日精成型条件表
模具专业用语

日语学习
模具专业用语
中国語日本語
模具金型
开模起型
公模,母模コア(オス側)、キャビティ(メス側)滑块スライド
毛边,毛刺バリ
缩水,凹痕ヒケ
拔模斜度抜きテーパ
流道ランナー
浇口ゲート
粒料ペレット
分模线パーティングライン(P/L)
倒陷アンダーカット
熔合线,结合线ウェルド
烧焦やけ
壁厚不均偏肉
咬花シボ
烫印タンポプリント、曲面印刷
丝印シルクプリント
喷漆塗装
塑胶材料,塑料树脂材料
成形条件成型条件
巴斯卡パスカル(Pa)
气缝エアベント
顶杆ノックアウトピン
模具保养管理金型保守管理
模具标准化金型の共通(汎用)化
电脑补助工程CAE
色板色味サンプル
着色不均色むら
充填不足ショートショット
挠曲反(そ)り
丙烯腈- 丁二烯- 苯乙烯ABS樹脂
聚碳酸脂ポリカーボネイト,PC
通用聚苯乙烯, 硬胶PS
高冲击聚苯乙烯, 不脆胶HIPS
聚丙烯, 百折胶PP
聚酰胺PA
乙烯-醋酸乙烯脂,橡皮胶EV A
聚对苯二甲酸乙二醇脂PET
聚氯乙烯PVC。
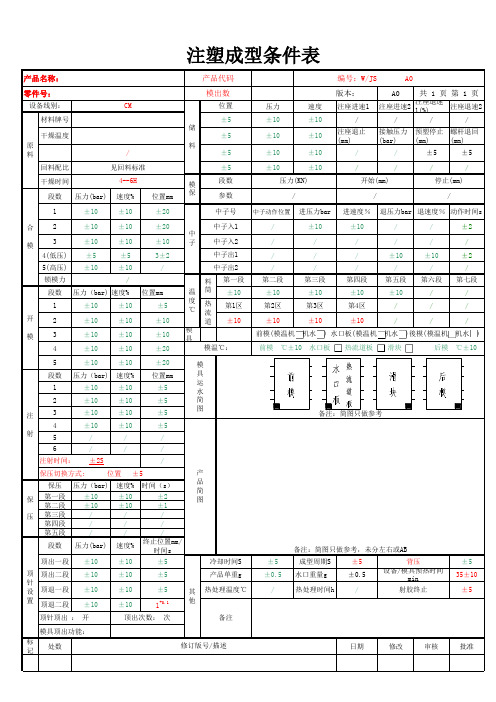
成型条件表.
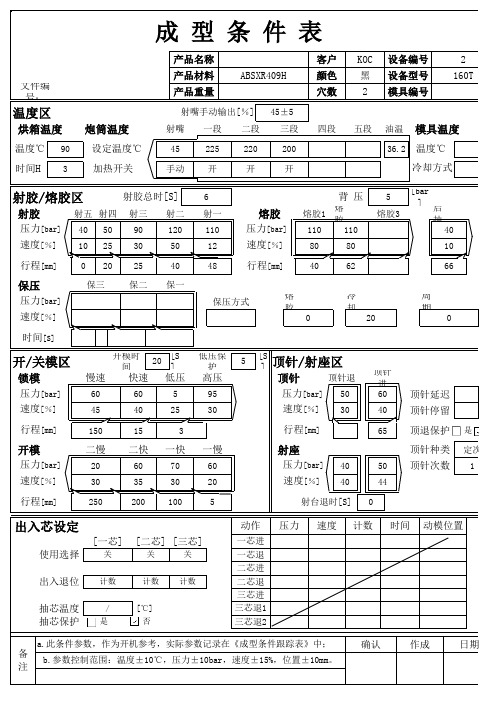
熔胶1 熔胶2 110 80 40 110 80 62
保压
压力[bar]
速度[%]
保压方式
熔胶延迟[S] 0
冷却时间[S] 20
周期时间[S]
0
时间[S]
开/关模区
锁模
压力[bar] 速度[%]
行程[mm] 慢速
60 45 150
开模时间 20 [S]
低压保护
5
[S] 顶针/射座区
快速
60 40 15
低压
5 25 3
高压
95 30
顶针
压力[bar] 速度[%]
行程[mm]
顶针退 50 30
顶针进 60 40 65
顶针延迟 顶针停留 顶退保护 顶针种类 顶针次数
是 否
开模
压力[bar] 速度[%] 行程[mm]
二慢
20 30 250
二快
60 35 200
一快
70 30 100
一慢
60 20 5
射座
压力[bar] 速度[%]
40 40 0 50 44
定次 1
射台退时[S]
出入芯设定
[一芯] 使用选择 出入退位 抽芯温度 抽芯保护 备 注
关 计数 / 是
动作 [二芯] [三芯]
关 计数 [℃] 否 关 计数
压力
速度
计数
时间
动模位置
一芯进 一芯退 二芯进 二芯退 三芯进 三芯退1 三芯退2
a.此条件参数,作为开机参考,实际参数记录在《成型条件跟踪表》中; b.参数控制范围:温度±10℃,压力±10bar,速度±15%,位置±10mm。
成 型 条 件 表
模具成型条件参照表B讲解
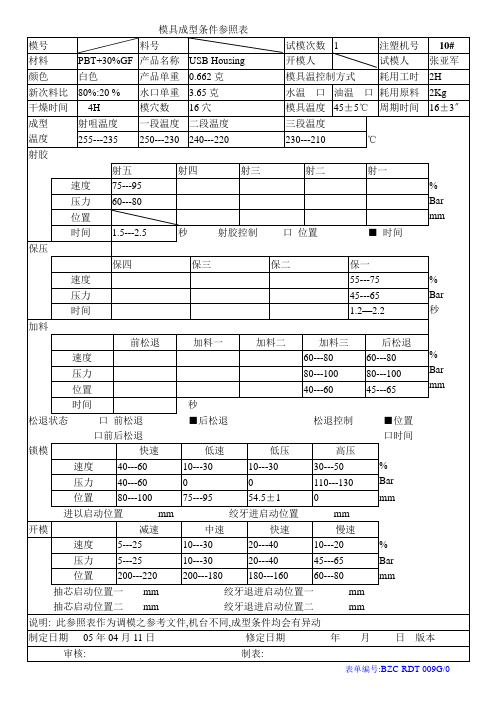
