机体,消弱机体防御机能 ,破坏 机体内 环境的 相对稳 定性, 且在一 定部位 生长繁 殖,引 起不同 程度的 病理生 理过程
任务5.3 平面的锉削
一、工件的装夹
工件的装夹是否正确,直接影响到锉削质量的高低。 1.工件尽量夹持在台虎钳钳口宽度方向的中间。
锉削面靠近钳口,以防锉削时产生震动。 2.装夹要稳固,但用力不可太大,以防工件变形。 3.装夹已加工表面和精密工件时,应在台虎钳钳
任务5.1
锉削工具及其选用
四、锉刀的使用安全与维护
1.用锉刀锉削工件时,不得加润滑剂或水,这将使锉 刀锉削时打滑或引起齿面生锈。
2.不能用锉刀锉削有氧化层的工件或淬火工件,因 氧化层和淬火工件的硬度较大,容易损伤锉齿,减低锉齿 的切削性能。
3.在使用锉刀的全过程中,要用铜丝刷或顺锉齿纹 的方向刷去锉纹内的铁屑,使用完毕后,一定要仔细刷去 全部铁屑,才能存放。
钳工工艺ppt课件

可编辑课件PPT
1
性质、内容和目的
钳工是使用钳工工具,按技术要求对工件 进行加工、修整、装配的工种。它的特点是灵 活性强,工作范围广、技艺性强。
钳工工作的基本内容有:划线、錾削、锯 削、锉削、钻孔、扩孔、锪孔、攻螺纹、套螺 纹、矫正弯曲、铆接、刮削、技术测量、简单 热处理等。
通过本课程的学习应达到以下目的:
30
可编辑课件PPT
31
可编辑课件PPT
32
第三节 电钻
一、电钻的构造 二、电钻的正确维护和安全使用
可编辑课件PPT
33
第四节 钻孔方法
一、工件的夹持 1、平整工件的夹持 2、圆柱工件的夹持 3、搭压板夹持
二、钻孔方法 一般工件的钻孔方法: 1、试钻;2、借正;3、限速限位; 4、深孔的钻削要注意排屑;5、直径超过
钳工工作场地是钳工的固定工作地 点,为提高劳动生产率和产品质量,应 合理安排好工作场地,做到以下几点: 1、合理布局主要设备; 2、毛坯和工件的摆放要整齐,以便于工作; 3、合理存放工、量具,考虑取用方便; 4、保持工作场地的清洁。
可编辑课件PPT
5
第二章 划线
第一节 概述 根据图样和技术文件的要求,在毛 坯或半成品上用划线工具划出界线,或 作为找正检查依据的辅助线,这种操作 叫做划线。 划线可分为平面划线和立体划线。
30mm的大孔可分两次钻孔。
二、锉削时的安全文明生产
可编辑课件PPT
24
锉削时的安全文明生产
锉削中应注意以下安全技术问题: 1、不使用五柄或裂柄的锉刀锉削工件,锉刀柄
应装紧,以防止手柄脱出后,锉舌把手刺伤; 2、锉工件时,不可用嘴吹铁屑,以放飞入眼内,
也不可用手去清除铁屑,应用刷子; 3、放置锉刀时不能将其一端露出钳台外,以防
《钳工工艺与技能训练》项目6(锯削)
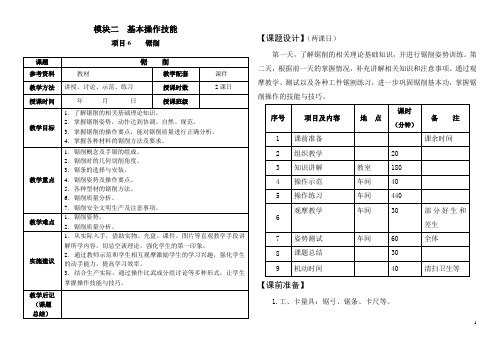
模块二基本操作技能项目6 锯削【课题设计】(两课日)第一天,了解锯削的相关理论基础知识,并进行锯削姿势训练。
第二天,根据前一天的掌握情况,补充讲解相关知识和注意事项。
通过观摩教学、测试以及各种工件锯割练习,进一步巩固锯削基本功,掌握锯削操作的技能与技巧。
【课前准备】1.工、卡量具:锯弓、锯条、卡尺等。
2.材料:废旧圆钢、板料、管子、角铁等。
3.生产实习挂图、相关光盘。
【理论教学组织】1、检查学生出勤情况并做好记录。
2、调整学生的注意力,为上课作准备。
【复习提问】(通过提问锉削知识,回顾锉削姿势,为学习锯削奠定基础)【作业讲评】(结合实际情况进行讲评)【导入新课】请同学们说一说在日常生活中见过那几种锯?锯是谁发明的?锯削是钳工的重要操作之一,它是我们生产实习的重点课题。
尽管锯削是一种手工操作,效率不高,劳动强度大,但锯削它具有操作方便、简单、灵活的特点,应用较广。
因此,是现代化工业及日常生活中不可缺少的。
零件加工是钳工的重要工作之一,是我们提高操作技能技巧重要手段。
【讲授新课】锯削相关工艺知识一、概念:用手锯把金属材料分割开,或在工件上锯出沟槽的操作方法称为锯削。
二、手锯的组成(展示实物)⎪⎩⎪⎨⎧⎩⎨⎧锯条可调式(常用)固定式锯弓锯条一般用渗碳软钢冷轧而成,经热处理淬硬,锯削时起切削作用。
锯条的长度规格是以两端安装孔中心距来表示,常用的锯条长度为300mm。
三、锯齿的几何角度锯齿的切削角度如下图所示。
前角γo=0°,后角αo=40°,楔角βo=50°。
如图所示:(讨论:推锯方向改变,几何角度有何变化?)四、锯条的粗细老标准是以每英寸多少个齿来表示。
新标准是以锯齿的牙距来表示的。
分细(1.1㎜)、中(1.4㎜)、粗(1.8㎜)三种。
五、锯路锯条在制造时,将锯齿按一定的规律左右错开,排列成一定形状,称为锯路。
锯路有交叉形、波浪形和薄背锯路三种,常用波浪形。
(用图示法讲解)锯路的作用是:使工件上的锯缝宽度大于锯条背部的厚度,从而减少了锯削过程中的摩擦。