模具成型条件参照表模号 料号试模次数 1 注塑机号 1# 材料 PBT+30%GF 产品名称 FC-10本体开模人试模人韩培齐颜色 黑色 产品单重 0.77克 模具温控制方式耗用工时 2H新次料比 100%: % 水口单重 10.38克 水温 ■ 油温 口 耗用原料 2Kg 干燥时间 2---5H 模穴数32穴模具温度 42±5℃ 周期时间 16±2〞 成型 温度 射咀温度 一段温度 二段温度 三段温度 240---280220---260 200---240200---240℃射胶射五 射四 射三 射二 射一 % Bar mm速度 70---99 压力 50---85 位置时间1---3 秒 射胶控制 口 位置 ■ 时间保压保四 保三 保二 保一 % Bar 秒 % Bar mm速度 40---70 压力 40---65 时间1.0—3.0加料前松退 加料一 加料二加料三 后松退 速度 60---95 50---80 压力 60---100 50---80 位置40---6545---75时间秒 松退状态 口 前松退 ■后松退 松退控制 口位置 口前后松退 ■时间 锁模快速 低速 低压 高压 % Bar速度 30---55 20---4510---2510---25 压力 30---60 0 0 100---130 位置90---13060---9048±2mm 进以启动位置 mm 绞牙进启动位置 mm开模 减速 中速 快速 慢速 %速度 10---25 15---40 35---65 10---30 压力 8---25 10---25 25---55 35---70 Bar 位置220---260200---240180---22040---80mm抽芯启动位置一 mm 绞牙退进启动位置一 mm 抽芯启动位置二 mm 绞牙退进启动位置二 mm模具成型条件参照表模号料号试模次数 1注塑机号 9# 材料 PA66 无纤 产品名称 JP01本体(格林客供) 开模人试模人韩培齐颜色 淡绿色 产品单重 5.2克 模具温控制方式耗用工时 2H新次料比 100%: % 水口单重 克 水温 ■ 油温 口 耗用原料 2Kg 干燥时间 4H 模穴数8穴模具温度 43±5℃ 周期时间 20±2〞 成型 温度 射咀温度 一段温度 二段温度 三段温度 260---290250---280 240---270230---260℃射胶射五 射四 射三 射二 射一 % Bar mm速度 70---95 压力 50---75 位置时间1---3 秒 射胶控制 口 位置 ■ 时间保压保四 保三 保二 保一 % Bar 秒 % Bar mm速度 45---65 压力 40---60 时间1.0—3.0加料前松退 加料一 加料二加料三 后松退 速度 65---95 50---75 压力 60---85 50---75 位置70---9075---95时间秒 松退状态 口 前松退 ■后松退 松退控制 口位置 口前后松退 ■时间 锁模快速 低速 低压 高压 % Bar速度 30---55 20---405---2010---25 压力 30---50 0 0 100---130 位置100---13070---10052±1mm 进以启动位置 mm 绞牙进启动位置 mm开模 减速 中速 快速 慢速 %速度 5---25 10---30 35---55 5---20 压力 8---20 5---25 25---45 40---60 Bar 位置200---220180---200160---18060---80mm抽芯启动位置一 mm 绞牙退进启动位置一 mm表单编号:BZC-RDT-009G/0。
成型条件表R03 (1)
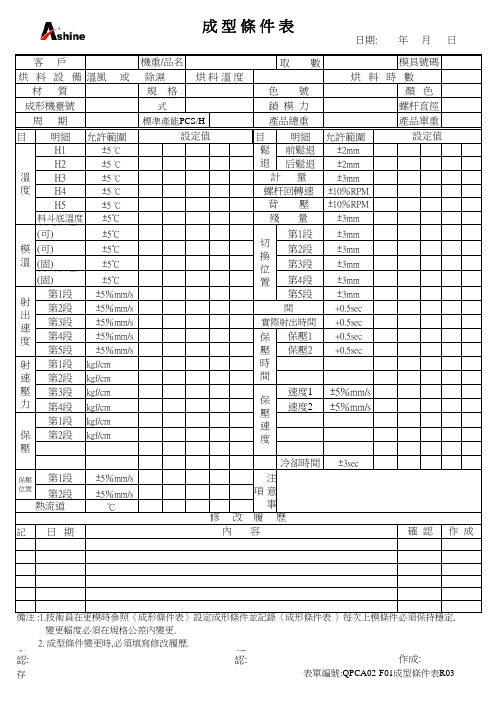
取 數項目明細允許範圍項目明細允許範圍H15 ℃前鬆退2mm H25 ℃后鬆退2mm H35 ℃3mm H45 ℃±10%RPM H55 ℃±10%RPM 料斗底溫度±5℃3mm 設定模溫 (可)±5℃第1段3mm 實測模溫 (可)±5℃第2段3mm 設定模溫 (固)±5℃第3段3mm 實測模溫 (固)±5℃第4段3mm 第1段 ±5%mm/s 第5段3mm 第2段 ±5%mm/s +0.5sec 第3段 ±5%mm/s +0.5sec 第4段 ±5%mm/s 保壓1+0.5sec 第5段 ±5%mm/s保壓2+0.5sec第1段 ±10%kgf/cm 第2段 ±10%kgf/cm 第3段 ±10%kgf/cm 速度1 ±5%mm/s 第4段 ±10%kgf/cm 速度2 ±5%mm/s第1段 ±10%kgf/cm 第2段±10%kgf/cm冷卻時間3sec第1段 ±5%mm/s 第2段 ±5%mm/s℃標記日 期承認:確認:保存期限:二年客 戶機重/品名模具號碼色 號顏 色烘 料 時 數鎖 模 力烘 料 設 備材 質規 格溫風 或 除濕烘 料 溫 度成形機臺號成形機形式螺杆直徑周 期標準產能PCS/H產品總重產品單重溫度鬆退計 量螺杆回轉速背 壓殘 量模溫切換位置射出速度設 定 射 出 時 間實際射出時間保壓時間射速壓力保壓速度保壓保壓位置熱流道修 改 履 歷注意事項作 成表單編號:QPCA02-F01成型條件表R03作成:2. 成型條件變更時,必須填寫修改履歷.內 容成 型 條 件 表設定值設定值變更幅度必須在規格公差內變更.確 認日期:08年8月5日日期: 年月日。
日精公司培训教材
注塑成型大体学习培训资料1注塑成型基础2-1塑料塑料是加热,加压后,就能够够成型加工的高分子物质。
塑料为天然树脂与合成树脂,一样指出由石油而成的合成树脂。
塑料的特长之一为加热后会变形,因此关于各类各样的形状能极易批量生产。
塑料可能分为有热塑性树脂与热固化树脂,大部份的产品用此两种塑料来制造。
热塑性树脂的性质为加热后溶化,在模具内进行冷却,就会固化造成产品,再次加热,也会溶化的性质。
热固化树脂的性质为尽管与热塑性树脂一样加热后溶化,但再次加热后会固化,一旦形成为固化后,再也不形成为溶化。
另外,最近开发出称为“super engineering plastic”的与金属一样强度、抗热抗击的塑料及像皮肤一样的很软的塑料,利用于各类各样的领域。
2-2注塑成型意味着把树脂在加热筒内进行加热溶化,接着把它射到模具内,然后把溶化树脂在模具内进行冷却。
通过此工程来制造产品。
2-3 进行注塑成型时所需的东西1. 成型材料(树脂)2. 材料干燥机(热风式、除湿式、真空式)3. 注塑成形机4. 模具5. 模具温度调剂器(媒体:水、油、加热器)6. 掏出器7. 粉碎机8. 成形技术2-4 注塑成形条件的5个因素1. 温度2. 时刻3. 量(位置)4. 速度5. 压力根据5个因素的配合,就会成立成形条件。
2-5成形条件成形条件应该确认5个因素如何设定,取得如何结果,并确认成形制品在设定范围及结果范围内能够取得良品。
成形条件表上所需的东西1.应该明确记载设定值范围及最终设定值。
2.应该明确记载结果范围及最终结果。
3.应该明确记载产品的不具产生部位。
2成形条件设定程序2-1 成形条件设定之前重要的是成形树脂、产品、模具利用什么样的。
1.确认树脂特性。
多少温度、多少时刻、如何方式来进行干燥假设干燥不足,不仅产生成形不良,而且产生产品的物性降低。
树脂温度在多少温度范围内能够成形要明白得多少温度时会溶化、多少温度时分解。
模具温度在多少温度范围内能够成形热变形温度为多少。
注塑成型条件表 模具运水图
顶针顶出 : 开 模具顶出功能: 标记 处数
顶出次数: 次
备注
修订版号/描述
日期
修改
审核
批准
A0 A0
/ 接触压力 (bar) / /
共 1 页 第 1 页
/ /
注座进速2 注座退速1(%) 注座退速2
预塑停止 螺杆退回 (mm) (mm) ±5 / 停止(mm) / ±5 /
压力(KN) /
退压力bar 退速度% 动作时间s / / ±10 / 第五段 ±10 / / 机水 滑块 / / ±10 / 第六段 / / / )後模(模温机 后模 ±2 / ±2 / 第七段 / / / 机水 )
/ / / / 第二段 ±10 第2区 ±10 前模(模温机 前模 ℃±10
模具运水描述 模温℃:
水口板
℃±10
备注:简图只做参考
保 压
压力(bar) ±10 ±10 / / / 压力(bar) ±10 ±10 ±10 ±10
备注:简图只做参考,未分左右或AB 冷却时间S 产品单重g 热处理温度℃ ±5 ±0.5 / 成型周期S 水口重量g 热处理时间h ±5 ±0.5 / 背压 设备/模具预热时间min 射胶终止 ±5 35±10 ±5
注塑成型条件表
产品名称: 零件号:
设备线别: 材料牌号 储 干燥温度 原 料 回料配比 干燥时间 段数 1 合 模 2 3 4(低压) 5(高压) 锁模力 段数 1 开 模 2 3 4 5 段数 1 2 注 射 3 4 5 6 注射时间: 保压切换方式: 保压 第一段 第二段 第三段 第四段 第五段 段数 顶出一段 顶 针 设 置 顶出二段 顶退一段 顶退二段 压力(bar) ±10 ±10 ±10 ±5 ±10 / 见回料标准 4--6H 速度% ±10 ±10 ±10 ±5 ±10 / 压力(bar) 速度% ±10 ±10 ±10 ±10 ±10 压力(bar) ±10 ±10 ±10 ±10 / / ±2S 位置 ±5 时间(s) ±2 ±1 / / / 终止位置mm/ 时间s ±5 ±5 ±5 1+0.1 其 他 ±10 ±10 ±10 ±10 ±10 速度% ±10 ±10 ±10 ±10 / / 位置mm ±5 ±10 ±10 ±20 ±20 位置mm ±5 ±5 ±5 ±5 / / / 速度% ±10 ±10 / / / 速度% ±10 ±10 ±10 ±10 产 品 简 图 模 具 运 水 简 图 温 度 ℃ 位置mm ±20 ±20 ±10 3±2 / 料 筒 热 流 道 中 子 模 保 料 ±5 ±5 ±5 段数 参数 中子号 中子入1 中子入2 中子出1 中子出2 第一段 ±10 第1区 ±10
常用模具制做用语 中英语日语对照

語 にくあつ にくづけ にくもり にくぬすみ かたかいぞう かたしゅうせう すとっぽー すとりっぽー しきいた もーるどぶーす さぽーとぷれーと さぽーとぴら ぷらろっく ぷらぼると とりつけいた ぼとむぷれーと りたん がいどぴん がいどぷっしゅ だい だいぷれーと もじゅーる ぱーつ つりぼると くーれん ふっく わいやー やすり あぶらといし さんどペーパ めっしゅ こくいん しぼ ほうでんめ あらい こまかい ろーれっと ぶらすと ほっとらんなー しゅうり ようせつ ようせつき ようせつぼう あるごンあーくようせつ とーちばーな ぷろぐらませいぎょ ぷろやす いんじぇくとぱいざー あんじぇくとろーる こーるどすらぐ こーるどすらぐうえる とうけつ ゆあつ ゆあつおしだし ゆあつポンプ ゆあつモータ えあこんぷっるさー あぶらもれ あいるたんく ぴすとん えあしりんだー あらーむ あんぜんもん ひしようていし いろかえ パージざい じゅしおんど かたおん ひーとあっぷ
Injection Molding Cycle
Precision Injection Set the condition Mold Set-Up Mold Down Pressure Low Pressure Low Pressure Clamping Holding Time Back Pressure Clamping Force Hold Clamping Pressure Clamping Stroke Clamping Mold Opening Mold Closing speed Injection speed Injection Capacity Charging Charging Stroke Rid Insert Wall Thickness Plesticizing Thermel Decomposition Shrinkage Resin material plastic Rubber Master Batch Powder plastic Dry Color
注塑机成型条件表样本
位置position 背壓back pressure 快quick (1) 速度 鎖模lock mold 壓力
開模 open mold
位置
熱咀溫度(hot tip temp. ℃)
Байду номын сангаас备注:
核准Approvaled by:
確認Confirmed by:
作成Submitted by:
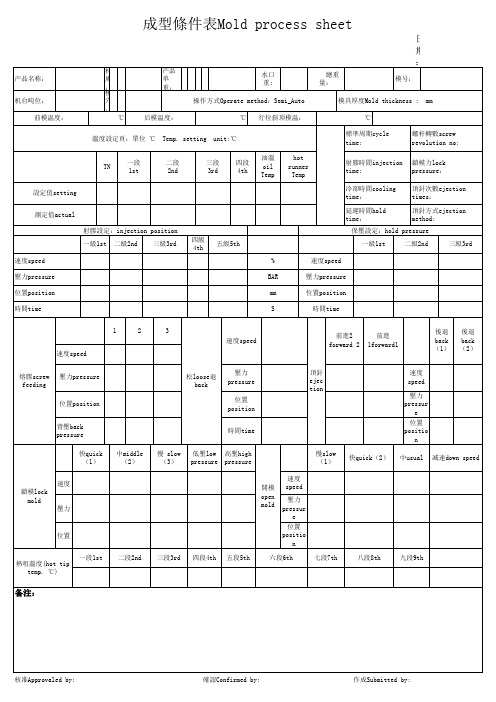
操作方式Operate method:Semi_Auto ℃ 行位斜顶模温:
溫度設定頁:單位 ℃
TN
一段 1st
二段 2nd
三段 3rd
四段 4th
設定值setting 測定值actual
保壓設定:hold pressure 一級1st 二級2nd 三級3rd
前進2 forward 2
前進 1forward1
成型條件表Mold process sheet
日期:
产品名称: 机台吨位: 前模温度: 材质: 模穴: ℃ 后模温度: Temp. setting unit:℃ 油溫 oil Temp hot runner Temp 产品单重: 水口重: 總重量: 模号: 模具厚度Mold thickness : ℃ 標準周期cycle time: 射膠時間injection time: 冷卻時間cooling time: 延遲時間hold time: 射膠設定:injection position 一級1st 速度speed 壓力pressure 位置position 時間time 1 速度speed 熔膠screw feeding 壓力pressure 松loose退 back 壓力 pressure 位置 position 時間time 中middle (2) 慢 slow (3) 低壓low 高壓high pressure pressure 速度 speed 壓力 pressur e 位置 positio n 一段1st 二段2nd 三段3rd 四段4th 五段5th 六段6th 七段7th 八段8th 九段9th 慢slow (1) 頂針 ejec tion 速度 speed 壓力 pressur e 位置 positio n 快quick(2) 中usual 减速down speed 2 3 速度speed 二級2nd 三級3rd 四級 4th 五級5th % BAR mm S 速度speed 壓力pressure 位置position 時間time 後退 back (1) 後退 back (2) 螺杆轉數screw revolution no: 鎖模力lock pressure: 頂針次數ejection times: 頂針方式ejection method: mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设定
实际
1.机水 模
2.模温 后
设定 实际
3.油温 模
中子选择方式: 无 A C
封针功 脱 能:模 剂操:作方
式:
使 有使 用
半自动
不使用 不使用 时间自动
机械手自动
螺杆直 径:
¢
产品单
水口单
重: 型腔
MM g g
PCS
注
环
非
明
保
环
2
表单管理编号:JM-FM-0526 REV:1.0
中间低速始 中间低速终 低速低压位置 高压位置
开模终位置 慢速距离 高速2位置 高速1位置
低压
高压
开模暂时停上位置
时间
推顶
推顶 动作方式 动作次数 前进限暂时停止 暂时停止时间
顶出压 力
顶出EV1
顶出EV2
前进开始时期
2速转换
后退EV4 反复后退位置
后退压 反力复顶出
EV3
前进限 位
反复前进限位
模 具
捷荣模具工业(东莞)有限公司(重点工程) 品质确认
年 客户
日精)成形条件表
机种
品名
文 件
模具编号
材料
颜色
干燥温度
设备料筒温度(℃)
区段 5
4
3
2
1
下料 口
设定
热流道温度(0C)
12345678
实际
生产确认
取数 干燥时间
9 10
作成 11 12
保压
射出
Pp3 Pp2 Pp1
时间 保压速度
V-P切换方式
射出 冷却 中间
速度 VP切换位置
V6 V5 PV3
位置VSL
计 量
实际射时 成形周期 残量位置
V4 PV2
V3 PV1
V2 V1 SM
限制压力 段
减压速度 距离SD
转速 背压BP
位置VSL
计量段数
段
计量前减压 速度
距离
锁模 高速锁模速度 中间低速 低速锁模速度
开模 终期慢速 高速2
高速1 初开模速度